 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

ورش CNC المكشوفة: ما لا تخبرك به حول أوقات التسليم

ما الذي تقوم به ورش التشغيل الآلي باستخدام الحاسب (CNC) فعليًّا ولماذا تكتسب أهمية بالغة؟
هل سبق لك أن بحثت عن خدمات التشغيل الآلي في منطقتك وتساءلت عمّا كنت تبحث عنه فعليًّا؟ لست وحدك في ذلك. فعالم التصنيع الدقيق قد يبدو مُربكًا للغاية، لا سيما عند محاولة تحديد المكان الأنسب لتصنيع قطع غيار مخصصة. دعنا نوضح بدقة ما تقوم به هذه المرافق المتخصصة، ولماذا أصبحت ضرورية لا غنى عنها في جميع المجالات تقريبًا.
ما المقصود تحديدًا بورشة التشغيل الآلي باستخدام الحاسب (CNC)؟
في جوهرها، تُعَدُّ ورشة التشغيل الآلي باستخدام الحاسب (CNC) منشأة تصنيع متخصصة مزوَّدة بـ آلات خاضعة للتحكم الحاسوبي آلات تقطع المواد وتشكِّلها وتُعطيها الأشكال المطلوبة لإنتاج مكونات دقيقة جدًّا. ويمكن اعتبارها ورشة عمل يوجِّه فيها الحاسوب أدوات القطع بدقة استثنائية، وهي دقة لا يمكن لليد البشرية أن تحققها باستمرار.
ورشة CNC هي منشأة تصنيع تحتوي على معدات خاضعة للتحكم الحاسوبي، وأدوات متخصصة، ومشغلين مؤهلين، تقوم بتحويل المواد الأولية إلى أجزاء مصنَّعة بدقة وفقًا لمواصفات رقمية دقيقة.
إن مصطلح "CNC" هو اختصار لعبارة Computer Numerical Control (التحكم العددي الحاسوبي). وبالمصطلحات العملية، فهذا يعني أن حاسوبًا ما يحوِّل تصميمك الرقمي إلى إحداثيات رياضية توجِّه أدوات القطع على طول ثلاثة محاور أو أكثر: من جانبٍ إلى آخر (المحور X)، ومن الأمام إلى الخلف (المحور Y)، ومن الأعلى إلى الأسفل (المحور Z). ويسمح هذا النظام الإحداثي للآلات بتنفيذ حركات معقدة بدقة قابلة للتكرار، سواء كانت تُنتج نموذجًا أوليًّا واحدًا أو آلاف القطع المتطابقة.
التقنية وراء التصنيع الحديث
تخيَّل أنك تُعلِّم الآلة بالضبط أين يجب أن تتحرَّك، وبأي سرعة تقطع، وعلى أي عمق تدخل، وكل ذلك عبر تعليمات برمجية. وهذا في الأساس ما يحدث في ورش التشغيل الحديثة في فلوريدا وجميع أنحاء العالم. وفقًا لـ مارك ليندسي، CNC وقد تطورت هذه التكنولوجيا من بطاقات المثقبة في أربعينيات القرن العشرين إلى أنظمة رقمية متطورة اليوم، والتي يمكنها إنتاج قطعٍ بدقة تُقاس بالألف من البوصة.
ويتم هذا الإجراء على النحو التالي: يُنشئ المصمِّمون نموذجًا رقميًّا، ثم تقوم برامج متخصصة بتحويل هذا النموذج إلى مسارات الأدوات (أي المسارات الدقيقة التي تتبعها أدوات القطع)، وتقوم الآلة بعد ذلك بتنفيذ هذه المسارات بدقة استثنائية. وتستخدم ورش التشغيل بالتحكم العددي الحاسوبي (CNC) المحلية هذه التكنولوجيا الأساسية نفسها الموجودة في المرافق التي تكلِّف ملايين الدولارات، لكنها تكون مُكيَّفة حسب احتياجات الإنتاج المختلفة.
لماذا تُشكِّل ورش التشغيل بالتحكم العددي الحاسوبي (CNC) محركًا لعدة قطاعات صناعية؟
إليك أمرًا قد يفاجئك: فالهاتف الذكي الموجود في جيبك، والسيارة التي تقودها، بل وحتى الأجهزة الطبية التي تحافظ على حياة المرضى، كلُّها تعتمد على مكوناتٍ تأتي من هذه المرافق الدقيقة. وعندما تبحث عن أشياء يمكنك القيام بها في محيطك المحلي، فقد لا تدرك كم عدد الشركات المحلية التي تعتمد، خلف الكواليس، على شركائها في مجال التصنيع هؤلاء.
وفقًا لشركة مايكرو إنداستريز الأمريكية، فإن هذه الورش تخدم عمليًّا كل قطاعٍ يمكن تصوره:
- الطيران والفضاء: شفرات التوربينات المحورية وفوهة الوقود التي تتطلب دقةً فائقة
- طبي: الأدوات الجراحية والغرسات التي تُحدَّد تحملاتها بدقةٍ بالغةٍ تؤثر في استمرار الحياة
- الدفاع: مكونات متينة تتحمّل البيئات القاسية
- الإلكترونيات: أجزاء دقيقة بأبعاد أقل من ١٠ ميكرومترات
- السيارات: مكونات المحرك وأجزاء الأداء المخصصة
تكمن جمالية التصنيع الخاضع للتحكم الحاسوبي في مرونته. إذ يمكن لورشة واحدة أن تُنتج كل شيءٍ بدءًا من المسامير البسيطة ووصولًا إلى المكونات الفضائية المعقدة، مما يسمح للشركات بإدخال منتجاتها إلى السوق دون الحاجة إلى الاستثمار في معدات باهظة الثمن خاصة بها. وقد أدى هذا التيسّر إلى ديمقراطية التصنيع، موفّرًا للشركات الناشئة والقائمة على حدٍّ سواء القدرة على تحويل الأفكار إلى واقعٍ ملموس.
الخدمات الأساسية التي يجب أن تقدّمها كل ورشة تشغيل بالتحكم العددي الحاسوبي (CNC)
الآن وبعد أن فهمتَ ما تؤديه هذه المرافق من مهام، إليك السؤال الحقيقي: ما الخدمات المحددة التي ينبغي أن تتوقعها عند التواصل معها؟ سواء كنت تبحث عن خيارات التصنيع باستخدام الحاسب الآلي (CNC) في فلوريدا أو تبحث على المستوى الوطني، فإن معرفة القدرات الأساسية تساعدك في مطابقة مشروعك مع الورشة المناسبة. دعنا نوضح لك ببساطة الخدمات الأساسية التي ستواجهها.
شرح بسيط للتصنيع الرأسي
تصوَّر مثقابًا رأسيًّا، لكنه أكثر تطورًا بكثير. هذا هو جوهر ما تقوم به مراكز التصنيع الرأسية. المحور الدوار ( أي الجزء الذي يثبت أداة القطع ) يشير مباشرةً إلى الأسفل نحو قطعة العمل، والتي توضع على طاولة أفقية. وتُعد هذه التوجيهات مثالية للأسطح المستوية والأجزاء التي تعمل عليها أساسًا من الأعلى.
وفقًا لشركة 3ERP، تتوفر آلات التفريز باستخدام التحكم العددي الحاسوبي (CNC) بتكوينين: رأسي وأفقي، ويُعتبر التكوين الرأسي الخيار الأكثر شيوعًا للأعمال العامة.
ما الذي يجعل التفريز الرأسي شائعًا جدًّا؟ إنه وضوح الرؤية. فبإمكان المشغلين رؤية ما يحدث بسهولة أثناء عملية القطع، مما يجعله الحل الأمثل للنماذج الأولية والكميات الصغيرة من الإنتاج التي تتطلب مراقبة دقيقة.
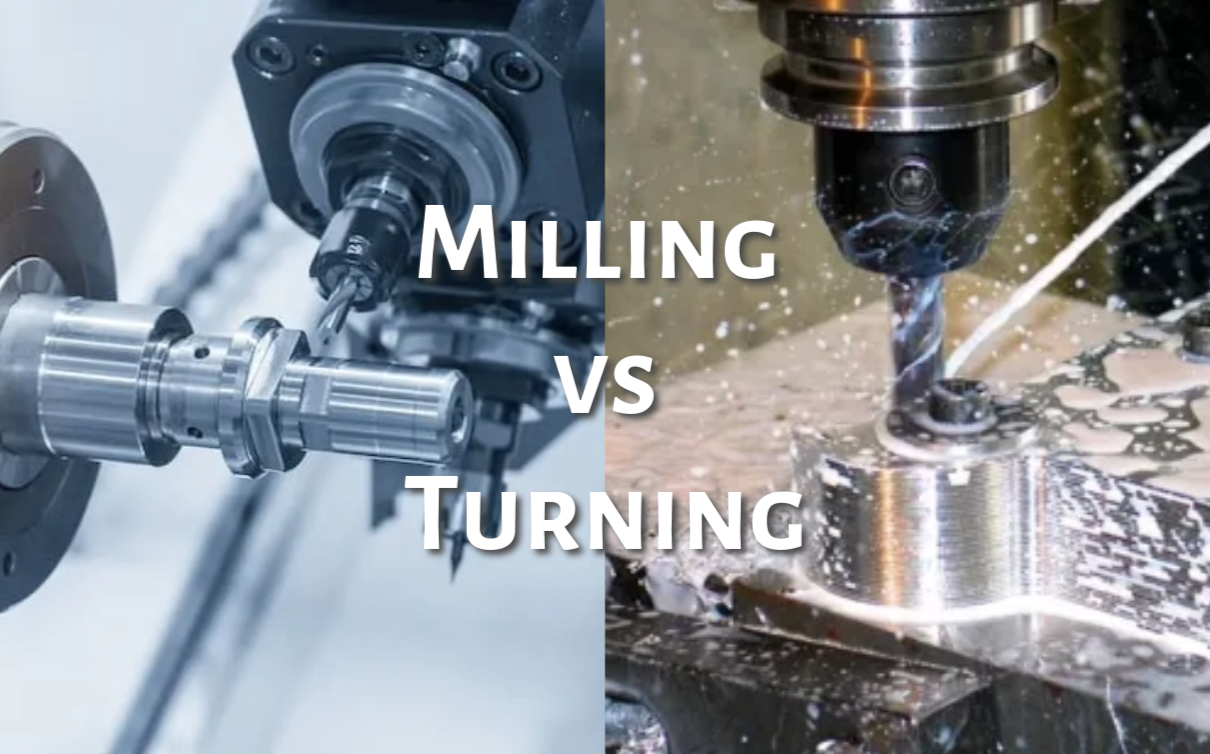
عمليات التشغيل بالحيود والتفريز
وهنا تصبح الأمور أكثر إثارةً. فالحيود والتفريز يمثّلان نهجين مختلفين جذريًّا لإزالة المادة، وفهم الفرق بينهما يساعدك على توصيل متطلباتك بكفاءة.
عمليات الحيود تشمل هذه العملية تدوير القطعة المراد تشغيلها بينما تقوم أداة قطع ثابتة بتشكيلها. وفقًا لموقع MechRank، فإن مراكز التشغيل بالدوران مصممة خصيصًا لإنتاج الأجزاء الأسطوانية مثل المحاور والدواليب والتروس. وإذا كانت مكوناتك دائرية الشكل أو تمتلك تماثلًا دورانيًّا، فغالبًا ما يكون التشغيل بالدوران هو الحل الأمثل لك.
عمليات الطحن اعكس تلك الفكرة: ففي هذه الحالة تدور أداة القطع بينما تبقى القطعة المراد تشغيلها شبه ثابتة (مع وجود حركة بسيطة لتثبيتها في الموضع المناسب). وتتفوق هذه الطريقة في إنشاء الأسطح المسطحة والجيوب والشقوق والأشكال المعقدة على الأجزاء المنشورية (ذات الشكل الكتلي).
تقدم العديد من خدمات التشغيل الآلي باستخدام الحاسوب (CNC) الكبيرة اليوم كلاًّ من هاتين القدرتين تحت سقف واحد، ما يعني أنك لن تحتاج إلى التنسيق بين عدة مورِّدين للمشاريع المعقدة التي تتطلب ميزات دائرية ومسطحة معًا.
- التصنيع باستخدام الحاسوب (CNC) بالحفر: تقوم أدوات القطع الدوارة بإزالة المادة من قطع العمل الثابتة، وهي مثالية للأسطح المسطحة والجيوب والأشكال ثلاثية الأبعاد المعقدة.
- تشغيل باستخدام CNC: تُشكَّل القطع المراد تشغيلها الدوارة بواسطة أدوات ثابتة، وهي مناسبة تمامًا للمكونات الأسطوانية مثل المحاور والدبابيس.
- الحفر باستخدام الحاسب الآلي (CNC drilling): يُنشئ فتحات دقيقة بأقطار مختلفة للبراغي أو التجميع أو المتطلبات الوظيفية
- الطحن باستخدام الحاسوب (CNC): عملية تشطيب تستخدم عجلات كاشطة لتحقيق تحملات ضيقة وتشطيبات سطحية ناعمة
- الت_ROUTING بالكمبيوتر (CNC): يقطع أشكالاً معقدة على المواد المسطحة، ويُستخدم عادةً في الخشب والبلاستيك والمعادن الأقل صلادة
- التجويف الكهربائي (EDM): يستخدم شرارات كهربائية لقطع المواد الموصلة، وهو أمر بالغ الأهمية في قطع الفولاذ المُصلب والميزات الداخلية المعقدة
فهم القدرات متعددة المحاور
تبدو العملية معقدة؟ في الحقيقة، هي منطقيةٌ جداً بمجرد تحليلها خطوة بخطوة. هل تتذكّر المحاور X وY وZ التي أشرنا إليها سابقاً؟ إن التشغيل الآلي متعدد المحاور يضيف حركات دورانية، ما يسمح لأدوات القطع بالاقتراب من قطع العمل من أي زاوية تقريباً.
وفقًا لـ (ماكر فيرس) إليك كيفية تدرّج المحاور:
- الآلات ثلاثية المحاور: تتحرك على طول الاتجاهات X وY وZ. وهي مثالية للأجزاء البسيطة، لكنها تتطلب إعادة وضع القطعة يدوياً لتشغيل أوجه متعددة
- الآلات رباعية المحاور: تضيف دوراناً حول محور X (محور A). مما يسمح بتشغيل جوانب متعددة دون الحاجة إلى إعادة التموضع يدوياً
- آلات ذات 5 محاور: تشمل محورين دورانيين، مما يمكّن من التشغيل من أي زاوية تقريبًا في إعداد واحد فقط
- آلات ذات 6 محاور وما بعدها: أكثر التكوينات تقدمًا لتصنيع مكونات الطيران والطبية المعقدة للغاية
ولماذا يهم هذا مشروعك؟ فكلما زاد عدد المحاور عمومًا، قلَّ عدد مراحل الإعداد المطلوبة، وتحسَّنت الدقة الهندسية (التسامح)، وتحسَّنت نعومة السطح على الأشكال الهندسية المعقدة. إذ يمكن لآلة الـ CNC ذات 5 محاور إنجاز عملية ما في عملية واحدة، بينما قد تتطلب نفس العملية ثلاث أو أربع مراحل إعداد على آلة ذات 3 محاور.
أما المقابل لهذا التحسُّن فهو أن أسعار الساعة تعكس هذه الفروق في القدرات، وفقًا لشركة 3ERP. فقد تبلغ تكلفة تشغيل آلة الـ CNC ذات 3 محاور حوالي ٤٠ دولارًا أمريكيًّا في الساعة، بينما قد تصل تكلفة الآلات ذات العدد الأعلى من المحاور إلى ٢٠٠ دولار أمريكي أو أكثر في الساعة. وبذلك فإن فهم درجة التعقيد الفعلية لمشروعك يساعدك على تجنُّب دفع مبالغ زائدة مقابل إمكانيات لا تحتاجها فعليًّا.
وبمراعاة هذه الخدمات الأساسية، فإن القرار الحاسم التالي يتصل باختيار المادة. فاختيار المادة المناسبة يؤثر في كل شيء بدءًا من تكاليف التشغيل ووصولًا إلى أداء الجزء النهائي.
المواد التي تعمل بها ورش تشغيل الـ CNC وكيفية اختيارها
لقد حددت الخدمات التي تحتاجها. والآن تأتي المسألة التي تُربك حتى المشترين ذوي الخبرة: ما المادة التي ينبغي أن يُصنع منها جزؤك؟ ويؤثر هذا القرار في كل شيء، بدءًا من التكلفة ووقت التسليم وحتى أداء المكوّن النهائي الخاص بك . سواء كنت تعمل مع مرفق لورلاندو لورشة آلات أو تستكشف ورش الآلات في لورلاندو المنتشرة في منطقة وسط فلوريدا، فإن فهم خيارات المواد يمنحك السيطرة الكاملة على المحادثة.
المعادن الشائعة التي تُشكَّل باستخدام مخارط التحكم العددي (CNC)
ادخل أي منشأة لتصنيع دقيق، وستجد مجموعة أساسية من المعادن التي تُنفِّذ الغالبية العظمى من المشاريع. وكلٌّ منها يمتلك مزايا مميزة تعتمد على تطبيقك.
سبائك الألومنيوم تُهيمن سبائك الألومنيوم على عمليات التشغيل العامة للأغراض المتعددة ولسبب وجيه. وفقًا لشركة Hubs، فإن الألومنيوم يوفّر نسبة ممتازة بين القوة والوزن، وموصلية حرارية وكهربائية عالية، وحماية طبيعية ضد التآكل. وتتم معالجة هذه السبائك بسرعة، ما يقلل التكاليف مع تسليم أجزاء مناسبة لمجموعة واسعة من التطبيقات، بدءًا من أغلفة الإلكترونيات الاستهلاكية ووصولًا إلى الدعامات المستخدمة في قطاع الفضاء والطيران.
أنواع الفولاذ تُستخدم عند تحوّل القوة إلى أولوية رئيسية. وتوفّر الفولاذات اللينة مثل الدرجة 1018 قابلية جيدة للتشغيل واللحام وبتكاليف أقل، ما يجعلها مثالية لتصنيع القوالب التوجيهية (Jigs) والأدوات التثبيتية (Fixtures) والمكونات الإنشائية. أما الفولاذات السبائكية مثل الدرجة 4140 فتوفر صلادة ومقاومة أفضل للتآكل في التطبيقات الصناعية الشديدة المتطلبات.
فولاذ مقاوم للصدأ يجمع بين القوة ومقاومة التآكل. وتتميَّز درجة الفولاذ المقاوم للصدأ 304 بقدرتها العالية على التحمُّل في معظم الظروف البيئية، بينما تُوفِّر درجة 316 مقاومة كيميائية محسَّنة تجعلها مناسبة للبيئات البحرية أو الطبية. ووفقًا لشركة Hubs، فإن الفولاذ المقاوم للصدأ ثنائي الطور 2205 يوفِّر ضعف قوة سبائك الفولاذ المقاوم للصدأ الشائعة، ما يجعله الخيار الأمثل للبيئات القاسية في تطبيقات قطاع النفط والغاز.
النحاس يتفوَّق هذا المعدن في التطبيقات التي تتطلَّب احتكاكًا منخفضًا وموصلية كهربائية ممتازة. كما أن مقاومته التآكلية الطبيعية ومظهره الجذَّاب الذي يشبه الذهب يجعلانه شائع الاستخدام في المكونات الوظيفية والعناصر المعمارية الزخرفية على حدٍّ سواء.
التيتانيوم يوفِّر التيتانيوم أفضل نسبة بين القوة والوزن، لكنه يأتي مع تكاليف أعلى بكثير من حيث المواد والتشغيل الآلي. وتبرِّر تطبيقات قطاع الطيران والغرسات الطبية هذه التكلفة المرتفعة عندما تكون خفَّة الوزن أو التوافق الحيوي عاملين حاسمين.
متى يجب اختيار الألومنيوم مقابل الفولاذ؟
يظهر هذا المقارنة باستمرار، ويعتمد الجواب على ما يهم أكثر في مشروعك المحدد. دعونا نحلل عوامل اتخاذ القرار الرئيسية.
وفقًا لشركة VMT CNC، فإن وزن الألومنيوم يساوي تقريبًا ثلث وزن الفولاذ بالنسبة للحجم نفسه. وتبلغ كثافة الألومنيوم حوالي ٢٫٧ غرام/سم³، بينما تبلغ كثافة الفولاذ نحو ٧٫٨٥ غرام/سم³. ويكتسب هذا الفرق أهمية بالغة في التطبيقات automotive والفضائية، حيث يؤدي خفض الوزن إلى تحسين كفاءة استهلاك الوقود والأداء.
يتفوق الفولاذ من حيث القوة الصلبة. فهو يتحمل إجهادات أكبر قبل أن يتشوه، مما يجعله ضروريًّا في التطبيقات الإنشائية مثل الهياكل والإطارات والجسور والمعدات الثقيلة. ومع ذلك، وعند أخذ نسبة القوة إلى الوزن في الاعتبار، فإن الألومنيوم يؤدي أداءً ممتازًا جدًّا في العديد من التطبيقات.
تؤثر قابلية التشغيل الآلي بشكل مباشر على صافي ربحك. فالألومنيوم يُقْطَع أسرع من الفولاذ، مما يقلل تكاليف العمالة والطاقة. وقد يقوم مصنع آلات مخصص قريب من موقعي بإنهاء أجزاء الألومنيوم الخاصة بك بشكل أسرع بكثير من المكونات الفولاذية المماثلة، ما ينعكس في خفض السعر لكل قطعة.
تتفوق مقاومة التآكل للألومنيوم في البيئات الخارجية أو البحرية. فالألومنيوم يكوّن طبقة أكسيد واقية بشكل طبيعي دون الحاجة إلى معالجات إضافية، بينما يتطلب الفولاذ طلاءً أو درجات مقاومة للصدأ لمنع التآكل.
| المادة | الخصائص الرئيسية | أفضل التطبيقات | التكلفة النسبية |
|---|---|---|---|
| ألمنيوم 6061 | قابلية تشغيل آلي ممتازة، ونسبة قوة إلى وزن جيدة، ومقاومة للتآكل | نماذج أولية، غلافات و housings، دعامات، مكونات عامة الغرض | $ (أكثر المعادن اقتصادية) |
| ألمنيوم 7075 | قوة عالية تُناهز قوة الفولاذ، وخصائص ممتازة في مقاومة الإجهاد المتكرر (التعب) | مكوّنات الطائرات والفضاء، أجزاء سيارات عالية الأداء | $$ |
| الصلب الخفيف 1018 | قابلية جيدة للتشغيل الآلي واللحام، ومتانة عالية | قوالب تثبيت (Jigs)، وقوالب تحديد المواضع (fixtures)، ومكونات هيكلية، واستخدامات صناعية عامة | $ (تكلفة أقل للمواد الأولية) |
| الفولاذ المقاوم للصدأ 304 | مقاومة ممتازة للتآكل، وخصائص ميكانيكية جيدة | معالجة الأغذية، والمعدات الطبية، والتطبيقات الخارجية | $$ |
| الفولاذ المقاوم للصدأ 316 | مقاومة ممتازة للمواد الكيميائية والمحاليل المالحة | البيئات البحرية، ومعالجة المواد الكيميائية، والغرسات الطبية | $$$ |
| النحاس الأصفر C360 | قابلية ممتازة للتشكل الآلي، واحتكاك منخفض، وتوصيل كهربائي جيد | موصلات كهربائية، وصمامات، وأجهزة تزيينية معدنية | $$ |
| تيتانيوم الدرجة 5 | أعلى نسبة قوة إلى وزن، وملائم حيويًا | المكونات الحرجة في مجال الطيران والفضاء، والغرسات الطبية | $$$$ |
| POM (ديلرين) | أعلى قابلية للتشكل الآلي بين البلاستيكيات، واحتكاك منخفض، واستقرار أبعادي ممتاز | ترابيع، ومحامل، ومكونات ميكانيكية دقيقة | $ (أرخص بلاستيكي من حيث التكلفة) |
| (بيك) | مقاومة كيميائية استثنائية، وأداء عالي الحرارة | الأجهزة الطبية، ومعدات أشباه الموصلات، والطيران والفضاء | $$$$ |
المواد المتخصصة وتطبيقاتها
وبعيدًا عن المعادن الشائعة، تُعالِج ورش التصنيع باستخدام الحاسب الآلي (CNC) نطاقًا مثيرًا للإعجاب من المواد المتخصصة المصممة خصيصًا لتلبية متطلبات الأداء المحددة.
البلاستيك الهندسي توفر هذه المواد مزايا فريدة مقارنةً بالمعادن في العديد من الحالات. ووفقًا لشركة Hubs، فإن مادة البولي أوكسي ميثيلين (POM)، والمعروفة شائعًا باسم ديلرين (Delrin)، تُوفِّر أعلى قابلية للتشغيل بين البلاستيكيات مع الحفاظ على ثبات أبعادي ممتاز، واحتكاك منخفض، وامتصاص ضئيل جدًّا للماء. وعندما تكون هناك حاجة إلى أجزاء بلاستيكية دقيقة، تُعتبر مادة POM غالبًا الخيار الأول.
يجمع البولي كربونيت بين متانة عالية وقوة تأثير ممتازة تفوق حتى قوة أكريلو نتريل بوتاديين ستيرين (ABS). وتجعله شفافيته الطبيعية مثاليًّا للاستخدام في أغطية الحماية، والأجهزة السائلة، وتطبيقات الزجاج Automotive.
يمثّل مادة البولي إثير الإيثر الكيتون (PEEK) الفئة المتميزة من البلاستيكيات الحرارية الهندسية. وبفضل خصائصه الميكانيكية الممتازة، واستقراره الحراري عبر نطاقات درجات الحرارة القصوى، ومقاومته لمعظم المواد الكيميائية، يُستخدم بوليمير PEEK عادةً كبديل للأجزاء المعدنية في التطبيقات التي يكون فيها تقليل الوزن أمراً بالغ الأهمية. كما أن الأنواع المخصصة للاستخدام الطبي تجعله مناسباً أيضاً للتطبيقات الطبية الحيوية.
أصناف الصلب الأدواتي تخدم هذه المواد تطبيقات متخصصة تتطلب صلادة استثنائية. ووفقاً لموقع Hubs، تحتفظ فولاذ الأدوات من النوع D2 بصلادته حتى درجة حرارة ٤٢٥°م، ويُستخدم عادةً في أدوات القطع والقوالب. وتتطلب هذه المواد معالجة حرارية لتحقيق أقصى أداءٍ ممكن لها، وهي تترافق عادةً مع تكاليف أعلى في عمليات التشغيل الآلي.
كيف تختار المادة المناسبة؟ ابدأ بتحديد متطلبات تطبيقك: الأحمال الميكانيكية، والبيئة التشغيلية، وقيود الوزن، والميزانية. ثم اعمل بشكل عكسي لتحديد المواد التي تلبّي تلك المتطلبات. وسيساعدك مُقدِّم الخدمة الموثوق به في التغلب على هذه المفاضلات، وقد يقترح عليك بدائل تحقق الأداء المطلوب بتكلفة أقل.
يؤثر اختيار المادة مباشرةً على عاملٍ حاسمٍ آخر يتجاهله العديد من المشترين حتى يفوت الأوان: تحملات الدقة وما تعنيه لمشروعك.

شرح مفاهيم الدقة وتحملات التصنيع للمهندسين غير المتخصصين
إليك أمرٌ لا تُصرّح به معظم ورش التشغيل الآلي (CNC) مقدّمًا: تؤثر مواصفات التحملات مباشرةً على تكلفة مشروعك وجداوله الزمنية. ومع ذلك، تظل هذه المعلومات الحاسمة مُغطّاةً بمصطلحات فنية معقّدة تترك العديد من المشترين في حالة ارتباك. سواء كنت تعمل مع ورشة تشغيل آلي في أورلاندو بفلوريدا أو تستكشف ورش تشغيل آلي في فلوريدا، فإن فهمك لتحملات التصنيع يمكّنك من التواصل بفعالية وتجنب سوء الفهم المكلف.
فهم تحملات التشغيل الآلي
ما المقصود بالتحمل بالضبط؟ وفقًا لشركة أمريكان مايكرو إنداستريز (American Micro Industries)، فإن تحمل التشغيل الآلي يُعرِّف المقدار الكلي المسموح به من التباين البُعدي عن القيمة المحددة. وبعبارات أبسط، فهو هامش الخطأ المقبول بين ما يطلبه تصميمك وبين القياس الفعلي للقطعة المُصنَّعة.
فكّر في الأمر بهذه الطريقة: إذا طلبت عمودًا قطره ١٠ مم، فلن تتمكن أية آلة من إنتاجه بدقة مطلقة تبلغ ١٠٫٠٠٠٠٠٠ مم في كل مرة. وتشير المدى المسموح به (التسامح) إلى الورشة كم يجب أن تكون قريبةً من هذا القياس. فالمدى المسموح به ±٠٫١ مم يعني أن أي عمود يقاس قطره بين ٩٫٩ مم و١٠٫١ مم يجتاز عملية الفحص.
ولماذا يهم هذا؟ لأن المدى المسموح به يؤدي عدة وظائف جوهرية في التصنيع:
- إمكانية التبديل: ستتناسب الأجزاء المصنَّعة في أوقات مختلفة أو في مرافق مختلفة مع بعضها بشكل سليم
- التحكم في الجودة: معايير واضحة للقبول أو الرفض عند فحص المكونات النهائية
- إدارة التكلفة: يحقِّق المدى المسموح به المناسب توازنًا بين متطلبات الدقة والاعتبارات الاقتصادية للإنتاج
- موثوقية التجميع: تتصل الأجزاء المُصمَّمة لتتناسب مع بعضها بشكل صحيح دون الحاجة إلى قوة مفرطة أو فراغ غير مرغوب فيه
الآن دعونا نوضح مصطلحات القياس. وعند مناقشة المتاجر لمدى التحمل، ستواجه وحدتين رئيسيتين: الألف من الإنش والمايكرون. ويُعادل الألف من الإنش (٠٫٠٠١ إنش) ما يقارب ٢٥ مايكرون، أي ما يعادل نحو ربع عرض شعرة بشرية. ووفقًا لشركة HPPI، تحقق بعض آلات التحكم العددي الحاسوبي (CNC) دقةً تبلغ ±٠٫٠٠٢٥ مم، أي ما يعادل تقريبًا ربع عرض شعرة بشرية.
متى تكون الدقة حقيقيةً بالفعل؟
ليست كل القطع بحاجة إلى دقةٍ على مستوى الصناعات الجوية والفضائية. وفهم اللحظات التي تتطلب فيها التحملات الأضيق دقةً فعليةً يساعدك على تجنّب الدفع المفرط مقابل دقةٍ غير ضرورية، مع ضمان أن تفي السمات الحرجة باحتياجاتك.
ووفقًا لشركة 3ERP، فإن التصنيع القياسي باستخدام آلات التحكم العددي الحاسوبي (CNC) يحقّق عادةً تحملاتٍ تبلغ ±٠٫٠٠٥ إنش (٠٫١٢٧ مم) كحدٍّ أساسي. وهذه الدقة كافية تمامًا للعديد من التطبيقات. لكن بعض الحالات تتطلب مواصفاتٍ أكثر صرامة:
- ±٠٫٠٢٠ إنش إلى ±٠٫٠٣٠ إنش (قياسي): مكونات عامة الغرض حيث لا تكون الدقة في التثبيت أمرًا بالغ الأهمية. وتشمل هذه، على سبيل المثال، حوامل التثبيت، والأغطية، أو العناصر الزخرفية التي يكتسب فيها المظهر البصري أهمية أكبر من الأبعاد الدقيقة.
- ±٠٫٠٠٥ بوصة (دقة عالية): المكونات التي تتطلب تجميعًا متسقًا. وتشمل هذه الفئة معظم الأجزاء المتقابلة، والغلاف الخارجي المزود بميزات التثبيت بالانحناء (Snap-fit)، والتجميعات الميكانيكية الوظيفية.
- ±٠٫٠٠٢ بوصة (دقة فائقة): التجاويف الحرجة التي يجب أن تنزلق أو تدور الأجزاء داخلها بسلاسة. وتتطلب هذه الدقة أجزاء مثل البطانات المُركَّبة على المحاور، وحوامل المحامل، والإرشادات الدقيقة.
- ±٠٫٠٠١ بوصة أو أضيق من ذلك (دقة فائقة جدًّا): الأجهزة الطبية، ومكونات قطاع الفضاء الجوي، والتجميعات عالية الأداء. ووفقًا لشركة 3ERP، فإن أي تسامح أقل من ±٠٫٠٠١ بوصة يصبح صعب التصنيع للغاية، ويُصادَف نادرًا جدًّا في التطبيقات النموذجية.
خذ مثالاً عملياً: قد يكون للحلقة المطاطية (Bushing) المصممة لتثبيت على قضيب تسامحًا قدره ±0.002 بوصة. ووفقاً لشركة American Micro Industries، إذا كان القطر الداخلي أصغر من اللازم، فلن تلائم الحلقة القضيب. أما إذا كان القطر الداخلي أكبر من اللازم، فإن التثبيت يصبح فضفاضاً، ما قد يجعل القطعة غير قابلة للاستخدام.
كيف يؤثر التسامح في التكلفة والجدول الزمني
وهذا هو المفاضلة التي لا توضحها معظم ورش العمل بوضوح: فالتسامح الأضيق يزيد التكلفة وزمن الإنتاج بشكل أسّي. فعلى سبيل المثال، يسمح التسامح ±0.02 بوصة بمدى عرضه أكبر بعشر مرات من مدى التسامح ±0.002 بوصة، مما يؤثر تأثيراً كبيراً في تعقيد عملية الإنتاج.
لماذا ترتفع تكلفة الدقة؟ هناك عدة عوامل تتضافر لتحقيق ذلك:
- متطلبات الآلات: قد يتطلب تحقيق تسامح قدره ±0.001 بوصة استخدام معدات متخصصة تبلغ تكلفتها مئات الآلاف من الدولارات
- سرعات قطع أبطأ: وتتطلب العمليات الدقيقة إجراء عمليات تشغيل دقيقة تستغرق وقتاً طويلاً
- التفتيش الموسّع: ويتطلب التحقق من التسامح الضيق استخدام معدات قياس أكثر تطوراً وعمليات تحكّم جودة أطول
- معدلات رفض أعلى: الأجزاء التي تقع خارج نطاقات التحمل الضيقة يتم رفضها، ما يؤدي إلى ارتفاع التكاليف الفعلية
- العمليات الثانوية: ووفقًا لشركة HPPI، قد تتطلب التحملات الأضيق استخدام معدات متقدمة أو عمليات معالجة إضافية لتلبية الأبعاد المطلوبة
يُوفِّر المعيار الدولي ISO 2768 إطارًا مفيدًا لتحديد التحملات. وتشمل مستويات الدقة ضمن المعيار ISO 2768 الفئات التالية: f – دقيق جدًّا، m – متوسط، c – خشن، v – خشن جدًّا، وهي تغطي التحملات الهندسية للأبعاد الخطية، والأبعاد الزاوية، ونصف أقطار الأسطح الخارجية، وارتفاعات التماسح (Chamfer Heights).
عند طلب عروض أسعار من ورش الدقة في أورلاندو أو أي منشأة لتشغيل الآلات باستخدام الحاسوب (CNC)، يجب أن توضح بوضوح متطلبات التحمل الخاصة بك. وحدد بدقة الأبعاد الحرجة والتي لا يمكن التهاون فيها، وكذلك الأبعاد التي يمكن أن تقبل التحملات القياسية. ويسمح هذا النهج الانتقائي للورش بأن تركّز جهودها الدقيقة حيثما كانت ضرورية فعلاً، مما يحافظ على معقولية تكاليفك مع ضمان الدقة الوظيفية في الأماكن التي تحتاجها أكثر ما يكون.
إن فهم التسامحات يُشكّل الأساس لتوقعات واقعية. لكن مواصفات التسامح لا تعني شيئًا دون معرفة كيفية ترجمتها إلى جداول زمنية فعلية للمشروع، وهي معلومة تفاجئ العديد من المشترين الجدد.
فترات التسليم ومدة الإنجاز: ما الذي يمكن توقعه بشكل واقعي؟
إليك ما لا تخبرك به معظم ورش تصنيع القطع المعدنية باستخدام الحاسب الآلي (CNC) صراحةً في البداية: إن تقديرات فترات التسليم غالبًا ما لا تشبه تواريخ التسليم الفعلية إلا قليلًا. سواء كنت تعمل مع ورشة تشغيل آلات في مدينة دايتونا بيتش أو تستكشف خياراتك لدى ورشة تشغيل آلات في أورلاندو، فإن فهم الجداول الزمنية الواقعية يمنع حدوث تأخيرات مكلفة في المشروع. فلنُفصّح عن العوامل الحقيقية التي تُحدّد الجداول الزمنية التصنيعية وكيف يمكنك التخطيط وفقًا لها.
توقعات واقعية للجدول الزمني
ما الذي ينبغي أن تتوقعه فعليًّا عند إرسال طلب الاقتباس هذا؟ وفقًا لـ FSProto ، تتراوح فترات التسليم القياسية بين ٣–٧ أيام عمل بالنسبة لمعظم الأجزاء، بينما تتيح الخدمات العاجلة تسليم الأجزاء خلال يومٍ أو يومين للطلبات العاجلة. لكن هذه الأرقام لا تروي سوى جزءٍ من القصة.
نوع مشروعك يؤثر تأثيرًا جوهريًّا على الجدول الزمني. فعملية إنجاز نموذج أولي بسيط يتطلّب تصنيعًا ثلاثي المحاور تختلف تمامًا عن عملية الإنتاج الضخم لمئة وخمسين مكوِّنًا دقيقًا. وإليك ما يمكن توقُّعه في الواقع:
| نوع المشروع | الوقت القياسي المطلوب | العوامل الرئيسية |
|---|---|---|
| نموذج أولي بسيط (١–٥ أجزاء) | 1-5 أيام عمل | مواد قياسية، هندسات أساسية، فحصٌ محدودٌ جدًّا |
| نموذج أولي معقد | 5 إلى 10 أيام عمل | تسامحات ضيِّقة، تصنيع متعدد المحاور، مواد متخصصة |
| الإنتاج بكميات منخفضة (١٠–١٠٠ جزء) | 1-3 أسابيع | تحسين إعداد الماكينات، والتحقق المستمر من الجودة |
| إنتاج متوسط الحجم (١٠٠–١٠٠٠ جزء) | 2-4 أسابيع | شراء المواد، وتخصيص وقت التشغيل للماكينات، وفحص الدفعات |
| إنتاج عالي الحجم (١٠٠٠ جزء فأكثر) | ٤–٨ أسابيع أو أكثر | تحسين القوالب، وتوفير المواد، وخيارات التسليم المتدرِّج |
هل لاحظت شيئًا مهمًّا؟ إن الانتقال من النموذج الأولي إلى الإنتاج ليس خطيًّا. ووفقًا لساني هاو، فإن حجم الدفعة والكمية يؤثّران تأثيرًا كبيرًا في الجداول الزمنية، لأن عمليات الإنتاج تتطلّب تحسين إعداد المعدات، والتحقق من جودة ثابتة لجميع الأجزاء، وغالبًا ما تتطلّب جدولة آلات مخصصة — وهي متطلّبات لا يفرضها النموذج الأولي.
العوامل التي تؤثّر في زمن التوريد الخاص بك
لماذا تختلف تواريخ التسليم الفعلية لمشروعين يبدوان متشابهين أحيانًا بشكل كبير؟ هناك عدة عوامل خفيّة تؤثّر في زمن الإنجاز الفعلي الخاص بك، ومعرفتك بها تمنحك ميزة تفاوضية عند مناقشة الجداول الزمنية.
توفر المواد وهذا يفاجئ العديد من المشترين. فسبائك الألومنيوم القياسية مثل 6061 تكون عادةً متوفرة في المخزون لدى معظم الورش. لكن إذا طلبت تيتانيوم من الدرجة الخامسة أو أنواعًا خاصة من الفولاذ المقاوم للصدأ، فقد تزداد المدة الزمنية بضعة أيام أو حتى أسابيع بينما تقوم الورشة بتوفير المادة المطلوبة. ووفقًا لشركة FSProto، فإن أزمنة التوريد تتوقف على تعقيد القطعة وتوافر المادة، أي أن الجدول الزمني الخاص بك يبدأ من وقت وصول المادة، وليس من وقت تقديم طلبك.
تعقيد الجزء يؤثر بشكل مباشر على وقت التشغيل الآلي. وفقًا لساني هاو، تتطلب التصاميم المعقدة ذات التحملات الضيقة وقت تشغيل آلي أطول من الأشكال الهندسية البسيطة. فقد يستغرق تصنيع مكوّن يتطلّب تشغيلاً آليًّا متزامنًا بخمسة محاور ثلاثة أضعاف الوقت اللازم لتصنيع مكوّن مشابه يمكن إنجازه باستخدام معدات ثلاثية المحاور.
سعة الورشة تظل العامل المتغير الذي لا يُناقَش علنًا من قِبل أحد. فورشة تصنيع في كيسيمي التي تعمل بنسبة استخدام تبلغ ٩٠٪ تتعامل مع الطلبات العاجلة بطريقة مختلفة تمامًا عن ورشة تعمل بنسبة استخدام تبلغ ٦٠٪. وتُحافظ معظم الورش على قوائم انتظار للطلبات، ويُضاف مشروعك إلى تلك القائمة ما لم تدفع مقابل معاملة عاجلة.
متطلبات ما بعد المعالجة تُضيف وقتًا يسهل تجاهله. هل تحتاج إلى عملية أنودة لأجزاء الألومنيوم هذه؟ أم إلى طحن سطحي لتحقيق تحملات أكثر دقة؟ أم إلى معالجة حرارية لزيادة الصلادة؟ إن كل عملية ثانوية تطيل جدولك الزمني، وأحيانًا بشكل كبير.
- مراجعة التصميم وتغذية راجعة حول إمكانية التصنيع (DFM): ١–٢ يومًا للأشكال الهندسية المعقدة
- البرمجة والإعداد: ساعات إلى أيام حسب درجة التعقيد
- التشغيل الفعلي: يتفاوت اختلافًا كبيرًا حسب حجم القطعة وميزاتها
- فحص الجودة: تستغرق عمليات الفحص القياسية ساعات، بينما تستغرق عملية التحقق باستخدام جهاز قياس الإحداثيات الثلاثي (CMM) أيامًا
- التشطيب والتغليف: في نفس اليوم إلى عدة أيام للعلاجات المتخصصة
الطلبات العاجلة والخدمات المُسرَّعة
ماذا يحدث عندما لا يمكن تأجيل جدولك الزمني أبدًا؟ تقدِّم معظم ورش CNC الموثوقة خدمات مُسرَّعة، لكن فهم التنازلات المرتبطة بها يساعدك في اتخاذ قرارٍ حكيمٍ بشأن الوقت الذي يكون فيه السعر المتميز منطقيًّا.
وفقًا لـ ساني هاو ، وتُظهر الكلمات المفتاحية التي تحتوي على عبارة «إنهاء سريع» أو «سريع» باستمرار أن العملاء مستعدون لدفع أسعار مرتفعة مقابل الخدمة الأسرع عند كون المشاريع مرتبطة بمواعيد نهائية ضيقة. ويُظهر التحليل أن معدل التحويل بلغ ٨,٤١٪ لعبارة «تصنيع CNC بإنهاء سريع»، رغم أن تكلفة التحويل الواحد وصلت إلى ٩٧٥,٦٩ دولارًا أمريكيًّا، ما يدل على وجود طلب حقيقي على السرعة عندما تكون المواعيد النهائية ذات أهمية بالغة.
ما المقصود فعليًّا بالخدمة العاجلة؟ عادةً ما تقوم الورش بتقديم طلبك عبر:
- تحريك طلبك إلى مقدمة قائمة الانتظار القياسية
- تخصيص آلات معينة حصريًّا لمشروعك
- تشغيل ورديات إضافية أو عمليات في عطلات نهاية الأسبوع
- تسريع عملية شراء المواد عند الحاجة
- تبسيط عملية الفحص دون التنازل عن الجودة
من المتوقع أن تدفع أتعابًا إضافية تتراوح بين ٢٥٪ و١٠٠٪ مقابل تسريع وقت الإنجاز. ووفقًا لشركة FSProto، توجد خيارات لإنهاء المهمة خلال يومٍ أو يومين، لكنها ما زالت خاضعة لدرجة تعقيد القطعة وتوافر المواد. وبعض المشاريع لا يمكن بالفعل تسريعها دون المساس بالجودة.
إليك إرشادات عملية للتواصل الفعّال بشأن احتياجاتك الزمنية: كن محدّدًا بشأن الموعد النهائي الفعلي مقارنةً بالموعد المفضل لديك. فقولك لمُقدِّم الخدمة «أحتاج هذا في أسرع وقت ممكن» لا يوفّر أي معلومة قابلة للتنفيذ. بدلًا من ذلك، قل: «يجب شحن القطع بحلول ١٥ مارس لتلبية جدول تركيبنا» ولاحظ كيف سيختلف ردّهم.
احسب وقتًا احتياطيًّا في خطتك. فإذا كان تاريخ التركيب ثابتًا، فاعمل بشكل عكسي وأضف هامشًا احتياطيًّا. فالمفاجآت تحدث أثناء التصنيع: مثل كسر أحد الأدوات، أو وصول المواد ومعها عيوب، أو ظهور مشكلات تتطلب إعادة العمل عند التحقق من التحملات. ويُضيف مدراء المشاريع المحترفون عادةً هامشًا زمنيًّا نسبته ٢٠–٣٠٪ للمكونات الحاسمة في مسار المشروع.
وبعد تحديد توقعات واقعية بشأن الجدول الزمني، تأتي الخطوة الحاسمة التالية المتمثلة في معرفة كيفية تقييم شركاء التصنيع المحتملين قبل الالتزام بمشروع ما.

كيفية تقييم واختيار ورشة التشغيل بالتحكم العددي (CNC) المناسبة
لقد حددت متطلبات مشروعك، واخترت المواد المناسبة، ووضعت توقعات واقعية بشأن الجدول الزمني. والآن تأتي اللحظة الحاسمة التي تُقرّر ما إذا كانت تجربتك التصنيعية ستكون سلسة أم ستتحول إلى تجربة محبطة: وهي اختيار الشريك المناسب. سواء كنت تبحث عن ورشة تشغيل آلية في أورلاندو بفلوريدا، أو تفكر في خيارات التجميع الآلي في فلوريدا عبر منطقة وسط فلوريدا، فإن هذا الإطار التقييمي سيساعدك على التمييز بين الموردين الاستثنائيين وأولئك الذين سيتركونك خائبَ الأمل.
الأسئلة الجوهرية التي يجب طرحها قبل الالتزام
قبل توقيع أي أمر شراء، زُدْ من معرفتك بطرح الأسئلة التي تكشف القدرات الحقيقية للمؤسسة. وفقًا لشركة 3ERP، فإن اختيار خدمة تشغيل بالقطع باستخدام الحاسب الآلي (CNC) يتطلب أكثر من مجرد مقارنة الأسعار؛ بل يتطلب تقييمًا دقيقًا للخبرة والمعدات وفعالية التواصل.
ابدأ بهذه الأسئلة الأساسية:
- ما المعدات المحددة التي تمتلكونها؟ تؤدي الآلات المختلفة مهامًا مختلفة. اسأل عن مراكز التشغيل بالقطع باستخدام الحاسب الآلي (CNC) الخاصة بهم، والماكينات الدوارة (Lathes)، وقدرات التشغيل متعدد المحاور. ويشير تنوع المعدات عالية التقنية إلى قدرتها على تلبية مختلف متطلبات المشاريع.
- هل يمكنكم تأمين المادة المطلوبة لي بسهولة؟ وفقًا لشركة 3ERP، فإن التأخير في تأمين المواد يؤدي إلى تمديد أوقات التسليم وزيادة تكاليف الإنتاج. لذا يجدر التأكّد مسبقًا من توفر المادة المطلوبة.
- ما المدة الزمنية المعتادة لإنجاز مشاريع من نوع مشروعي؟ اطلب إجابات محددة تستند إلى معالم مشروعك الفعلية، وليس إلى نطاقات عامة.
- كيف تتعاملون مع ملاحظات التصميم والتواصل؟ ابحث عن المتاجر التي تقدم قنوات اتصال شفافة ومفتوحة مع تحديثات منتظمة عبر البريد الإلكتروني أو وسائل التواصل المفضلة لديك.
- ما هي إجراءات ضبط الجودة التي تتبعونها؟ استفسر عن معدات الفحص، وعمليات التحقق، وكيفية تعاملهم مع القطع التي لا تتوافق مع مواصفات التحمل المسموح بها.
- هل يمكنكم مشارعة أمثلة على مشاريع مشابهة أنجزتموها؟ وفقًا لشركة 3ERP، فإن المشاريع السابقة توفر رؤىً حول قدراتهم وأنواع العملاء الذين يتعاملون معهم ومعقدة المهام التي يستطيعون إنجازها.
ولا تتجاهل الأسئلة التشغيلية أيضًا. استفسر عن برامج تدريب القوى العاملة لديهم، وبروتوكولات أمن البيانات لحماية تصاميمك، وسياسات تصحيح الأخطاء أو العيوب. فالمتجر الذي يستثمر في تنمية موظفيه ويُطبّق أنظمة جودة قوية يُظهر التزامه بالتميز المستدام على المدى الطويل.
الإشارات الحمراء التي تدل على وجود مشكلات
أحيانًا يكون ما لا يقوله المتجر أكثر أهميةً من عرضه التسويقي. انتبه إلى هذه العلامات التحذيرية التي غالبًا ما تنبئ بمشاكل تصنيعية:
- إجابات غامضة حول المعدات أو القدرات: المتاجر الموثوقة تتحدث بفخر عن معداتها. أما الردود المُلتبسة فهي تشير إلى قيودٍ تحاول إخفاءها.
- لا توجد شهادات قابلة للتحقق منها: الادعاءات التي لا ترافقها وثائق يجب أن تثير القلق فورًا. اطلب نسخًا من الشهادات.
- التلكؤ في تقديم المراجع: المتاجر التي لديها عملاء راضون تشارك جهات اتصالهم بكل سرور. أما التردد في ذلك فيوحي بنمطٍ من العملاء المتضررين.
- أسعار غير واقعية تبدو جذّابة للغاية: وفقًا لشركة 3ERP، فإن الخيار الأرخص ليس دائمًا الأفضل — فلا ينبغي أبدًا التضحية بالجودة من أجل التكلفة.
- اتصال ضعيف خلال عملية إعداد العروض السعرية: إذا كانت الردود بطيئة أو غامضة حتى قبل تقديمك الطلب، فتوقع خدمة أسوأ بعد ذلك.
- غياب وثائق تحكُّم الجودة الواضحة: المتاجر التي تفتقر إلى إجراءات فحص مُعرَّفة على الأرجح تواجه صعوبات في الحفاظ على الاتساق.
- عدم الرغبة في مناقشة التحديات التي واجهتها المشاريع السابقة: يواجه كل مصنّع صعوباتٍ معينة. أما المحلات الصادقة فتوضّح كيف تمكّنت من حل هذه المشكلات.
وفقًا لشركة 3ERP، فإن الاطلاع على تقييمات العملاء ودراسات الحالة والشهادات يوفّر رؤىً حول الأداء والموثوقية. ولكل شركة آراء متباينة — والمفتاح يكمن في مراقبة الطريقة التي تتصرّف بها تجاه التجارب السلبية.
الشهادات التي تحظى بالفعل بأهمية
الشهادات ليست مجرد شارات تُعرض على الموقع الإلكتروني. وفقًا لشركة Modo Rapid، فإن الشهادات مثل ISO 9001 وIATF 16949 تؤكّد أن المورِّدين يتّبعون نظم إدارة جودة صارمة، مما يضمن اتساق الإنتاج وأداء الأجزاء بدرجة عالية من الموثوقية.
إليك ما تعنيه كل شهادة رئيسية بالنسبة لمشروعك فعليًّا:
- ISO 9001: الشهادة الأساسية لإدارة الجودة. ووفقًا لشركة Modo Rapid، فإنها تثبت أن المورِّد يمتلك عمليات موثَّقة لمراقبة الجودة وممارسات للتحسين المستمر. ويمكن اعتبارها بمثابة «رخصة قيادة» في مجال التصنيع.
- IATF 16949: مصمم خصيصًا للتطبيقات automotive. ويضيف متطلبات منع العيوب والتحكم الإحصائي في العمليات. وللمكونات automotive أو مكونات السباقات، تُعد هذه الشهادة إلزامية لا يمكن التنازل عنها.
- AS9100: معيار الفضاء الجوي والدفاع. ووفقًا لشركة Modo Rapid، فإنه يشمل بروتوكولات إضافية تتعلق بالسلامة والموثوقية، حيث تعتمد الأرواح على الدقة. ويمكن اعتباره نسخة موسَّعة من معيار ISO 9001.
- ISO 13485: ضروري لإنتاج الأجهزة الطبية. ويضمن فهم متطلبات التوافق الحيوي ومعايير إمكانية التتبع.
- التسجيل في ITAR: مطلوب للمشاريع الدفاعية التي تتضمَّن بيانات فنية خاضعة للرقابة ولوائح التصدير.
| شهادة | تركيز الصناعة | الفوائد الرئيسية |
|---|---|---|
| ISO 9001 | التصنيع العام | عمليات قياسية، ومراقبة جودة موثَّقة، وتحسين مستمر |
| IATF 16949 | سيارات | منع العيوب، والتحكم الإحصائي في العمليات، وإمكانية تتبع سلسلة التوريد |
| AS9100 | الطيران والدفاع | بروتوكولات حرجة للسلامة، وتحقق صارم من العمليات، وإدارة مُعزَّزة للمخاطر |
| ISO 13485 | الأجهزة الطبية | الامتثال لمتطلبات التوافق الحيوي، وتتبع الأجهزة، والانسجام مع المتطلبات التنظيمية |
ما رأيك في قرار الاختيار بين المُورِّد المحلي والمُورِّد البعيد؟ وفقًا لشركة 3ERP، فإن الموقع الجغرافي يؤثر تأثيرًا كبيرًا على تكاليف الشحن وأوقات التسليم وسهولة التواصل. فمثلاً، توفر ورشة ماكينات وسرعة في وسط ولاية فلوريدا وقت تسليم أسرع وتكاليف شحن أقل للمشاريع الإقليمية. ومع ذلك، إذا قدَّم مورِّدٌ من خارج البلاد خبرةً فائقةً وعروض أسعارٍ أفضل، فقد تُبرِّر التكلفة الإضافية للوجستيات هذه الخطوة في بعض التطبيقات.
فكِّر في الاحتياجات المحددة لمشروعك. فالنماذج الأولية التي تستفيد من التكرار السريع غالبًا ما تفضِّل الشركاء المحليين، حيث يمكنك زيارة الورشة شخصيًّا، وفحص العيِّنات، وحل المشكلات وجهًا لوجه. أما عمليات الإنتاج الضخم ذات المواصفات المُحدَّدة مسبقًا فقد تتحمّل أوقات شحن أطول إذا كانت وفورات التكلفة تبرِّر البُعد الجغرافي.
وبعد أن حددت معايير تقييمك، يصبح العامل التالي الذي ينبغي أخذه في الاعتبار هو كيفية دعم الورش لنمو مشروعك، بدءًا من النماذج الأولية حتى الإنتاج الكامل.

الانتقال من النموذج الأولي إلى مرحلة الإنتاج: توسيع نطاق مشاريعك التي تعتمد على التشغيل الآلي بالحاسوب (CNC)
إليك سرًّا لا يُفصح عنه معظم المصنِّعين: إن الانتقال من النموذج الأولي إلى الإنتاج الضخم يُعَدُّ تحديًّا حتى بالنسبة إلى المشترين ذوي الخبرة. فذلك الجزء النموذجي المثالي الوحيد؟ إن إنتاجه بشكلٍ متسق وبكميات كبيرة يُولِّد تحدياتٍ لم يُحذِّرك أحدٌ منها. سواء كنت تعمل مع ورشة ماكينات محركات في أورلاندو بفلوريدا، أو تستكشف الخيارات المتاحة في ورشة ماكينات محركات في أورلاندو، فإن فهم هذه الرحلة يمنع حدوث مفاجآت مكلفة ويضع مشروعك على طريق النجاح.
من النموذج الأولي الفردي إلى الإنتاج الكامل
القفزة من جزء واحد إلى ألف جزء ليست مجرد ضغط على زرٍّ عدد أكبر من المرات. ووفقًا لـ أبتيف مانوفاكتورينغ (Uptive Manufacturing) ، فإن أفضل المنتجات حتى تواجه تحدياتٍ في التصميم — فقد خضع أول هاتف آيفون لعشرات التكرارات قبل إطلاقه عام ٢٠٠٧. ويمثِّل النموذج الأولي المرحلة الحرجة للاختبار التي تُشكَّل فيها الأفكار وتُصقل وتُحقَّق من صلاحيتها للتصنيع الناجح.
ما الذي يتغيَّر فعليًّا بين المراحل؟ ضع في اعتبارك هذه التحوُّلات الأساسية:
- نهج البرمجة: يُركِّز برمجة النماذج الأولية على السرعة للحصول على الجزء الأول. أما برمجة الإنتاج فتركِّز على تحسين زمن الدورة عبر آلاف التكرارات.
- استثمار الأدوات: تستخدم النماذج الفردية أدوات قياسية جاهزة للشراء من السوق. وقد تبرِّر عمليات الإنتاج الكبيرة استخدام تجهيزات مخصصة تقلل من وقت الإعداد وتحسِّن الاتساق.
- شراء المواد: يتم الحصول على الأجزاء الفردية من المخزون الحالي. أما الإنتاج الضخم فيتطلَّب تنسيق طلبات المواد، وأحيانًا يشترط كمياتٍ حدّية دنيا.
- التحقق من الجودة: تخضع الأجزاء الفردية لفحوصات فردية مكثَّفة. أما الإنتاج فيتطلَّب أخذ عيِّنات إحصائية ومراقبة أثناء العملية.
ووفقًا لشركة UPTIVE للتصنيع، يبدأ العملية بناء نموذج أولي قابل للتطبيق من خلال تطوير المفهوم، ونمذجة التصميم بمساعدة الحاسوب (CAD) بالتفصيل، والنمذجة الأولية السريعة لإنتاج العيِّنات بسرعة. وتُحدِّد الاختبارات المشكلات مبكرًا، ما يسمح بإجراء التعديلات قبل أن تتضخَّم هذه المشكلات إلى إصلاحات إنتاجية مكلِّفة.
إليك ما يغفله العديد من المشترين لأول مرة: قد يكون تصميم النموذج الأولي الخاص بك مثاليًّا من الناحية التقنية، لكنه غير عملي اقتصاديًّا عند الإنتاج بكميات كبيرة. فالميزة التي تتطلب ١٥ دقيقة من التشغيل الآلي باستخدام ماكينة ذات خمسة محاور تزداد تكليفتها بشكل كبير عند إنتاج ١٠٠٠ قطعة. ويقوم المصنعون الأذكياء بتقييم التصاميم من حيث الوظائف والقابلية للتوسُّع معًا قبل الانتهاء من المواصفات النهائية.
توسيع نطاق التصنيع بنجاح
يُسبِّب التوسُّع في الإنتاج تحدياتٍ تفاجئ العديد من المشاريع. ووفقًا لشركة «ميكيرفيرس» (MakerVerse)، فإن الاعتقاد بأن التشغيل الآلي بالحاسوب (CNC) باهظ التكلفة جدًّا للإنتاج بكميات كبيرة هو أسطورةٌ بدأت تنهار — لكن ديناميكيات هذه العملية تتطلَّب إدارةً دقيقة.
تصبح السرعة صمَّام أمان الإنتاج عالي الحجم. ومع ذلك، فقد يبدو الطابع التسلسلي لماكينات التشغيل الآلي بالحاسوب (CNC) متناقضًا مع هذه الحاجة. فحدوث اختناق في نقطة واحدة يُبطئ خط الإنتاج بأكمله. ووفقًا لشركة «ميكيرفيرس» (MakerVerse)، فإن تحسين مسارات الأدوات لا يشكِّل سوى البداية — بل إن الاستفادة من ماكينات متعددة المحاور والإعدادات المتوازية، حيث تعمل عدة ماكينات في وقتٍ واحد، يعزِّز معدلات الإنتاج تعزيزًا كبيرًا.
يُعَدُّ الاتساق في الجودة عقبةً أخرى. ويتطلَّب ضمان نفس درجة الاتساق في الجزء رقم ١٠٬٠٠٠ كما في الجزء الأول ممارسةً مستمرةً لمراقبة الجودة، وليس مجرد نقطة تفتيش. ووفقاً لشركة «ميكيرفيرس» (MakerVerse)، فإن إدارة تكاليف الإنتاج بكفاءة من خلال استراتيجيات مثل خفض الهدر، وتبسيط العمليات، وتحسين زمن الدورة يُحافظ على تكلفة الوحدة عند مستوى تنافسي.
أما بالنسبة للانتقال نفسه، فبحسب شركة «أبتيف مانوفاكتورينغ» (UPTIVE Manufacturing)، فإن التصنيع بحجم إنتاج منخفض يسد الفجوة بين مرحلة النماذج الأولية والإنتاج الكامل. وهذه الخطوة الحاسمة:
- تكشف عن المشكلات المتعلقة بالتصميم أو التصنيع أو الجودة قبل أن تتضاعف
- توثِّق عمليات التصنيع وتُحدِّد الاختناقات
- تقيِّم المورِّدين والشركاء من حيث الجودة، والاستجابة، وأوقات التسليم
- تُرسِّخ معايير الجودة للدورات الإنتاجية المستقبلية
وتُجسِّد صناعة السيارات نموذجاً ناجحاً للتوسُّع. إذ تستفيد سلاسل التوريد بشكلٍ كبيرٍ من المصانع التي تقدِّم تقدُّماً سلساً من النماذج الأولية السريعة إلى الإنتاج الضخم. ومن أبرز هذه المرافق: تكنولوجيا المعادن شاوي يي تُظهر هذه القدرة من خلال تسليم مكونات ذات تحمل عالٍ بمدة توريد تصل إلى يوم عمل واحد فقط. وتكفل شهادة IATF 16949 الخاصة بهم والتحكم الإحصائي في العمليات الحفاظ على ثبات الجودة سواءً عند إنتاج نموذج أولي واحد أو آلاف القطع الإنتاجية.
العمل مع ورش تنمو جنبًا إلى جنب معك
لماذا يكتسب اختيار الشريك أهمية بالغة عند التوسع؟ وفقًا لشركة UPTIVE للتصنيع، فإن العمل مع الشريك المناسب يقلل المخاطر بشكل كبير، لأن هذا الشريك يمتلك خبرة في تحسين التصميم، ما يُحسّن النماذج الأولية لتصبح مناسبة من حيث التكلفة وقابلة للتوسع في الإنتاج، مع ضمان ملاءمة المواد وتوفرها.
ما المعايير التي ينبغي أن تبحث عنها في شريك التوسع؟ إليك معايير التقييم التي يجب أخذها في الاعتبار:
- المرونة في الحجم: هل يمكنه التعامل مع نماذج أولية مكوَّنة من ٥ قطع وكذلك مع دفعات إنتاجية تصل إلى ٥٠٠٠ قطعة دون الاستعانة بمصادر خارجية؟
- عمق المعدات: وجود آلات متعددة ذات قدرات متشابهة يمنع حدوث اختناقات نقطة واحدة أثناء الإنتاج.
- شهادات الجودة: وفقًا لشركة يوبيتف للتصنيع، توفر شهادة ISO 9001 ضوابط جودة صارمة وعمليات تصنيع دقيقة تضمن الاتساق والمتانة والأداء.
- الخبرة في DFM: وفقًا لشركة ميكرفيرس، فإن المصنّعين الذين يقدمون استشارات تصميم يساعدون في تحسين تصاميم المنتجات بشكل أسرع، ما يجعل الإنتاج طويل الأجل وبكميات كبيرة أكثر فعالية من حيث التكلفة.
- علاقات سلسلة التوريد: ويضمن تأمين المصادر المُثبتة للمواد توافرها عند زيادة حجم إنتاجك.
وفقًا لشركة ميكرفيرس، يتطلب التوسع في الإنتاج أن يستثمر المصنّعون في آلات التحكم العددي بالحاسوب (CNC) المرنة القادرة على التعامل مع مختلف أحجام الإنتاج. كما أن اعتماد عملية إنتاجٍ وحدوية يساعد المصنّعين على التوسّع أو التقليل من الإنتاج بسرعة لتلبية المتطلبات المتغيرة.
لأولئك الذين يبحثون عن عبارة «CNC قريب مني» أو يستكشفون خيارات تتجاوز المرافق المحلية، تذكّر أن القرب الجغرافي يكتسب أهمية مختلفة في كل مرحلة. فغالبًا ما تستفيد النماذج الأولية من الشركاء المحليين، مما يمكّن من التكرار السريع والتعاون وجهاً لوجه. أما المواصفات الإنتاجية الراسخة فقد تتحمّل أوقات شحن أطول إذا كان الشريك يوفّر قدرات متفوّقة في التوسّع والإنتاج على نطاق واسع.
كما أن الآثار المالية تستحق الانتباه أيضًا. وفقًا لشركة «أبتيف مانوفاكتورينغ» (UPTIVE Manufacturing)، تتفاوت تكاليف النماذج الأولية تفاوتًا كبيرًا؛ إذ قد تتراوح تكلفة النماذج الأولية البسيطة منخفضة التكلفة بين ١٠٠ و١٠٠٠ دولار أمريكي، بينما تتراوح تكلفة النماذج الوظيفية بين ١٠٠٠ و١٠٠٠٠ دولار أمريكي، أما النماذج الأولية الجاهزة للإنتاج عالية الدقة فقد تتجاوز تكلفتها ١٠٠٠٠ دولار أمريكي. ويساعد فهم هذه المراحل الاستثمارية في إعداد الميزانية بشكل مناسب.
وفقًا لشركة يوبيتف للتصنيع، تشمل التحديات الشائعة عند الانتقال من النموذج الأولي إلى الإنتاج الضخم الحفاظ على الجودة عند التصنيع بكميات كبيرة، وإدارة اضطرابات سلسلة التوريد، وتحسين التكاليف. ويُقلِّل الشركاء الذين يمتلكون عمليات رقابة جودة قوية من التباينات ويضمنون الاتساق عبر جميع الوحدات، مما يقلل الهدر وأعمال الإصلاح مع الحفاظ على الدقة التي تتطلبها تطبيقاتك.
وبعد أن أكملت فهمك لرحلة الانتقال من النموذج الأولي إلى مرحلة الإنتاج، فإن الخطوة الأخيرة تتمثل في اتخاذ إجراءات ملموسة للعثور على الشريك المثالي في مجال التصنيع والتعامل معه.
اتخاذ الإجراءات والعثور على شريكك المثالي في مجال التشغيل الآلي بالحاسوب (CNC)
لقد استوعبت كمية كبيرة من المعلومات حول التصنيع الدقيق، بدءًا من التحملات والمواد ووصولًا إلى أوقات التسليم واستراتيجيات التوسع. والآن حان الوقت الذي يُميِّز المشترين المطلعين عن أولئك الذين لا يزالون عالقين في مرحلة البحث: اتخاذ إجراء ملموس. سواء كنت مستعدًّا لتقديم طلب الاقتباس الأول الخاص بك، أو تسعى لإرساء علاقة تصنيعية طويلة الأجل، فإن هذه الخطوات العملية ستحول معرفتك إلى نتائج ملموسة.
خطواتك التالية للبدء
هل تشعر بالارتباك جرَّاء كل ما تعلَّمته؟ هذا أمرٌ طبيعيٌ تمامًا. والخبر السار هو أن البدء لا يتطلب الكمال، بل يتطلب الحركة. فكما قد تبحث عن «وَاوَا بالقرب مني» عندما تحتاج شيئًا ما بسرعة أثناء السفر، فإن العثور على شريك تصنيعي مناسب يبدأ بمعرفة ما تحتاجه وأين تبحث عنه.
اتبع قائمة الإجراءات التالية للانتقال من التخطيط إلى الإنتاج:
- وثِّق متطلبات مشروعك بوضوح. اكتب المواد والأبعاد التقريبية والكمية المطلوبة وأي تحملات حرجة قبل الاتصال بأي ورشة. ويمنع هذا الوضوح إضاعة الوقت في محادثات غير مجدية.
- جهّز ملفات التصميم بمساعدة الحاسوب (CAD) بصيغٍ مقبولة عالميًّا. وفقًا لـ ديبيك وتُقبل صيغ ملفات STEP وIGES وSTL على نطاق واسع عبر القطاع.
- حدّد ثلاث إلى خمس ورش محتملة تتوافق مع احتياجاتك. استخدم معايير التقييم الواردة في الأقسام السابقة لاختصار القائمة بناءً على الشهادات والتجهيزات والخبرة الصناعية.
- اطلب عروض أسعار في وقتٍ واحدٍ من الورش المختارة. تكشف الاستفسارات الموازية بسرعة عن التفاوتات في الأسعار واختلافات في جودة التواصل.
- قارن الردود على أكثر من السعر فقط. قيّم سرعة الاستجابة ووضوح التواصل واستعداد الطرف الآخر لتقديم ملاحظات حول التصميم.
- ابدأ بطلب تجريبي صغير قبل الالتزام بالكميات الكبيرة. يُثبت النموذج الأولي أو التشغيل بكميات منخفضة الجودة قبل الاستثمارات الأكبر.
- حدّد قنوات اتصال واضحة وتوقعات مُتفق عليها. عرّف طرق الاتصال المُفضَّلة، ووتيرة التحديثات، وإجراءات التصعيد منذ البداية.
هذه المقاربة المنهجية تلغي الشلل الذي يُبقي العديد من المشاريع متوقفةً إلى أجل غير مسمى. فكل خطوة تبني الثقة اللازمة للخطوة التالية، وتحول عملية قد تبدو مخيفةً إلى إجراءات قابلة للإدارة.
إعداد طلبك الأول للعرض السعري
تؤثر جودة طلب العرض السعري الذي تقدّمه بشكل مباشرٍ على دقة الردود التي تتلقاها وسرعتها. ووفقاً لشركة «ديبيك» (Dipec)، فإن توفير رسم فني تقني عالي الجودة ونموذج ثلاثي الأبعاد (CAD) يُعدُّ أحد أهم الخطوات للحصول على عرض سعري دقيق وسريع.
ما المحتويات التي يجب أن يتضمّنها طلب العرض السعري؟ وفقاً لشركة «زوميتري» (Xometry)، فإن ملف النموذج ثلاثي الأبعاد (CAD) يُحدِّد الهندسة المثالية بدقة، أما الرسم الفني ثنائي الأبعاد فيُحدِّد الحدود المسموح بها للعيوب. ويُوصى بإرفاق كليهما كلما أمكن ذلك.
العناصر الأساسية المطلوبة في طلب العرض السعري:
- نموذج CAD ثلاثي الأبعاد: يُفضَّل تنسيق STEP لتحقيق أقصى توافق عبر أنظمة برامج التصنيع بمساعدة الحاسوب (CAM) المختلفة
- رسم فني ثنائي الأبعاد تقني: تشمل الأبعاد الحرجة والتسامحات ومتطلبات نعومة السطح وأي إشارات تتعلق بمواصفات الأبعاد والهندسة الهندسية (GD&T)
- مواصفات المادة: كن دقيقًا — فعبارة «ألمنيوم» وحدها غير كافية. حدد بوضوح «ألمنيوم 6061-T6» أو السبيكة المحددة التي تتطلبها
- الكمية ومعلومات الدفعة: وفقًا لشركة ديبيك، قد تختلف عروض الأسعار لوحدة واحدة اختلافًا كبيرًا عن عروض الأسعار لـ 10 أو 50 أو 100 وحدة
- موقع التسليم والجدول الزمني: اذكر وجهة الشحن والموعد النهائي الفعلي المطلوب، وليس فقط عبارة «في أسرع وقت ممكن»
- العمليات الثانوية: اذكر أي متطلبات مسبقة تتعلق بالتشطيب أو الطلاء أو التجميع أو الفحص
وفقًا لشركة ديبيك، فإن تزويد ملف بتنسيق STEP مع رسم فني ثنائي الأبعاد مُرفق به تعليقات توضيحية يمكن أن يُسرّع عملية إعداد العرض السعري بشكلٍ ملحوظ، وذلك من خلال تجنّب طرح الأسئلة المتعلقة بالتسامحات أو الخيوط أو نعومة الأسطح.
الأخطاء الشائعة التي تؤخّر إعداد عرض السعر:
- تقديم ملفات غير مكتملة أو منخفضة الدقة تتطلب توضيحات إضافية
- حذف مواصفات التحمل، مما يجبر ورش العمل على افتراضها أو طرح الأسئلة حولها
- وصف غامض للمواد يترك أسئلة التوريد دون إجابة
- غياب معلومات الكمية التي تمنع تحديد الأسعار بدقة
- متطلبات التشطيب غير الواضحة التي تُكتشف في منتصف مرحلة الإنتاج
وفقًا لشركة ديبيك (Dipec)، فإن معظم الموردين الموثوقين يُرجعون العروض السعرية خلال ٤٨ إلى ٧٢ ساعة إذا كانت الملفات واضحة وكاملة. وتكون الاستجابات الأسرع شائعةً عند التعامل مع موردين موثوقين يفهمون متطلباتكم جيدًا.
بناء شراكات تصنيع طويلة الأمد
إن أبرز علاقات التصنيع الناجحة تمتد بعيدًا جدًّا عن المعاملات الفردية. وبحسب شركة إيويز كوميرس (eWiz Commerce)، تستند شراكات التصنيع في الغالب إلى سياسة مشتركة تتعلق بالمخاطر والعوائد، حيث يؤدي كل شريك دورًا فريدًا في تقديم القيمة.
ما الذي يحوّل المورد إلى شريكٍ حقيقي؟ ضع في اعتبارك هذه الاستراتيجيات لبناء العلاقات:
استثمر الوقت في الفهم المتبادل. وفقًا لشركة eWiz Commerce، فإن أفضل وسيلة للتقدم والازدهار في شراكتك التصنيعية هي إنشاء قناة اتصال مفتوحة مع شريكك. وشارك أهدافك الأوسع، وليس فقط مواصفات المشروع الفورية.
قدِّم ملاحظاتٍ مستمرة. أبلغ الورش بما حقَّق نجاحًا وما يمكن تحسينه. ويُسهم هذا الحوار البنَّاء في تحسين أدائها في خدمتك على المدى الطويل، ويُظهر التزامك بالعلاقة.
خطِّط مسبقًا كلما أمكن ذلك. إبلاغ الشركاء مسبقًا بالمشاريع القادمة يمكِّنهم من حجز الطاقة الإنتاجية وتوفير المواد بشكل استباقي، ما يؤدي غالبًا إلى أسعار أفضل ووقت تسليم أسرع.
ادفع في الوقت المحدَّد وبشكل عادل. وفقًا لـ eWiz Commerce ، وتنبع ٨٢٪ من حالات فشل الشركات من مشكلات تدفق النقد. ويحظى الشركاء الذين يدفعون بانتظام بالأولوية عند ضيق الطاقة الإنتاجية.
وزِّع المخاطر بشكل مناسب. وفقًا لشركة إي ويز كوميرس، فإن عملية تصميم أي منتج وتصنيعه تتضمن التجربة والخطأ. ويستغرق الشريك المصنّع الرائد وقتًا كافيًا للتعامل مع المشكلات عند ظهورها.
وبالنسبة لتطبيقات التصنيع automotive والدقيق، فإن التعاون مع مرافق معتمدة يضمن الاتساق مع تطور احتياجاتك. تكنولوجيا المعادن شاوي يي ويُجسِّد هذا النهج في الشراكة، حيث يجمع بين شهادة IATF 16949 ومراقبة العمليات الإحصائية (SPC) لتقديم مكونات معقدة مثل وحدات الهيكل (chassis assemblies) والبطانات المعدنية المخصصة (custom metal bushings). وتُظهر قدرته على تسليم الأجزاء الدقيقة خلال يوم واحد كيف يمكن للشريك المناسب أن يُسرّع سلسلة التوريد بأكملها.
ووفقًا لشركة إي ويز كوميرس، يرى ٩٦٪ من الأشخاص أن الشركات التي يتعاملون معها يمكنها تحسين أدائها فيما يتعلق بالتواصل وإدارة المشاريع. وبوضع توقعات واضحة منذ البداية، فإنك تضع نفسك في موضع العميل الذي يُعطي الشركاء الأولوية له.
عامل الراحة مهمٌ أيضًا. فكما قد تبحث عن عبارة «واوا بالقرب مني» للوصول السريع إلى المستلزمات الأساسية خلال يومٍ مزدحم، فإن امتلاك شركاء تصنيعٍ موثوقٍ بهم يعني وصول المكونات الحرجة في الوقت المطلوب دون الحاجة إلى تدخلٍ مستمر. وتتزايد هذه الكفاءة التشغيلية تدريجيًّا مع مرور الوقت، مما يحرِّرك لتركّز على الابتكار التصميمي بدلًا من لوجستيات الإنتاج.
رحلة التصنيع الخاصة بك لا تنتهي عند العثور على ورشة واحدة قادرة. وأكثر سلاسل التوريد مقاومةً للأزمات هي التي تضم عدة شركاء مؤهلين، ما يوفِّر المرونة عند ارتفاع الطلب أو عند الحاجة إلى إمكانات متخصصة. واستخدم إطار التقييم الوارد في هذا الدليل لبناء شبكة من المرافق الموثوقة، بحيث تفهم كلٌّ منها معايير الجودة الخاصة بك وتفضيلاتك في التواصل.
المعرفة التي اكتسبتها تؤهلك للتعامل بثقة مع مصنّعي الدقة. خذ تلك الخطوة الأولى اليوم—أعد ملفاتك، وقدم طلب الاقتباس، وابدأ في بناء علاقات التصنيع التي تحوّل تصاميمك إلى واقع ملموس.
الأسئلة الشائعة حول ورش التشغيل بالتحكم العددي (CNC)
١. ماذا تفعل ورش التشغيل بالتحكم العددي (CNC)؟
ورش التشغيل بالتحكم العددي (CNC) هي منشآت لتصنيع الدقة مزودة بأجهزة تحكم حاسوبي تُستخدم لقطع وتشكيل وتلميع مكونات معدنية أو بلاستيكية. وباستخدام مراكز تشغيل ذات ٣ أو ٤ أو ٥ محاور، تقوم هذه المنشآت بتحويل المواد الأولية إلى أجزاء مشغولة بدقة وفقًا للمواصفات الرقمية الدقيقة جدًّا. وتشمل الخدمات المقدمة عادةً عمليات الطحن، والتشكيـل على مخرطة، والثقب، والطحن، وعمليات التفريغ الكهربائي (EDM)، مع تحملات تصل إلى ±٠٫٠١ مم للأجزاء النموذجية أو لأجزاء الإنتاج الضخم عبر قطاعات مثل الفضاء الجوي، والسيارات، والرعاية الصحية، والإلكترونيات.
٢. كم تكلفة خدمات التشغيل بالتحكم العددي (CNC)؟
تتراوح تكاليف التشغيل بالقطع العددي (CNC) بين ٥٠ و١٥٠ دولارًا أمريكيًّا في الساعة، وذلك حسب نوع المعدات ومتطلبات الدقة. وعادةً ما تبلغ تكلفة آلة ذات ٣ محاور حوالي ٤٠ دولارًا أمريكيًّا في الساعة، بينما قد تصل تكلفة الآلات المتقدمة ذات ٥ محاور إلى ٢٠٠ دولار أمريكي أو أكثر في الساعة. وتعتمد التكلفة النهائية على نوع المادة، وتعقيد القطعة، والتسامح المطلوب، والكمية، والعمليات الثانوية مثل التشطيب أو الطلاء. وقد تتراوح تكلفة النماذج الأولية البسيطة بين ١٠٠ و١٠٠٠ دولار أمريكي، في حين قد تتجاوز تكلفة النماذج الأولية عالية الدقة الجاهزة للإنتاج ١٠٠٠٠ دولار أمريكي.
٣. ما المدة الزمنية القياسية اللازمة لإكمال مشاريع التشغيل بالقطع العددي (CNC)؟
تتراوح أوقات التسليم القياسية لعمليات التصنيع باستخدام الحاسب الآلي (CNC) بين ٣ و٧ أيام عمل لمعظم الأجزاء، مع توفر خدمات عاجلة تتيح تسليم الأجزاء خلال يومٍ أو يومين عمل للمشاريع العاجلة. وعادةً ما تستغرق النماذج الأولية البسيطة من ١ إلى ٥ أيام عمل، بينما تستغرق النماذج الأولية المعقدة من ٥ إلى ١٠ أيام عمل، وتستغرق إنتاج الدفعات الصغيرة من أسبوعٍ إلى ثلاثة أسابيع. ومن العوامل المؤثرة في الجدول الزمني توفر المواد، وتعقيد القطعة، وقدرة ورشة العمل، ومتطلبات المعالجة اللاحقة. وتقدِّم مرافق مثل شركة شاويي لتكنولوجيا المعادن أوقات تسليم سريعة تصل إلى يوم عمل واحد فقط لمكونات السيارات الدقيقة.
٤. ما الشهادات التي ينبغي أن أبحث عنها في ورشة تصنيع باستخدام الحاسب الآلي (CNC)؟
تشمل الشهادات الرئيسية ISO 9001 لإدارة الجودة الأساسية، وIATF 16949 للتطبيقات automotive مع التركيز على الوقاية من العيوب والتحكم الإحصائي في العمليات، وAS9100 للصناعات الجوية والدفاعية مع بروتوكولات سلامة مُعزَّزة، وISO 13485 لتصنيع الأجهزة الطبية. وتؤكد هذه الشهادات أن المورِّدين يتّبعون نظم إدارة جودة صارمة تضمن اتساق المخرجات وأداء الأجزاء الموثوق به. أما بالنسبة للمشاريع الدفاعية، فيشترط التسجيل وفقًا لتنظيم ITAR للبيانات الفنية الخاضعة للرقابة.
٥. كيف أختار بين الألومنيوم والصلب لمشروعي في التشغيل الآلي باستخدام الحاسب (CNC)؟
اختر الألومنيوم عندما يكون تقليل الوزن أمرًا بالغ الأهمية؛ فوزنه يساوي ثلث وزن الفولاذ، كما أن عمليات التشغيل الآلية له أسرع، مما يقلل التكاليف. ويتمتع الألومنيوم بمقاومة طبيعية للتآكل دون الحاجة إلى معالجات إضافية. واجعل الفولاذ خيارك عند إعطاء الأولوية للقوة الصلبة الخام، لا سيما في التطبيقات الإنشائية والمعدات الثقيلة. ويتحمل الفولاذ إجهادات أكبر قبل أن يتشوّه. وخذ بعين الاعتبار بيئة التشغيل الخاصة بك، والأحمال الميكانيكية، والقيود المفروضة على الوزن، والميزانية المتاحة. وتصلح سبائك الألومنيوم مثل 6061 للأعمال العامة، بينما توفر درجات الفولاذ مثل 4140 صلادة محسَّنةً للتطبيقات الصناعية الشديدة الطلب.