 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Punxonat de bastidors de seients d'automoció: tecnologies de fabricació i tendències d'allevissament
TL;DR
L'estampat de bastidors de seients d'automòbil és un procés de fabricació de precisió que utilitza tecnologies de motlles progressius i de transferència d'alta tonelada (típicament entre 100 i 1.200 o més tones) per fabricar components estructurals de vehicles a partir de materials d'alta resistència. A mesura que la indústria automobilística es trasllada cap als vehicles elèctrics (EV), l'enfoc principal ha passat a reducció de pes —substituir l'acer tradicional per Acer Avançat d'Alta Resistència (AHSS), al·lumini i aliatges de magnesi per allargar l'autonomia de la bateria sense comprometre la seguretat.
La producció moderna de bastidors de seient ja no es tracta només de conformació de metall; requereix la integració de doblegament de filferro, fabricació de tubs i mètodes d'assemblatge complexos com la soldadura làser. Per als OEM i proveïdors Tier 1, l'èxit depèn de seleccionar el procés de fabricació adequat—equilibrant la velocitat del punxonat progressiu amb l'eficiència del material dels sistemes de transferència—mentre es compleixen normatives de seguretat estrictes com FMVSS i IATF 16949.
Les Tecnologies Clau: Punxonat Progressiu vs. Punxonat per Transferència
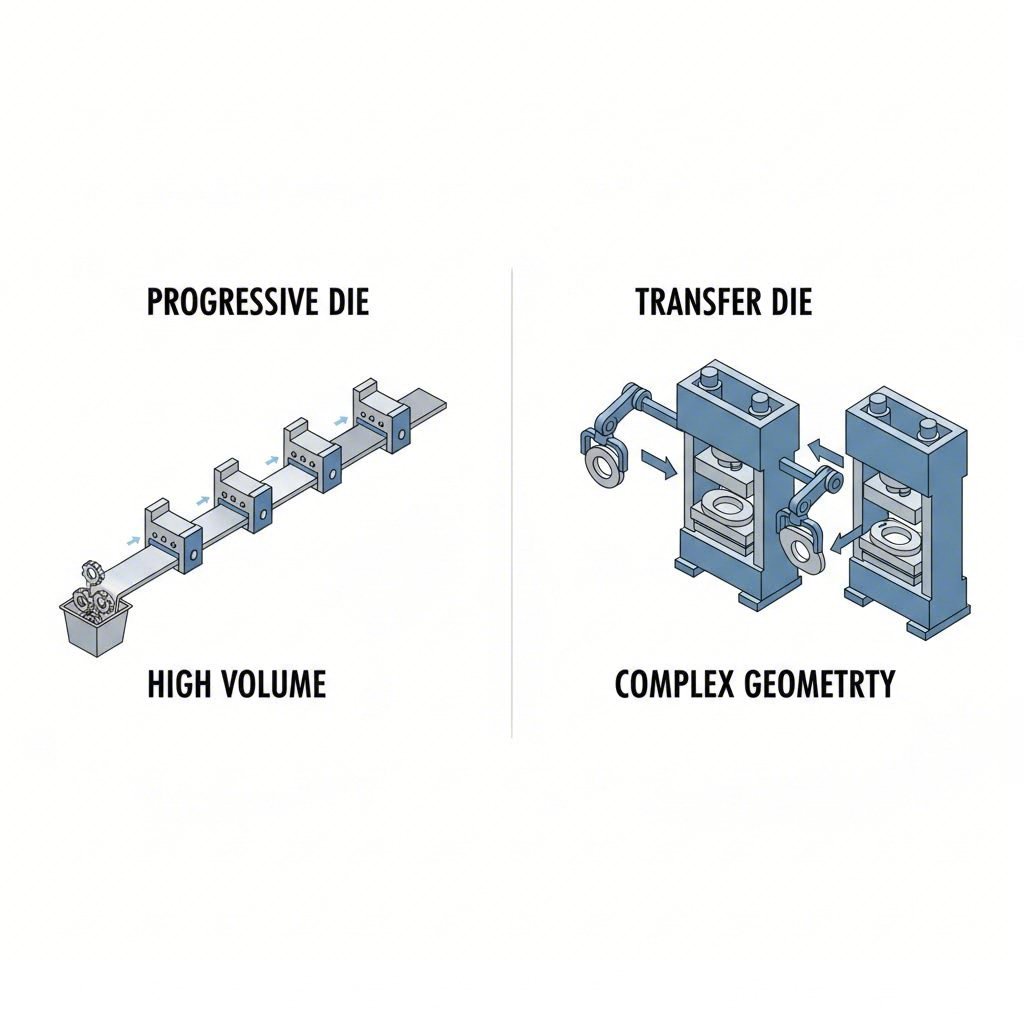
La decisió entre punxonat amb motriu progressiu i punxonat amb motriu de transferència és l'elecció d'enginyeria fonamental en la producció de bastidors de seient. Aquesta decisió dicta els costos d'eines, la velocitat de producció i la complexitat de les peces.
Estampació amb matricial progressiva és l'estàndard de la indústria per a components petits i d'alta producció. En aquest procés, una tira continua de metall s'alimenta a través d'una sèrie d'estacions dins d'un únic motlle. Cada cop del premsa realitza una operació diferent—tallar, doblegar, encunyar—fins que la peça acabada es secciona de la tira a l'estació final. Aquest mètode és ideal per a la producció de components com anells de reclinació, rails guia i suports de connexió on la velocitat és fonamental.
Estampatge de transferència , en canvi, és necessari per a peces més grans, més profundes o més complexes que no poden romandre unides a una tira portadora. Aquí, dits mecànics o braços robòtics transfereixen fulles individuals entre diferents estacions de motlles. Aquest mètode s'utilitza normalment per a elements estructurals importants com baquets estirats en fred, bastidors laterals i elevadors de calibre gruixut . Tot i ser més lent que el punxonat progressiu, ofereix una major llibertat per a geometries complexes i redueix el desperdici de material—un factor clau quan es treballa amb aliatges lleugers cars.
| Característica | Estampació amb matricial progressiva | Estampatge de transferència |
|---|---|---|
| Millor per | Parts petites o mitjanes (suports, rails, anells) | Parts estructurals grans (seients, bastidors laterals) |
| Velocitat | Alt (alimentació contínua) | Moderat (es requereix manipulació de les peces) |
| Desperdici de material | Més alt (requereix tira portadora) | Inferior (nidificació optimitzada) |
| Cost dels motlles | Inversió Inicial Alta | Generalment inferior, però el cost de la premsa és més elevat |
| Complexitat | Limitat per l'unió en forma de tira | Alta flexibilitat geomètrica |
Innovació en materials: la demanda de lleugeresa
La necessitat d’augmentar l’autonomia dels vehicles elèctrics i reduir les emissions de CO2 ha revolucionat la selecció de materials per a les estructures dels seients. Els fabricants estan deixant enrere els acers suaus per adoptar materials que ofereixen una relació resistència-pes més alta.
Aceros d'alta resistència avançats (AHSS) i UHSS ara són dominants. Graus com els aceros de fase dual (DP) i els aceros de plasticitat induïda per transformació (TRIP) permeten als enginyers utilitzar calibres més fins sense sacrificar la resistència en cas d'impacte. Els fabricants principals com el grup Proma utilitzen processos de premsat patentats d'una sola passada per formar aquests materials difícils en estructures robustes de bastidor del coixí i del respatller del seient.
Aliatges d'alumini i magnesi representen la propera frontera. Els bastidors d'alumini poden oferir estalvis de pes d'aproximadament un 28% comparats amb l'acer, mentre que el magnesi pot assolir estalvis fins a un 35%. Tanmateix, aquests materials introdueixen reptes en la fabricació, com ara una major recuperació elàstica i la necessitat de lubricants especialitzats. Fer front a aquests reptes sovint requereix prenses amb accionament servo que puguin ajustar programàticament la velocitat del carro durant la fase d'estampat per evitar esquerdatures.
Més enllà de l'estampat: muntatge i integració de components
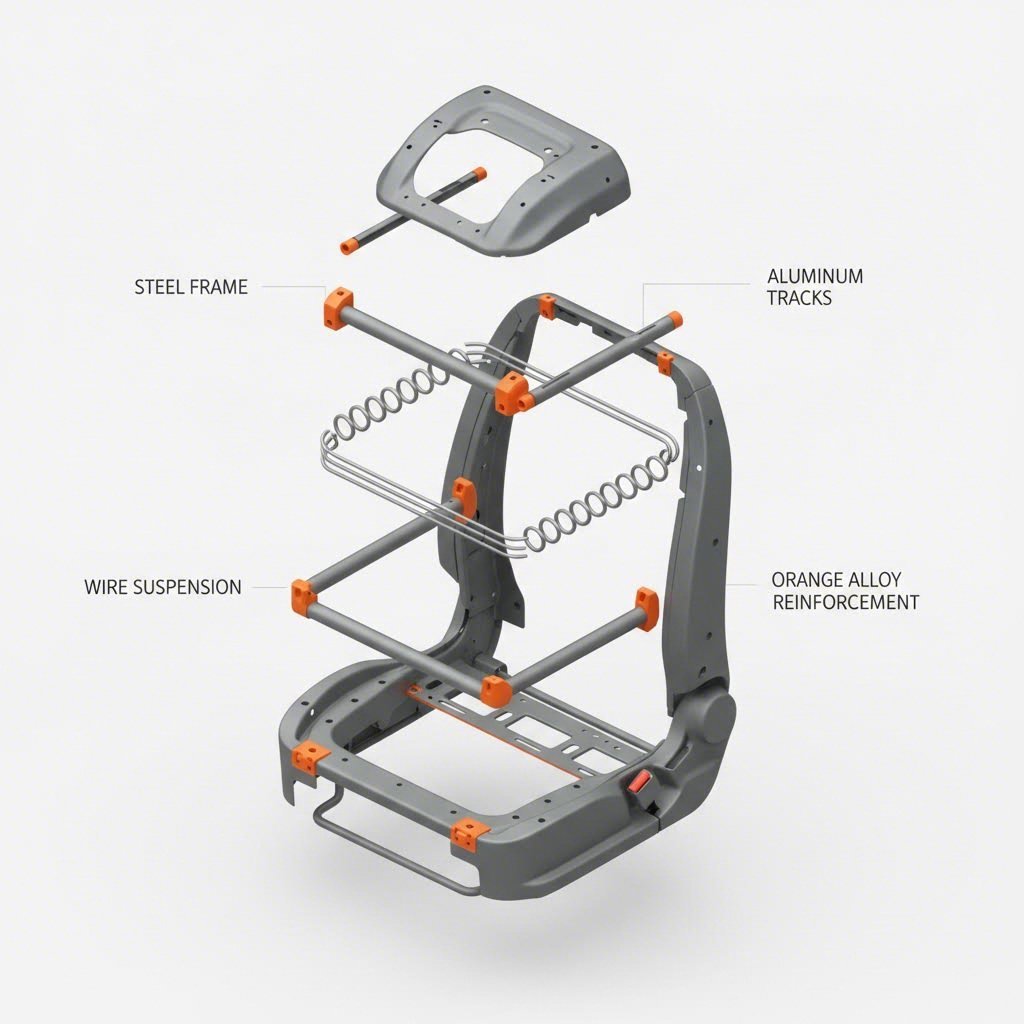
Una peça metàl·lica estampada rarament és el producte final. Seients moderns per a automoció requereixen la lliuració d'assemblats totalment integrats. Proveïdors com Guelph Manufacturing i Hatch Stamping han evolucionat cap a integradors de sistemes, combinant components estampats amb formes de fil i estructures tubulars.
- Doblegament de tubs i formació de fil Les estructures de seient sovint depenen de bastidors tubulars doblegats per respatllers i formes de fil per a mantes de suspensió. Aquests processos han de sincronitzar-se amb les operacions d'estampació per garantir l'ajust.
- Tecnologies d'unió El canvi cap a materials mixtos (per exemple, unir rails d'acer a safanes d'alumini) ha fet que la soldadura tradicional per punts sigui insuficient en algunes aplicacions. Els fabricants estan adoptant cada vegada més Soldadura MIG, soldadura làser i fixació mecànica per garantir la integritat estructural entre metalls dissimilars.
- Integració de mecanismes El bastidor ha de contenir sistemes electromecànics complexos, inclosos frens elevadors, rails de seient manuals i elèctrics, i mecanismes recliners . La punxonada de precisió és crítica aquí; fins i tot desviacions a nivell de micres en una guia de seient poden provocar problemes de soroll, vibració i aspresa (NVH) al vehicle final.
Control de qualitat i optimització del procés
En aplicacions crítiques per a la seguretat com els seients automotrius, la prevenció de defectes és imprescindible. La qualitat comença abans que la premsa toqui el metall. Les màquines decodificadores de precisió, com les descrites per Henli Machine, tenen un paper fonamental. Característiques com braços pneumàtics de pressió i sistemes de guia eviten l'expansió del material i protegeixen la superfície de la bobina contra ratllades—defectes que podrien provocar rebuig estètic o fatiga estructural.
Anàlisi per elements finits (FEA) és una eina més essencial utilitzada pels proveïdors de primer nivell per simular el procés de punxonatge abans de construir els motlles. L'anàlisi per elements finits (FEA) ajuda els enginyers a predir l’afinament, el formigueig i el retroces, permetent compensar el motlle durant la fase de disseny en comptes d’optar per proves costoses i errades a la nau industrial.
Quan es selecciona un soci fabricant, la certificació és el punt de partida. Cal buscar proveïdors que disposin IATF 16949 certificació, que garanteix el compliment de normes estrictes de gestió de qualitat automotriu. A més a més, la capacitat de tancar la bretxa entre desenvolupament i producció és fonamental. Per als fabricants d'equips originals (OEM) que necessiten agilitat, Shaoyi Metal Technology ofereix solucions integral de punxonat que escalen des del prototipatge ràpid (l’entrega de més de 50 peces en només cinc dies) fins a la producció massiva en gran volum mitjançant premses de 600 tones, assegurant que la viabilitat del disseny es validi al principi del projecte.
Dissenyant el Futur del Mobiliari Seient
El mercat dels bastidors de seients automotrius està evolucionant des de la simple doblegada de metall cap a una enginyeria estructural d’alta tecnologia. A mesura que els vehicles es fan autònoms i elèctrics, el seient es converteix en el centre de l’experiència del passatger, exigint un pes més lleuger, una major seguretat i una funcionalitat millorada. Per als enginyers i líders d’adquisicions, l’objectiu és col·laborar amb fabricants que oferixin no només capacitat de premsa, sinó també una comprensió holística de la ciència dels materials, les tecnologies d’unió i el control de qualitat de precisió.
Preguntes freqüents
1. Quina és la diferència entre estampació progressiva i estampació per transferència per a bastidors de seients?
L'estampació progressiva alimenta una tira continua de metall a través de diverses estacions, fet que la fa més ràpida i ideal per a peces més petites com suports i connectors. L'estampació per transferència mou peces tallades individualment entre estacions, la qual cosa la fa més adequada per a peces grans i profundes com safates de seients i bastidors laterals que requereixen operacions complexes d'embutició.
3. Per què s'utilitza el magnesi en els bastidors de seients automotrius?
El magnesi s'utilitza principalment per la seva excepcional relació resistència-pes. És aproximadament un 33 % més lleuger que l'alumini i un 75 % més lleuger que l'acer, fet que el converteix en ideal per ampliar l'abast dels vehicles elèctrics. Tanmateix, requereix processos especialitzats d'injecció o estampació degut a les seves propietats materials úniques.
3. Qui són els principals fabricants globals d'estructures de seients automotrius?
Els principals actors en la indústria del seient automobilístic són Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S i Magna International. Aquestes empreses solen funcionar com proveïdors de nivell 1, subministrant sistemes de seients complets als OEM.