 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

التشغيل الآلي باستخدام الحاسب (CNC) مُفكَّكًا: من التصميم الرقمي إلى الجزء النهائي
ما الذي يعنيه التشغيل الآلي بالحاسوب (CNC) فعليًّا للتصنيع الحديث
هل سبق أن تساءلتَ كيف يتحول التصميم الرقمي المعروض على شاشة حاسوبك إلى قطعة معدنية دقيقة يمكنك الإمساك بها بيديك؟ الجواب يكمن في تقنيةٍ ثوّرتْ عالم التصنيع بهدوءٍ في جميع المجالات تقريبًا التي يمكنك تخيُّلها.
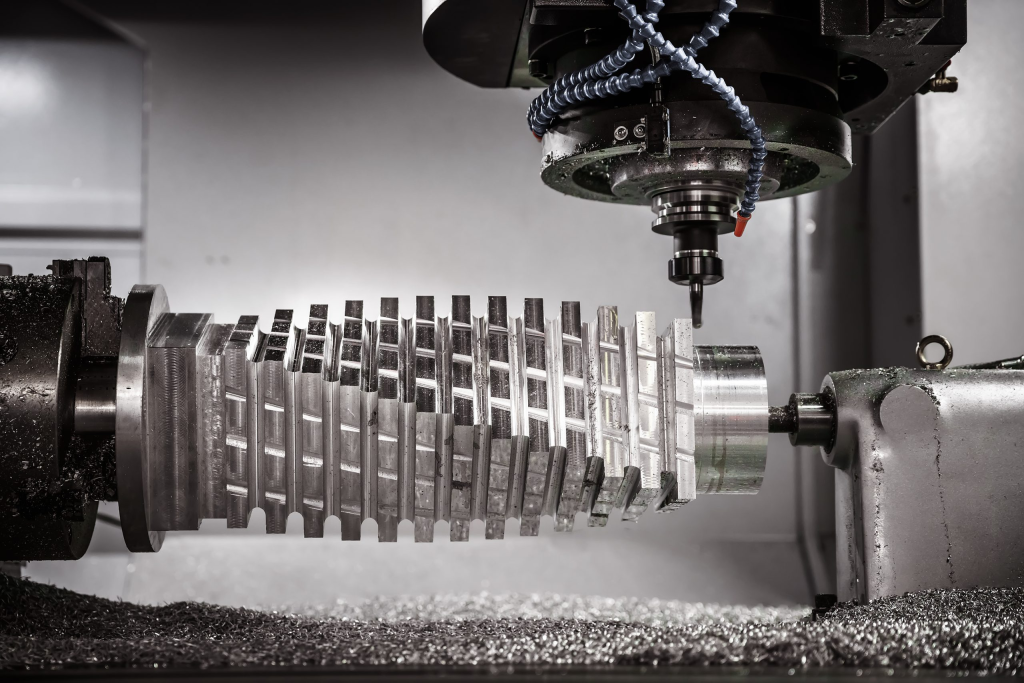
إذن ما هو التشغيل الآلي بالحاسوب (CNC)؟ في جوهره، تعريف الـ CNC بسيط: CNC هو اختصار لعبارة Computer Numerical Control وتستخدم هذه التقنية الأنظمة المحوسبة لتوجيه أدوات الآلات بدقة استثنائية، محولةً المواد الأولية إلى مكونات نهائية عبر عمليات قطع وحفر وتشكيل آلية. وعلى عكس التشغيل اليدوي، حيث يدير المشغلون العجلات اليدوية للتحكم في كل حركة، فإن آلات الـ CNC تتبع التعليمات الرقمية لتنفيذ العمليات المعقدة بثباتٍ ملحوظ.
يصبح معنى التحكم العددي بالحاسوب (CNC) أكثر وضوحًا عندما تفهم العملية. فبرنامج حاسوبي، مكتوب بلغة قياسية تُسمى لغة الـ G-code، يُخبر الآلة بدقة كيف تتحرك، وبأي سرعة يجب أن تدور أدوات القطع الخاصة بها، وأين بالضبط يجب إزالة المادة. والنتيجة؟ أجزاء مصنَّعة ضمن تحملات دقيقة جدًّا تصل إلى ±٠٫٠٠١ بوصة — أي ما يعادل تقريبًا واحدًا من سبعين سماكة شعرة بشرية.
يُجسِّد التصنيع باستخدام الحاسوب (CNC) الجسر بين الخيال والواقع، حيث يحوِّل الهندسة الدقيقة للتصاميم الرقمية إلى أجزاء ملموسة بدقة لا يمكن للطرق اليدوية أن تطابقها إطلاقًا.
من المخطط الرقمي إلى الواقع المادي
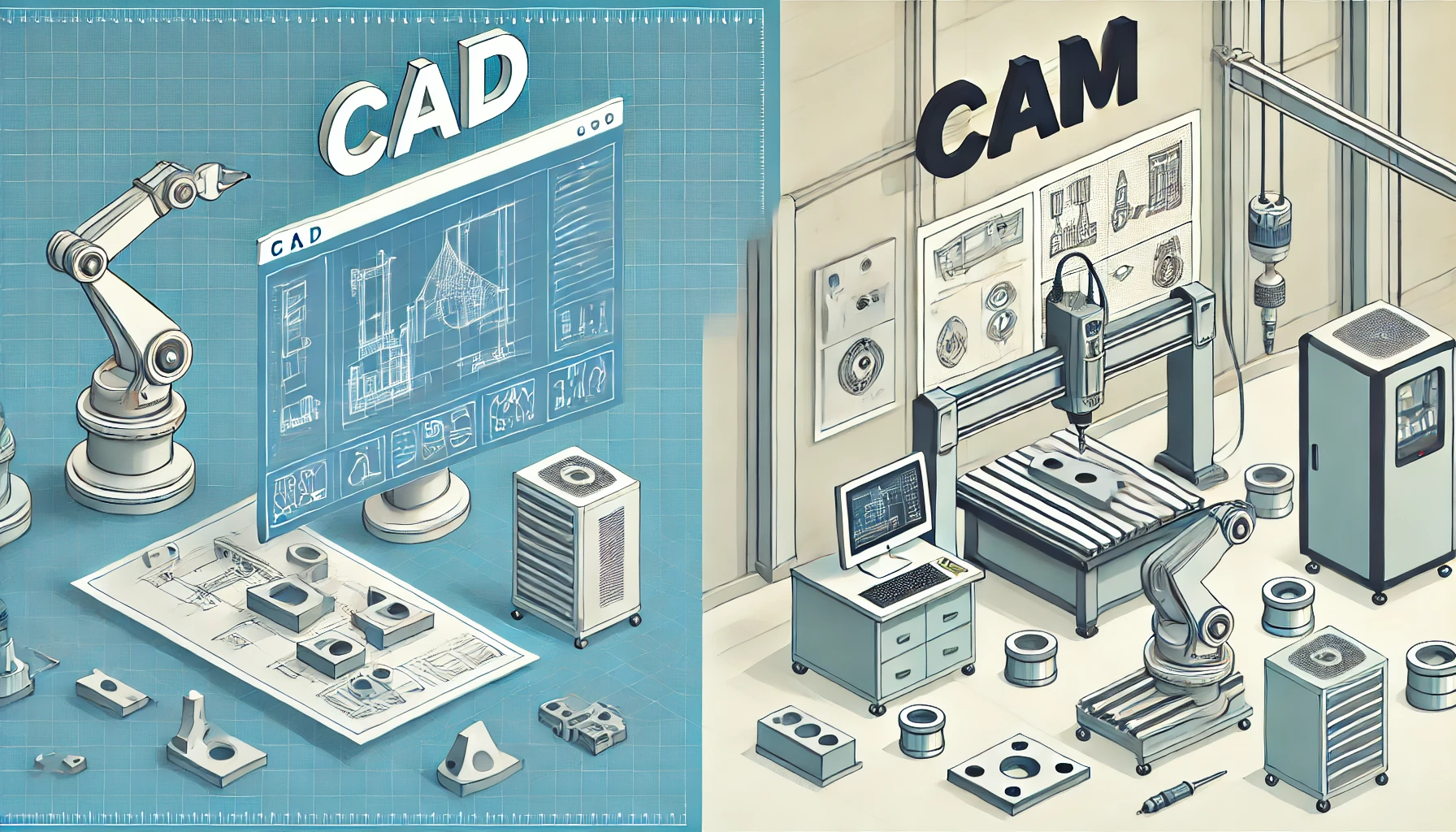
تخيَّل أنك تقوم بتصميم عنصر معقد خاص بالطيران والفضاء على حاسوبك. فكل منحنى، وكل ثقب، وكل بعد دقيق موجود كبيانات. وتُحوِّل تقنية التحكم العددي الحاسوبي (CNC) هذا المخطط الرقمي إلى واقع ملموس. ويبدأ هذه العملية برنامج تصميم بمساعدة الحاسوب (CAD)، حيث يُنشئ المهندسون نماذج ثلاثية الأبعاد تفصيلية. ثم تمر هذه النماذج عبر برنامج التصنيع بمساعدة الحاسوب (CAM)، الذي يولِّد التعليمات المحددة التي تحتاجها الآلة.
وما المقصود بـ CNC بالنسبة للعملية التصنيعية الفعلية؟ إنها تعني أداة قطع دوَّارة، توجَّهها محركات سيرفو تستجيب لأوامر الحاسوب، وتزيل المادة بشكل منهجي من بلوك صلب حتى يظهر الجزء المطلوب. وهذه الطريقة التصنيعية الطرحية تعمل مع المعادن مثل الألومنيوم والصلب والتيتانيوم، وكذلك مع البلاستيك والمواد المركبة.
ثورة التصنيع الخاضع للتحكم الحاسوبي
يساعد فهم معنى مصطلح «CNC» في توضيح سبب هيمنة هذه التكنولوجيا على الإنتاج الحديث. فمنذ مكونات المحرك في سيارتك وحتى الأدوات الجراحية المستخدمة في غرف العمليات، توجد أجزاء مُصنَّعة باستخدام أنظمة التحكم العددي الحاسوبي (CNC) في كل مكان. ويعتمد قطاع الطيران والفضاء على دقة هذه الأنظمة في تصنيع مكونات الطائرات الحرجة من حيث السلامة. كما يعتمد مصنعو الأجهزة الطبية عليها في إنتاج الغرسات التي يجب أن تناسب الجسم بدقةٍ تامة. بل حتى الإلكترونيات الاستهلاكية تحتوي على أجزاء دقيقة تُنتج عبر أنظمة التحكم العددي الحاسوبي.
ووفقًا لخبراء التصنيع، يمكن لماكينات التحكم العددي الحاسوبي (CNC) أن تعمل باستمرار وبتدخلٍ بشريٍ ضئيلٍ للغاية، ما يرفع الإنتاجية ارتفاعًا كبيرًا مع الحفاظ على ثبات الجودة. فكل جزءٍ هو في الأساس نسخةٌ طبق الأصل من الجزء السابق له — وهذه الدرجة من التكرارية تجعل الإنتاج الضخم للمكونات المعقدة ليس مجرد أمرٍ ممكنٍ فحسب، بل مجدٍ اقتصاديًّا أيضًا.
سواءً كنت مهندسًا تستكشف خيارات التصنيع، أو صاحب عمل تفكر في أساليب الإنتاج، أو حتى شخصًا فضوليًا يرغب في معرفة كيفية صنع الأشياء، فإن فهم هذه التكنولوجيا يفتح الأبواب أمام اتخاذ قرارات تصميم أكثر ذكاءً واستراتيجيات إنتاج أكثر كفاءة.

أنواع آلات التحكم العددي بالحاسوب الأساسية وقدراتها المميزة
الآن وبعد أن فهمتَ معنى التحكم العددي بالحاسوب (CNC)، فمن المرجح أنك تتساءل: أي آلةٍ بالضبط هي التي تُنتج القطع؟ فليست جميع معدات التحكم العددي بالحاسوب تعمل بنفس الطريقة. فبعضها يتميّز بإنشاء الأسطح المسطحة والجيوب المعقدة، وبعضها الآخر يتفوق في إنتاج المحاور الدائرية والمكونات الأسطوانية، بينما تتعامل أنواعٌ أخرى بكفاءة وسرعة مع الصفائح الكبيرة من المواد الأقل صلابة.
اختيار اختيار الآلة المناسبة للتحكم العددي بالحاسوب لمشروعك يؤثر تأثيرًا مباشرًا على الجودة والتكلفة ومدة التسليم. دعونا نستعرض ثلاثة أنواع أساسية ستواجهها غالبًا: آلات الطحن، والماكينات الدوارة (اللَّاثات)، وآلات التوجيه (الراوترات).
آلات الطحن وقدراتها في عمليات القطع
تُعَدّ آلة التصنيع باستخدام الحاسب الآلي (CNC) لعمليات الطحن على الأرجح أكثر الماكينات تنوعًا في مجال التصنيع الدقيق. وتستخدم هذه الآلات أدوات قطع دوارة تتحرك على طول محاور متعددة لإزالة المادة من قطعة العمل الثابتة. تخيل مثلاً جهاز حفر يمتلك القدرة على التحرك جانبيًّا وأماميًّا وخلفيًّا أثناء عملية القطع — وهذه هي عملية الطحن بأبسط صورها.
تتفوق آلات الطحن باستخدام الحاسب الآلي (CNC) في إنتاج ما يلي:
- الأسطح المسطحة والأوجه الدقيقة
- الشقوق والجيوب والقنوات
- المحيطات ثلاثية الأبعاد المعقدة والأسطح المنحوتة
- الثقوب المثقوبة والمخرشة
- ملامح التروس والهندسات المعقدة
وما الذي يجعل آلات الطحن ذات قيمة خاصة؟ إنها تتعامل مع المواد الصلبة بكفاءة استثنائية. فالفولاذ المقاوم للصدأ، والتيتانيوم، والفولاذ الصناعي المقوى، والبلاستيكات الهندسية تُصنَّع جميعها بسلاسةٍ تامةٍ على آلات الطحن باستخدام الحاسب الآلي (CNC). ووفقًا لـ الدليل الشامل من «CNC Cookbook» ، تتراوح هذه الآلات بين تكوينات أساسية ثنائية المحاور (2-axis) وأنظمة متطورة تضم خمسة محاور (5-axis) أو حتى ستة محاور (6-axis)، وهي قادرة على تصنيع القطع من أي زاوية تقريبًا.
متى يجب أن تختار الطحن؟ إذا كانت قطعتك تحتوي على أسطح مسطحة أو جيوب أو خيوط أو أشكال معقدة ثلاثية الأبعاد — وبخاصة إذا كانت مصنوعة من معادن صلبة — فإن ماكينة الطحن الرقمية (CNC) ستكون على الأرجح أفضل خيارٍ لك.
المخارط لأجزاء الدوران الدقيقة
تعمل المخرطة الرقمية (CNC) وفق مبدأ أساسي يختلف تمامًا عن الطحن. فبدلًا من تدوير أداة القطع، تقوم الماكينة بتدوير قطعة العمل بسرعة عالية بينما تشكّل أداة قطع ثابتة شكلها. ويُعد هذا النهج مثاليًا لإنتاج الأجزاء الأسطوانية أو المخروطية أو الكروية ذات التناظر الدوراني الاستثنائي.
فكّر في المكونات التالية:
- المحاور والبكرات
- الكواتم والمحامل
- الوصلات والتجهيزات الملولبة
- البكرات والعجلات
- المقابض والمقبضات المشغولة على المخرطة
تشمل عمليات المخرطة الرقمية (CNC) التشغيل (تقليل القطر)، والوجهة (إنشاء أسطح نهائية مسطحة)، والتنفيد (توسيع الثقوب الداخلية)، والتلويث، والتجويف. وتعمل معظم المخارط القياسية على محورين: حيث يتحكم المحور Z في الحركة على طول طول قطعة العمل، بينما يحرك المحور X أداة القطع نحو خط المنتصف أو بعيدًا عنه.
متى يكون استخدام المخرطة منطقيًا أكثر ما يمكن؟ في أي وقت تكون القطعة المطلوب تصنيعها دائرية أو أسطوانية في المقام الأول. فمثلاً، تتمتع عمود الدوران المستخدم في السيارات، والتجهيزات الجوية، ومكونات أنظمة السباكة، وسيقان الغرسات الطبية بفوائد السرعة والدقة التي يوفرها التصنيع باستخدام الحاسب الآلي بالقطع الدوراني (CNC Turning).
الماكينات الرقمية الخاضعة للتحكم العددي (CNC) لتصنيع المواد الأقل صلابة والأجزاء الكبيرة
إذا كنت بحاجة إلى تشغيل الخشب أو البلاستيك أو الرغوة أو المواد المركبة أو صفائح الألومنيوم، فإن استخدام ماكينة خشبية رقمية خاضعة للتحكم العددي (Wood CNC Machine) أو طاولة م-router رقمي عام الغرض غالبًا ما يكون أكثر عمليةً من استخدام الماكينة المفرزة (Mill). وتستخدم الـ Routers محركات دوران عالية السرعة ورؤوس قطع قابلة للتبديل لقص تصاميم معقدة ثنائية الأبعاد (2D) وثنائية الأبعاد ونصف (2.5D) من المواد الصفحية المسطحة.
تطبيقات الـ Router الشائعة تشمل:
- اللافتات والألواح الزخرفية
- مكونات الخزائن وأجزاء الأثاث
- الغلاف البلاستيكي للأجهزة والعروض التوضيحية
- نماذج أولية من الرغوة والتغليف
- الألواح التعريفية المصنوعة من الألومنيوم والأجزاء الإنشائية الخفيفة الوزن
تتميز آلات التصنيع باستخدام الحاسب الآلي (CNC) عادةً بمساحات عمل أكبر مقارنةً بالماكينات المفرزة (Mills)، ما يجعلها مثالية لمعالجة ألواح المواد الكاملة. كما أنها عمومًا أسرع في الإعداد والتشغيل بالنسبة لعمليات القطع البسيطة. ومع ذلك، فإنها تضحي بجزء من الدقة مقارنةً بماكينات التفريز— وهي مقايضة مقبولة تمامًا في العديد من التطبيقات.
مقارنة أنواع الماكينات لمحة سريعة
يصبح اختيار الماكينة المناسبة أسهل عند مقارنة خصائصها الأساسية جنبًا إلى جنب:
| نوع الآلة | الحركة الأساسية | أفضل المواد | التطبيقات النموذجية | مستوى الدقة |
|---|---|---|---|---|
| ماكينة الحفر CNC | يتحرك القاطع الدوار مقابل قطعة العمل الثابتة | الفولاذ، والفولاذ المقاوم للصدأ، والتيتانيوم، والألومنيوم، والبلاستيكات الصلبة | مكونات الطيران والفضاء، والقوالب، وكتل المحركات، والدعامات المعقدة | عالية جدًا (يمكن تحقيق دقة ±0.001 بوصة) |
| مخرطة CNC | تدور قطعة العمل مقابل أداة القطع الثابتة | المعادن، والبلاستيكات، والمواد المركبة ذات الشكل الأسطواني | المحاور، والتجهيزات، والبطانات، والمكونات المُخَرَّشة، والعجلات المرنة | عالية جدًا (يمكن تحقيق دقة ±0.001 بوصة) |
| ماكينة الراوتر CNC | يتحرك المغزل عالي السرعة عبر صفائح المواد المسطحة | الخشب، والبلاستيك، والرغوة، والألومنيوم، والمواد المركبة | اللافتات الإعلانية، وصناديق التخزين والتجهيزات الخشبية، والنماذج الأولية، والألواح الزخرفية، والغلاف الخارجي للأجهزة | متوسط إلى عالٍ (±0.005 بوصة كقيمة نموذجية) |
النتيجة الأساسية؟ اختر الآلة بما يتناسب مع هندسة القطعة المطلوب تصنيعها ونوع المادة المستخدمة. فآلات التصنيع باستخدام الحاسوب (CNC) تُستخدم لتصنيع الأشكال الهرمية المعقدة من المعادن الصلبة. أما المخارط فهي الخيار الأمثل عندما تكون التناظرية الدورانية عنصرًا حاسمًا. وفي المقابل، تتميز ماكينات التوجيه (Routers) بالسرعة والكفاءة الاقتصادية عند معالجة المواد اللينة أو القطع الكبيرة المسطحة. وفهم هذه الفروق يساعدك على التواصل الفعّال مع شركاء التصنيع واتخاذ قرارات مستنيرة بشأن منهجيتك الإنتاجية.
وبطبيعة الحال، فإن نوع الآلة ليس سوى عامل واحد فقط في هذه المعادلة. فعدد المحاور التي تعمل بها آلتك يؤثر تأثيرًا كبيرًا على التعقيد الهندسي الذي يمكن تحقيقه — وهي مسألة تستحق دراسةً أعمق.
شرح التصنيع متعدد المحاور: من ٣ محاور إلى ٥ محاور
يبدو الأمر معقدًا؟ إليك طريقة بسيطة للتفكير فيه: تُحدِّد المحاور عدد الاتجاهات التي يمكن أن تقترب منها أداة القطع من قطعة العمل. فكلما زاد عدد المحاور، زادت درجة الحرية في إنشاء الأشكال المعقدة — لكن ذلك يترافق أيضًا مع ازدياد التعقيد والتكلفة. ويساعدك فهم هذه التدرّجية على مطابقة قدرات الجهاز مع متطلبات قطعتك الفعلية دون إنفاق مبالغ زائدة.
سواء كنت تستكشف عمليات الطحن باستخدام الحاسب الآلي (CNC) لتصنيع دعامة بسيطة أو تفكر في التشكيـل الدوراني باستخدام الحاسب الآلي (CNC) للميزات الأسطوانية الدقيقة ، فإن عدد المحاور يؤثِّر جوهريًّا في ما هو ممكن تنفيذه.
فهم أساس حركة المحاور X وY وZ
تصوَّر نظام الإحداثيات القياسي الذي تعلمته في صف الرياضيات: حيث يمتد محور X من اليسار إلى اليمين، ومحور Y من الأمام إلى الخلف، ومحور Z من الأسفل إلى الأعلى. ويعمل جهاز الطحن باستخدام الحاسب الآلي ذي الثلاثة محاور على طول هذه الاتجاهات الخطية الثلاثة فقط — لا أكثر ولا أقل.
عند تشغيل عملية ثلاثية المحاور، يتحرك أداة القطع عبر هذه المستويات بينما يبقى قطعة العمل ثابتة على الطاولة. ووفقًا لدليل التشغيل الآلي من شركة فيكتيف (Fictiv)، فإن هذا التكوين ممتاز للمهام المباشرة: مثل قص الحواف الحادة، وحفر الثقوب، والتنميق (التوسيع)، وطحن الأخاديد، وإنشاء الأسطح المسطحة.
ما الذي يمكن إنتاجه فعليًّا على ماكينة ثلاثية المحاور؟
- الألواح المسطحة والأسطح المستوية
- الدعامات البسيطة ولوحات التثبيت
- الثقوب المحفورة والمُخَرَّشة المحاذية لأحد المحاور
- الجيوب والقنوات الأساسية
- المكونات الميكانيكية البسيطة المستخدمة في أنظمة الأتمتة
وما هو القيد المفروض؟ إن أداة القطع لا يمكنها الاقتراب إلا من الأعلى فقط. أما أي عنصر موجود على جوانب القطعة أو أسفلها فيتطلب إعادة تثبيت قطعة العمل يدويًّا — مما يزيد من وقت الإعداد ويعرّض الدقة للانحرافات المحتملة في المحاذاة. ولذلك، تفشل ماكينات الطحن باستخدام التحكم العددي الحاسوبي ثلاثية المحاور في إنجاز القطع التي تحتوي على انخفاضات جانبية (Undercuts)، أو أسطح منحنية، أو عناصر بزوايا مركبة.
إضافة القدرة على الدوران باستخدام التشغيل الآلي رباعي المحاور
تصوَّر أن قطعة العمل الخاصة بك يمكن أن تدور بينما يعمل أداة القطع. وهذا بالضبط ما توفره آلة ذات 4 محاور. فالمحور الرابع—والذي يُسمى عادةً المحور A—يُضيف دورانًا حول المحور X، مما يمكِّن الآلة من الوصول إلى عدة جوانب من القطعة دون الحاجة إلى إعادة وضعها يدويًّا.
وتتيح هذه القدرة الإضافية على الدوران إمكانية تصنيع أشكال هندسية كانت تتطلب في غير ذلك إعدادات متعددة. ملاحظات كتاب وصفات التحكم العددي الحاسوبي (CNC Cookbook) أن المصانع التي تستخدم معدات ذات 4 محاور يمكنها إنشاء ميزات مائلة، وأقواس، ولولبات، وملامح معقدة ضمن تثبيت واحد— مما يقلل وقت الإنتاج بشكل كبير.
وتعمل مخرطة التحكم العددي الحاسوبي (CNC) وفق مبادئ مماثلة، حيث تدور قطعة العمل مقابل أدوات قطع ثابتة. ومع ذلك، فإن التشغيل بالطحن باستخدام مخارط التحكم العددي الحاسوبي المخصصة ذات 4 محاور يضيف هذه الوظيفة الدورانية إلى منصة الطحن، مجتمعةً بين أفضل ما في كلا النوعين لتطبيقات معينة.
ومن الأجزاء التي تصلح تمامًا للتشغيل بالآلات ذات 4 محاور:
- الميزات الأسطوانية التي تتطلب تشغيلاً جانبيًّا
- الأنماط اللولبية والأخاديد الحلزونية
- أجزاء الكامات والملفات ذات الملفات غير المركزية
- الأجزاء ذات الفتحات أو التقطيعات على جوانب متعددة
- النقوش الدقيقة المحيطة بالأسطح المنحنية
ما الثمن المدفوع مقابل ذلك؟ إن آلات التشغيل ذات المحاور الأربعة تكلّف أكثر من نظيراتها ذات المحاور الثلاثة، كما يصبح برمجتها أكثر تعقيدًا. وللمشاريع البسيطة أو الميزانيات المحدودة، قد لا تبرر القدرات الإضافية الاستثمارَ المطلوب.
عندما يتطلب جزؤك حرية الحركة الخمسية المحورية
يمثّل التصنيع باستخدام ماكينات التفريز الرقمي الخمسية المحور أقصى درجات المرونة في عمليات التصنيع بالخفض. وتضيف هذه الماكينات محورًا دورانيًّا ثانٍيًا — وعادةً ما يكون المحور C الذي يدور حول المحور Z — مما يمكن أداة القطع من الاقتراب من قطعة العمل من أي زاوية تقريبًا.
ولماذا يهم هذا الأمر؟ أصبح تنفيذ الأسطح المعقدة المنحنية، والزوايا المركبة، والهندسات الدقيقة ممكنًا في إعداد واحد فقط. وتظل أداة القطع في أفضل اتجاه لها طوال العملية، ما يُنتج تشطيبات سطحية فائقة الجودة ومقاييس تحمل أدق للأجزاء عالية المتطلبات.
ووفقًا لمتخصصي التصنيع، فإن آلات الخمسة محاور تُعالج خمسة أوجه مختلفة من القطعة في وقتٍ واحدٍ، وذلك حسب درجة تعقيد التصميم. وهذه القدرة تُعتبر ضروريةً في الصناعات التي تتطلب دقةً هندسيةً عاليةً تتجاوز الحدود التقليدية.
القطع التي تتطلب فعلاً حرية الحركة على خمسة محاور:
- شفرات التوربينات ذات الملامح الهوائية المعقدة
- المكونات الهيكلية للطيران
- تجميعات هيكل السيارات المعقدة
- الغرسات الطبية ذات الأشكال العضوية
- المراوح الدوارة (Impellers) وعلب المضخات
- تجويفات القوالب ذات الانحناءات العميقة تحت السطح
تشمل عمليات التشغيل بالماكينات الرقمية (CNC) على المخارط معالجة الأجزاء الدوّارة بكفاءةٍ عاليةٍ، ولكن عندما يجمع التصميم بين سمات تشبه تلك الناتجة عن عملية الخراطة مع أسطح معقَّدة يتم تشغيلها بالطحن، فإن الطحن على خمسة محاور غالبًا ما يكون الحل العملي الوحيد.
موازنة القدرة الإنتاجية مقابل التكلفة
زيادة عدد المحاور تعني دائمًا زيادة في التكلفة — سواءً من حيث استثمار الآلة نفسها أو تكلفة إنتاج كل قطعة. وفهم هذه العلاقة يساعدك على تحديد المواصفات الدقيقة التي يحتاجها مشروعك دون دفع ثمن قدرات غير مستخدمة.
تظل الآلات ثلاثية المحاور الخيار الأكثر اقتصاديةً للأجزاء ذات الأشكال الهندسية البسيطة. فهي أسهل في البرمجة، وأبسط في التشغيل، ومتوفرة على نطاق واسع. وإذا أمكن إنجاز قطعتك في إعداد واحد أو اثنين مع إعادة ترتيب بسيطة، فإن الحل ثلاثي المحاور غالبًا ما يوفّر أفضل قيمة.
تُشكّل المعدات رباعية المحاور حلًّا عمليًّا متوازنًا. فالمحور الدوراني الإضافي يقلّل من عدد مراحل الإعداد للقطع متوسطة التعقيد، ما يحسّن الدقة عبر التخلّص من إعادة الترتيب اليدوي بين العمليات. ولأغراض الإنتاج متوسطة الحجم التي تتضمّن عناصر على جوانب متعددة، فإن تركيبات التحكم العددي بالحاسوب (CNC) للخراطة والطحن رباعية المحاور غالبًا ما تكون معقولة اقتصاديًّا.
تتطلب آلات الخمسة محاور أسعارًا مرتفعة، لكنها تُقدِّم قدراتٍ لا مثيل لها. ويتطلَّب برمجة أنظمة التصميم بمساعدة الحاسوب (CAD) والتصنيع بمساعدة الحاسوب (CAM) تعقيدًا كبيرًا، كما أن وجود مشغِّلين مهرةٍ أمرٌ بالغ الأهمية. ومع ذلك، فإن التشغيل الآلي الخماسي المحاور يُعدُّ في كثير من الأحيان الخيار الوحيد الممكن لأجزاء الطيران عالية الدقة، أو الأجهزة الطبية، أو أي جزءٍ يحتوي على ملامح ثلاثية الأبعاد معقَّدة حقًّا، بل وقد يقلِّل فعليًّا التكلفة الإجمالية عبر إلغاء عمليات التثبيت المتعددة والعمليات الثانوية.
النتيجة النهائية؟ اختر عدد المحاور بما يتناسب مع هندسة الجزء. فلا تدفع مقابل القدرة الخماسية المحاور إذا كان التشغيل الثلاثي المحاور كافيًا لأداء المهمة، ولكن لا تُجبر جزءًا معقَّدًا على العمل على معدات غير كافية أيضًا. ويمكن لشريكك في التصنيع مساعدتك في تقييم التكوين الذي يوفِّر أفضل توليفة من الجودة والسرعة والتكلفة وفقًا لمتطلباتك المحددة.
الرحلة الكاملة من التصميم الرقمي إلى الجزء المشغَّل ميكانيكيًّا
لقد اخترت نوع الماكينة الخاصة بك وحددت تكوين المحاور الذي تتطلبه هندستك. والآن تأتي المسألة التي تُربك العديد من المبتدئين لأول مرة: كيف يتحول ملف التصميم بالضبط إلى عنصر معدني جاهز؟ والإجابة تتطلب سلسلةً من العمليات المنسَّقة بدقة، تحوِّل البيانات الرقمية التجريدية إلى واقعٍ ماديٍ دقيق.
إن فهم هذه العملية أمرٌ بالغ الأهمية سواء كنت تبرمج معدات التحكم العددي باستخدام الحاسوب (CNC) بنفسك أو تعمل مع شريك تصنيعي. فمعرفة ما يحدث في كل مرحلة تساعدك على إعداد ملفات أكثر جاهزية، والتواصل بشكل أكثر فعالية، والتنبؤ بالمشكلات المحتملة قبل أن تتحول إلى مشكلات مكلفة.
دعنا نستعرض العملية الكاملة من الفكرة الأولية حتى القطعة المشغولة:
- إنشاء التصميم باستخدام برامج التصميم بمساعدة الحاسوب (CAD) – بناء النموذج ثلاثي الأبعاد الرقمي
- برمجة CAM – توليد مسارات الأدوات وتعليمات التشغيل للماكينة
- معالجة ملفات G-code بعد التوليد – إنشاء الأوامر الخاصة بكل ماكينة على حدة
- إعداد الجهاز – تجهيز المعدات والأدوات وقطعة العمل
- عملية التشغيل الآلي – تنفيذ البرنامج لقطع المادة
- المعالجة ما بعد الصب والتفتيش – الإنجاز والتحقق من الجودة
عملية تحويل التصميم من برامج التصميم بمساعدة الحاسوب إلى برامج التصنيع بمساعدة الحاسوب
يبدأ كل شيء باستخدام برامج التصميم بمساعدة الحاسوب. وتتيح برامج مثل SolidWorks وFusion 360 وInventor للمهندسين إنشاء نماذج ثلاثية الأبعاد مفصلة تُجسِّد كل البُعد، والثقوب، والمنحنيات، والأسطح الخاصة بالقطعة المُراد تصنيعها. ويُعتبر هذا النموذج الرقمي المرجع الوحيد الموثوق به لكل ما يليه.
ولكن هناك أمرٌ لا يدركه الكثيرون: إن جهاز التحكم العددي المحوسب (CNC) لا يمكنه قراءة ملفات التصميم بمساعدة الحاسوب (CAD) مباشرةً. ووفقاً للدليل الإرشادي الخاص بإعداد عمليات التصنيع لدى شركة JLC CNC، يجب تصدير التصميم إلى صيغة متوافقة — عادةً ما تكون صيغتا STEP أو IGES — قبل أن يُمكن المضي قدماً في عملية التصنيع. وهذه الصيغ المحايدة تحافظ على الدقة الهندسية، كما تسمح لأنظمة البرمجيات المختلفة بالتواصل مع بعضها البعض.
ما هي برمجة التحكم العددي بالحاسوب (CNC) في جوهرها؟ إنها عملية تحويل نموذجك ثلاثي الأبعاد إلى تعليمات آلية محددة. ويتم ذلك في برامج التصنيع بمساعدة الحاسوب (CAM)، حيث تحدث المعجزة الحقيقية في برمجة عمليات التحكم العددي بالحاسوب.
داخل برنامج التصنيع بمساعدة الحاسوب (CAM)، ستفعل ما يلي:
- استيراد هندسة النموذج ثلاثي الأبعاد (CAD)
- تحديد أبعاد ونوع المادة الخام المستخدمة
- اختيار أدوات القطع المناسبة
- تحديد معاملات القطع (السرعات، ومعدلات التغذية، وأعماق القطع)
- توليد مسارات الأدوات التي تزيل المادة بكفاءة
- محاكاة العملية للتحقق من دقتها
تقوم أدوات التصنيع بمساعدة الحاسوب (CAM) الشهيرة مثل Mastercam وFusion 360 وSolidCAM تلقائيًا بحساب أكثر مسارات القطع كفاءة استنادًا إلى المدخلات التي تُقدّمها. ويأخذ البرنامج في الاعتبار عوامل مثل قطر الأداة وصلادة المادة والتشطيب السطحي المطلوب لتحسين كل حركة.
من أوامر رمز G إلى المكونات المُصنَّعة نهائيًّا
بمجرد تحديد مسارات الأدوات، تقوم برامج التصنيع بتشغيلها عبر معالج ما بعد المعالجة (Post-processor)، وهو عبارة عن مُترجِمٍ يحوّل بيانات مسارات الأدوات العامة إلى اللغة المحددة التي يفهمها جهازك. ويُسمى هذا الناتج «كود G»، وهو ما تقرأه معدات التشغيل فعليًّا سطرًا بسطر أثناء التشغيل.
كيف يبدو كود G؟ وفقًا لـ دليل أساسيات البرمجة من شركة ديفوسكو للإمدادات الصناعية ، يمثل كل سطر إجراءً محدَّدًا. وتتحكم أوامر G في تحديد الموضع والحركة: فعلى سبيل المثال، يقوم الأمر G00 بنقل الأداة بسرعة إلى موضع معين، بينما يقوم الأمر G01 بإنشاء قطع مستقيمة بمعدل تغذية مضبوط، أما الأمران G02/G03 فيُستخدمان لعمل أقواس ودوائر. أما أوامر M فهي تتحكم في الوظائف المساعدة مثل تشغيل المحور الرئيسي (M03)، أو تفعيل سائل التبريد (M08)، أو إنهاء البرنامج (M30).
وفيما يلي مثالٌ مبسَّطٌ لما قد يتضمَّنه برنامج جهاز التحكم العددي المحوسب (CNC):
- G21 – تعيين وحدات القياس بالمترية
- G90 – استخدام نظام التموضع المطلق
- M03 S3000 – تشغيل المحور الرئيسي عند ٣٠٠٠ دورة في الدقيقة
- G00 X10 Y10 – الانتقال السريع إلى وضع البدء
- G01 Z-5 F100 – القطع بعمق ٥ مم بمعدل ١٠٠ مم/دقيقة
- M05 – إيقاف المحور الدوار
- M30 – إنهاء البرنامج
لستَ بحاجةٍ إلى حفظ كل رمزٍ عن ظهر قلب للعمل مع شركاء التصنيع باستخدام الحاسب الآلي (CNC). ومع ذلك، فإن فهم هذه المبادئ الأساسية يساعدك في تشخيص المشكلات، وتفسير سلوك الآلة، والتواصل بشكل أكثر فعاليةً بشأن مشاريعك.
إعداد التشغيل والتشغيل الفعلي للآلة
وبعد أن يكون رمز G-code جاهزًا، تتحول التركيز إلى الآلة الفيزيائية. ويشمل الإعداد عدة خطوات حرجة تؤثر مباشرةً على دقة القطعة المصنّعة:
التثبيت تثبيت المادة الأولية بإحكامٍ في مكانها. وتمنع الماسكات (المحازيم)، والمشابك، والأدوات التثبيتية، وأسطح الطاولات المفرغة أي حركةٍ أثناء عملية القطع — إذ يؤدي أي انزياحٍ أثناء التشغيل إلى تلف القطعة. ويعتمد أسلوب التثبيت على هندسة القطعة، ونوع المادة، والقوى المؤثرة أثناء عملية القطع.
اختيار الأداة وتركيبها يضمن تحميل أدوات القطع المناسبة في المواضع الصحيحة. فتُستخدم أدوات التفريز النهائية (End mills) والمثاقب (drills) والملوّثات (taps) وأدوات القطع الخاصة (specialty cutters) كلٌّ منها في أغراض محددة. ويمكن للآلات الحديثة المزودة بأنظمة تغيير الأدوات الآلية (automatic tool changers) التبديل بين عشرات الأدوات خلال عملية واحدة.
إعداد نقطة الصفر يُبلغ الآلة بدقة بموقع قطعة العمل لديك. ويقوم المشغلون، باستخدام أجهزة تحديد الحواف (edge finders) أو مجسات اللمس (touch probes)، بتعيين نقطة الصفر للعمل (work zero)— وهي النقطة المرجعية التي يتوافق معها X0 وY0 وZ0 مع زاوية محددة أو سمة معينة في مادتك. وتشير كل حركة مبرمجة إلى هذه النقطة.
وقبل بدء عملية القطع، يقوم المشغلون ذوو الخبرة بتشغيل عمليات محاكاة واختبارات جافة (dry runs). ويتحققون بصريًّا من مسارات الأدوات، ويبحثون عن احتمالات الاصطدام، وغالبًا ما يبدأون أولى عمليات القطع بمعدلات تغذية منخفضة. ويمنع هذا النهج الدقيق حدوث حوادث قد تتسبب في إتلاف المعدات باهظة الثمن أو تدمير قطع العمل.
عملية التشغيل بالآلات وما بعدها
وبمجرد التأكد من إتمام الإعداد، تبدأ عملية التشغيل الفعلية. وتقرأ الآلة أوامر رمز G بشكل تسلسلي، وتنفّذ كل حركة بدقة تُقاس بألف جزء من البوصة. وتدور أدوات القطع بسرعات مبرمجة، بينما يتدفق سائل التبريد لإدارة الحرارة وإزالة الر Chips، ويتم إزالة المادة بطريقة منهجية حتى يظهر الجزء المطلوب من المادة الخام.
وقد تشمل العمليات، اعتمادًا على درجة التعقيد:
- مرور عمليات التخشين لإزالة كمية كبيرة من المادة بسرعة
- مرور عمليات التصنيع النهائي للوصول إلى الأبعاد النهائية وجودة السطح المطلوبة
- الحفر والتشعيب لعمل الثقوب ذات الخيوط
- تسطيح الحواف (Chamfering) وإزالة الحواف الحادة (Deburring)
وبعد اكتمال عملية التشغيل، تتطلب الأجزاء عادةً معالجة لاحقة. وقد تشمل هذه المعالجة فك الأجزاء من التثبيتات، وتنظيفها من سوائل القطع، وإزالة الحواف الحادة، والتحقق من أبعادها مقابل المواصفات المحددة. وحسب المتطلبات، قد تلي ذلك عمليات ثانوية مثل المعالجة الحرارية، أو التشطيب السطحي، أو التجميع.
تمثل سلسلة العمل الكاملة — من تصميم النماذج باستخدام برامج التصميم بمساعدة الحاسوب (CAD) وحتى الجزء المُنتَج النهائي — سلسلةً مترابطةً بلا انقطاع، حيث يُبنى كل خطوةٍ على ما سبقها. ويساعد فهم هذه العملية في إدراك سبب أهمية جودة الملفات، وسبب تأثير التحملات (Tolerances) في التكلفة، وكذلك سبب كون التعاون مع شركاء تصنيع ذوي خبرةٍ فارقًا حقيقيًّا في النتائج النهائية.
وبالحديث عن المواد، فإن سلسلة العمل التي غطّيناها للتو تنطبق بغض النظر عمّا إذا كنت تُقطِّع الألومنيوم أو الفولاذ أو التيتانيوم أو البلاستيكيات الهندسية. ومع ذلك، فإن اختيار المادة يؤثِّر تأثيرًا كبيرًا في كل جانبٍ من جوانب هذه العملية — وهي مسألةٌ تستحق استكشافًا تفصيليًّا خاصًّا بها.
دليل اختيار المواد لآلات التحكم العددي بالحاسوب (CNC) للمعادن والبلاستيكيات
لقد حددت بالفعل سلسلة عملك وفهمت أي تكوين آلي يناسب هندسة قطعتك. لكن إليك سؤالًا يشكِّل أساس كل قرارٍ آخر: ما هي المادة التي ستُصنع منها قطعتك؟ فالإجابة تؤثر في قابلية التشغيل الآلي، والتكلفة، والأداء، بل وحتى في الخيارات المتاحة للتشطيب النهائي.
يمكن لآلات التصنيع باستخدام الحاسب الآلي المعدنية معالجة كل شيء، بدءًا من الألومنيوم اللين ووصولًا إلى التيتانيوم عالي الجودة المستخدم في صناعة الطيران والفضاء. وتتفاوت معايير قطع المعادن واختيار الأدوات وأوقات الدورة تفاوتًا كبيرًا تبعًا لنوع المادة الخام المستخدمة. وبالمثل، فإن البلاستيكيات الهندسية توفر مزايا فريدة — لكن كل نوع منها يتصرف بشكل مختلف تحت أداة القطع. ولنتناول خياراتك بشكل منهجي.
المعادن من الألومنيوم إلى التيتانيوم
عندما تفكر في تطبيقات التصنيع باستخدام الحاسب الآلي للمعادن، فإن سبائك الألومنيوم تكون عادةً أول ما يخطر على بالك — ولسبب وجيه. ووفقًا لدليل اختيار المواد من شركة Hubs، فإن الألومنيوم يتمتع بنسبة ممتازة بين القوة والوزن، وموصلية حرارية وكهربائية عالية، وحماية طبيعية ضد التآكل. كما أنه سهل جدًّا في التشغيل، ما يجعله الخيار الأكثر اقتصادية في العديد من التطبيقات.
وفي نطاق عائلة الألومنيوم، ستواجه عدة درجات شائعة:
- ألمنيوم 6061 — الدرجة متعددة الأغراض، وهي تعمل بكفاءة عالية وتتميز بسهولة التشغيل واللحام
- ألمنيوم 7075 — الدرجة الخاصة بالطيران والفضاء، ذات مقاومة أعلى، ويمكن تقويتها حراريًّا لتصل صلابتها إلى ما يعادل صلابة الفولاذ
- الألومنيوم 5083 – مقاومة ممتازة لمياه البحر للتطبيقات البحرية والبناء
أجزاء الصلب المصنَّعة باستخدام ماكينات التحكم العددي (CNC) تُقدِّم أداءً متميزًا عندما تكون القوة والمتانة هما العاملان الأهم. وتتميَّز الفولاذات اللينة مثل 1018 و1045 بسهولة تشغيلها على الآلات، كما تقبل اللحام بسلاسة — وهي بذلك مثالية لتصنيع التثبيتات والأدوات التوجيهية والمكونات الإنشائية. أما الفولاذات السبائكية مثل 4140 و4340 فتوفر صلادة ومقاومة تآكل أعلى بعد المعالجة الحرارية، مما يجعلها مناسبة لتصنيع التروس والمحاور والأجزاء الميكانيكية الخاضعة لأحمال شديدة.
وتُضفي الفولاذات المقاومة للصدأ خاصية مقاومة التآكل في المعادلة. وتتعامل الدرجة 304 بشكل ممتاز مع معظم الظروف البيئية، بينما تتحمّل الدرجة 316 مياه البحر والمواد الكيميائية القاسية. أما الفولاذ المقاوم للصدأ من النوع 17-4 PH فيمكن ترسيبه (Precipitation Hardening) ليصل إلى مستويات استثنائية من القوة — وهو ما يجعله مثاليًا لمكونات التوربينات والأدوات الطبية.
ويجدر بالإشارة إلى النحاس الأصفر نظرًا لملاءمته للتطبيقات الكهربائية والزخرفية. وفقًا لـ تحليل شركة إلكون بريسيجن للمواد النحاس الأصفر C36000 يوفّر قابلية ممتازة للتشغيل الآلي ومقاومة طبيعية للتآكل، ما يجعله مثاليًّا لتصنيع التوصيلات الكهربائية ذات الإنتاج العالي والأجهزة المعمارية.
وفي الطرف الأعلى من الفئة السعرية، يقدّم التيتانيوم نسبة استثنائية بين القوة والوزن مع مقاومة تآكل ممتازة. وتتطلّب مكوّنات قطاع الطيران، والغرسات الطبية، وأجزاء سباقات السيارات عالية الأداء عادةً استخدام التيتانيوم، على الرغم من تكلفة هذا المعدن المرتفعة. وتجدر الإشارة إلى أن التيتانيوم يتميّز بتوصيل حراري منخفض، ما يجعل تشغيله أكثر صعوبةً؛ ولذلك فإن استخدام أدوات وأساليب تشغيل متخصصةٍ أمرٌ ضروريٌّ.
البلاستيك الهندسي للتطبيقات المتخصصة
وعندما يتطلّب مشروعك وزنًا أخفَّ، أو مقاومة كيميائية أعلى، أو عزلًا كهربائيًّا، فإن البلاستيكيات الهندسية غالبًا ما تتفوّق على المعادن في الأداء. ووفقًا لدليل اختيار البلاستيكيات الصادر عن شركة «كوماكوت»، فإن البلاستيكيات تتميّز عمومًا بقابلية أفضل للتشغيل الآلي مقارنةً بالمعادن، وذلك بسبب انخفاض صلابتها وكثافتها، ما يستلزم قوة قطع أقل ويقلّل من تآكل الأدوات.
وفيما يلي قائمة بأكثر أنواع البلاستيكيات التي ستواجهها تكرارًا:
- ABS – خصائص ميكانيكية جيدة، ومقاومة تصادمية ممتازة، وهي مثالية لتصنيع النماذج الأولية قبل الحقن بالبلاستيك
- ديلرين (POM) – أعلى قابلية للتشغيل بين البلاستيكيات، واستقرار أبعادي استثنائي، ومعامل احتكاك منخفض
- النيلون (PA) – مقاومة تآكل ممتازة وتوافق كيميائي جيد، رغم حساسيتها لامتصاص الرطوبة
- (بيك) – بلاستيك حراري عالي الأداء يمكنه أن يحل محل المعادن في التطبيقات الصعبة، بما في ذلك الاستخدامات الطبية
- البوليكربونات – مقاومة تصادمية استثنائية مع وضوح بصري ممتاز، وهي مثالية للأغطية الواقية والشاشات
- PTFE (تفلون) – أقل معامل احتكاك بين جميع المواد الصلبة، ومقاومة كيميائية وحرارية ممتازة
تتعامل المخارط المعدنية بكفاءة مع المكونات البلاستيكية الأسطوانية، بينما تُعالج مراكز التشغيل بالطحن الأشكال الهندسية البلاستيكية المعقدة. أما العامل الحاسم فهو إدارة الحرارة؛ إذ قد تذوب بعض البلاستيكيات أو تشوه تحت درجات الحرارة العالية الناتجة عن عمليات القطع، مما يتطلب تعديل سرعات التغذية ومعدلات القطع.
مقارنة المواد لمحة واحدة
ويصبح اختيار المادة المناسبة أكثر وضوحًا عند مقارنة الخصائص الأساسية جنبًا إلى جنب:
| فئة المادة | الخصائص الرئيسية | التطبيقات الشائعة | تصنيف القابلية للتشغيل الآلي |
|---|---|---|---|
| سبائك الألومنيوم | خفيف الوزن، مقاوم للتآكل، وتوصيل حراري ممتاز | هياكل الطيران والفضاء، مشتّتات الحرارة، الإلكترونيات الاستهلاكية، ألواح السيارات | ممتاز |
| فولاذ رقيق/سبائكي | عالية القوة، متينة، قابلة للتصنيع الحراري، قابلة لللحام | أجزاء الماكينات، التروس، المحاور، المكونات الإنشائية | جيد إلى معتدل |
| الفولاذ المقاوم للصدأ | مقاومة للتآكل، عالية القوة، قابلة للصقل | الأجهزة الطبية، معالجة الأغذية، الأجهزة البحرية، الأدوات الجراحية | معتدلة |
| النحاس | توصيل كهربائي ممتاز، تشطيب زخرفي، احتكاك منخفض | موصلات كهربائية، تجهيزات السباكة، الآلات الموسيقية | ممتاز |
| التيتانيوم | نسبة استثنائية بين القوة والوزن، وملائمة حيويًّا، ومقاومة تمامًا للتآكل | مكونات الطيران والفضاء، الغرسات الطبية، أجزاء سباقات السيارات | مهمة صعبة |
| بلاستيك ABS | مقاومة للتأثير، خفيفة الوزن، فعالة من حيث التكلفة | نماذج أولية، أغلفة، منتجات استهلاكية | ممتاز |
| ديلرين (POM) | مستقرة أبعاديًّا، منخفضة الاحتكاك، مقاومة للرطوبة | ترس، محامل، آليات دقيقة، مكونات آمنة للاستخدام في الأغذية | ممتاز |
| (بيك) | مقاومة عالية لدرجات الحرارة، خاملة كيميائيًّا، وقوية بما يكفي لاستبدال المعادن | غرسات طبية، أختام لقطاع الطيران والفضاء، مكونات أشباه الموصلات | جيد |
اتخاذ قرارك بشأن المادة
كيف تختار؟ ابدأ بتحديد متطلباتك: هل يحتاج جزؤك إلى تحمل أحمال عالية؟ قد لا يكفي الألومنيوم — فكر في الفولاذ أو التيتانيوم. وهل سيتعرَّض الجزء لبيئات مسببة للتآكل؟ ربما يكون الفولاذ المقاوم للصدأ أو مادة PEEK ضروريَّين. وهل يُعد الوزن عاملًا حاسمًا؟ من المرجح أن يتفوَّق الألومنيوم أو البلاستيكيات الهندسية في هذه الحالة.
وتلعب التكلفة دورًا أيضًا. فتكلفة أجزاء التيتانيوم أعلى بكثير من نظيراتها المصنوعة من الألومنيوم — ليس فقط من حيث المواد الخام، بل أيضًا بسبب أوقات التشغيل الأطول والأدوات المتخصصة المطلوبة. أما بالنسبة للنماذج الأولية أو التطبيقات الحساسة من حيث التكلفة، فإن اختيار المعدن في عمليات التصنيع باستخدام الحاسب الآلي (CNC) غالبًا ما يميل إلى سبائك الألومنيوم 6061، التي توفر أداءً ممتازًا بأسعار اقتصادية.
النتيجة المستخلصة؟ قم بمطابقة خصائص المادة مع متطلبات تطبيقك، ثم ضع في الاعتبار سهولة التشغيل الآلي والقيود المفروضة على الميزانية. ويمكن لشريكك في التصنيع مساعدتك في تقييم المفاضلات واقتراح بدائل ربما لم تكن قد فكرت فيها من قبل.
وبطبيعة الحال، يُشكِّل اختيار المادة المناسبة جزءًا فقط من المعادلة. فالمواصفات الدقيقة التي تحددها — ولا سيما التسامحات — تؤثر تأثيرًا مباشرًا على تعقيد عملية التصنيع والتكلفة النهائية.
فهم التسامحات والدقة في التصنيع باستخدام الحاسب الآلي (CNC)
لقد اخترت مادتك وتفهم سير عمل التشغيل الآلي. لكن إليك سؤالًا يؤثر تأثيرًا مباشرًا على ما إذا كانت القطعة المصنَّعة ناجحةً فعليًّا أم لا: ما مدى الدقة المطلوبة حقًّا لهذه القطعة؟ والإجابة تكمن في فهم مفهوم التسامحات — أي الحدود المسموح بها للتغير والتي تحدد ما إذا كانت مكوناتك تناسب بعضها بعضاً، وتؤدي وظيفتها، وأداءها كما هو مقصود.
فكّر في الأمر بهذه الطريقة: لا تُنتج أي عملية تصنيع أبعادًا مثالية تمامًا. فكل قطعٍ، وكل مرور لأداة التصنيع يُحدث تباينات دقيقة جدًّا. ويقرّ تعريف «التسامح» في مجال التشغيل الآلي بهذه الحقيقة من خلال تحديد مدى الانحراف المسموح به عن القياس المثالي. وإذا أخطأت في تحديد هذه المواصفة، فقد تدفع أكثر من اللازم مقابل دقة غير ضرورية، أو تتلقّى أجزاءً لا يمكن تركيبها بشكل سليم.
إن فهم معنى التشغيل الآلي في سياق الدقة يساعدك على التواصل بفعالية بشأن المتطلبات ووضع توقعات واقعية لمشاريعك.
المتطلبات القياسية مقابل متطلبات التسامح الضيق
ما الذي يُعتبر «قياسيًّا» مقابل «ضيق التسامح» في تشغيل CNC الدقيق؟ وفقًا لـ Absolute Machining وتتراوح التحملات القياسية في التشغيل الآلي عادةً بين ±0.005 بوصة و±0.001 بوصة. وتندرج معظم أجزاء التشغيل الآلي العامة بسهولة ضمن هذه النطاقات — مثل الدعامات، والغلاف الخارجي، والأغطية، والمكونات الإنشائية التي تتطلب تركيبًا دقيقًا، لكن الدقة هنا ليست بالغة الأهمية لجزء من الألف من البوصة.
ويشير التشغيل الآلي ذي التحملات الضيقة إلى الأبعاد المُحتفظ بها ضمن ±0.0005 بوصة أو أفضل من ذلك. وللتوضيح، فإن هذا يعادل تقريبًا عُشر سماكة شعرة بشرية. وبعض التطبيقات عالية الجودة تذهب أبعد من ذلك: فوفقًا لمتخصصي القطاع، يمكن للعمل الدقيق أن يحقق تحملًا قدره ±0.0002 بوصة في ميزات مثل الثقوب المصممة للتركيب بالضغط أو الأسطح الحرجة الخاصة بالمحاذاة.
متى تحتاج فعليًّا إلى تحملات ضيقة؟ خذ هذه السيناريوهات في الاعتبار:
- الأسطح المتداخلة — الأجزاء التي يجب أن تترابط معًا بدقة، مثل غلاف المحامل أو دبابيس المحاذاة
- تطبيقات الإحكام (الإغلاق) — المكونات التي لا يجوز فيها حدوث أي تسرب للسوائل أو الغازات
- التجميعات الدوارة — العمود والثقوب التي يؤثر انحرافها الدوراني (Runout) على الأداء
- المكونات الحرجة للسلامة — التطبيقات الجوية والفضائية، أو الطبية، أو الدفاعية التي لا تسمح بأي هامش للخطأ أو الفشل
هذه هي الحقيقة العملية: تحديد تسامحات أضيق مما تتطلبه تطبيقك يُهدر المال دون إضافة أي فائدة وظيفية. فالقطعة المعدنية (الدعامة) التي تُثبَّت على الجدار لا تحتاج إلى دقة على مستوى صناعة الفضاء الجوي. وفهم هذه الفروق يساعدك في تحسين كلٍّ من التكلفة والأداء معًا.
كيف تؤثر مواصفات الدقة على مشروعك
لماذا تؤثر ضيق التسامحات تأثيرًا كبيرًا على ميزانيتك؟ وفقًا لدليل التسامحات الخاص بشركة «فاكتورم»، فإن تشديد التسامحات يؤدي حتمًا إلى ارتفاع تكاليف التصنيع لعدة أسباب مترابطة.
أولًا، يتطلب تحقيق أبعاد أكثر دقة خفض سرعات القطع واستخدام عمليات قطع أخف وزنًا. وهذا يعني زيادة الوقت المستغرق على الآلة، وبالتالي ارتفاع تكلفة كل قطعة على حدة. ثانيًا، تتطلب تقنيات التشغيل المتقدمة والمعدات عالية الدقة أسعارًا أعلى. ثالثًا، تزداد متطلبات الفحص والاختبار؛ إذ إن القطعة التي تُصنَّف ضمن تسامح ±٠٫٠٠٠٥ بوصة تحتاج إلى التحقق من أبعادها باستخدام آلات قياس الإحداثيات (CMMs) أو غيرها من الأجهزة الدقيقة بدلًا من استخدام الكاليبير البسيط.
إن تعريف مشغّل آلة التحكم العددي بالحاسوب (CNC) لدوره يشمل بشكل متزايد التحقق من الجودة. ويُدرك المشغلون المهرة أن تحقيق نتائج متسقة يتطلب التحكم في عدة متغيرات في وقتٍ واحد.
ما العوامل التي تحدد بدقة التحملات القابلة للتحقيق فعليًّا؟ إن عناصر عديدة تعمل معًا:
- قدرة الجهاز – لا يمكن للمعدات الأقدم أو ذات الدرجة الأدنى أن تحافظ على نفس درجة الدقة التي تتمتع بها مراكز التحكم العددي بالحاسوب (CNC) الحديثة والمُصنَّفة جيدًا والخاضعة للصيانة الدورية.
- خصائص المواد – تُشغَّل المواد الأقل صلادةً مثل الألومنيوم بشكل أكثر انتظامًا مقارنةً بالفولاذ المقاوم للصدأ الذي يتصلب أثناء التشغيل أو البلاستيكيات الحساسة للحرارة.
- هندسة الجزء – تؤدي الجدران الرقيقة والجيوب العميقة والميزات الطويلة غير المدعومة إلى الانحراف والاهتزاز، ما يؤثر سلبًا على الدقة الأبعادية.
- ظروف البيئة – تتسبب التقلبات في درجة الحرارة في التمدد الحراري لكلٍّ من الآلات وقطع العمل، مما يؤثر على الدقة.
- ارتداء الأدوات – تتآكل حافات القطع بمرور الوقت، ما يؤدي تدريجيًّا إلى انحراف الأبعاد إذا لم تُراقب هذه الحافات وتُجرى لها التعويضات اللازمة.
وفقاً لشركة BDE Manufacturing Technologies، فإن عوامل مثل درجة حرارة البيئة المحيطة، والمعايرة الدورية، والصيانة الوقائية، واستبدال الأدوات في الوقت المناسب تؤثر جميعها على دقة الناتج. ويساعد وضع معدات التحكم العددي بالحاسوب (CNC) في بيئات خاضعة للرقابة ذات درجات حرارة ورطوبة مستقرة في الحفاظ على دقة ثابتة.
تعقيد التصميم وقابلية التصنيع
ما العوامل التي تجعل جزءاً ما سهلاً أو صعباً في التشغيل الآلي بدقة؟ إن فهم هذه العلاقة يساعدك على التصميم بذكاء أكبر ووضع توقعات واقعية.
تُشغَّل الأشكال الهندسية البسيطة والكتلية ذات سماكات الجدران المعقولة بشكلٍ متوقع. ويواجه أداة القطع مقاومةً متسقةً، وتبقى الاهتزازات عند أدنى حدٍ ممكن، وتظل الأبعاد مستقرةً. ويمكن لهذه الأجزاء تحقيق تحملات دقيقة بتكلفة اقتصادية لأن لا شيء يعارض الدقة.
تُسبِّب التعقيدات تحديات. فتنحني الجدران الرقيقة تحت ضغط التقطيع. وتقيِّد الجيوب العميقة مدى وصول الأداة وإخراج الرُّشَّاشات. وتتطلَّب الزوايا الداخلية الحادة أدوات ذات أقطار صغيرة تنحرف بسهولة أكبر. أما الميزات التي تُصنَّع عند زوايا مركَّبة فهي تتطلب قدرةً على التشغيل متعدد المحاور وبرمجةً معقدة.
هل يعني ذلك أنك يجب أن تتجنب التصاميم المعقدة؟ كلا على الإطلاق. فتقنيات التشغيل الحديثة تتعامل بانتظامٍ مع تعقيدٍ استثنائي. والمفتاح يكمن في فهم المفاضلات: فالمكوِّن الجوي الفضائي المعقد هذا، الذي يحتوي على عشرين ميزةً دقيقة التحمل، سيكلِّفك أكثر من دعامةٍ بسيطةٍ تلتزم بالمواصفات القياسية.
يقوم شركاء التصنيع ذوي الخبرة بتقييم رسوماتك وفق مبادئ التصميم من أجل القابلية للتصنيع (DFM). وسيحددون الميزات التي ترفع التكلفة، ويقترحون بدائل تحقِّق الوظيفة نفسها بطريقةٍ أكثر اقتصادية، ويساعدونك على تطبيق التحملات الضيقة فقط حيث تكون هذه التحملات ضروريةٌ فعلاً.
النتيجة النهائية؟ تؤثر مواصفات التحمل مباشرةً على تعقيد التصنيع، ووقت الدورة، والتكلفة. طبِّق الدقة حيثما تتطلب الوظيفة ذلك، واقبل مواصفات التحمل القياسية في جميع الأماكن الأخرى. ويؤدي هذا النهج المتوازن إلى إنتاج أجزاء تعمل بشكل صحيح دون نفقات غير ضرورية — وهذا بالضبط ما يبدو عليه الهندسة الذكية.
وبطبيعة الحال، لا تمثِّل الدقة الأبعادية سوى جزءٍ من معادلة المنتج النهائي. أما تشطيبات السطح ومعالجات ما بعد التصنيع فهي التي تحوِّل المكونات المصنَّعة آليًّا إلى أجزاء مكتملة تمامًا وجاهزة للتطبيقات المُقرَّرة لها.
تشطيبات السطح وخيارات المعالجة اللاحقة
لقد خرج جزؤك للتو من ماكينة القطع باستخدام الحاسب الآلي (CNC) بأبعادٍ مثالية — لكن هل هو فعلاً جاهزٌ للتسليم؟ وفي معظم الحالات، تكون الإجابة «لا». فعلامات الأدوات المرئية، والحافات الحادة، والأسطح المعدنية العارية تحتاج إلى عناية قبل أن يصبح مكوِّنك جاهزًا للتطبيق المقصود له. ويحوِّل تشطيب السطح الجزء المصنَّع من كونه «دقيق الأبعاد» إلى كونه «وظيفيًّا بالكامل وجذَّابًا بصريًّا».
وفقًا لدليل خدمة التشطيب السطحي من شركة هابس، يُطبَّق التشطيب السطحي كعملية ما بعد التصنيع لتحسين خشونة السطح والمظهر ومقاومة التآكل لأجزاء المعادن المصنَّعة باستخدام آلات التحكم العددي بالحاسوب (CNC). وعندما يتطابق التشطيب مع التطبيق المطلوب، فإنه يحسِّن كلًّا من الوظيفة والجماليات.
معايير وقياسات التشطيب السطحي
تترك كل عملية تشغيل على آلة القطع بصمتها الخاصة على قطعة العمل. فالأداة الدوارة تُكوِّن تلالًا ووديانًا دقيقة أثناء إزالة المادة — وهذه هي آثار الأداة. ويُقاس جودة السطح بمتوسط خشونة السطح، ويُعبَّر عنه بمعامل Ra (متوسط الخشونة)، الذي يحدِّد متوسط الانحراف عن سطح أملس مثالي.
ما المقصود فعليًّا بهذه الأرقام؟ إليك كيفية ترجمة قيم الخشونة النموذجية:
- Ra 3.2 ميكرومتر (125 مايكرو إنش) — تشطيب قياسي كما هو بعد التصنيع؛ وآثار الأداة مرئية بوضوح
- Ra 1.6 ميكرومتر (63 مايكرو إنش) — تشطيب دقيق بعد التصنيع مع تقليل آثار الأداة
- Ra 0.8 ميكرومتر (32 مايكرو إنش) — تشطيب أملس مناسب للأسطح المانعة للتسرب
- Ra 0.4 ميكرومتر (16 ميكرو إنش) — ناعم جدًّا؛ ويتطلب عمليات تشغيل إضافية نهائية
إن قيم Ra الأصغر تكلّف أكثر لأنها تتطلّب خطوات تصنيع إضافية وسرعات قص أبطأ وضوابط جودة أكثر صرامة. وللتطبيقات الوظيفية العديدة، فإن التشطيب القياسي بقيمة Ra تبلغ 3.2 ميكرومتر يفي بالغرض تمامًا. واحرص على تحديد تشطيبات أنعم فقط للأسطح التي يكون فيها الإحكام أو خفض الاحتكاك أو المظهر الجمالي عوامل حاسمة فعليًّا.
المعالجات اللاحقة التي تعزِّز الأداء
وبالإضافة إلى التشطيبات الناتجة مباشرةً عن التشغيل الآلي، فإن العمليات الثانوية تضيف طبقات واقية أو تحسّن المظهر أو تُحسّن الخصائص الوظيفية. وكل معالجة تناسب متطلباتٍ محددة — وبفهمك لخياراتك، يمكنك تحديد ما تحتاجه تطبيقاتك بدقة.
وفيما يلي أكثر المعالجات اللاحقة شيوعًا وأوقات استخدام كلٍّ منها:
- تفجير كرات الزجاج – يُنشئ نسيجًا غير لامع أو شبه لامع متجانسًا عن طريق رش حبيبات الزجاج على السطح. ويُزيل آثار الأدوات ويُنتج مظهرًا متناسقًا. ويتسم هذا الأسلوب بانخفاض تكلفته، وهو مثالي للأجزاء التجميلية التي لا تكون فيها التحملات البعدية ذات أهمية بالغة. وهو الأنسب لمكونات الألومنيوم والصلب والفولاذ المقاوم للصدأ التي تحتاج إلى تحسين الجاذبية البصرية.
- أكسدة كهربائية (النوع الثاني) – عملية كهروكيميائية تُشكّل طبقة رقيقة من أكسيد السيراميك على سطح الألومنيوم والتيتانيوم. وتوفّر مقاومةً للتآكل وتقبل الصبغات لإنتاج ألوان مختلفة مثل الأسود والأزرق والأحمر والذهبي. وعادةً ما تتراوح سماكة الطلاء بين ٤ و١٢ ميكرومتر. وهو ممتاز في تطبيقات الإلكترونيات الاستهلاكية والأجزاء التزيينية والتطبيقات التي تتطلب كلًّا من الحماية والجماليات.
- التخميل (النوع الثالث/الطبقة الصلبة) – طبقة أكسيد أسمك (تصل إلى أكثر من ٥٠ ميكرومتر)، ما يوفّر مقاومةً فائقةً للتآكل وصلادةً أعلى للسطح. ورغم ارتفاع تكلفته نسبيًّا، فإنه ضروري للأجزاء الوظيفية المعرَّضة للتآكل أو التلامس الانزلاقي أو البيئات القاسية. ويُستخدم عادةً في قطاعات الطيران والدفاع والتطبيقات الميكانيكية عالية الأداء.
- طلاء المسحوق – تُطبَّق مسحوق جاف كهربائيًا ساكنًا ثم تُعالج حراريًّا عند درجة حرارة تبلغ حوالي ٢٠٠°م لتكوين طبقة بوليمرية متينة. وتتراوح سماكة هذه الطبقة بين ١٨ و٧٢ ميكرومتر. وتتميَّز هذه الطريقة بمقاومة عالية للصدمات، وتوفر نطاقًا واسعًا من خيارات الألوان، وتوافقها مع جميع المعادن. وهي مثالية لمعدات الاستخدام الخارجي، والغلافات، والأجزاء التي تتطلب تشطيبات واقية قوية.
- الطلاء الكهربائي (الكروم، النيكل، الزنك) – يُرسب طبقات معدنية رقيقة عبر عمليات كهروكيميائية. ويمنح الكروم مظهرًا زخرفيًّا لامعًا وحماية معتدلة ضد التآكل. أما النيكل فيوفِّر توازنًا بين مقاومة البلى والمظهر الجمالي. ويتفوَّق الزنك في حماية المواد من التآكل، لا سيما للأجزاء المصنوعة من الفولاذ. وكلٌّ من هذه المواد يخدم أغراضًا وظيفية وجَمالية مُختلفة.
اختيار التشطيب المناسب لتطبيقك
كيف تختار؟ ابدأ بالتمييز بين المتطلبات الوظيفية والتفضيلات الجمالية. وفقًا لـ الدليل الشامل لمحامل SYZ السطوح المعرضة للتلامس المتكرر أو الانزلاق أو التآكل عادةً ما تحتاج إلى طبقات طلاء أصلب وأسمك— بينما تحسّن التشطيبات الجمالية مثل التفجير بالكرات مظهر القطعة، لكنها توفر حماية محدودة ما لم تُدمج مع معالجات أخرى.
فكّر جيدًا في بيئة التشغيل الخاصة بك. فالاستخدام الخارجي، ورشّ الملح، ودرجات الحرارة العالية، وأشعة فوق البنفسجية تتطلب تشطيبات أكثر متانةً مقارنةً بالاستخدام الداخلي. فقد تتطلّب عمليات التصنيع باستخدام الحاسب الآلي (CNC) في التطبيقات البحرية، على سبيل المثال، الطلاء بالزنك أو الطلاء البودري، بينما قد تستخدم مكونات الديكور الداخلي للسيارات الأكسدة التجميلية.
يمكن دمج عدة تشطيبات معًا بشكل استراتيجي. فالتقنية مثل التفجير بالكرات قبل إجراء عملية الأكسدة، على سبيل المثال، تُنتج مظهرًا غير لامعٍ متجانسٍ مع إضافة مقاومة للتآكل والارتداء. وتُنشئ عمليات القطع باستخدام الحاسب الآلي (CNC) الشكل الهندسي للقطعة— لكن التشطيب السطحي هو الذي يحدّد كيفية أداء هذا الشكل وكيف يبدو في العالم الحقيقي.
النتيجة النهائية؟ لا تُعامل عملية التشطيب كفكرة ثانوية. حدد الأسطح المطلوبة والتسامحات المطلوبة عند طلب القطع، وغطِّ الميزات الحرجة التي لا ينبغي أن تتلقى أي طبقات تغطية، واجعل اختيارك للعلاج يتوافق مع المتطلبات الوظيفية والتعرض البيئي على حدٍّ سواء. ويضمن هذا النهج أن تتحول عمليات القطع باستخدام الحاسب الآلي إلى مكوناتٍ تؤدي وظائفها بموثوقيةٍ لسنواتٍ عديدة.
عوامل تكلفة التصنيع باستخدام الحاسب الآلي وتحسين الميزانية
لقد اخترت المادة المناسبة، وحدَّدت التسامحات المطلوبة، واخترت تشطيب السطح الأمثل. والآن تأتي المسألة التي تحدد ما إذا كان مشروعك سيمضي قدمًا أم لا: كم ستكون تكلفته الفعلية؟ إن فهم العوامل التي تُحرِّك تكاليف التصنيع بالقطع باستخدام الحاسب الآلي يساعدك على اتخاذ قراراتٍ مستنيرة، وتجنب المفاجآت غير المتوقعة في الميزانية، وتحديد الفرص المتاحة لتحقيق التوفير دون التضحية بالجودة.
هذه هي الحقيقة: إن أسعار أجزاء التصنيع باستخدام الحاسب الآلي (CNC) ليست عشوائية. فكل دولار يُنفق يعود إلى عوامل محددة يمكنك التأثير فيها— مثل اختيار المادة، وتعقيد التصميم، ومواصفات التحمل (Tolerance)، وحجم الإنتاج. ووفقاً لتحليل التكاليف الذي أجرته شركة يونيون فاب (Unionfab)، فإن فهم مصدر هذه التكاليف أمرٌ جوهري لتحقيق ميزانية دقيقة واختيار المورِّدين المناسبين.
دعونا نحلِّل بدقة ما تدفعه بالفعل، وكيفية تحسين كل عنصر من عناصر التكلفة.
العوامل الرئيسية المؤثرة في تكاليف التشغيل الآلي
فكِّر في عمليات التشغيل الآلي (Machining) كعناصر بناءٍ تتراكم فوق بعضها البعض لإنشاء التكلفة التصنيعية الكلية. فكل طبقة تضيف إلى المبلغ الإجمالي، وفهم المكونات الفردية يكشف عن الفرص المتاحة لتقليل التكاليف.
تكاليف المواد تمثل تكلفة المواد جزءاً كبيراً من إجمالي نفقاتك— والمدى التفاوتي في الأسعار واسعٌ للغاية. فالألومنيوم يقع في الطرف الأقل تكلفة، بينما يُفرض على التيتانيوم سعرٌ ممتاز قد يكون خمسة إلى عشرة أضعاف السعر العادي. ووفقاً لبيانات أسعار القطاع، فإن اختيار المادة يؤثر ليس فقط على تكلفة المادة الخام، بل أيضاً على اهتراء الأدوات وزمن التشغيل الآلي.
إليك مقارنة مبسَّطة للأسعار:
| فئة المادة | التكلفة النسبية | ملاحظة رئيسية |
|---|---|---|
| كعنصر أساسي في منتجاتها. | $ | قابلية ممتازة للتشغيل الآلي، وأقصر أوقات الدورة |
| نحاس/برونز | $$$ | سهل التشغيل الآلي، ويُستخدم في التطبيقات الكهربائية |
| فولاذ/ستانلس ستيل | $$$ | تزيد المواد الأشد صلابة من تآكل الأدوات |
| التيتانيوم | $$$$$ | يتطلب أدوات تخصصية، وأوقات دورة أطول |
| PEEK (بلاستيكي) | $$$$$ | عالي الأداء لكنه باهظ التكلفة من حيث المادة الأولية |
وقت التشغيل يؤدي ذلك مباشرةً إلى مضاعفة التكاليف. وتتم عمليات التشغيل الآلي الصناعي وفق أسعار ساعة تتغير حسب درجة تعقيد الماكينة: فماكينات الطحن ثلاثية المحاور تُفرض عادةً رسومٌ تبلغ نحو ٤٠ دولارًا أمريكيًّا في الساعة، بينما تصل الرسوم المفروضة على المعدات خماسية المحاور إلى ما بين ٧٥ و١٢٠ دولارًا أمريكيًّا في الساعة وفقًا لاستبيانات التصنيع. كما أن التعقيد الهندسي الذي يتطلب عمليات متعددة المحاور، والتسامحات الضيقة التي تستدعي تقليل سرعة التغذية، والميزات المعقدة التي تحتاج إلى تغييرات متعددة للأدوات — كلُّ ذلك يطيل من وقت الدورة، وبالتالي يزيد من فاتورتك.
تكاليف الإعداد والبرمجة تنطبق بغض النظر عن الكمية. فكل مهمة تتطلب إعداد الماكينة، وتكوين نظام تثبيت القطعة، وتحميل الأدوات، وإنشاء نقطة الصفر. وهذه التكاليف الثابتة تُوزَّع على طلبك كاملاً: فإذا أنتجت عشر قطع، فإن كل قطعة تحمِل عُشر تكلفة الإعداد؛ أما إذا أنتجت مئة قطعة، فإن الأثر على التكلفة لكل قطعة ينخفض بشكل كبير جدًّا.
مواصفات التحمل تؤثر على كلٍ من وقت التشغيل الآلي ومتطلبات الفحص. وفقًا لـ دليل تصميم القابلية للتصنيع (DFM) الخاص بشركة Ensinger Plastics ، يجب استخدام التحملات الضيقة فقط عند الضرورة— فالتحملات العامة تقلل التكاليف بشكل كبير دون المساس بالوظيفة في المناطق غير الحرجة.
العمليات الثانوية وتُضاف تكاليف إضافية تتراكم بسرعة. فعلى سبيل المثال، يبلغ سعر التشطيب السطحي مثل الأكسدة الكهربائية عادةً ما بين ٣ و١٢ دولارًا أمريكيًّا لكل قطعة، بينما يصل سعر الطلاء الكهربائي إلى ما بين ١٠ و٣٠ دولارًا أمريكيًّا. أما المعالجة الحرارية، والفحص، والتغليف الخاص، فكلٌّ منها يُسهم ببنود تكاليفه الخاصة. وفي حالة الأجزاء المشغَّلة باستخدام آلات التحكم العددي (CNC) والتي تتطلب عمليات ثانوية متعددة، فقد تصل هذه الإضافات إلى ما يعادل تكاليف التشغيل الأساسية أو حتى تفوقها.
استراتيجيات ذكية لتحسين ميزانيتك
والخبر الجيد هو أن معظم العوامل المؤثرة في التكلفة تستجيب للتخطيط الدقيق. ووفقًا لدليل التكاليف التصنيعية الصادر عن شركة Protolabs، يمكن تحقيق خفضٍ كبيرٍ في النفقات مع الحفاظ على الجودة من خلال التركيز على التصميم الذكي واختيار المواد والتحملات والتخطيط الإنتاجي.
وفيما يلي استراتيجيات مُثبتة لتحسين تكاليف التصنيع الآلي:
- تصميم لسهولة التصنيع – بسّط الشكل الهندسي قدر الإمكان. وقلّل من الزوايا الداخلية الحادة، والجيوب العميقة، والعناصر التي تتطلب أدوات خاصة. واستخدم أحجام الثقوب والعناصر القياسية. ودمج عدة أجزاء في عنصر واحد عند الإمكان العملي.
- حدد التسامحات بشكل مناسب – طبّق التسامحات الضيقة فقط على الأسطح الحرجة المتقابلة والعناصر الوظيفية الأساسية. أما الأبعاد غير الحرجة فيمكن أن تستخدم مواصفات قياسية بمقدار ±٠٫٠٠٥ بوصة، مما يقلل بشكل كبير من وقت التشغيل الآلي وتكاليف الفحص.
- حسّن اختيار المواد – اختر المواد التي تفي بالمتطلبات الوظيفية دون مبالغة في المواصفات. فغالبًا ما توفر الألومنيوم أداءً كافيًا بتكلفة أقل بكثير من تكلفة التيتانيوم. وخذ قابلية التشغيل الآلي في الاعتبار: فالمواد الأطرى تقلل من تآكل الأدوات وزمن دورة التشغيل.
- خطّط لحجم الإنتاج بشكل استراتيجي – توزيع التكاليف الثابتة للإعداد على دفعات أكبر من الأجزاء يقلل التكلفة لكل وحدة. بل إن الزيادات المعتدلة في الكميات قد تؤدي إلى وفورات كبيرة. ووفقاً لتحليل شركة يونيون فاب، تنخفض تكلفة كل جزء بشكل ملحوظ مع زيادة كميات الطلب من وحدة واحدة إلى دفعات إنتاجية.
- تقليل عمليات الإعداد وإعادة التموضع – صمّم الأجزاء بحيث يمكن تشغيلها آلياً بعدد أقل من عمليات الإعداد. ففي كل مرة يُجبر فيها العامل على إعادة تموضع قطعة العمل، تترتب تكاليف إعادة المعايرة من حيث الوقت وتُدخل احتمالاً للتباين.
- فكر في التشطيبات القياسية – الأسطح المشغَّلة كما هي لا تتطلب أي تكلفة إضافية. واطلب التشطيبات الخاصة فقط عند الحاجة الفعلية إليها لأغراض وظيفية أو جمالية.
هل يناسب التصنيع باستخدام الحاسب الآلي مشروعك؟
أحياناً، يكون القرار الأكثر حكمة من الناحية المالية هو اختيار طريقة تصنيع مختلفة تماماً. فكيف تعرف متى يمثل التصنيع باستخدام الحاسب الآلي أفضل قيمة؟
يتفوق التصنيع باستخدام الحاسب الآلي عندما تحتاج إلى:
- تسامحات ضيقة ودقة عالية
- هندسات معقدة في مواد صلبة
- Volumes منخفضة إلى متوسطة من الإنتاج (من ١ إلى ١٠٠٠ قطعة)
- تصنيع نماذج أولية سريعة باستخدام مواد تصلح للإنتاج
- القطع التي تتطلب تشطيبًا سطحيًّا ممتازًا مباشرةً بعد التشغيل الآلي
قد تُثبت الطرق البديلة جدواها الاقتصادية أكثر في الحالات التالية:
- عندما يتجاوز حجم الإنتاج بضعة آلاف من القطع المتطابقة (يُنصح بالنظر في صب الحقن أو الصب المعدني)
- عندما لا يمكن لأدوات القطع الوصول إلى هندسات داخلية معقَّدة (يُنصح بالنظر في الطباعة ثلاثية الأبعاد)
- عندما تكون الأشكال بسيطة ولا تتطلب تشغيلًا آليًّا دقيقًا (يُنصح بالنظر في الختم أو البثق)
تتمثل النقطة المثلى للاستخدام المتكرر لآلات التحكم العددي (CNC) عادةً في نطاق ما بين التصنيع النموذجي والإنتاج بكميات منخفضة. فتكاليف الإعداد التي تثقل كاهل طلبات القطعة الواحدة تصبح ضئيلة عند إنتاج خمسين أو مئة وحدة، بينما تظل الكميات دون العتبة التي تبرِّر استثمار تكاليف القوالب اللازمة للصب أو الصب المعدني من الناحية الاقتصادية.
إن فهم هذه الديناميكيات التكلفة يساعدك على التعامل مع شركاء التصنيع كمشترٍ واعٍ. فستطرح أسئلةً أفضل، وتقيِّم العروض السعرية بدقةٍ أعلى، وتحدد القيمة الحقيقية بدلًا من ملاحقة أدنى سعرٍ فقط.
اختيار الشريك المناسب للتشغيل الآلي باستخدام الحاسب (CNC) لمشروعك
لقد أكملتَ تصميمك، وحدّدتَ المادة التي ستُستخدم، ووضعتَ التسامحات التي توازن بين الأداء والميزانية. والآن تأتي لحظة اتخاذ قرارٍ يُحدد ما إذا كانت المواصفات المُخطَّط لها بعناية ستنعكس فعليًّا في أجزاءٍ تعمل كما هو مطلوب: من سيقوم بتصنيعها؟ والفرق بين مشغِّل آلات تحكم رقمي حاسوبي (CNC) كفؤٍ وغير كفؤٍ لا يقتصر على الجودة فحسب، بل هو الفرق بين الالتزام بالجدول الزمني للإنتاج أو الاضطرار إلى التسابق لتفسير أسباب التأخير.
ويتطلب العثور على الشريك المناسب النظرَ ما وراء الأسعار المُقدَّمة. ووفقاً لدليل اختيار الشركاء الخاص بشركة زينيث للتصنيع (Zenith Manufacturing)، فإن الهدف ليس فقط إيجاد مورِّدٍ قادرٍ على تصنيع أجزائك، بل هو إيجاد شريك استراتيجيٍّ يمكنه تعزيز عملك. ويبدأ هذه العملية بتقييم منهجي لقدرات الشركة، وشهادات الجودة التي تحصلت عليها، وسجلّ أدائها السابق.
شهادات الجودة المهمة لصناعتك
الشهادات ليست مجرد لوحات معلقة على الحائط—بل هي إثبات موثَّق بأن المُصنِّع يطبِّق أنظمة جودة صارمة. ومع ذلك، فإن الشهادات التي تهم فعلاً تعتمد بالكامل على قطاعك وتطبيقك.
إن فهم دور مشغِّل آلة التحكم العددي بالحاسوب (CNC) يساعد في توضيح سبب أهمية الشهادات. فالقوى العاملة الحاصلة على شهادات تُظهر معرفة أساسية موحدة: إذ يدرك الجميع أفضل الممارسات وبروتوكولات السلامة وتوقعات الجودة. ووفقاً للدليل الإرشادي الخاص بالشهادات الصادر عن شركة American Micro Industries، فإن العمليات الحاصلة على شهادات تعني أن الأساليب والمعدات نفسها تخضع لمعايير موثَّقة، مما يعزز الاتساق من دفعة إلى أخرى.
إليك ما يجب أن تبحث عنه بناءً على قطاعك:
- ISO 9001 – شهادة نظام إدارة الجودة الأساسية التي تنطبق على جميع القطاعات. وتُثبت وجود سير عمل موثَّق ومراقبة الأداء وإجراءات اتخاذ الإجراءات التصحيحية.
- AS9100 – يُبنى على معيار ISO 9001 مع متطلبات خاصة بالقطاع الجوي تشمل إدارة المخاطر، والتوثيق، وسلامة المنتج. وهو شرطٌ أساسيٌّ لأي مشاركة في سلسلة التوريد الجوية.
- ISO 13485 – المعيار المرجعي للتصنيع في مجال الأجهزة الطبية، ويغطي ضوابط التصميم، وإمكانية التعقب، والتخفيف من المخاطر.
- IATF 16949 – المعيار العالمي لإدارة جودة قطاع السيارات، الذي يجمع بين مبادئ ISO 9001 ومتطلبات القطاع المحددة الخاصة بالتحسين المستمر ومنع العيوب.
- نادكاب – اعتماد العمليات الخاصة مثل المعالجة الحرارية والاختبارات غير التدميرية، وهي عمليات حاسمة في التطبيقات الجوية والدفاعية.
بالنسبة للتطبيقات automobile تحديدًا، فإن شهادة IATF 16949 تدلّ على أن الشركة المصنِّعة تدرك التوقعات الصارمة لهذا القطاع. وتُظهر شركات مثل تكنولوجيا المعادن شاوي يي هذه الالتزام عبر حصولها على شهادة IATF 16949 وتطبيقها الصارم لبروتوكولات مراقبة العمليات الإحصائية (SPC)، مما يضمن أن كل مكوِّن دقيق يلبّي مواصفات قطاع السيارات باستمرار.
ولكن الشهادة وحدها ليست كافية. وفقًا لمتخصصي التصنيع، فإن الاختبار الحقيقي هو مدى ترسّخ عقلية الجودة في ثقافتهم. اطرح أسئلة محددة مثل: "هل يمكنك أن تشرح لي خطواتك في التعامل مع جزء غير مطابق للمواصفات؟" فجوابهم يكشف عن التزامهم الفعلي أكثر من أي شهادة.
تقييم القدرات الإنتاجية وأوقات التسليم
تشمل وصف وظيفة مشغل آلة CNC النموذجي إعداد الآلة وتشغيلها والتحقق من الجودة—إلا أن قدرات شريكك تمتد إلى ما هو أبعد من مشغلي الآلات الأفراد بكثير. بل يجب أن تقوم بتقييم العملية بأكملها: المعدات والخبرة والطاقة الإنتاجية.
ما هي أدوات ومعدات التحكم العددي بالحاسوب (CNC) التي يجب أن تبحث عنها؟ وفقًا لدليل التقييم الصادر عن مجموعة كيسو، فإن المزود الذي يمتلك آلات متنوعة ومحفوظة جيدًا—بما في ذلك مخارط التحكم العددي بالحاسوب، ومراكز التشغيل بالطحن، والمعدات متعددة المحاور—يكون أكثر قدرةً على التعامل مع المشاريع المعقدة. كما أن مراكز التشغيل الحديثة بالتحكم العددي بالحاسوب المزودة بتغيير أوتوماتيكي للأدوات والقدرات على القياس أثناء التشغيل تحقق كلًّا من الدقة والكفاءة.
وما يساويه أهمية: هل يمكن لشريكك أن يتوسع معك؟ فاحتياجات النماذج الأولية السريعة تختلف اختلافًا جذريًّا عن احتياجات الإنتاج الضخم. وتشكِّل مجموعة معدات التصنيع باستخدام الحاسوب (CNC) المثالية حلاً يدعم كلاً من هذين الجانبين — حيث تُسلِّم أجزاء العيّنات بسرعة، وفي الوقت نفسه تحافظ على القدرة الاستيعابية اللازمة لإنتاج آلاف القطع عند ازدياد الطلبات. وبعض الشركات المصنِّعة، ومن بينها شركة «شاويي ميتال تكنولوجي» (Shaoyi Metal Technology)، تقدِّم فترات تسليم تصل إلى يوم عمل واحد فقط في حالات النماذج الأولية العاجلة، مع انتقالٍ سلسٍ إلى إنتاج الكميات الكبيرة لمكونات السيارات الدقيقة، مثل وحدات الهيكل (chassis assemblies) والبطانات المعدنية المخصصة (custom metal bushings).
استخدم هذه القائمة المرجعية عند تقييم الشركاء المحتملين في مجال التصنيع:
- الشهادات – تأكَّد من حصول المورِّد على شهادة ISO 9001 كحدٍ أدنى؛ وتحقَّق من توافق الشهادات الخاصة بالصناعة (مثل AS9100 وIATF 16949 وISO 13485) مع متطلباتك
- أنظمة ذات جودة – ابحث عن برامج موثَّقة لمراقبة العمليات الإحصائية (SPC)، وقدرة مُثبتة على إجراء فحص المقال الأول (First Article Inspection)، ومعدات التحقق باستخدام آلات قياس الإحداثيات (CMM)
- مزايا المعدات – قدِّم تقييمًا لأنواع الآلات وتوزيع المحاور (axis configurations) والطاقة الاستيعابية بما يتناسب مع أشكال أجزائك وكمياتها
- خبرة في المواد – تأكَّد من خبرة المورِّد في التعامل مع المواد المحددة التي تستخدمها، ومع تطبيقات مشابهة لتلك التي تتعامل معها
- أوقات التسليم – اطلب أوقات التسليم النموذجية للنماذج الأولية مقارنةً بالكميات الإنتاجية؛ وتحقق من مقاييس التسليم في الوقت المحدد وبالكامل (OTIF)
- الاستجابة في التواصل – قيّم سرعة إعداد العروض السعرية، واستجابات الأسئلة الفنية، والتحديثات الاستباقية للمشروع
- ملاحظات DFM – يقدِّم الشركاء الممتازون اقتراحاتٍ تتعلَّق بتصميم المنتج لتسهيل التصنيع (Design for Manufacturability)، بدلًا من قبول التصاميم المشكلة بصمت
وفقًا لأبحاث شركة زي نيث للتصنيع (Zenith Manufacturing)، فإن ضعف التواصل يُعَدُّ مؤشر خطرٍ كبير. وفي البيئة الحالية، تحتاج إلى شركاء يردُّون بسرعة، ويقدِّمون تحديثات استباقية، ويحافظون على الشفافية عند ظهور المشكلات. فزمن استجابة البريد الإلكتروني خلال ٤٨ ساعة غير مقبولٍ عندما تكون جداول الإنتاج على المحك.
الخلاصة؟ يصبح شريكك التصنيعي امتدادًا لفريقك. فمهاراته، وأنظمته الخاصة بالجودة، وسرعته في الاستجابة تؤثِّر تأثيرًا مباشرًا على نجاح منتجك. ولذلك، استثمر الوقت في إجراء تقييمٍ شاملٍ في المرحلة الأولية — فهذا أقل تكلفةً بكثيرٍ من اكتشاف فجوات القدرات بعد بدء الإنتاج.
البدء بمشروع التشغيل الآلي باستخدام ماكينات التحكم العددي (CNC)
لقد قطعت شوطًا طويلاً من فهمك لمفهوم نظام التحكم العددي بالحاسوب (CNC) إلى تقييم شركاء التصنيع — والآن حان الوقت لترجمة هذه المعرفة إلى واقع عملي. فالمسافة بين الفكرة في ذهنك والمكوّن النهائي في يدك أقصر مما قد تتصور، بشرط أن تتبع هذه العملية بطريقة منهجية.
وتذكَّر أن مصطلح «CNC» يشير إلى «التحكم العددي بالحاسوب» — لكن ما يمثله فعليًّا هو قدرتك على تحويل الدقة الرقمية إلى واقع مادي. وكل قرارٍ تعلَّمته في هذا الدليل يتصل بهدفٍ واحدٍ: الحصول على الأجزاء التي تعمل بدقةٍ كما هو مُقصود، مع تسليمها في الوقت المحدَّد وبالميزانية المُخصَّصة.
فلنُجمِع كل ما سبق في مسارٍ واضحٍ للمضي قدمًا.
خطة العمل الخاصة بمشروعك في مجال التشغيل الآلي باستخدام الحاسوب (CNC)
على أي أساسٍ يُبنى النجاح الحقيقي في عمليات التشغيل الآلي باستخدام الحاسوب (CNC)؟ إنَّه يرتكز على منهجيةٍ منهجيةٍ تعالج كل نقطة قرارٍ حرجةٍ بالترتيب الصحيح. اتبع هذه الخطوات للانتقال بثقةٍ من الفكرة إلى الأجزاء المُنفَّذة تمامًا:
- أتمِّم تصميمك مع مراعاة إمكانية التصنيع – راجع نموذجك ثلاثي الأبعاد (CAD) للبحث عن السمات التي تُحدث تعقيدًا غير ضروري. وقم بإزالة الزوايا الحادة الداخلية كلما أمكن، ووحِّد أحجام الثقوب لتتوافق مع أقطار الأدوات الشائعة، وتأكد من أن سماكة الجدران قادرة على تحمل قوى القطع. وإذا كنت غير متأكد، فاطلب ملاحظات حول إمكانية التصنيع (DFM) قبل الالتزام بالمواصفات النهائية.
- تحديد متطلبات المادة والتسامح – اختر خصائص المادة بما يتناسب مع متطلبات تطبيقك. هل يحتاج جزؤك إلى مقاومة التآكل؟ فكّر في الفولاذ المقاوم للصدأ أو الألومنيوم المؤكسد. هل يُعد انخفاض الوزن عاملًا حاسمًا؟ قد يكون الألومنيوم أو البلاستيكات الهندسية الخيار الأمثل. وطبّق التسامح الضيق فقط في المناطق التي تتطلب ذلك لضمان التداخل الصحيح بين الأسطح أو لأداء وظائف حرجة — بينما تبقى المواصفات القياسية في باقي الأجزاء لضمان معقولية التكلفة.
- اطلب عروض أسعار من شركاء مؤهلين – قدِّم تصميمك إلى عدة مصنِّعين تتطابق شهاداتهم مع متطلبات صناعتك. ووفِّر الوثائق الكاملة: النماذج ثلاثية الأبعاد، والرسومات ثنائية الأبعاد مع التسامحات، ومواصفات المواد، ومتطلبات الكمية، والتاريخ المستهدف للتسليم. ويُجنبك التواصل الواضح منذ البداية سوء الفهم لاحقًا.
- راجع ملاحظات تحليل قابلية التصنيع (DFM) بعناية – سيحدد الشركاء ذوو الخبرة المشكلات المحتملة وسيقترحون بدائل. فقد تبدو توصيةٌ بتغيير نصف قطر الزاوية الداخلية من ٠٫٥ مم إلى ٢ مم تغييرًا طفيفًا، لكنها قد تقلل تكلفة القطعة بنسبة ٣٠٪ مع تحسين متانة هيكلها. واستمع إلى هذه التوصيات بمرونة وانفتاح.
- انتقل إلى الإنتاج بثقة – وبمجرد اعتمادك العيّنات والتحقق من المواصفات، أذن بالإنتاج. وحافظ على التواصل طوال العملية، لا سيما في الطلبات الأولى. وحدِّد نقاط التفتيش على الجودة ومعايير الفحص قبل شحن القطع.
الانتقال من الفكرة إلى مرحلة الإنتاج
يصبح معنى خبرة مشغِّل آلات التحكم العددي بالحاسوب (CNC) واضحاً عندما تعمل مع شركاء يرشدونك خلال كل مرحلة. وتُجسِّد نماذج الإنتاج الأولية (Prototyping) تصميمك قبل الالتزام بالإنتاج الضخم. كما أن فحص القطعة الأولى (First article inspection) يؤكد أن عمليات التصنيع تُنتج أجزاء تتوافق مع المواصفات المطلوبة. أما التحكم الإحصائي في العمليات (Statistical process control) فيضمن الحفاظ على الاتساق عبر دفعات الإنتاج المختلفة.
أما بالنسبة للقراء العاملين في سلسلة التوريد automotive، فإن المسار من النموذج الأولي إلى الإنتاج الضخم يتطلب شركاء يتمتعون بمؤهلات وشهادات محددة. تكنولوجيا المعادن شاوي يي ويُجسِّد هذا القدراتَ المذكورة أعلاه — حيث تضمن شهادته المعتمدة وفق معيار IATF 16949 وبروتوكولات التحكم الإحصائي في العمليات (SPC) الصارمة إنتاج مكونات عالية الدقة تفي بمواصفات قطع الغيار الخاصة بالسيارات. ومع أوقات تسليم تصل إلى يوم عمل واحد فقط للنماذج الأولية، والانتقال السلس من الإنتاج التجريبي إلى الإنتاج الضخم، فإنه يوفِّر تجميعات هيكلية دقيقة ومBushings معدنية مخصصة بكفاءة عالية.
التصنيع باستخدام الحاسب الآلي: ما المقصود بهذا المصطلح؟ التحكم العددي بالحاسب — ولكن الأهم من ذلك أنه يرمز إلى القدرة التصنيعية التي تربط بين تصاميمك الرقمية ومنتجك المادي. سواء كنت تُنتج عشرة نماذج أولية أو عشرة آلاف قطعة إنتاجية، فإن هذه التقنية تضمن دقةً ثابتةً لا يمكن للطرق اليدوية أن تصل إليها أبدًا.
النتيجة النهائية؟ لقد فهمت الآن أنواع الآلات، واختيار المواد، ومواصفات التحمل (التوريد)، وخيارات التشطيب السطحي، والعوامل المؤثرة في التكلفة، ومعايير تقييم الشركاء. ويحوّل هذا المعرفةُك من مشترٍ سلبيٍّ إلى شريك تصنيعيٍّ واعٍ. واستخدمها لطرح أسئلةٍ أفضل، واتخاذ قراراتٍ أكثر ذكاءً، وتقديم منتجاتٍ تلبّي متطلباتك الدقيقة تمامًا.
خطوتك التالية بسيطة: خذ تصميمك، وطبِّق المبادئ التي تعلّمتها، وتواصل مع شريك تصنيعيٍّ مؤهلٍ يستطيع تحويل رؤيتك إلى واقعٍ ملموس. والتقنية جاهزةٌ، والخبرة موجودةٌ، ومكوناتك عالية الدقة في انتظار التصنيع.
الأسئلة الشائعة حول تصنيع القطع بالتحكم العددي (CNC)
١. ما المقصود بالتصنيع باستخدام الحاسب الآلي؟
التصنيع باستخدام الحاسب الآلي (CNC) هو عملية تصنيع تُستخدم فيها برامج حاسوبية مُبرمَجة مسبقًا للتحكم في حركة الأدوات والآلات في المصانع. وتعني عبارة CNC التحكم العددي بالحاسوب (Computer Numerical Control)، وتستخدم تعليمات رمز G (G-code) لتوجيه أدوات القطع بدقة استثنائية— بحيث تصل إلى تحملات دقيقة جدًّا تبلغ ±0.001 بوصة. ويُعد هذا النهج التصنيعي الطردي (Subtractive Manufacturing) طريقةً لإزالة المادة من كتل صلبة لإنتاج المكونات النهائية المستخدمة في قطاعاتٍ متنوعة تشمل الصناعات الجوية والفضائية والأجهزة الطبية.
٢. هل يتقاضى مشغلو ماكينات التحكم العددي الحاسوبي (CNC) رواتب مرتفعة؟
يحصل مشغلو آلات التصنيع باستخدام الحاسب الآلي (CNC) على أجور تنافسية، حيث يبلغ متوسط الأجور حوالي 27.43 دولار أمريكي في الساعة في الولايات المتحدة الأمريكية. وتتفاوت هذه الأجور باختلاف الخبرة والشهادات والاختصاص. وعادةً ما يتقاضى المشغلون الذين يمتلكون مهارات متقدمة في البرمجة متعددة المحاور، أو أعمال التحملات الضيقة، أو التصنيع وفق معايير الصناعات الجوية أجورًا أعلى. كما أن المرافق المعتمدة وفق معيار IATF 16949 أو AS9100 غالبًا ما تدفع أجورًا مرتفعة للمشغلين المؤهلين الذين يضمنون الالتزام بمعايير الجودة.
٣. ما هي الأنواع المختلفة لآلات التصنيع باستخدام الحاسب الآلي (CNC)؟
الأنواع الثلاثة الرئيسية لآلات التحكم العددي بالحاسوب (CNC) هي آلات الطحن، والماكينات الدوارة (اللَّاثات)، وآلات التوجيه (الراوترات). وتستخدم ماكينات الطحن الرقمية أدوات قطع دوارة على قطع العمل الثابتة لإنتاج أشكال هندسية معقدة ثلاثية الأبعاد في المعادن الصلبة. أما ماكينات اللَّاث الرقمية فهي تدوِّر قطعة العمل مقابل أدوات ثابتة، وهي مثالية للأجزاء الأسطوانية مثل المحاور والبطانات. وتتعامل ماكينات التوجيه الرقمية مع المواد الأقل صلابة والأسطح المسطحة الكبيرة، وتُستخدم عادةً في صنع اللافتات، وأعمال الخزائن، والغلاف البلاستيكي للأجهزة.
٤. كم تبلغ تكلفة التشغيل الآلي بالحاسوب (CNC)؟
تتوقف تكلفة التشغيل بالتحكم العددي بالحاسوب (CNC) على اختيار المادة، وتعقيد القطعة، ومتطلبات التحمل (التلرانس)، وحجم الإنتاج. وبشكل عام، تكون تكلفة أجزاء الألومنيوم أقل من نظيرتها المصنوعة من التيتانيوم بسبب فرق أسعار المواد وأوقات الدورة الأسرع. كما أن تشديد متطلبات التحمل يؤدي إلى زيادة وقت التشغيل وتكاليف الفحص. أما تكاليف الإعداد الأولي فتتوزَّع على أوامر الإنتاج الأكبر حجمًا، مما يقلل التكلفة لكل قطعة. ويمكن أن تؤدي استراتيجيات مثل التصميم المُراعي للتصنيع (Design for Manufacturability)، وتحديد التحملات المناسبة، والتخطيط المسبق لكميات الإنتاج إلى خفض التكلفة الإجمالية للمشروع بشكلٍ ملحوظ.
٥. ما الشهادات التي ينبغي أن أبحث عنها في شريكٍ متخصصٍ في التشغيل بالتحكم العددي بالحاسوب (CNC)؟
تعتمد الشهادات الرئيسية على قطاعك الصناعي: فتوفر شهادة ISO 9001 أساس إدارة الجودة، بينما تغطي شهادة AS9100 المتطلبات الخاصة بقطاع الطيران والفضاء، وتنطبق شهادة ISO 13485 على الأجهزة الطبية، أما شهادة IATF 16949 فهي مُخصصة لمعايير التصنيع في قطاع السيارات. ويُظهر شركاء مثل شركة Shaoyi Metal Technology التزامهم من خلال حصولهم على شهادة IATF 16949 جنبًا إلى جنب مع بروتوكولات التحكم الإحصائي في العمليات (SPC)، مما يضمن ثبات الجودة في المكونات الدقيقة للسيارات، ومنها وحدات الهيكل السفلي (Chassis Assemblies).