 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Els secrets del pressupost en línia per a CNC: 9 factors de preu que els enginyers sovint passen per alt

Què és un pressupost CNC en línia i per què és important
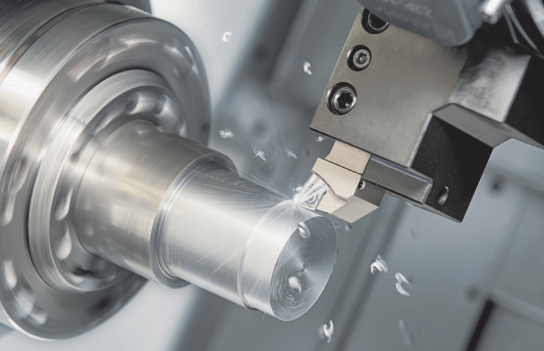
Imagineu-vos pujar un fitxer CAD a les 10 del matí i rebre un pressupost exacte per als vostres components mecanitzats de precisió abans que es refredés el cafè del matí. Aquesta és la realitat d’un pressupost CNC en línia: una plataforma digital que analitza els vostres fitxers de disseny, avalua els requisits de material i genera preus en temps real en segons o minuts. Per als enginyers i equips d’adquisicions cansats del tradicional joc d’espera, això representa res menys que una revolució en l’adquisició.
Des de les sol·licituds de pressupost per correu electrònic fins als preus instantanis
El procés tradicional de sol·licitud de pressupost (RFQ) ha estat durant molt de temps una font de frustració. S’enviaven correus electrònics a diverses tallers mecànics, es feien trucades telefòniques de seguiment i s’esperava entre 1 i 5 dies per rebre respostes —de vegades, fins i tot més temps. Cada pressupost requeria càlculs manuals, aclariments repetits i una coordinació interminable. Mentrestant, el calendari del vostre projecte anava retrocedint.
Les plataformes actuals de pressupostos instantanis inverteixen completament aquest procés. En lloc d’esperar dies, rebreu un pressupost CNC en línia en tan sols 5 a 60 segons. La tecnologia que permet aquesta velocitat es basa en algorismes sofisticats, intel·ligència artificial i aprenentatge automàtic que analitzen automàticament la geometria de la peça, les especificacions del material, les toleràncies i els acabats superficials. Ja no cal fer trucades telefòniques repetides a tallers ocupats ni preguntar-se si el vostre correu electrònic ha anat a parar a la carpeta de correu brossa d’algú.
El canvi digital en la contractació CNC
Què impulsa aquesta transformació? Les expectatives dels clients han canviat fonamentalment. Segons la recerca del sector, temps de lliurament més curts, una personalització més àmplia i terminis de lliurament precisos ja són essencials, no opcionals. Els processos tradicionals de sol·licitud de pressupostos (RFQ) s’han convertit en estrangulaments que les empreses ja no poden permetre’s.
Les plataformes digitals de subministrament permeten l’emparellament en temps real entre les vostres necessitats de mecanitzat i proveïdors qualificats. Els beneficis són substancials:
- Reducció dels esforços de coordinació i de la càrrega administrativa
- Major transparència tant per als compradors com pels fabricants
- Descobriment estructurat de proveïdors basat en dades
- Valoracions de qualitat integrades basades en projectes anteriors
Ja sigui que cerqueu «usinatge CNC a prop meu» o que exploreu xarxes globals de fabricació, aquestes plataformes us connecten amb proveïdors verificats especialitzats en les vostres necessitats concretes, sense haver de fer la feina manual.
Què fa diferent la cotització en línia
La proposta de valor fonamental de les cotitzacions en línia per a usinatge és magníficament senzilla: pengeu un fitxer CAD, especifiqueu els vostres requisits i rebreu el pressupost en minuts. Però sota aquesta senzillesa hi ha una tecnologia potent. Quan envieu un fitxer, el sistema realitza una anàlisi geomètrica automàtica, comprovacions de fabricabilitat i càlculs de costos basats en paràmetres reals d’usinatge.
Les plataformes que ofereixen aquest servei de CNC normalment admeten formats de fitxer habituals com STEP, IGES i STL. Els sistemes avançats proporcionen retroalimentació instantània de DFM (Disseny per a la fabricabilitat), assenyalant possibles problemes abans que es confirmi la comanda. Aquest enfocament preventiu pot reduir les iteracions del disseny i evitar errors costosos en fases posteriors, especialment útil per a peces complexes que requereixen maquinatge d’eixos 5 per a la seva fabricació.
La cotització instantània democratitza l’accés a la fabricació de precisió. Tant les petites empreses emergents com les companyies de la llista Fortune 500 poden ara accedir a xarxes amb més de 10.000 proveïdors, comparar preus de forma transparent i prendre decisions informades, tot això sense necessitar equips especialitzats d’adquisicions ni connexions sectorials.
Aquesta accessibilitat és fonamental. Abans, obtenir pressupostos competitius significava tenir relacions establertes amb diversos tallers mecànics. Ara, una empresa amb un disseny sòlid i un fitxer CAD pot accedir a capacitats de mecanitzat d’alta qualitat en condicions d’igualtat amb els gegants del sector. El camp de joc no només s’ha nivellat: s’ha transformat completament.
Com funciona pas a pas la sol·licitud en línia de pressupostos CNC
Doncs ja heu decidit provar una plataforma en línia per sol·licitar pressupostos per al vostre proper projecte de fabricació CNC. Què passa després de fer clic al botó de pujada? Comprendre el procés complet —des de la preparació del fitxer fins a la recepció final del pressupost— us ajuda a enviar fitxers més nets, evitar rebutjos i, en definitiva, obtenir preus més precisos per als vostres components mecanitzats. Recorrem junts cada etapa perquè sabeu exactament què podeu esperar.
Preparació del vostre fitxer CAD per a la pujada
Abans de res, el vostre fitxer CNC ha d’estar en el format adequat i configurat correctament. Això pot sonar bàsic, però la preparació dels fitxers és on molts enginyers introdueixen, sense saber-ho, errors que donen lloc a pressupostos inflats o, fins i tot, a rebuig directe.
La majoria de plataformes de pressupostos en línia accepten aquests formats estàndard de fitxers:
- STEP (.stp, .step) — El format preferit per la indústria per la seva compatibilitat universal i la seva capacitat de conservar amb precisió la geometria sòlida
- IGES (.igs, .iges) — Un format més antic, però àmpliament compatible; un fitxer .igs funciona bé per a geometries senzilles, però pot perdre part de les dades de superfície en peces complexes
- STL (.stl) — Emprat principalment per a la impressió 3D, però acceptat per algunes plataformes per fer pressupostos; no és ideal per a treball CNC de precisió degut a l’aproximació basada en malla
- Parasolid (.x_t) — Natiu de molts sistemes CAD, amb una excel·lent retenció de geometria
Per què les plataformes prefereixen el format STEP? A diferència dels formats basats en malla, els fitxers STEP contenen definicions matemàtiques precises de les superfícies , vores i característiques. Aquesta precisió permet que els algorismes de pressupostos calculin amb exactitud les trajectòries d'usinatge, identifiquin les toleràncies i detectin problemes de fabricabilitat. Quan treballeu en projectes de màquines CNC amb especificacions molt ajustades, aquesta exactitud afecta directament la fiabilitat dels vostres pressupostos.
Abans de pujar el fitxer, reviseu aquesta llista de comprovació ràpida:
- Verifiqueu que el model sigui estanc (sense obertures ni superfícies obertes)
- Confirmeu que les unitats estiguin correctament establertes (mil·límetres respecte a polzades, ja que això pot causar importants problemes)
- Elimineu components interns o referències d’muntatge que no es fabricaran
- Comproveu que totes les característiques estiguin totalment definides: cap esbossos en estat «sota-definit»
Navegació per les opcions de material i toleràncies
Un cop el fitxer s’hagi pujat correctament, la plataforma us guia a través de les entrades d’especificacions. Aquí és on les vostres decisions d’enginyeria configuren directament el preu final. Penseu-hi com a construir el pressupost pas a pas.
Aquest és el procés habitual pas a pas que seguireu:
- Puja el teu fitxer CAD — El sistema realitza una exploració inicial de la geometria, comprovant la fabricabilitat bàsica i extreient les dades dimensionals
- Seleccioneu el vostre material — Trieu entre opcions com l’alumini 6061, l’acer inoxidable 303, el titani o diversos plàstics; cada material té característiques d’usinatge diferents que afecten el temps de cicle i els requisits d’eines
- Especifiqueu les toleràncies — Les toleràncies estàndard (normalment ±0,005" o ±0,127 mm) tenen un cost inferior al de les toleràncies de precisió; les especificacions ajustades requereixen velocitats d’alimentació més lentes, més inspeccions i equipament especialitzat
- Trieu els requisits d’acabat superficial — Des de l’estat després de l’usinatge fins a l’acabat polit com un mirall, cada nivell d’acabat afegeix temps de processament i cost
- Introduïu la quantitat — El preu normalment segueix una corba en què volums més elevats redueixen el cost per unitat gràcies a l’amortització del muntatge
- Afegiu operacions secundàries — Requeriments de filetat, anodització, tractament tèrmic o altres processos posteriors
- Revisar i enviar — Confirmeu totes les especificacions abans que el sistema generi la vostra oferta
La interfície normalment presenta aquestes opcions en un flux lògic, però no les recorreu massa de pressa. Cada selecció s’incorpora a l’algorisme de preus, i petites negligències —com ara especificar toleràncies més estretes del que realment requereix la vostra aplicació— poden incrementar innecessàriament els costos.
Comprensió del motor de generació d’ofertes
Què passa al fons després de prémer «Obtenir oferta»? Aquí és on té lloc la màgia —o, més aviat, l’enginyeria—. Segons LS Manufacturing , el procés complet des de la càrrega fins a la recepció de l’oferta pot durar tan sols 30 segons a 3 minuts per a peces estàndard.
El sistema automàtic realitza diversos tipus d’anàlisi simultànies:
- Anàlisi de la geometria — El programari identifica totes les característiques clau, les dimensions i les indicacions de tolerància dels vostres fitxers CNC
- Avaluació de la fabricabilitat — El sistema detecta possibles problemes com ara cantonades interiors de radi zero, parets extremadament fines o butxaques profundes i estretes que requereixen eines especials
- Referència creuada amb la base de dades de materials — El material seleccionat es compara amb la disponibilitat actual en estoc i els preus
- Càlcul del temps de mecanitzat — Algorismes avançats estimen els temps de cicle segons la complexitat de les característiques, els canvis d'eina necessaris i les passes d'acabat
- Avaluació de la preparació i l'immobilització — El sistema determina el nombre de preparacions (reposicionament de la peça) que requereix la vostra geometria
Plataformes com CNC24 combinen aquesta anàlisi automàtica amb l'experiència humana, assenyalant que el seu procés inclou tant una comprovació automatitzada de viabilitat com una revisió per tècnics de producció experimentats. Aquest enfocament híbrid detecta casos límit que l'automatització pura podria passar per alt.
L'oferta final normalment es desglossa en ítems clars i transparents: costos dels materials, mà d'obra per a l'usinatge, tarifes de preparació i qualsevol procés posterior. Aquesta transparència us permet veure exactament on es destina el vostre diners i identificar oportunitats d'optimització de costos. Per exemple, si les despeses de preparació semblen desproporcionadament altes, podeu considerar la possibilitat de consolidar diversos encàrrecs d'usinatge CNC per diluir aquesta despesa entre més unitats.
Entendre aquest procés us transforma d'un usuari passiu en un participant informat. Quan sabeu com funciona el procés, podeu preparar millors fitxers, prendre decisions més intel·ligents sobre les especificacions i, en definitiva, obtenir preus més competitius per als vostres components de precisió.

Factors clau que influeixen en el preu de la vostra oferta CNC
Ja heu rebut alguna vegada una oferta CNC en línia i us heu preguntat per què dues peces aparentment similars tenen preus tan diferents? No esteu sols. La transparència en la fixació de preus continua sent una de les principals fonts de frustració per als enginyers que treballen amb plataformes en línia d'ofertes la bona notícia? Un cop entengueu la mecànica dels càlculs de costos de la mecanització CNC, podreu prendre decisions de disseny que redueixin dràsticament les despeses sense sacrificar la qualitat.
Anem a desglossar els cinc factors principals que determinen el preu de la vostra mecanització CNC —i, encara més important, us mostrarem com aprofitar aquest coneixement a vostre favor.
Selecció del material i implicacions econòmiques
La tria del material és sovint la variable única més important de la vostra pressupostació. La diferència entre la mecanització d’alumini i la de titani no es limita només al cost del material en brut: canvia fonamentalment els paràmetres de mecanització, les taxes de desgast d’eines i els temps de cicle.
Considereu aquesta perspectiva: segons l’anàlisi de costos d’Unionfab, els materials es classifiquen en nivells de preu clarament definits que afecten significativament el resultat final:
| Categoria de material | Exemples habituals | Cost relatiu | Consideracions de mecanitzat |
|---|---|---|---|
| Baix cost | Alumini 6061, PMMA (acrílic) | $ | Avanços ràpids, desgast mínim de les eines, excel·lent mecanitzabilitat |
| Cost moderat | POM, PTFE, PA (niló), FR4 | $$ | Bona mecanitzabilitat amb eines estàndard |
| Cost més alt | acer inoxidable 303, llautó, coure, ABS, PC | $$$ | Velocitats més lentes, augment del desgast d’eines en els metalls |
| Cost premium | Titani, magnesi, PEEK, ceràmiques | $$$$–$$$$$ | Eines especialitzades, velocitats d’alimentació lentes, necessitats extenses de refrigeració |
Quan es decideix entre l’acer inoxidable 303 i l’alumini per a una suport, la diferència de preu va molt més enllà del cost de la matèria primera. El mecanitzat CNC de l’acer inoxidable requereix velocitats de tall més lentes —sovint un 40-60 % més lentes que les de l’alumini—, cosa que es tradueix directament en temps de cicle més llargs i costos laborals més alts. A més, el desgast de les eines s’accelera significativament amb materials més durs, afegint costos de substitució que es reflecteixen en el vostre pressupost.
La fabricació d’alumini continua sent la millor opció per a moltes aplicacions precisament per la seva excel·lent relació resistència-pes combinada amb una extraordinària maquinabilitat. Tret que la vostra aplicació exigeixi específicament resistència a la corrosió, rendiment a altes temperatures o biocompatibilitat, les aleacions d’alumini com la 6061-T6 sovint ofereixen l’equilibri òptim entre cost i rendiment en el mecanitzat de metalls.
Com les toleràncies fan pujar o baixar el preu
Aquí és on molts enginyers, sense adonar-se’n, inflen les seves ofertes: especificant toleràncies massa exigents. La relació entre la tolerància i el cost no és lineal, sinó exponencial. Segons la recerca de l’anàlisi de fabricació d’Okdor, els multiplicadors de cost augmenten dràsticament a mesura que es restringeixen les especificacions:
- Estàndard ±0,005" (±0,127 mm): Cost bàsic: sense suplement
- Precisió ±0,002" (±0,05 mm): augment de cost de 1,5–2 vegades
- Estricta ±0,001" (±0,025 mm): augment de cost de 3–4 vegades
- Ultraestricta ±0,0001" (±0,0025 mm): augment de cost de 10–24 vegades
Per què aquests augments tan dràstics? Les toleràncies més estretes exigeixen velocitats d’alimentació més lentes, passes de tall més lleugeres i diverses passes d’acabat. Requereixen canvis d’eina més freqüents per mantenir la punta de tall afilada. I, potser el més important, necessiten entorns amb control climàtic i verificació mitjançant màquines de mesura per coordenades (CMM), cosa que afegeix una càrrega addicional substancial al preu de la vostra màquina CNC.
Un exemple pràctic ho il·lustra perfectament: una carcassa per a dispositiu mèdic pressupostada a 180 $ amb toleràncies estàndard va pujar a 320 $ quan el client va restringir les toleràncies exteriors no funcionals de ±0,005" a ±0,001". Això representa un augment de l’80 % per a una precisió que no aporta cap valor funcional addicional.
L’enfocament intel·ligent? Aplicar toleràncies ajustades només on la funció ho exigeixi: superfícies d’acoblament, seients per rodaments i interfícies d’estanquitat. Deixar que les dimensions no crítiques utilitzin toleràncies estàndard. Aquesta especificació selectiva pot reduir els costos de mecanitzat entre un 40 % i un 60 %, mantenint alhora el rendiment del producte.
La corba de descompte per quantitat
El volum de producció genera una de les relacions de cost més previsibles en la mecanització CNC. Els costos de preparació —programació, fixació, preparació d’eines— romanen relativament constants, independentment que es fabrici 1 peça o 1.000. La màgia es produeix quan aquests costos fixes es reparteixen entre quantitats més grans.
Així és com sol variar el cost de mecanització CNC segons el volum:
| Volum de producció | Impacte del cost d'instal·lació | Eficiència material per unitat | Reducció típica de costos |
|---|---|---|---|
| Prototip (1–5 unitats) | Alt — la configuració predomina sobre el cost total | Preus estàndard, sense descomptes per volum | Preus de referència |
| Volum baix (10–50 unitats) | Moderat — la configuració es reparteix entre més peces | Possibles petites eficiències en materials | reducció per unitat del 20–35 % |
| Volum mitjà (100–500 unitats) | Baix — la configuració esdevé negligible per peça | S’aplica la compra massiva de materials | reducció per unitat del 40-55% |
| Alt volum (1.000+ unitats) | Mínima — totalment amortitzada | Descomptes màxims sobre materials, optimització de l’encastament | reducció per unitat del 50-70% |
Quina és la conseqüència pràctica? De vegades, encarregar una mica més de peces de les que necessiteu immediatament té sentit des del punt de vista financer. Si el preu per unitat baixa un 25 % en passar de 25 a 50 peces, i al final necessitareu aquestes peces addicionals de totes maneres, normalment els càlculs fan que sigui més avantatjós fer una comanda més gran.
Tanmateix, no assumeixi que més sempre és millor. Els costos d’emmagatzematge, els riscos derivats de possibles iteracions disseny, i les consideracions sobre la disponibilitat de liquiditat també hi entren en joc. El punt òptim depèn de la vostra situació concreta, però comprendre aquesta corba us ajuda a prendre decisions informades, en lloc de limitar-vos automàticament a les quantitats mínimes.
Complexitat geomètrica i temps de mecanitzat
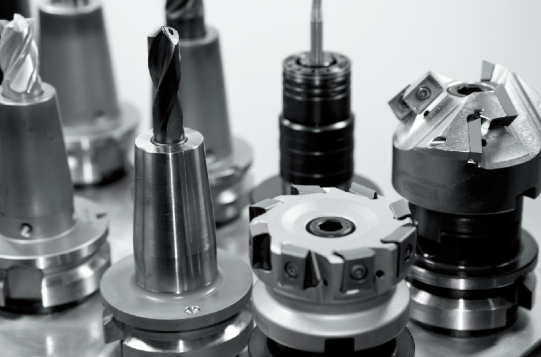
Les geometries complexes no només requereixen més temps de mecànica, sovint requereixen equips més cars. Les parts amb cavitats profundes, parets primes o característiques intrincades poden impulsar els requisits d'una màquina estàndard de 3 eixos ($ 40 / hora) a capacitats de 5 eixos ($ 75-120 / hora segons els estàndards de la indústria).
Les característiques que constantment fan augmentar les cites inclouen:
- Angles interns amb radius petits: Requereixes de molins de final més petits amb alimentacions més lentes
- Pockets profundes (profunditat > 4x ampleur): Necessita eines especialitzades i múltiples passes
- Parets primes (< 0,5 mm): Desviació de risc, que requereix estratègies de maquinari delicades
- Sotaextresions: Sovint requereixen configuracions addicionals o fixtures especials
- Orientacions de configuració múltiples: Cada repositionament afegeix temps i pot provocar una acumulació de toleràncies.
L’impacte sobre el cost es multiplica quan la complexitat coincideix amb toleràncies ajustades o materials difícils. Una peça de titani amb cavitats profundes i requisits de tolerància de ±0,001" podria costar entre 5 i 8 vegades més que una versió simplificada d’alumini que compleixi els mateixos requisits funcionals.
Requeriments d'acabat superficial
Les especificacions del acabat superficial sovint es passen per alt durant la pressupostació, fins que generen costos inesperats. Els acabats estàndard sense acabat addicional (Ra 3,2 μm) normalment ja estan inclosos en el preu base, però optar per acabats més refinats requereix operacions addicionals:
- Llustrat: 2–15 $ per peça
- Anodització: 3–12 $ per peça
- Galvanització (niquel/plat): 10–30 $ per peça
- Projecció amb sorra: 2 $ – 10 $ per peça
Aquests costos s’acumulen ràpidament en comandes més grans. Una sèrie de 500 peces que requereixi anodització podria afegir entre 1.500 $ i 6.000 $ al cost total del projecte. Abans d’especificar acabats premium, pregunteu-vos: aquesta superfície necessita realment aquest nivell de refinament, o els acabats mecanitzats estàndard servirien igual de bé?
Entendre aquests cinc palanques de preumaterial, tolerància, quantitat, complexitat i acabamenttransforma la manera en què s'aproxima a les cotitzacions en línia CNC. En lloc d'acceptar passivament qualsevol preu que apareixi, pots ajustar estratègicament les especificacions per optimitzar el valor sense comprometre la funció. Els enginyers que dominen aquest equilibri sempre asseguren millors preus que aquells que tracten les cotitzacions com una caixa negra.
Entendre els tipus de màquines en la seva cita
Quan vostè rep un pressupost CNC en línia, ha notat alguna vegada un element de línia que especifica "Tres eixos" o "cinc eixos" d'usinatge? Aquesta distinció pot significar la diferència entre una part de 50 $ i una part de 200 $, fins i tot per a geometries que semblen gairebé idèntiques. Entendre com les capacitats de la màquina afecten el seu preu li permet fer decisions de disseny més intel·ligents i evitar pagar taxes més altes per a les capacitats que les seves peces no necessiten.
Compatibilitat de la màquina amb la complexitat de la part
Penseu en els eixos de les màquines CNC com a graus de llibertat. Una màquina CNC de 3 eixos mou l'eina de tall en tres direccions lineals: esquerra-dreta (X), davant-darrere (Y) i amunt-avall (Z). Senzilla, eficaç i econòmica, però limitada al mecanitzat de característiques accessibles des d'una única orientació.
Afegiu rotació i les capacitats s'amplien de manera espectacular. Segons l'anàlisi tècnica de 3ERP, així és com cada configuració respon a necessitats diferents:
- mecanitzat CNC de 3 eixos: El millor per a peces planes, butxaques senzilles i característiques accessibles des d'una sola direcció. Les aplicacions típiques inclouen suports, plaques, carcasses senzilles i perfils 2,5D. L'opció més econòmica: preu base.
- mecanitzat CNC de 4 eixos: Afegeix la rotació entorn de l'eix X (eix A), cosa que permet mecanitzar característiques cilíndriques i múltiples cares sense necessitat de repositionament manual. Ideal per a mecanismes de came, característiques helicoidals i peces que requereixen un treball consistent sobre superfícies perifèriques.
- màquina CNC de 5 eixos: Incorpora dos eixos de rotació juntament amb tres eixos lineals, cosa que permet que l’eina de tall s’apropi a la peça des de gairebé qualsevol angle. És essencial per a paletes de turbines, rodetes, components aeroespacials i formes orgàniques complexes.
La prima de cost segueix la capacitat. Segons la recerca de fabricació de Fictiv, les màquines de 5 eixos tenen tarifes horàries més altes degut a l’equipament més car, als requisits de programació més complexos i a l’expertesa especialitzada dels operaris. No obstant això, la capacitat del 5è eix sovint redueix el cost total per a peces complexes en eliminar múltiples muntatges: cada repositionament afegeix temps i pot introduir errors d’alineació.
Consideracions per a pressupostos de fresat vs tornejat
Més enllà del nombre d’eixos, el vostre pressupost depèn de quin procés fonamental s’aplica a la geometria de la vostra peça. Aquesta distinció és més important del que molts enginyers creuen.
Fresat CNC utilitza eines de tall giratòries contra una peça estacionària (o indexada). Destaca en:
- Peces prismàtiques amb superfícies planes i callos
- Contorns tridimensionals complexos i superfícies esculpides
- Parts que requereixen característiques en múltiples cares
Torn CNC (Mecanitzat en torn) fa girar la peça mentre les eines fixes extreuen material. Un servei de tornejat CNC és la millor opció per:
- Parts cilíndriques o amb simetria rotacional
- Eixos, perns, casquets i components roscats
- Parts amb característiques concèntriques com ranures, cònics o sota-talls
Quan envieu una peça per a obtindre un pressupost, les plataformes analitzen automàticament la geometria per recomanar el procés adequat. Un torn metàl·lic CNC processa eficientment barres rodones —sovint amb un cost 30-50 % inferior al fresat del mateix perfil a partir d’un lingot rectangular. El tornejat CNC destaca quan el vostre disseny presenta simetria rotacional, per tant, tingueu-ho en compte durant la fase de disseny.
Molts serveis de tornejat CNC integren actualment eines en directe, combinant les capacitats de tornejat i fresat en una única màquina. Aquest enfocament híbrid és adequat per a peces principalment cilíndriques però que necessiten característiques fora de l’eix, com ara superfícies planes, forats transversals o clavilles.
Quan el fresat 5 eixos esdevé econòmicament viable
Aquí teniu la veritat contraintuïtiva: la maquinària de 5 eixos de vegades costa menys que la de 3 eixos, fins i tot amb tarifes horàries més altes. Com és això possible? Reduint dràsticament el temps de preparació i millorant la precisió.
Imagineu una peça que requereix maquinatge en cinc cares. En una màquina de 3 eixos, caldrien cinc preparacions separades, cadascuna de les quals exigiria:
- Reposicionament i re-fixació manuals
- Establiment d’un nou sistema de referència i sondeig
- Possibles acumulacions de toleràncies en cada alineació
Una màquina CNC de 5 eixos realitza la mateixa feina en una única preparació. Segons les referències sectorials, el maquinatge de 5 eixos assolix toleràncies de ±0,01–0,02 mm, comparades amb ±0,05 mm per al maquinatge general de 3 eixos —precisament perquè el processament en una sola preparació elimina els errors de posicionament acumulats.
Quan resulta econòmicament raonable optar pel maquinatge de 5 eixos? Considereu-lo quan la vostra peça tingui:
- Superfícies inclinades o corbes compostes inaccessibles des d’orientacions ortogonals
- Cavitats profundes que requereixen l’accés de l’eina des de diversos angles
- Sota-corts o geometries interiors complexes
- Toleràncies crítiques en característiques de diferents cares
- Volums mitjans on els estalvis de temps de preparació s’acumulen
Per contra, no especifiqueu la capacitat de 5 eixos per a peces que realment només necessiten maquinatge de 3 eixos. Una simple suport d’alumini cotitzada en una màquina de 3 eixos sempre serà més econòmica que dirigir-la innecessàriament cap a equipament de 5 eixos. Les plataformes que generen la vostra cotització CNC en línia normalment optimitzen això automàticament, però comprendre la lògica us ajuda a interpretar els preus i prendre decisions informades.
El tipus de màquina que apareix a la vostra cotització no és arbitrari. Reflecteix una anàlisi cuidadosa de la vostra geometria, dels requisits de tolerància i del camí més eficient cap a la peça acabada. Quan les cotitzacions semblin elevades, pregunteu-vos: el meu disseny requereix realment aquest nivell de capacitat, o podria simplificar-se per reduir tant la complexitat com el cost?

Preparació dels vostres fitxers CAD per obtenir cotitzacions precises
Heu dissenyat una peça excel·lent, heu seleccionat els materials i esteu preparats per obtenir el pressupost. Però aquí és on molts enginyers troben dificultats: el fitxer que pugeu pot fer o trencar la vostra experiència de sol·licitud d’una cita online per a CNC. Un fitxer CAD mal preparat no només ralentitza el procés, sinó que també pot provocar rebuig, incrementar el preu o generar advertències de fabricabilitat que us obliguen a tornar al tauler de dibuix.
La diferència entre una experiència de sol·licitud de pressupost sense obstacles i una interacció frustrant amb anades i vingudes sovint depèn de la preparació del fitxer. Analitzem exactament què esperen les plataformes i com evitar les trampes habituals que complica les operacions de tall CNC.
Formats de fitxer que prefereixen les plataformes de pressupostos
No tots els formats de fitxer són iguals en el context de la prototipació CNC. Tot i que el vostre programa natiu de CAD pot desar fitxers en formats propietaris, les plataformes de pressupostos necessiten dades geomètriques que puguin analitzar i interpretar de manera fiable.
Segons les indicacions tècniques de JLCCNC, aquests són els formats preferits per a sol·licitar pressupostos de mecanitzat CNC:
- STEP (.stp, .step): L’estàndard d’or: universalment compatible, preserva les definicions matemàtiques precises de les superfícies i funciona perfectament gairebé a tots els programaris de fabricació assistida per ordinador (CAM)
- IGES (.igs, .iges): Un format més antic però fiable; funciona bé per a geometries més senzilles, encara que les superfícies complexes poden perdre part de les dades durant la traducció
- Parasolid (.x_t, .x_b): Natiu de molts sistemes professionals de disseny assistit per ordinador (CAD) amb una retenció excel·lent de la geometria
- Fitxers CAD nadius: Algunes plataformes accepten directament fitxers de SolidWorks, Inventor o Fusion 360: pràctic, però pot requerir un processament específic segons el format
Què heu d’evitar? Els formats basats en malles, com ara STL o OBJ, funcionen bé per a la impressió 3D, però causen problemes en les operacions de tall CNC. Aquests formats descomponen les corbes suaus en milers de petits triangles, perdent la precisió matemàtica necessària per a les màquines CNC. Una eina de tall de plexiglàs que segueix una geometria triangulada produeix un acabat superficial inferior comparat amb una que segueix trajectòries d’eina curvilínies autèntiques.
En cas de dubte, exporteu en format STEP. És l’opció més segura per obtenir pressupostos precisos de peces mecanitzades CNC en qualsevol plataforma.
Característiques de disseny que complica la pressupostació
Certes decisions de disseny activen advertències, requereixen una revisió manual o augmenten automàticament el vostre pressupost. Comprendre aquests senyals d'alerta us ajuda a dissenyar de forma més intel·ligent des del principi.
Segons Directrius de disseny CNC de Super Ingenuity , aquestes característiques solen causar problemes:
Vèrtex interns amb radi zero o mínim
Les freses estàndard són cilíndriques: físicament no poden crear vèrtex interns perfectament aguts. Quan el vostre disseny especifica vèrtex interns de radi zero, el sistema ho detecta immediatament. La solució? Afegiu arrodoniments interns iguals o superiors al radi de l’eina. Per a una fresora de 6 mm, especifiqueu com a mínim un radi intern de 3 mm. Els radis més grans permeten utilitzar eines més grosses i rígides, que tallen més ràpid i resulten menys cares.
Parets extremadament fines
Les parets amb un gruix inferior a 0,8 mm per a metalls o 1,5 mm per a plàstics corren el risc de deformar-se, vibrar i presentar inexactituds dimensionals durant el mecanitzat. Segons L’anàlisi de Xometry les parets fines mecanitzades a partir d’alumini de baixa rigidesa poden trencar-se o deformar-se per les vibracions durant el mecanitzat. Si el vostre disseny requereix seccions fines, considereu l’afegit de nervis per a suport o canvieu al procés de fabricació en xapa metàl·lica.
Butxaques profundes i estretes
Regla general: la profunditat de la butxaca no hauria de superar 3 vegades el diàmetre de l’eina. Una fresa de 10 mm pot tallar butxaques fins a uns 30 mm de profunditat de forma segura. Més enllà d’aquesta profunditat, les eines perden rigidesa, la precisió es deteriora i els temps de cicle augmenten de manera significativa. Per a característiques més profundes, considereu obrir un costat de la butxaca, utilitzar profunditats escalonades o dividir la peça en subconjunts.
Sotaescots i característiques inaccessibles
Qualsevol característica que no es pugui assolir amb una eina que s’aproximi des d’amunt requereix muntatges addicionals, fixacions especials o operacions d’electroerosió (EDM). Això incrementa el cost i la complexitat de cada operació de mecanitzat CNC.
Evitació d'errors habituals de pujada
Més enllà de les característiques de disseny, errors senzills en la preparació del fitxer causen problemes sorprenentment freqüents. Reviseu aquesta llista de comprovació abans de cada pujada:
- Verifiqueu que les unitats coincideixin amb la vostra intenció: Una peça dissenyada en mil·límetres però exportada en polzades tindrà una cotització 25,4 vegades més gran del que es preveia —i el preu serà corresponent. Comproveu doblement la configuració d’exportació del vostre programa CAD.
- Assegureu-vos que el model sigui estanc: Les superfícies obertes, les escletxes o la geometria no manifold confonen els analitzadors de geometria. Executeu les funcions de reparació o verificació del vostre programa CAD abans d’exportar.
- Elimineu característiques innecessàries: Els components interns, les referències d’muntatge o la geometria de construcció que no es fabricaran s’han d’esborrar o suprimir abans d’exportar.
- Confirmeu que tots els croquis estiguin totalment definits: La geometria amb restriccions insuficients pot desplaçar-se de forma imprevisible durant la traducció del fitxer, provocant dimensions no desitjades.
- Comproveu l’escala de les característiques: Una inspecció visual detecta errors evidents: el suport de 50 mm apareix realment com a 50 mm al fitxer exportat, i no com a 50 metres?
- Valideu les especificacions de les rosques: Si el vostre disseny inclou forats roscats, assegureu-vos que la profunditat de la rosca no superi 2-3 vegades el diàmetre del forat i deixeu un espai sense rosca (relief) a la part inferior dels forats cecs.
Plataformes com JLCCNC realitzen automàticament comprovacions de compatibilitat quan pujes un fitxer, però detectar errors tu mateix estalvia temps. Segons la seva documentació del procés, els fitxers que superen la validació inicial passen directament a la generació de pressupostos, mentre que els fitxers problemàtics requereixen una revisió tècnica manual, cosa que allarga el teu termini.
Els pocs minuts invertits en verificar el teu fitxer abans de pujar-lo donen fruits en pressupostos més ràpids i precisos. Quan la teva geometria és neta, les teves especificacions són realistes i el format del fitxer és adequat, el sistema de generació de pressupostos pot centrar-se en el que importa: oferir-te preus fiables per les teves peces mecanitzades per CNC, en lloc de detectar errors evitables.
Resolució de problemes habituals amb els pressupostos en línia
Ja heu preparat el vostre fitxer CAD, seleccionat els materials i enviat-ho tot per a la valoració. Aleshores passa alguna cosa inesperada: la pressupostació torna sorprenentment elevada, el vostre fitxer és rebutjat o bé veieu advertències criptiques sobre la fabricabilitat que us deixen desconcertats. Us sona això? Aquestes frustracions són més habituals del que podria semblar i, en la majoria de casos, tenen solucions senzilles un cop entenem què està passant al fons.
Anem a repassar els problemes més freqüents amb què es troben els enginyers durant el procés de pressupostació en línia i com resoldre’ls exactament.
Per què la vostra pressupostació sembla massa elevada
Aquell moment en què apareix un preu a la pantalla i penseu: «És impossible que aquesta peça costi tant». Tots hi hem estat. Abans de suposar que la plataforma ha comès un error, considereu aquestes causes habituals d’una estimació excessiva del cost de mecanització CNC:
- Toleràncies excesivament exigents: Heu aplicat toleràncies estretes a tota la peça en lloc de fer-ho només als elements crítics? Com es va comentar anteriorment, les especificacions de precisió poden multiplicar els costos entre 3 i 10 vegades. Reviseu el vostre plànol i relaxeu les dimensions no funcionals per ajustar-les a les toleràncies normals.
- Incoherència en la selecció del material: Potser heu seleccionat titani quan l’alumini serviria igual de bé, o heu especificat aliatges d’alta qualitat per a aplicacions no crítiques. El preu del mecanitzat CNC augmenta considerablement segons la dificultat del material.
- Factors que desencadenen la complexitat geomètrica: Elements com bosses profundes, parets fines o múltiples orientacions de muntatge augmenten el temps de mecanitzat. Segons L’anàlisi de costos de MakerVerse , la complexitat del disseny és un dels principals factors que afecten els costos de mecanitzat CNC: els dissenys intrincats requereixen maquinària més avançada i eines especialitzades.
- Penalitzacions per quantitats reduïdes: Encarregar un sol prototip implica que els costos de preparació no es reparteixen. Aquesta peça de 200 $ podria baixar a 35 $ cadascuna si es demanen 50 unitats.
- Requeriments de acabat premium: El polit d'espill o els recobriments especialitzats afegiran costos significatius de postprocessament que poden no ser necessaris per a la vostra aplicació.
Quina és la solució? Torni a revisar les seves especificacions amb ulls nous. Pregunti’s: cada tolerància, cada elecció de material i cada requisit d’acabat compleix realment la funció de la peça? Sovint, una simplificació estratègica redueix els pressupostos un 30-50 % sense comprometre el rendiment.
I aquí hi ha una realitat que cal tenir en compte: si esteu buscant solucions «CNC econòmiques», recordeu que la mecanització de precisió de qualitat té uns costos inherents. Els pressupostos extremadament baixos sovint indiquen que es deixen de fer controls d’inspecció, certificacions de materials o s’utilitzen equips de qualitat inferior.
Resolució dels rebuigs de pujada d’arxius
Res atura el progrés més ràpidament que un arxiu rebutjat. Segons La documentació de resolució de problemes de Xometry , aquestes són les causes més freqüents i les seves solucions:
- Múltiples cossos desconnectats: El vostre fitxer conté components separats que s'han d'carregar individualment. Comproveu si hi ha errors de disseny i connecteu els cossos independents, o separeu cada component en fitxers de peça individuals i torneu a pujar-los.
- Fitxers d'assamblea en lloc de peces: El sistema ha detectat diversos components en el que hauria de ser un únic fitxer de peça. Pugeu només fitxers individuals de peça: potser caldrà que primer separeu els components al vostre programari de disseny. Suprimiu els cossos de components mecànics, com ara components comercials (COTS) o inserts.
- Àrees buides incompatibles amb la fresadora CNC: Per als processos subtractius, no es poden fabricar seccions buides. Considereu redissenyar la peça única com a diversos components que es puguin muntar després de l'usinatge.
- Mida de la peça fora de l'espai disponible de la màquina: La vostra peça és massa petita o massa gran per al procés seleccionat. En primer lloc, verifiqueu que les dimensions siguin a l'escala prevista: assegureu-vos d'haver seleccionat correctament mil·límetres o polzades per als fitxers STL. Si l'escala és correcta, pot ser que el procés escollit no sigui adequat per a la mida de la vostra peça.
- Gruix de full no estàndard: Per les operacions de xapa metàl·lica, el gruix especificat no coincideix amb els calibres estàndard disponibles. Redissenyi la peça per utilitzar gruixos de calibre estàndard per al material desitjat.
Abans de tornar a penjar el fitxer, executeu la funció de verificació de geometria del vostre programari CAD. Repareu qualsevol superfície oberta, arestes no tridimensionals (non-manifold) o geometria auto-intersectant. Aquests problemes ocults sovint provoquen rebuig, però no són immediatament evidents a simple vista.
Interpretació d'avisos de fabricabilitat
Els avisos de fabricabilitat no signifiquen necessàriament que la peça no es pugui fabricar; indiquen característiques que podrien incrementar el cost, requerir una revisió manual o necessitar modificacions dissenyades per obtenir resultats òptims. Els avisos habituals inclouen:
- Radi de cantonada interna massa petit: El sistema ha detectat cantonades internes massa agudes, que requereixen eines més petites i velocitats d’alimentació més lentes. Afegiu arrodoniments (filets) d’un radi igual o superior a la meitat del diàmetre de l’eina que preveieu fer servir.
- Grossor de paret inferior al mínim: Les seccions fines corren el risc de deformar-se durant el mecanitzat. Augmenteu el gruix de les parets o afegiu nervis de suport.
- S’ha superat la relació profunditat-amplada: Les butxaques profundes i estretes requereixen eines especialitzades. Considereu obrir un costat de la butxaca o utilitzar profunditats escalonades.
- S'ha detectat un esglaó: Les característiques que no es poden accedir des d'orientacions estàndard requereixen muntatges addicionals o eines especialitzades.
- Material o acabat personalitzat sol·licitat: Les opcions no estàndard requereixen una revisió manual. Per obtenir pressupostos automàtics, seleccioneu materials i acabats dels menús desplegables estàndard de la plataforma.
Tracteu les advertències com a oportunitats d'optimització, i no com a obstacles. Cada advertència normalment inclou orientacions sobre com modificar el vostre disseny per millorar la seva fabricabilitat —i reduir-ne els costos.
Entendre les variacions dels pressupostos entre plataformes
Heu enviat el mateix fitxer a tres plataformes diferents i heu rebut tres preus molt diferents? Això passa sovint, i gairebé mai és perquè algú hagi comès un error.
Les variacions de pressupost entre plataformes solen derivar de:
- Xarxes de fabricació diferents: Algunes plataformes redirigeixen als tallers nacionals amb costos de mà d'obra més alts; d'altres utilitzen xarxes globals amb estructures de tarifes variables.
- Estructura de despeses generals i marges: Les comissions de les plataformes, els sistemes de gestió de la qualitat i els models de negoci difereixen significativament.
- Estàndards de qualitat: Les plataformes amb protocols d'inspecció rigorosos, processos certificats i toleràncies garantides inclouen aquestes capacitats en els seus pressupostos.
- Aprofitament de la màquina: Un taller amb capacitat disponible podria fer una oferta agressiva per omplir la seva agenda.
- Interpretació algorísmica: Diferents plataformes analitzen la geometria de manera diferent, podent recomanar tipus de màquines o estratègies de muntatge distintes.
No trieu automàticament l’opció més econòmica de taller de fresat CNC. Segons les recomanacions del sector, treballar amb fabricants experimentats —encara que el preu sigui lleugerament superior— sovint suposa estalviar diners gràcies a una reducció de les iteracions de disseny, menys problemes de qualitat i millors assessoraments sobre la facilitat de fabricació (DFM).
Quan els pressupostos varien significativament, pregunteu-ne la raó. Demaneu desglossaments que mostren per separat els costos de materials, mecanitzat i acabat. De vegades, el preu més baix indicat cap a dalt ve acompanyat de tarifes ocultes per a inspecció, envasat o enviament urgent, que ja estan incloses en el pressupost transparent.
L’objectiu no és trobar el preu absolutament més baix, sinó trobar el millor valor per a les peces que funcionaran de manera fiable en la vostra aplicació. Amb les habilitats de resolució de problemes a mà, ara esteu preparats per comparar diferents enfocaments per obtenir pressupostos i determinar quin mètode s’adapta millor a les vostres necessitats específiques.
Pressupostos en línia immediats vs processos tradicionals de sol·licitud d'oferta
Ja teniu un disseny de peça preparat per a la fabricació. L’pugeu a una plataforma en línia de maquinària CNC per obtenir un pressupost immediat, o envieu una sol·licitud formal d’oferta (RFQ) a tallers mecànics establerts? La resposta no sempre és senzilla, i triar malament pot suposar-vos pèrdues de temps, diners o qualitat. Comprendre quan cada enfocament resulta més adequat us ajuda a prendre decisions d’adquisició més intel·ligents per a cada projecte.
Compromís entre velocitat i personalització
La diferència més evident? El temps. Segons La comparació de plataformes d'Haizol , els sistemes de sol·licitud instantània com Xometry proporcionen pressupostos en segons, mentre que els processos tradicionals de sol·licitud de pressupost (RFQ) a través de plataformes com Haizol o Alibaba normalment requereixen entre 24 i 48 hores per obtenir diverses ofertes competitives.
Però la velocitat comporta limitacions. Els algorismes de pressupost instantani destaquen en geometries estàndard, materials habituals i especificacions ben definides. Si els introduïu una suport d'alumini senzill amb toleràncies habituals, obtindreu una valoració precisa abans de la vostra propera pausa per a prendre cafè. No obstant això, aquests mateixos sistemes poden trobar dificultats amb detalls subtils.
Considereu aquest exemple real de les proves de 3ERP: quan un enginyer va afegir radis als cantons interiors aguts —una modificació que, de fet, simplifica l’usinatge CNC—, el sistema de pressupost basat en intel·ligència artificial va interpretar aquests radis com a característiques addicionals i va incrementar el preu. L’algorisme va penalitzar un disseny reflexiu perquè li mancava la intuïció manufacturera que aplicaria un enginyer humà.
Els processos tradicionals de sol·licitud de pressupost (RFQ) sacrifiquen velocitat per a la personalització. Quan el vostre projecte implica la mecanització de prototips amb especificacions inusuals, muntatges complexos que requereixen toleràncies coordinades o materials fora dels catàlegs habituals, la revisió humana detecta subtils detalls que els algorismes poden passar per alt.
Quan la sol·licitud tradicional de pressupost (RFQ) encara guanya
Malgrat la comoditat de la cotització instantània, hi ha determinats escenaris que realment exigeixen l’enfocament tradicional:
- Muntatges complexos de múltiples peces: Quan les toleràncies han de coordinar-se entre components, els enginyers humans avaluen de forma integral l’ajust i la funcionalitat, en lloc de cotitzar cada peça de manera aïllada.
- Materials no estàndard: Les aleacions exòtiques, els plàstics especialitzats o els materials que requereixen certificacions específiques sovint necessiten una recerca i una valoració manuals.
- Volums molt elevats: Les sèries de producció de 10.000 unitats o més es beneficien de preus negociats, discussions sobre eines especialitzades i planificació de la cadena d’aprovisionament, aspectes que els algorismes no poden oferir.
- Aplicacions Crítiques: Les peces mecanitzades per CNC destinades a l’aeroespacial, la medicina o aplicacions crítiques per a la seguretat requereixen documentació, traçabilitat i discussions sobre qualitat que van més enllà dels sistemes automàtics.
- Col·laboració en el disseny: Quan voleu retroalimentació DFM que modeli el vostre disseny, en lloc de limitar-se a assenyalar problemes, enginyers experimentats proporcionen coneixements que cap algorisme pot igualar
Segons Anàlisi del Grup Kesu , la cotització manual permet que enginyers experimentats avalüin geometries complexes i requisits no estàndard que els sistemes automàtics podrien interpretar equivocadament —minimitzant errors de preus que poden superar el ±10 % per a peces intrincades.
Combinar ambdós enfocaments de manera estratègica
Els equips d'adquisicions intel·ligents no trien exclusivament un enfocament — adapten els mètodes als requisits del projecte. A continuació es mostra com es comparen ambdós enfocaments en les dimensions clau:
| Dimensions | Cotitzacions en línia instantànies | Procés tradicional de sol·licitud de preus (RFQ) |
|---|---|---|
| Temps de resposta | Segons a minuts | 24-48 hores (de vegades més) |
| Nivell de personalització | Limitat a les opcions de la plataforma | Especificacions totalment personalitzables |
| Adequació del volum | Ideal per a prototips fins a lots mitjans | S'escala a producció de gran volum |
| Profunditat de la comunicació | Mínim—respostes automatitzades | Diàleg directe amb enginyers |
| Retroalimentació DFM | Advertències i senyalitzacions automatitzades | Optimització col·laborativa del disseny |
| Precisió dels preus | ±5-15% per a peces complexes | Major precisió mitjançant la revisió humana |
| Millor per | Parts mecanitzades personalitzades estàndard, comparacions ràpides | Projectes complexos, construcció de relacions |
Una estratègia híbrida podria ser aquesta: fer servir pressupostos instantanis per a la planificació inicial del pressupost i la iteració del disseny, i passar després a les sol·licituds formals d’oferta (RFQ) tradicionals per als comandes de producció. La velocitat de les plataformes en línia accelera les decisions en les fases inicials, mentre que la profunditat dels processos tradicionals assegura la qualitat de la producció i l’optimització de costos.
Per la mecanització de prototips durant el desenvolupament, els pressupostos instantanis us permeten provar ràpidament les implicacions de cost dels canvis de disseny. Voleu saber si canviar de l'acer inoxidable a l'alumini suposa estalvi suficient per justificar el canvi de material? Pugeu ambdós versions i compareu-les en minuts. Un cop el vostre disseny s’estabilitzi i esteu preparats per produir quantitats industrials de peces mecanitzades per CNC, els pressupostos formals (RFQ) amb proveïdors qualificats asseguren preus millors i estableixen relacions per a necessitats contínues.
Els propis plataformes evolucionen cap a models híbrids. Moltes ja ofereixen pressupostos instantanis per a peces senzilles, mentre que redirigeixen les geometries complexes a enginyers humans per a una revisió manual: això us dona velocitat quan és possible i experiència quan és necessària. Comprendre aquest entorn us ajuda a navegar-lo de manera estratègica, en lloc de recórrer automàticament a l’opció que aparegui primer als resultats de la vostra cerca.
Consideracions específiques del sector per als pressupostos
Aquí teniu alguna cosa que agafa per sorpresa molts enginyers: el mateix suport d’alumini pot tenir un cost molt diferent segons la indústria a què va destinat. Una peça destinada a una carcassa d’electrònica de consum podria tenir un pressupost de 45 $, mentre que una geometria idèntica destinada a una aeronau podria arribar als 180 $ o més. Què provoca aquesta diferència? Certificacions específiques del sector, requisits de documentació i protocols de control de qualitat que modifiquen fonamentalment com es calcula el vostre pressupost en línia per a fresatge CNC.
Comprendre aquests factors específics del sector abans de sol·licitar els preus us ajuda a evitar sorpreses desagradables pel preu —i assegura que compareu elements equivalents quan avaluïu els serveis de tallers mecànics amb diferents proveïdors.
Requisits de la cadena d’aprovisionament automotriu
La fabricació d'automòbils opera sota alguns dels sistemes de gestió de la qualitat més exigents en els serveis de mecanitzat CNC de precisió. La certificació fonamental en aquest àmbit és la IATF 16949, que es basa en la ISO 9001 amb requisits específics per al sector automobilístic per a la prevenció de defectes, la reducció de variacions i l'eliminació de residus a tota la cadena d'aprovisionament.
Quan envieu components destinats a aplicacions automobilístiques, els proveïdors qualificats implementen:
- PPAP (Procés d'Aprovació de Peces de Producció): Una documentació exhaustiva que demostra que els processos de fabricació produeixen de forma consistent peces que compleixen les especificacions
- APQP (Planificació Avançada de la Qualitat del Producte): Una metodologia estructurada de desenvolupament que assegura que la qualitat es dissenya des de l'inici
- Control Estadístic de Processos (SPC): Un control en temps real de les dimensions crítiques per detectar derivacions abans que provoquin defectes
- Traçabilitat completa del material: Documentació que relaciona cada component amb lots específics de material i registres de processament
Aquests requisits suposen una càrrega addicional, però també aporten valor. Segons l'anàlisi del sector de MFG Solution, els proveïdors automobilístics han de demostrar el PPAP, l'APQP i la planificació de capacitat a llarg termini perquè els dissenys puguin escalar sense haver de canviar de proveïdor.
Per als enginyers que busquen solucions fiables de fabricació automobilística, proveïdors com Shaoyi Metal Technology demostrin com són, en la pràctica, els serveis de mecanitzat CNC de precisió certificats segons la norma IATF 16949. La seva combinació de control estadístic de processos i plazos d’entrega tan ràpids com un sol dia laborable mostra com els proveïdors certificats poden oferir tant qualitat com velocitat per a aplicacions automotrius —ja es tracti d’agrupacions complexes de xassís o de coixinets metàl·lics personalitzats.
Primes per a la certificació aeroespacial i mèdica
Si els requisits automotrius semblen rigorosos, els sectors aeroespacial i mèdic porten la gestió de la qualitat a un nivell totalment diferent. Aquestes indústries treballen amb aplicacions on l’error no només és costós, sinó que pot ser catastròfic.
Un especialista en mecanitzat CNC per al sector aeroespacial opera segons la norma AS9100, que incorpora els requisits de la ISO 9001, així com annexos específics per al sector aeroespacial relacionats amb la gestió de la configuració, la gestió de riscos i el control de processos especials. Segons La guia sectorial de Super Ingenuity els programes aeroespacials requereixen informes de FAI, traçabilitat de materials, inspecció amb màquines de mesura per coordenades (CMM) i neteja i envasat validats per complir els requisits normatius dels fabricants d’equipament original (OEM).
La fabricació de dispositius mèdics segueix la norma ISO 13485, amb regulacions addicionals de la FDA segons la classificació del dispositiu. La càrrega documental és considerable:
- Registres històrics del dispositiu (DHR): Registres de fabricació complets per a cada lot de producció
- Fitxers d’història de disseny (DHF): Documentació que demostra que es van seguir els controls de disseny
- Proves de biocompatibilitat: Certificats de materials que confirmen la seva idoneïtat per al contacte amb el pacient
- Processos validats: Consistència demostrada en operacions crítiques
Per què aquestes certificacions tenen un preu premium? La infraestructura necessària —equips d’inspecció calibrats, entorns controlats, personal format i procediments documentats— representa una inversió contínua significativa. Quan sol·liciteu serveis de mecanitzat CNC de 5 eixos per a una brida aeroespacial, no esteu pagant només pel temps de mecanitzat, sinó per tot l’ecosistema de qualitat que envolta aquesta operació.
El multiplicador de cost varia segons la criticitat de l'aplicació. Els serveis de mecanitzat de prototips per al desenvolupament aeroespacial poden tenir una prima del 20-40 % respecte al treball industrial general, mentre que els components crítics per al vol que requereixen una qualificació completa poden arribar a augmentar el cost entre dues i tres vegades.
Ajustar les capacitats del proveïdor a les necessitats del sector
No tots els proveïdors de CNC atenen tots els sectors —i això, de fet, és una bona cosa. L'especialització implica una experiència més profunda, procediments establerts i un risc inferior d’incumpliments normatius que podrien retardar el vostre projecte.
A continuació us mostrem com ajustar les vostres necessitats a les capacitats del proveïdor:
| Indústria | Certificacions clau | Documentació habitual | Impacte sobre la pressupostos |
|---|---|---|---|
| Industrial general | ISO 9001 | Informes d'inspecció estàndard, certificats de conformitat (CoC) | Preus de referència |
| Automotiu | IATF 16949 | PPAP, dades d’SPC, registres de traçabilitat | suplement del 10-25% |
| Aeroespacial | AS9100 | Inspecció inicial de peça (FAI), certificats de material, informes d’ensajos no destructius (NDT), dades de mesura amb màquina de mesurar per coordenades (CMM) | prima del 25-50% |
| Dispositius Mèdics | ISO 13485 | Registre històric del dispositiu (DHR), protocols de validació, certificats de biocompatibilitat | prima del 30-60 % |
Quan avaluïu les ofertes, verifiqueu que els proveïdors disposin efectivament de les certificacions que requereix la vostra indústria, i no només que afirmen tenir-ne la capacitat. Demaneu còpies de les certificacions i comproveu les dates de caducitat. Per a aplicacions crítiques, considereu la possibilitat d’auditar els proveïdors abans de comprometre-vos amb comandes de producció.
La fabricació personalitzada d’acer per a maquinària industrial pot no requerir una documentació al nivell de l’aeroespacial, però els components de transmissió automotrius necessiten absolutament el compliment de la norma IATF 16949. Adaptar incorrectament les capacitats dels proveïdors als vostres requisits reals comporta o bé un sobrepreu per a sobrecàrregues innecessàries o, cosa pitjor, el risc de rebre peces que no es poden utilitzar en la vostra aplicació.
L'aproximació més intel·ligent? Sigui explícit quant a l'aplicació final quan demani pressupostos. Les plataformes que coneixen el seu sector poden dirigir la seva sol·licitud a proveïdors adequadament certificats, assegurant que el seu pressupost reflecteixi costos i capacitats realistes. Aquesta transparència estalvia temps a tothom i garanteix que les peces que rebrà compleixin efectivament els seus requisits normatius i de qualitat.
Avaluació i comparació dels seus pressupostos de CNC
Ha rebut pressupostos de diversos proveïdors, i els preus varien des d’insòlitament assequibles fins a sorprenentment cars. I ara què? Triar només en funció del número final és un dels errors més habituals —i més costosos— que cometen els enginyers quan subministren peces de CNC. L’habilitat real consisteix a llegir entre línies, fer les preguntes adequades i reconèixer els indicadors de qualitat que justifiquen les diferències de preu.
Anem a desglossar exactament com avaluar pressupostos de CNC com un professional experimentat de compres, assegurant-vos que obteniu peces CNC personalitzades que funcionin de manera fiable sense pagar de més per capacitats que no necessiteu.
Llegir entre línies del pressupost
Un pressupost professional us diu molt més que només el preu final. Segons L'anàlisi de XTJ CNC , un pressupost transparent i detallat és un indici d’un proveïdor professional, que us dona una imatge clara de què es fa amb la vostra inversió. A continuació, us mostrem què cal buscar en cada pressupost que rebem:
- Especificacions de tolerància: El pressupost especifica explícitament quines toleràncies hi són incloses? La tolerància estàndard de ±0,005" és molt diferent de la tolerància de precisió de ±0,001". Si les toleràncies no s’especifiquen, esteu comparant elements desconeguts.
- Estàndards d'acabat superficial: Busqueu els valors Ra o les descripcions d’acabat. «Tal com es fabrica» respecte a «polit» representa diferències significatives de cost i qualitat per a les peces mecanitzades per CNC.
- Certificacions dels Materials: Rebreu informes de proves de materials (MTR) o certificats de conformitat? Per a aplicacions de mecanitzat CNC en metall en sectors regulats, aquesta documentació no és opcional.
- Tarifes de muntatge i programació: Alguns pressupostos inclouen aquests costos en el preu per unitat; d’altres els llisten per separat. Comprendre aquest desglossament us ajuda a avaluar amb precisió els preus per volum.
- Inspecció i control de qualitat: Quin nivell d’inspecció s’inclou? La inspecció del primer article, les comprovacions durant el procés i la verificació final amb màquina de mesura per coordenades (CMM) aporten valor —i cost.
- Operacions secundàries: S’han d’especificar per separat la rosca, el desbavat, el tractament tèrmic i els recobriments superficials. Els pressupostos imprecisos sovint exclouen processos que vau donar per suposats com a inclosos.
Quan els pressupostos semblen significativament més baixos que els dels competidors, analitzeu què hi falta. Segons les recomanacions del sector, alguns proveïdors poden excloure processos necessaris per fer que la seva oferta inicial sigui més atractiva, per afegir-ne després els càrrecs.
Preguntes a fer abans de fer la comanda
Abans de comprometre-vos amb qualsevol proveïdor per a peces metàl·liques personalitzades, aquestes preguntes distingeixen els socis fiables dels riscos innecessaris. Segons Guia de selecció de proveïdors de Wisconsin Metal Tech , comprendre què és i què no és capaç de fer el vostre proveïdor és fonamental per a la vostra selecció:
- Quines certificacions teniu? La norma ISO 9001 és el mínim exigible; les certificacions específiques del sector, com ara l’IATF 16949 per al sector automotiu o l’AS9100 per al sector aeroespacial, indiquen una capacitat especialitzada.
- Quin equipament mecanitzarà les meves peces? Saber si el vostre treball d’alumini CNC es realitza en una màquina de 3 eixos o de 5 eixos afecta tant la capacitat com les expectatives de cost.
- Com assegureu una qualitat constant? Ateneu-vos a mencions de control estadístic de processos (SPC), procediments documentats i equips de mesura calibrats, i no a garanties imprecises.
- Podeu facilitar referències o mostres de peces? Segons la guia d’avaluació de la qualitat d’Anebon Metal, sol·licitar mostres és la millor opció per veure resultats reals abans de comprometre’s amb volums de producció.
- Què passa si les peces no compleixen les especificacions? Unes polítiques clares de substitució i un servei d’atenció al client àgil indiquen confiança en els seus processos.
- Quina és la vostra història real de terminis d’entrega? Els terminis d’entrega indicats i els terminis d’entrega efectius sovint difereixen. Demaneu expectatives realistes basades en la capacitat actual.
Un proveïdor que respon aquestes preguntes de forma transparent demostra professionalitat. L’evasió o les respostes imprecises són senyals d’alerta que val la pena tenir en compte.
Indicadors de qualitat més enllà del preu
En avaluar proveïdors de peces mecanitzades CNC, determinades característiques indiquen una qualitat i fiabilitat superiors —sovent justificant preus més alts mitjançant una reducció del risc i millors resultats. A continuació, us presentem una llista de comprovació d’indicadors de qualitat que cal prioritzar:
- Implementació del control estadístic de processos (SPC): Proveïdors com Shaoyi Metal Technology utilitzen l’SPC per supervisar en temps real les dimensions crítiques, detectant les variacions abans que provoquin defectes. Aquest enfocament preventiu assegura una consistència que la inspecció reactiva no pot igualar.
- Capacitat de terminis d’entrega ràpids: Els terminis d’entrega d’un sol dia —com els que ofereix Shaoyi per a aplicacions automotrius— indiquen operacions ben organitzades, amb capacitat disponible i processos eficients.
- Experiència especialitzada: Els proveïdors que demostren capacitat per a muntatges complexes de xassís o coixinets metàl·lics personalitzats tenen experiència contrastada amb geometries complexes que podrien suposar un repte per a tallers generalistes.
- Sistemes de traçabilitat de materials: Segons les millors pràctiques d’avaluació de la qualitat, un sistema de traçabilitat robust us permet seguir l’origen del material de cada peça, la seva història de processament i les dades d’inspecció, cosa essencial per a sectors regulats.
- Equipament avançat d’inspecció: Les màquines de mesura per coordenades (CMM), els analitzadors de rugositat superficial i els comparadors òptics indiquen una inversió en capacitats de verificació.
- Comunicació àgil: Els proveïdors que responen de forma prompta i exhaustiva durant la fase de pressupostos solen oferir la mateixa qualitat de servei durant la producció.
- Desglossament transparent dels preus: Els pressupostos detallats que mostren per separat els costos de material, mecanitzat i acabat demostren seguretat i professionalitat.
La cita més atractiva no sempre és la millor. Un preu inusualment baix pot ser una bandera vermella d’estalvis inadequats, tarifes ocultes o qualitat inferior, cosa que acabarà costant més a llarg termini a causa de retards, treball de repetició o fallades de les peces.
Senyals d’alerta que indiquen preocupacions sobre la qualitat
Tal com els indicadors positius suggereixen fiabilitat, certs senyals d’alerta haurien de fer-vos reconsiderar la selecció de pressupostos per a alumini CNC o qualsevol altre material:
- Certificacions imprecises o absents: La manca de certificació formal de qualitat sovint està correlacionada amb processos menys controlats.
- Reticència a compartir detalls del procés: Els problemes de transparència poden amagar condicions de fabricació inferiors.
- Cap esment de la inspecció: Si un pressupost no aborda gens el control de qualitat, cal suposar que es preveu una verificació mínima.
- Preus significativament per sota del mercat: Segons l’anàlisi del sector, els pressupostos inusualment baixos sovint exclouen processos necessaris o indiquen controls de qualitat subestàndard.
- Respostes retardades o evasives: Els proveïdors que tenen dificultats per respondre preguntes bàsiques durant la fase de pressupostos rarament milloren durant la producció.
- Cap traçabilitat oferida: Sense una traçabilitat clara de la procedència dels materials, disminueixen la responsabilitat i la garantia de qualitat.
Detectar aquests senyals de bon principi us ajuda a evitar errors costosos, com ara peces que arriben tard, no superen la inspecció o simplement no funcionen correctament en la vostra aplicació.
Prenent la decisió final
Un cop analitzades les ofertes i respostes a les preguntes, com es tria? Creeu una matriu de comparació senzilla que tingui en compte factors més enllà del preu:
| Criteris d'avaluació | Pes | Què comparar |
|---|---|---|
| Competitivitat de preus | 25% | Cost total, incloent-hi l’enviament, les eines i les operacions secundàries |
| Sistemes de qualitat | 25% | Certificacions, implementació de l’SPC i capacitats d’inspecció |
| Fiabilitat del termini d’entrega | 20% | Prestació de lliurament citada respecte a la prestació històrica |
| Capacitat tècnica | 15% | Equipament i experiència amb la vostra geometria i materials |
| Qualitat de la comunicació | 15% | Capacitat de resposta, transparència i enfocament per a la resolució de problemes |
Per als enginyers que busquen solucions fiables de fabricació automotriu que requereixin peces mecanitzades amb precisió per CNC, els proveïdors amb certificació IATF 16949 i una implementació contrastada de l’SPC —com ara Shaoyi Metal Technology —representen els estàndards de qualitat que minimitzen el risc i maximitzen el valor a llarg termini.
Recordeu: no esteu comprant només peces. Esteu seleccionant un soci de fabricació les seves sistemes de qualitat, pràctiques de comunicació i capacitats tècniques tindran un impacte directe en l’èxit del vostre projecte. Les poques hores addicionals invertides en avaluar minuciosament les pressupostos donen fruits en peces que arriben a temps, compleixen les especificacions i funcionen de manera fiable en la vostra aplicació.
Preguntes freqüents sobre pressupostos en línia per a CNC
1. Com puc obtenir una pressupostació instantània per a usinatge CNC en línia?
Carregueu el vostre fitxer CAD (de preferència en format STEP) a una plataforma en línia de pressupostos, i especifiqueu el material, les toleràncies, l’acabat superficial i la quantitat. Algorismes avançats analitzen la vostra geometria, comproven la fabricabilitat i generen el preu en segons o minuts. La majoria de plataformes accepten fitxers STEP, IGES i Parasolid per obtenir pressupostos automàtics precisos.
2. Quins factors afecten més el preu dels pressupostos de mecanitzat CNC?
Cinc factors principals determinen el preu del pressupost de CNC: la selecció del material (el titani costa 4-5 vegades més que l’alumini), les especificacions de tolerància (les toleràncies estretes poden multiplicar els costos per 3-10), la complexitat geomètrica que requereix maquinatge multieixos, la quantitat de producció, que afecta l’amortització dels costos de preparació, i els requisits d’acabat superficial. L’especificació estratègica d’una precisió necessària només en les característiques crítiques pot reduir els costos entre un 40 % i un 60 %.
3. Per què varien tant els pressupostos de CNC entre diferents plataformes en línia?
Les variacions dels pressupostos provenen de xarxes de fabricació diferents (nacionals respecte a globals), estructures de costos generals, normes de qualitat i taxes d’explotació de les màquines. Les plataformes que disposen de protocols d’inspecció rigorosos i processos certificats inclouen aquests serveis en els seus pressupostos. Compareu sempre desglossaments detallats que mostren per separat els costos del material, del maquinatge i de l’acabat, i no només els preus totals.
4. Quins formats de fitxer són els millors per obtenir pressupostos de CNC en línia?
Els fitxers STEP (.stp, .step) són el format preferit per a la indústria perquè conserven definicions matemàtiques precises de les superfícies que necessiten les màquines CNC. Els fitxers IGES i Parasolid també funcionen bé. Eviteu els formats basats en malla, com ara l’STL, per a treballs CNC de precisió, ja que perden la precisió matemàtica necessària per generar trajectòries d’eina exactes i per fer pressupostos.
5. Com pot beneficiar-me la certificació IATF 16949 en les meves peces CNC automotrius?
Els proveïdors certificats segons IATF 16949, com ara Shaoyi Metal Technology, implementen el control estadístic de processos, la documentació PPAP i la traçabilitat completa dels materials exigida per a les cadenes d’aprovisionament automotrius. Aquesta certificació garanteix una qualitat constant mitjançant sistemes de prevenció de defectes, amb capacitats per a muntatges complexes de xassís i plazos d’entrega tan ràpids com un dia laborable per a components automotrius de precisió.