 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

To'kilish shablonlaridagi azot gazli prujinalar: Kuch va aniqlik bo'yicha muhandislar uchun qo'llanma
Qisqacha
Tishtiruv kalıplarindagi azot gaz tishqarilari inert azot gazdan istifadə edərək kiçik silindr daxilində böyük qüvvə təmin edən yüksək təzyiqli hidravlik komponentlerdir və traditsion mexaniki coil tishqarilardan çox üstün olurlar. Stroke boyu sabit təzyiq saxlayaraq, məhsul keyfiyyətini əhəmiyyətli dərəcədə yaxşılaşdırır və kalıbın fiziki ölçüsünü azaldır.
Avtomobil və sənaye istehsalatçıları üçün əsas üstünlük onların kuch zichligi və uzunömürlülüyündə yatır. Coil tishqarilarin əksinə, azot tishqarilari yükün zəifləməsini təmin etmir, dərhal təmas qüvvə təmin edir və dəqiq tonlaşdırma tələblərinə uyğunlaşdırıla bilər, onları müasir yüksək həcmdə metal tishtiruv üçün standart hala gətirir.
Əsaslar: Tishtiruv Kalıplarinda Mexanizm və Funksiya
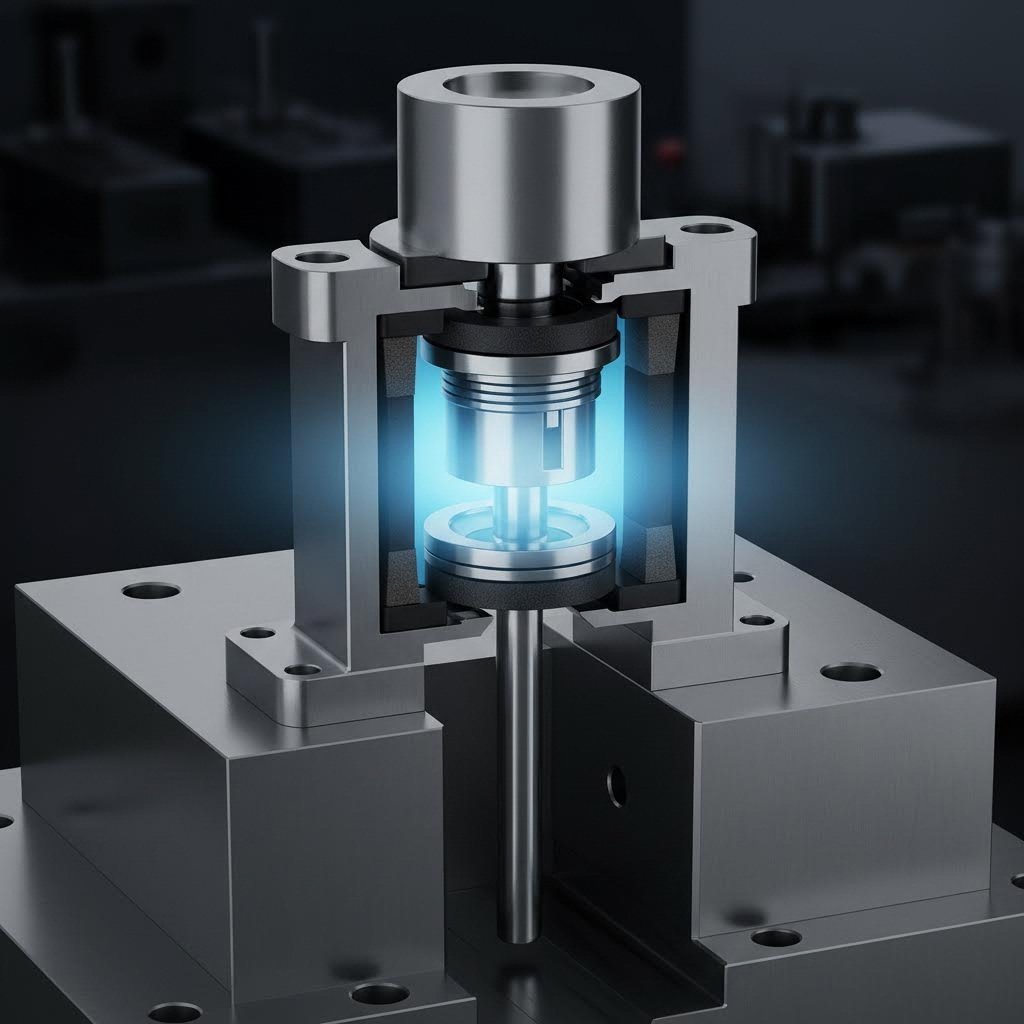
Asosan, azot gazli prujina bosim ostidagi azot gazi, porshen tayoqchasi va maxsus silindrni o'z ichiga olgan germetik tizim sifatida ishlaydi. Press yopilganda porshen gazni siqib, press ochilganda chiqariladigan potentsial energiyani saqlaydi. Bu mexanik alternativlarga qaraganda ancha yuqori kuch zichligi kuch ta'minlash imkonini beradi, ya'ni kichik gaz prujinasi katta spiral prujinaning kuchi bilan bir xil bo'lishi mumkin.
Azot tanlanishi ixtiyoriy emas; bu inert gaz , komponentning umrining uzunligi uchun juda muhim. " Special Springs " tomonidan aytib o'tilganidek, azotning inert xususiyati silindrdagi korroziya va oksidlanishni oldini oladi, tezkor chandqalash tsikllari natijasida hosil bo'ladigan kuchli issiq sharoitda ham ichki zichlovchi elementlar va moylanish moylarining barqarorligini ta'minlaydi. Agar havo yoki kislorod ishlatilganida, moy va issiqlik birlagach yonish yoki zichlovchi elementlarning tez eskirishiga olib kelishi mumkin.
Odatdagi to'qish matritsasida ushbu prujinalar ko'pincha matritsa plastinkalari o'rtasida — maxsus mahkamlagich yoki ajratuvchi plastinkada — varaq shakldagi po'latni shakllantiruvchi teshik materialga tekkanidan oldin mustahkam ushlab turish uchun joylashtiriladi. Bu "tayoqcha mahkamlash" funksiyasi juda muhim. U cho'zish jarayonida metallning burmalanishiga yoki yorilishiga to'sqinlik qiladi. Azot prujinalari sozlanadigan bosim muhandislar ushlab turish kuchini oddiygina gaz zaryadini sozlash orqali aniq moslashtirishlari mumkin bo'lgani uchun, bu moslashtirish mexanik prujinalar taqdim etolmaydigan moslashtiruvchanlikdir.
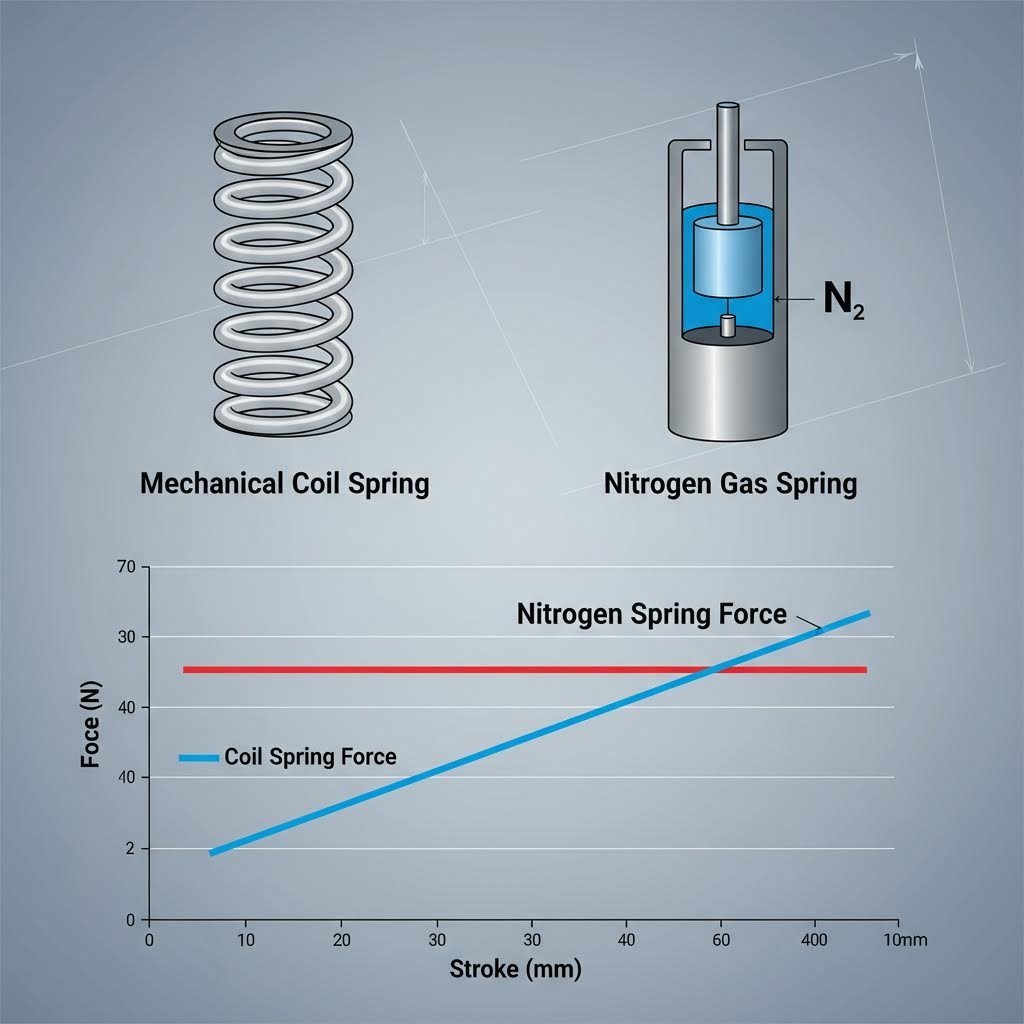
Muhim taqqoslash: Azot gazli prujinalar vs. Mexanik spiral prujinalar
Mexanik spiral prujinalardan azot gazli prujinalarga o'tish odatda yuqori aniqlik va fazo samaradorligi ehtiyoji bilan boshqariladi. Spiral prujinalar arzon va sodda bo'lsada, ular chiziqli kuch egri chizig'iga ega — ya'ni dastlabki aloqada (oldindan yuklanganda) juda kam kuch beradi va maksimal kuch faqat butunlay siqilganda erkinadi. Boshqacha tarzda, azot prujinalari aloqaga kirganidan darhol deyarli maksimal kuchni taqdim etadi.
| Xususiyat | Mexanik spiral prujinalar | Azot gaz prujinalari |
|---|---|---|
| Kuch egri chizig'i | Chiziqli (pastki boshlang'ich, yuqori yakuniy) | Tekisroq (yuqori boshlang'ich kuchi, barqaror oshish) |
| Joy olish uchun effektivlik | Past (katta cho'ntaklar/ko'p prujinaga ehtiyoj) | Yuqori (ixcham, yuqori kuch zichligi) |
| Xizmat muddati | Cheklangan (charchash/silliq bo'lishga moyil) | Uzaytirilgan (muharrirlar bilan millionlab tsikllar) |
| Regulyatsiya qobiliyati | Yo'q (prujinani almashtirish kerak) | Yuqori (gaz bosimini sozlash) |
| Boshlang'ich xarajat | Past | Oʻrtacha va yuqori |
Joy cheklovlari ko'pincha hal etuvchi omil hisoblanadi. Murakkab avtomobil matritsalarda "yopilish balandligi" (matritsa yopilganda mavjud bo'shliq) juda qimmat. Bitta azot silindri ko'pincha 5–10 ta spiral prujinani almashtirib, matritsaning hajmini keskin kamaytirishi mumkin. Bu ketma-ket matritsada ko'proq stantsiyalarga ega bo'lish imkonini beradi yoki oddiygina kichikroq, yengilroq asbobga ega bo'lish, ishlov berish va saqlash arzonroq bo'ladi.
Shuningdek, ishonchlilik katta farq hosil qiladi. Spiral prujinalar oldindan aytib bo'lmaydigan darajada uzilishi mumkin, metall bo'laklarni asbob ichiga tashlab, vayron qiluvchi zarar yetkazishi mumkin. Azot prujinalari esa to'g'ri boshqarilsa asta-sekin eskiradi. Shunday ishlab chiqaruvchilarning zamonaviy dizaynlari Ready Technology tomonidan ishlab chiqilgan "bore sealed" tizimlari va tomonga yuklamalarga chidamli suzuvchi yo'nalish tayoqchalari bilan millionlab harakatlardan keyin yangi montaj talab qilinmaydi.
Tanlash qo'llanmasi: Kuch va yurish talablari hisobi
To'g'ri azot gazli prujinani tanlash aniq muhandislik matematikasini talab qiladi. Maqsad talab qilinadigan ushlab turish kuchini mavjud joy hamda press imkoniyati bilan muvozanatlashdir. Kerakli prujinalar sonini aniqlash uchun keng tarqalgan yondashuv umumiy zarur kuchni tanlangan prujina diametri uchun mavjud maksimal kuchga bo'lishdan iborat.
Yurish uzunligini hisoblash
Qo'llanma ko'rsatmalariga muvofiq Harslepress , o'zgarish yo'nalishi die harakati aynan teng bo'lgan prujinani hech qachon tanlamaslik kerak. Porshen pastki nuqtaga urilishini oldini olish uchun xavfsizlik chegarasi zarur, chunki bu darhol ishdan chiqishga olib keladi.
- FORMULA: Minimal yurish = Die harakati + 10% xavfsizlik chegarasi.
- Masalan: Agar sizning die harakatingiz 50 mm bo'lsa, 50 mm prujinadan foydalanmang. Kamida 55 mm yurishga ega bo'lgan prujinani tanlang (ko'pincha standart 60 mm yoki 63 mm modeligacha yaxlitlanadi).
Kuchning Taqsimlanishi
Umumiy kuch talabini qondirish etarli emas; aylanma plastinkaga kuch tekis taqsimlanishi kerak, aks holda moslamalar yoki tiqilishlar sodir bo'lishi mumkin. Muhandislar odatda mos kelishuvni ta'minlash uchun ISO yoki VDI standartlariga (masalan, VDI 3003) amal qiladi. Agar matritsa balandligi cheklangan bo'lsa, qayta jihozlash paytida "ixcham" yoki "super ixcham" seriyani tanlash talab etilishi mumkin, garchi ular odatda ISO standart modellariga nisbatan maksimal yurish chegarasi qisqaroq bo'ladi.
O'rnatish, texnik xizmat ko'rsatish va xavfsizlik standartlari
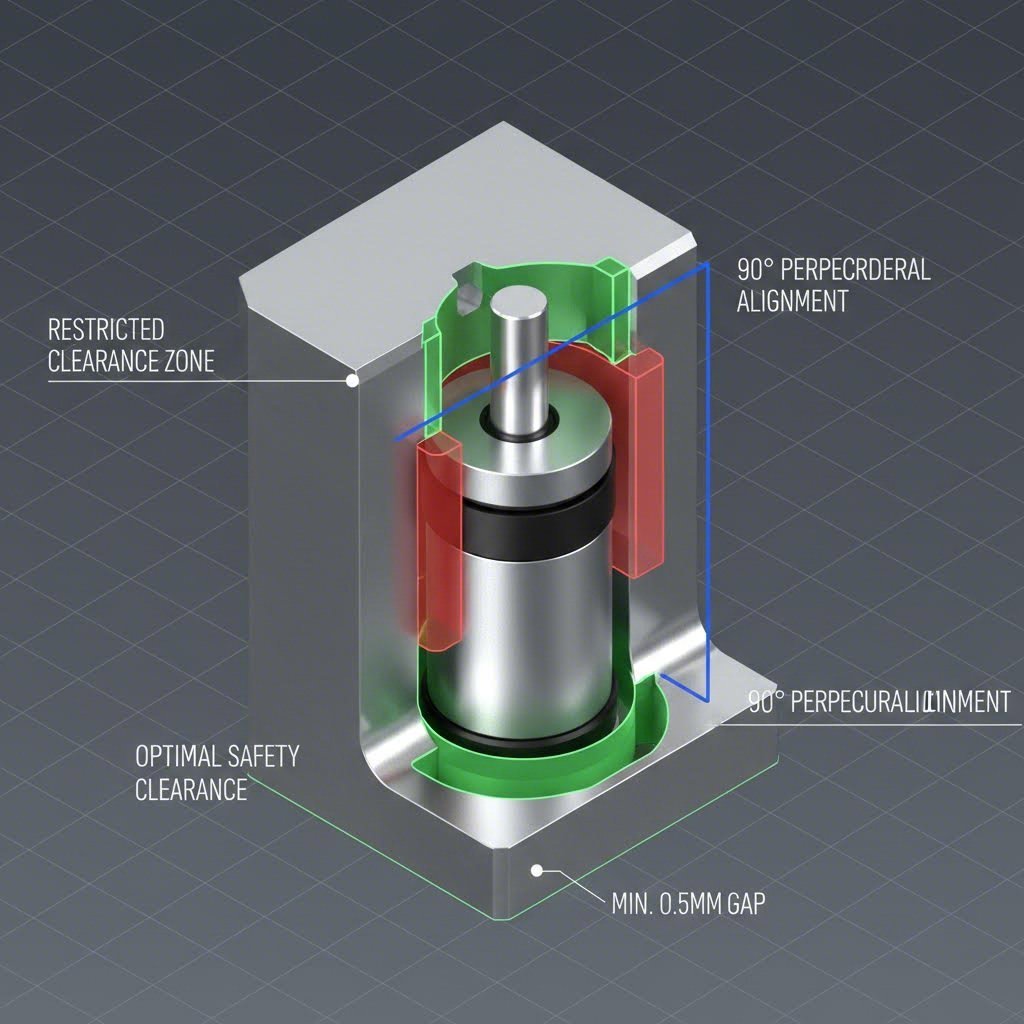
Yuqori bosimli silindrlar bilan ishlashda xavfsizlik eng muhimdir. Azot prujinasi aslida bosim idishi hisoblanadi va noto'g'ri murojaat xavfli bo'lishi mumkin. O'rnatishning eng muhim qoidasi — silindr korpusini qo'llab-quvvatlash uchun yetlovchi chuqurlik etarli bo'lishini ta'minlashdir. Umuman olganda, tayanch chuqurligi bankaning uzunligining kamida 50% ga teng bo'lishi kerak barqarorlik va perpendikulyarlikni ta'minlash uchun.
O'rnatishning eng yaxshi amaliyotlari
- Perpendikulyarlik: Yopilish sirtiga nisbatan 90 gradus burchak ostida o'rnatilishi kerak. Hatto kichik burchak ham yon tomonga yuklanishga olib keladi, bu esa germetiklarni tezroq eskirishiga sabab bo'ladi.
- Bo'sh joy: Yuvaloqda 0,5 mm dan 1,0 mm gacha bo'shliqni saqlang. Qattiq mos kelish ish jarayonida issiqlik kengayishi sodir bo'lganda silindrning qotib qolishiga olib kelishi mumkin.
- Бозор: Agar matritsa og'ir moydan foydalansa, yuvalarda suv tushirish kanallari borligiga ishonch hosil qiling. Uyqu suyuqliklardan hosil bo'lgan gidravlik bosim silindrni siqib chiqarishi mumkin.
Tuzilmani to'g'ri ochish eng yuqori xavfni keltiradi. Hech qachon azot gazini to'liq chiqarishdan oldin gazli prujinani ochishga harakat qilmang. Ko'pgina ishlab chiqaruvchilar maxsus deflyatsiya klapani yoki vintni jamlab beradi. Harslepress maslahat berishicha, barcha shimildash tovushlar to'xtaguncha (sizdan uzoqqa qaratilgan holda) klapan yadrosini sekin bosish uchun sharfi kalitdan foydalaning, so'ngra mahkamlagich halqalarni olib tashlang.
Yetakchi Ishlab Chiqaruvchilar & Almashtiriluvchanlik
Bozorni bir nechta taniqli ishlab chiqaruvchilar xizmat ko'rsatadi, jumladan DADCO , Hyson , Kaller , va Special Springs . Ushbu brendlar ko'pchiligi ISO 11901 standartiga amal qiladi, bu esa ma'lum darajada almashtirish imkonini beradi. Masalan, DADCO ISO seriyali prujinani odatda Kaller yoki Hyson kompaniyasining ekvivalent modeli bilan matritsa tashig'ini o'zgartirmasdan almashtirish mumkin, bu global chizish dasturlari uchun ta'mirlashni soddalashtiradi.
Biroq, tashqi o'lchamlar bir xil bo'lishi hamda ichki texnologiyalar, masalan, germetiklanish tizimlari va tayoq boshqaruvi farq qiladi. DADCO ning UltraPak kartridjlari hamda Ready Technology kompaniyasining Design-Tite tizimlari iflos muhitda ishlash muddatini uzaytirish uchun mo'ljallangan eksklyuziv xususiyatlardir. Xarid qilish guruhlari dastlabki narxni "har bir urishdagi narx" bilan muvozanatlashi kerak — har 500 000 tsiklda bir marta ishdan chiqadigan arzon prujina, agar 2 million tsikl xizmat qiladigan qimmatbaho namunaga nisbatan to'xtash vaqtlari hisobga olinadigan bo'lsa, ancha qimmatga tushadi.
Birinchi navbatda, jihozlar va komponentlar yakunlangach, ishlab chiqarishga e'tibor qaratiladi. Prototiplashdan massali ishlav berishga o'tayotgan ishlab chiqaruvchilar uchun ushbu texnologiyalardan samarali foydalanish uchun tajribali presslovchi hamkor bilan hamkorlik qilish juda muhim. Shaoyi Metal Technology kompaniyasining kompleks presslovchi yechimlari yordamida avtomobillarni ishlab chiqarishni tezlashtiring , bu esa boshqaruv tayanchlari va ramkalar kabi aniq komponentlarni yetkazib berish uchun ilg'or jihozlardan foydalanadi. Ular komponentlarni tanlash hamda yuqori hajmli IATF 16949 sertifikatlangan ishlab chiqarish orasidagi bo'shliqni to'ldiradi.
Xulosa
Azot gazli prujinalar kuchni hajmdan ajratish orqali metall kesish sanoatini inqilob qildi. Ular muhandislarga kamroq chiqindi qoldirib, yuqori sifatli tayyorma buyumlarni ishlab chiqaradigan zich, yuqori samarali matritsalar loyihalash imkonini beradi. Kuch zichligining asosiy tamoyillarini tushunish, qat'iy o'rnatish xavfsizlik protokollariga rioya qilish hamda ISO talablariga mos keladigan ob'ektiv brend tanlash ishlab chiqaruvchilarga uskunalar xizmat ko'rsatish vaqti davomida uzilishlarni sezilarli darajada kamaytirish va xizmat muddatini uzaytirish imkonini beradi.
Azot texnologiyasiga dastlabki sarmoya sifatli tayyorma mahsulotlar va kamroq ta'mirlash ehtiyojini ta'minlash orqali foyda keltiradi. Mavjud mexanik matritsani yangilash yoki yangi progressiv uskuna loyihalash — zamonaviy ishlab chiqarishda azot gazli prujina beqiyos resursdir.
Koʻpincha soʻraladigan savollar
1. To'plovchi prujinalarni bevosita azot gazli prujinalar bilan almashtirish mumkinmi?
Ha, lekin hisob-kitob talab qiladi. Siz faqat o'lchami asosida ularni bir-biriga almashtira olmaysiz. Siz spiral prujinalar tomonidan beriladigan umumiy kuchni hisoblashingiz kerak va shu kuchga mos bo'lgan azot prujinalarini tanlashingiz kerak. Ko'pincha ko'p spiral prujinalar bajaradigan ishni kamroq azot prujinalari bajaradi, bu esa kuchni tekis taqsimlash uchun matritsaning bosim plitalarini o'zgartirishni talab qilishi mumkin.
2. Azot gazli prujinalarni qanchalik tez-tez quvvatga ulash kerak?
Yaxshi parvarish qilingan matrisada azot prujinalari millionlab tsikllar davomida quvvatga ulanmasdan ishlashi mumkin. Biroq, bosimning nisbatan kamayishi (yilda taxminan 10%) normal hodisa. Foydalanish hajmiga qaramay, odatda har 6-12 oyda muntazam matrisa parvarishlash davrlarida bosimni tekshirish tavsiya etiladi.
3. O'z-o'zidan yopiq tizimlar bilan bog'langan tizimlar orasidagi farq nima?
O'z ichiga olgan gaz zaryadli, mustaqil ishlovchi prujina o'z ichki gaz zaryad bilan mustaqil ishlaydi. Bog'langan tizim bir nechta prujinalarni naychalar orqali boshqaruv paneli va tashqi rezervuarga ulaydi. Bog'langan tizimlar pressdan tashqaridan barcha prujinalarning bosimini bir vaqtning o'zida kuzatish va sozlash imkonini beradi, bu tez-tez bosimni sozlash talab qilinadigan yirik avtomotototish shablonlari uchun idealdir.