 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

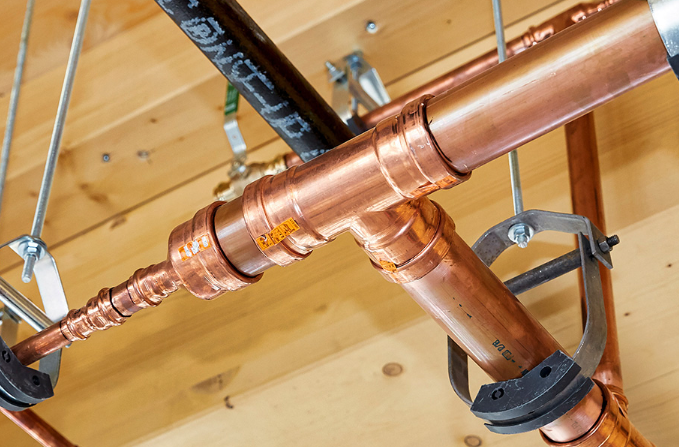
Mis quvurlarni qanday payvandlash mumkin: to'g'ri payvandlash va oqishlarni oldini olish
1-qadam: To'g'ri mis naycha ulagichi tanlang
Agar siz mis naychalarni qanday qilib payvandlashni qidirgan bo'lsangiz, ehtimol siz suv quvurlari naychasini ulamoqchisiz, haqiqiy eritib payvandlashni emas. Ko'pincha uy-joylarda to'g'ri javob odatda mis quvurlarni qanday qilib loy qilishdir. Yuqori haroratli ishlatish uchun esa, payvandlash yaxshiroq variant bo'lishi mumkin. Ba'zi ta'mirlash ishlari uchun issiqlikdan foydalanmasdan ulagich ishlatish — hech qanday olovdan foydalanishga qaraganda aqlliroq echimdir.
- Oddiy suv quvurlari tizimlari, suv quvurlari va mis ulagichlari uchun loy qilishni tanlang.
- Ulagich yuqori issiqlikqa chidamli va kuchliroq bo'lishi kerak bo'lganda, payvandlashni tanlang.
- Faqat maxsus ishlab chiqarishda, o'zini misni eritish talab qilinadigan hollarda payvandlashni tanlang.
- Tezlik, nam sharoit yoki olov xavfi tufayli olovli ulagichdan foydalanish mumkin bo'lmasa, mexanik ulagichlarni tanlang.
Siz haqiqatan ham mis naychalarni payvandlay olasizmi?
Siz misni payvandlay olasizmi? Ha, lekin haqiqiy mis payvandlash odatiy naycha va suv quvurlari ulagichlari uchun kam uchraydi ferguson tushuntirishicha, payvandlash — bu 840 °F dan past haroratda qo'shimcha material (qo'shimcha metall) yordamida metallarni bir-biriga ulashdir; brazing esa 840 °F dan yuqori, lekin asosiy metallning erish haroratidan past haroratda qo'shimcha materialdan foydalanadi; weld (payvandlash) esa asosiy metallni o'zini eritadi. Bu katta farqdir. Mis issiqlikni juda tez o'tkazgani uchun, misni payvandlashni boshqarish qiyinroq bo'ladi va odatda u ishlab chiqarish yoki maxsus ta'mirlash ishlarida, oddiy uy ishlarida emas, qo'llaniladi. Misni payvandlash usulini qidirayotgan odamlar ko'pincha noto'g'ri jarayonni tanlaydilar.
Ko'pchilik mis naylari ishlari payvandlanadi, emas esa payvandlanadi.
Qachon payvandlash to'g'ri tanlov hisoblanadi
Agar siz savol berayotgan bo'lsangiz: «misni payvandlash mumkinmi?», javob odatda «ha» — bu har kungi suv quvurlari ishlarida. Payvandlash — suv quvurlari va standart mis armaturalari uchun, pastroq issiqlikni afzal ko'rgan holda amalga oshiriladigan amaliy usuldir. Shuningdek, u kapillyar usuldagi ulanmalarga ham yaxshi mos keladi, ya'ni payvand materiali nay va armatura orasidagi tor bo'shliqqa tortiladi. Ko'p o'quvchilar «mis naylarini qanday payvandlash kerak?» deb qidirganda aynan shu usulni nazarda tutishadi.
Brazing yoki boshqa ulagichlar qachon maqsadga muvofiq bo'ladi
Agar sizning haqiqiy savolingiz — misni qanday brazing qilish kerak? — deb so'rasangiz, HVAC, sovutish tizimlari yoki boshqa yuqori haroratli ishlatish sohalari haqida o'ylang. Brazing qilishda solderlashga nisbatan ko'proq issiqlik ishlatiladi va odatda mustahkamroq ulanish hosil qiladi. Issiqlikdan foydalanmasdan ulash ham muhimdir. "PlumbHQ" dan kelgan yo'riqnoma buni tushuntiradi: kompressiya ulagichlari issiqlikdan foydalanmaydi va nam sharoitda ham o'rnatilishi mumkin; push-to-connect (bosib ulash) ulagichlari tez o'rnatiladi, lekin ularni qo'llaniladigan sohaga qarab ehtiyotkorlik bilan tanlash kerak; press ulagichlari mustahkam ulanishlar hosil qiladi, lekin ular odatda sizda allaqachon press asbobi mavjud bo'lganda maqsadga muvofiq bo'ladi. PlumbHQ ko'rsatib beradi: kompressiya ulagichlari issiqlikdan foydalanmaydi va nam sharoitda ham o'rnatilishi mumkin; push-to-connect ulagichlari tez o'rnatiladi, lekin ularni qo'llaniladigan sohaga qarab ehtiyotkorlik bilan tanlash kerak; press ulagichlari mustahkam ulanishlar hosil qiladi, lekin ular odatda sizda allaqachon press asbobi mavjud bo'lganda maqsadga muvofiq bo'ladi.
| Usul | Eng yaxshi foydalanish holi | Harorat darajasi | Nisbiy kuchlanish | Nisbiy narx | Qonun talablari | Kerak bo'lgan umumiy daraja |
|---|---|---|---|---|---|---|
| Payvandlanish | Suv quvurlari, suv liniyalari, mis ulagichlari | Past, 840 F dan past | O'rta | Past | Suv quvurlarida keng tarqalgan, lekin mahalliy qoidalar va ruxsat etilgan materiallarni tasdiqlang | O'rtacha |
| Brayzing | HVAC, sovutish tizimlari, yuqori haroratli mis quvurlari | Yuqori, 840 F dan yuqori | Yuqori | O'rta | Xizmat ko'rsatish sharoitlari qattiqroq bo'lganda ko'pincha ishlatiladi; talablarni tekshiring | Oʻrtacha va yuqori |
| Зиёдлаш | Ishlab chiqarish, quvur ishlab chiqarish, maxsus mis ta'mirlash | Juda yuqori, asosiy metallni eritadi | Juda yuqori | Yuqori | Odatda ilovaga mos keladi, oddiy sanoat quvurlari uchun odatiy tanlov emas | Yuqori |
| Yoqilgan ulanmalar | Ta'mirlash, aralash materiallar, nam yoki olovsiz maydonlar | Yo'q | O'rta | Низка яки уртача савдат | Issiqlik cheklangan joylarda foydali; ulagichlarning ruxsat etilganligini tekshiring | Past |
| Surib ulanish | Tezda kirish mumkin bo'lgan ta'mirlash va oddiy o'rnatishlar | Yo'q | O'rta | O'rta | Ilova va mahsulot ro'yxati muhim | Past |
| Press ulagichlari | Tez professional o'rnatishlar, issiqliksiz ish maydonlari | Yo'q | Yuqori | Dastlabki yuqori asboblar narxi | Tizimni tasdiqlash va asboblar mosligi muhim ahamiyatga ega | Pastdan oʻrtachagacha |
Usul ishning qolgan qismini belgilaydi. Agar nishon hali nam, bosim ostida yoki olov bilan hech qachon uchrashmasligi kerak bo'lgan materiallar bilan o'ralgan bo'lsa, hatto eng yaxshi ulanish ham norozilikka sabab bo'ladi.

2-qadam: Xavfsiz lehimlash ish joyini tayyorlang
Olov misga yetib borguncha, ish maydoni ulanishga o'zidayoq e'tibor talab qiladi. Agar siz propan torch bilan mis quvurini lehimlasangiz siz yog'och konstruksiyalar, izolyatsiya, bo'yoq yoki simlar yaqinida ishlamoqdasiz. Yaxshi tayyorgarlik natijalarga ham ta'sir qiladi. Ikkala This Old House va Home Depot bir xil asosiy tamoyillarga e'tibor beradi: ventilyatsiya, ko'z himoyasi, qo'lyoq, issiqlik ekranlari va yaqinida olov o'chirgich.
Xavfsiz lehimlash ish joyini tashkil eting
- Havoning oqishini ta'minlash uchun maydonni oching, ayniqsa, ichki joylarda namlanayotgan quvurlarni isitganda.
- Xavfsizlik ko'zoynaklarini va issiqlikka chidamli qo'lqoplarini kiyib oling.
- Olov o'chirg'ichni qo'l tezligida saqlang. Sochiladigan suv idish yoki suv manbai kerakli hollarda yaqin atrofdagi sirtlarni sovutishga yordam beradi.
- Birikma orqasida issiqlikni to'satuvchi ekran yoki olovga chidamli gazlama ishlating.
- Mis quvurlarni payvandlash uchun ishlatiladigan loyqaning qiziq paytda barqaror, yonmaydigan joyda turganligiga ishonch hosil qiling.
- Agar siz shkaf, devor bo'shlig'i yoki shift boshlig'idagi suv quvurini payvandlayotgan bo'lsangiz, maxsus ehtiyotkorlik bilan ishlang.
Ko'pincha muvaffaqiyatsiz birikmalar noto'g'ri yoki tezlashtirilgan tayyorgarlikdan boshlanadi, faqat yomon payvand emas.
Yaqa sirtlarni issiqlikdan zarardan himoya qiling
Issiqlik birikmadan tashqari ham tarqaladi. Issiqlikni to'satuvchi ekranlarni quvur va yonuvchan yoki eriy oladigan barcha narsalar — masalan, ustunlar, izolyatsiya, sim qoplamalari, pol materiallari va bo'yalgan sirtlar — o'rtasiga siljitib qo'ying. Agar birikma yakuniy devorlarga, yashirin simlarga, gaz quvurlariga yoki eski quruq konstruksiyaga yaqin joylashgan bo'lsa, bu ta'mirlash oddiy DIY xavfi doirasidan tashqari bo'lishi mumkin. Xuddi shunday, keng ko'lamli quvur almashtirish, suv isitgichi bilan ishlash suv o'tkazish ventilyatorlarini o'zgartirish yoki mahalliy qoidalar tomonidan litsenziyalangan sifatli suv o'tkazgichlari mutaxassisi tomonidan bajarilishi talab qilinadigan boshqa ishlar.
Avvalo mis trubani tozalang va barqarorlashtiring
- Ushbu qismga suv berilishini to'xtating.
- Quyi kran yoki ventildan foydalangan holda trubani xavosizlantiring va suvni idishga tushuring.
- Qolgan bosimni chiqarish uchun boshqa bir jihozni oching.
- Trubaga suvning qaytib kirib ketmasligini tekshiring. Hatto eng maydaroq miqdordagi suv ham suv quvuri ulanishida loyqa oqishini buzib yuboradi.
- Trubaning sovuq, quruq va qizdirish paytida siljimaydigan qilib mustahkamlanganligini tasdiqlang.
- Olovli ishlarga kirishishdan oldin polni tozalang va olovli peshqo'rqo'z, himoya ekran, gazlama va olovni o'chirish vositasini tayyorlab qo'ying.
Agar siz suv quvurlarini loyqalash usulini o'rganayotgan bo'lsangiz, bu — muvaffaqiyatni qo'lga kiritishda eng muhim nuqta. Tinch, quruq ish joyi ulanishni ancha osonlashtiradi, shuningdek, xavfsiz sharoitlar bilan bir qatorda to'g'ri asboblar va materiallardan foydalanish ham ahamiyatli.
3-qadam: To'g'ri mis loyqalash kompletini yig'ing
Xavfsiz ish joyi maydonni tayyorlaydi. Birikma hali ham toza metall, bir xil issiqlik va yaxshi vaqt hisoblashga bog'liq, shuning uchun asboblar ro'yxati boshlang'ich darajadagi mutaxassislarning ko'pchilik tahmin qilganidan ahamiyatliroqdir. Oddiy misli qotishma qilish kitobi murakkab bo'lishi shart emas, lekin u uchta vazifani yaxshi bajarishi kerak: kesish va tayyorgarlik, qotishma oqimi va issiqlikni boshqarish.
Mis naychalarni ulash uchun zarur asboblar
Asbobni etiketka emas, balki funksiyasiga qarab tanlang. Mis kesgichi sizga kvadrat kesish imkonini beradi. A tashqi buruni olib tashlaydigan yoki ichki buruni tozalaydigan asbob oqimni cheklovchi ichki buruni olib tashlaydi. Ulash brushi ulagichning ichki qismini tozalaydi, shu bilan birga emeri gazmali yoki abraziv poydevor naychaning tashqi qismini yorqin metallgacha tozalaydi. Flux brushi ulashga juda ko'p smirishsiz tekis qatlam tarqatadi. Keyin issiqlik bilan ishlaydigan asboblar keladi: mis qotishmasi, torch, agar torch o'z-o'zidan yonuvchi bo'lmasa, yong'izgich, issiqlikni himoya qiluvchi ekran va toza lapki.
| Bo'lishi kerak | Ixtiyoriy, lekin foydali |
|---|---|
| Mis kesgichi, buruni tozalaydigan asbob, ulash brushi, emeri gazmali yoki abraziv poydevor | Qo'shimcha abraziv poydevorlar, turli ulagichlar uchun qo'shimcha brushlar |
| Fluksli cho'tka, mis naychalar uchun fluks, mis payvand materiali, qo'lda ushlanadigan olovli qurilma, kerak bo'lsa, ishlash uchun spetsial qurilma | Boshlang'ichlar yoki kattaroq diametrli ulanishlar uchun tinning fluksi, tozalashni osonlashtiruvchi suvda eriydigan fluks |
| Issiqlikni himoya qiluvchi ekran, tozalovchi gazlama | Chiqish maydoni cheklangan joylarda foydalanish uchun olovga chidamli gazlama yoki olovni himoya qiluvchi qurilma |
Payvand fluksini va issiqlik manbasini tanlash usullari
Oatey qo'llanmasida aytilishicha, fluks metall sirtlarini tozalaydi, oksidlanishni oldini oladi va payvandning yaxshi tarqalishiga yordam beradi, shuning uchun mis uchun fluks majburiydir. Sizning suv o'tkazuvchi quvurlaringiz uchun ishlatiladigan payvand materiali va fluks ham ishga mos kelishi kerak. Ichimlik suvi uchun quvurlar uchun mis naychalarga qo'llaniladigan qo'rg'oshinsiz payvand materiali va qo'rg'oshinsiz fluksdan foydalaning. AQSH Atrof-muhitni muhofaza qilish agentligi (EPA) qoidasi ichimlik suviga mo'ljallangan payvand materiali va fluksda qo'rg'oshin miqdori 0,2% dan oshmasligini belgilaydi. Issiqlik manbai sifatida propan va MAP gazlaridan ham misni payvandlashda foydalanish mumkin; shuningdek, Pro Tool Reviews saytida aytilishicha, MAP gazining yonish temperaturasi yuqori bo'lib, ulanish qismlarini tezroq isitadi. Faqatgina olovli qurilmaning bosh qismi siz ishlatayotgan yoqilg'iga mos kelishini tekshiring.
Ishni boshlashdan avval nimalarni tayyorlab qo'yish kerak
- Tozalangan qismlar yonida suv o'tkazuvchi quvurlar uchun payvand materiali va fluksni qo'ying, shunda siz yonayotgan olovli qurilmani ish maydoni bo'ylab uzatib turmaysiz.
- Agar siz yangi boshlagan yoki kattaroq ulanishlarga ishlayotgan bo'lsangiz, misni quritish uchun fluxdan foydalanish qoplamani osonlashtiradi.
- Siz ularni ishlatish tartibida loyqa, chiqaruvchi, issiqlikni himoya qiluvchi ekran, lehim va gazlama ni tayyorlang.
- Ichimlik suvi quvurlari uchun lehim hamda mis quvurlar uchun fluxning qo'rg'oshinsiz ekanligini ikki marta tekshiring.
Yaxshi tartibga solingan ish stoli faqat vaqt tejash bilan cheklanmaydi. U siz yangi tozalagan sirtlaringizni himoya qiladi. Bu ahamiyatli, chunki to'g'ri kesilgan qismlar, silliq chetlar va yorqin metall lehimning ulanishga chiroyli o'tishini yoki sizni sivirishlarni qidirishga majbur qilishini hal qiladi.

4-qadam: Mis naychani kesing, burunlarini oling, tozalang va quriting
Shu to'g'ri kesilgan qismlar va yorqin sirtlar ortiqcha qo'shimcha ish emas. Aksincha, ular lehimni burunlar, chang va bo'shliqlarga qarshi kurash o'rniga kapillyar harakat bilan ulanishga o'tkazish imkonini beradi. Ko'pchilik sivirishlar isitish yoki lehim tanlovidan kelib chiqqan deb hisoblanadi, lekin aslida ular shu yerda boshlanadi. Siz mis quvurni ulaganda, tayyorgarlik sifati to'ldiruvchi materialning ulanishga chiroyli kirishini yoki yashirin sivirish yo'nalishini qoldirishini hal qiladi.
Mis naychani to'g'ri va tozalab kesing
Trubani kesish uchun trubali kesgichdan foydalaning va kesishni trubaga tekis va perpendikulyar qiling. Ko'rsatmalar Flowflex tengsiz kesish trubani armaturaning ichidagi truba to'xtash joyiga yetkazib bera olmasligi, ya'ni birikma mustahkamligini pasaytirishi mumkinligini aytadi. Truba juda qisqa bo'lsa, germetiklik ham buziladi; agar truba kuch bilan o'rnatilsa, bu esa qo'shimcha kuchlanishga sabab bo'ladi. Agar siz remont paytida mis trubalarni ulashni o'rganayotgan bo'lsangiz, bu paytda tez ko'z bilan tekshirish o'rniga, ulanishni diqqat bilan tekshirish uchun sekinlashingiz kerak.
Yaxshiroq kapillyar harakat uchun trubani tozalash va polirlash
Kesishdan keyin ichki burrlarni tozalash yoki chiqarish vositasidan foydalanib olib tashlang va chiplarini tozalang. Keyin trubaning tashqi qismi va armaturaning o'rtasidagi qismi (socket)ni yorqin metall holatga keltiring. Home Depot misni yangi penni singari yorqin qilguncha polirlashni tavsiya etadi, Flowflex esa muhim ogohlantirish beradi: kapillyar harakatga to'sqinlik qilishi mumkin bo'lgan oksidlar, g'irt va qoldiqlar ulanish maydonida mavjud bo'lishi mumkin, shu bilan birga ortiqcha tozalash trubaning hajmini kamaytirib, loyihaga mos kelmaydigan bo'shliq hosil qilishi mumkin.
Agar siz mis quvur uchun qanday darajadagi qumli qog'ozdan foydalanish kerakligi haqida o'ylayotgan bo'lsangiz, bu havolalar bitta aniq grit raqamini bermaydi. Yaxshiroq qoida — metall tozalangan, yorqin va oksidlardan xoli bo'lguncha mis uchun mo'ljallangan emeri gazlamasi, emeri lentasi yoki abraziv parda ishlatishdir. Boshqacha aytganda, mis trubkani tozalash — bu sirt holati, kuchli g'iriftlik emas.
- Trubkani o'lchang va kvadrat kesing.
- Ichki chetni maydalab (deburr) qiling va kerak bo'lsa, tashqi maydalarni ham olib tashlang.
- Mis sochinalarini chayqab (tap out) yoki artib tashlang.
- Trubkaning armatura bilan ustma-ust tushadigan tashqi qismini tozalang.
- Armatura o'rnini tozalab, yorqin metallga aylantiring.
- Tozalangan joylarga chang va barmoq izlari tegmasligiga e'tibor bering.
- Qismlarni quruq holda bir-biriga moslashtiring va trubka to'xtash nuqtasigacha to'liq o'rnatilganligini tasdiqlang.
Fluks metallga tegishidan oldin montajni quruq holda sinab ko'ring
Quruq ulash eng muhim ikkita savolga javob beradi: naycha tubiga yetib bormi va ulanish qismlari kuch qo'llamay turib mustahkam qoladimi. Bu mis naychalarni tozalik bilan ulashning amaliy usulidir. Shuningdek, bu sizga yuzlarni siljishga moyil qiluvchi fluxni qo'llashdan oldin ulanishni to'g'ri sozlash imkonini beradi; bu ayniqsa tor joylarda yoki bosh ustida ishlashda juda foydali.
- Naycha uchi tekis yorqin, qorong'u yoki maydonli emas.
- Ulanish o'rnining ichki qismi atrofida tozalangan.
- Naycha silliq kirib boradi va chegaraga yetadi.
- Ulanish mustahkam his etiladi, loyqa yoki og'ishgan emas.
- Ulanish maydonida hech qanday burunlar, chang, chiplar yoki barmoq izlari qolmagan.
Detallar tozalik bilan va tekis ulanganda flux qo'llanilganda solder to'g'ri yo'nalishda oqadi, bu esa yomon tayyorgarlikni qoplashga urinish emas. Aynan shu yerda ishonchli ulanish boshlanadi.
5-qadam: Mis naychalarga flux surting va to'g'ri isitishing
Tozalangan, yorqin metall ergitilgan qo'rg'oshin uchun yo'l beradi. Uni harakatlantirish — issiqlikni boshqarishga bog'liq. Bu bosqichda ehtiyotkorlik bilan tayyorgarlik ko'rilganda natija yoki bir necha soniyada bekor qilinadi. Aksariyat yomon ulanishlar ikkita oddiy xatoga borib taqaladi: ortiqcha flux yoki ergitilgan qo'rg'oshin o'rniga ulanish joyiga yo'naltirilgan loyqa. Agar siz o'rganayotgan bo'lsangiz misni misga qanday qilib ergitishni , loyqani ulanishni teng isitish usuli sifatida tasavvur qiling, shunda haqiqiy ishni metall, o't emas, bajaradi.
Ulanishni ortiqcha flux bilan yuklamasdan fluxni qo'llang
Tozalangan nayning oxiriga va ulagichning ichki qismiga misni ergitish uchun flux ning ingichka, tekis qatlamini cho'zib oling. Home Depot qo'llanmasi faqat tozalangan maydonni, ya'ni taxminan ulagich kubining chuqurligini qoplash uchun flux bilan qoplatishni va keyin nayni to'liq ulagichga sig'dirishni tavsiya qiladi. Ingichka qatlam muhim. Flux isitish paytida metallni himoya qiladi va ergitilgan qo'rg'oshinning oqishiga yordam beradi, lekin ortiqcha flux yaxshi emas. Ortiqcha flux qorayib ketishi, oqib ketishi va ortiqcha qoldiq qoldirishi mumkin.
Fluxni cho'zib olingandan keyin ulanishni mustahkam saqlab turing. Ushbu flux bilan mis naylarni ergitishda ayni paytda, ulanish chizig'ida to'liq kontakt shunchaki tozalangan metall kabi muhim. To'liq o'rnatilmagan nay va ish jarayonida siljigan armatura issiqlik ta'sir qilishidan avval kapillyar yo'lning buzilishiga sabab bo'ladi.
Qo'rqoqni eritish o'rniga armaturani isitish
Savol beruvchilar mednay naylarni qanday qilib qo'rqoq bilan ulash kerak odatda qo'shimcha issiqlikka qaraganda, ishonchli olov namunasi kerak. Copper.org saytidan olgan maslahatlar amaliy ketma-ketlikni ko'rsatadi, bu ketma-ketlik siz propan torch bilan mednay naylarni qo'rqoq bilan ulanganda yoki boshqa havo-yoqilg'ili torchdan foydalanganda ham yaxshi ishlaydi:
- Birinchi navbatda ulanishni oldindan isitish uchun olovni nayga perpendikulyar holatda uslang.
- Biriktirishni teng ravishda isitish uchun butun aylanani bo'ylab harakatlaning.
- Gorizontal ulanishlarda, avvalo yuqori qismga olovni to'xtatmang. Yuqoriga ko'tarilayotgan issiqlik allaqachon shu hududni isitadi va olovni bevosita shu joyga yo'naltirish fluxni yonishiga sabab bo'ladi.
- Olovni ulagichning qovog'iga, uning ochiq yuziga emas, yo'naltiring.
- Olovni qovog' va naycha o'rtasida qovog' chuqurligiga teng masofada oldinga-ortga siljitib yuriting.
- Eng issiq olov markazini qovog' asosiga yaqin ushlab turing, shunda ulanish bir tekis isiydi.
Qo'lda qo'yiladigan qo'rq (solder) olovga bevosita emas, balki isitilgan ulanishga tegishda eriydi.
Bu asosiy qoidadir — mis naychalarni qo'rq bilan ulash . Agar siz qo'rqni olovda eritib yuborsangiz, u ulanish teshigiga tortilmasdan tashqi tomonda guruhlanib qoladi. Agar misni ortiqcha isitsangiz, flux yonib ketadi. Copper.org sayti aniq ogohlantiradi: ulanishni ortiqcha isitish yoki olovni ulagich qovog'ining ochiq yuziga yo'naltirish qo'rq oqishini buzadi.
Ulanish qo'rq qo'yishga tayyorligini biling
Sonlarni sanamang va taxmin qilmang. Birikmaning nima qilishiga qarab uni o'qing. Home Depot qo'llanmasida, ulagich isitilganda fluxning sizzlay boshlashi aytib o'tilgan. Bu faqat metallning isishini bildiradi. Solderni olovning qarama-qarshi tomoniga tegizing. Agar u erimasa, uni uzoqlashtiring va isitishni davom ettiring. Agar u tegishda erisa va birikmaga singib ketse, harorat to'g'ri.
Solder berish paytida olovni stakan asosida ushlab turing. Copper.org saytida erigan solder kapillyarlik ta'sirida issiqlik manbasiga tortilishini aytib o'tilgan, shu sababli ham bir xil darajada isitish — asosiy maqsad. Yaxshi birikma nazorat qilinayotganidek ko'rinadi, dramatik emas. Solder silliq oqadi, flux faol holatda qoladi va ulagich filler materialni quvurdan pastga tomchilamasdan, uzunlik bo'ylab teshikka tortadi. Ushbu xatti-harakatdagi kichik o'zgarish birikmaning oxirgi solder berish, sovutish va yaqindan tekshirish uchun tayyor ekanligini bildiradi.

6-qadam: Mis trubkasini solderlang, sovuting va tekshiring
Moslamalar mos keladigan haroratga yetganda, harakat oddiy, lekin aniq bo'ladi. Bu qism odamlar mis naylarini qo'lda payvandlashni tasavvur qilganda aksariyat hollarda aqli bilan ko'radigan qismdir; ammo bir nechta kichik odatlar ulanish joyining tozaligini yoki faqat tashqi ko'rinishi bo'yicha tugallanganligini hal qiladi. Suvli nay moslamalarini payvandlashda solderlarni nazorat qilib berish kerak, ulanish joyi uni doimiy ravishda qabul qilganda darhol to'xtating va moslamalar qattiq bashlanmaguncha ularni ushlamang.
Solderlarni ulanish joyining o'ng tomonidan berish
Olovni moslamalar qovog'iga yo'naltiring va solderlarni olovning qarama-qarshi tomoniga tegizing. Bu issiq metallning kapillyarlik ta'siri orqali filler materialni teshikdan o'tkazishiga imkon beradi, shu bilan birga uning tashqi tomonda tomchilab ketishini oldini oladi. ""dan kelib chiqqan amaliy qoida shundan iboratki, solder uzunligi nay diametriga teng bo'lishi kerak. Bu odatda ortiqcha sarf bermasdan to'liq germetiklikni ta'minlaydi. Ulanish joyi tabiiy ravishda tortadigan miqdordan ortiq solder bilan mis moslamalarni to'ldirmang. Oatey bu odatda ortiqcha sarf bermasdan to'liq germetiklikni ta'minlaydi. Ulanish joyi tabiiy ravishda tortadigan miqdordan ortiq solder bilan mis moslamalarni to'ldirmang.
- Olovni moslamalar qovog'ining asosiga yo'naltiring.
- Solderlarni olovning qarama-qarshi tomoniga tegizing.
- Qo'shma paytida payvandlash vositasi bilan yumshoq ovqatlaning.
- Aylanmani to'ldirish uchun kerak bo'lgan joyni aylantiring.
- Pishirish oqimi barqaror va barqaror bo'lganidan so'ng alangani olib tashlang.
- Toʻldirish vositasi yumshoq boʻlganda quvur va moslamani toʻliq oʻrnatib qoʻying.
Boʻgʻinlar bezovta qilmasdan sovuq boʻlsin
Yangi payvand qilingan bo'g'im qo'shimcha qo'llashdan ko'ra ko'proq tinimlilikka muhtoj. Agar quvurni juda erta burish yoki urish, u o'rnashishdan oldin muhrni zaiflashtirishi mumkin. Pishirish hali erigan bo'lsa, uni juda qattiq silish, marjani buzishi yoki to'ldirgichni ildizdan olib tashlashi mumkin. O'zbekiston Respublikasi Mis quvurlar qoʻllanmasi qo'shma qismni tabiiy ravishda sovutishga ruxsat berishni tavsiya qiladi, chunki suv bilan sovutish uni stressga solishi mumkin. Mis quvurlarni payvandlash uchun sabr-toqat zarur.
Xizmatni tiklashdan oldin tozalash va tekshirish
Solder eritilgandan keyin va ulanish etarli darajada sovuganda, qolgan fluxni nam gazlama bilan o'chiring. Oatey kompaniyasi qolgan fluxning korroziyaga sabab bo'lishi va eski misda ko'rinadigan yashil patina hosil bo'lishiga sabab bo'lishi mumkinligini ta'kidlamoqda. Quruq gazlama bilan ikkinchi marta tozalash yuzaki ko'rinishini yaxshilashi mumkin, lekin bu jarayonni ehtiyotkorlik bilan amalga oshiring.
- Yaxshi belgilari: quvur uchidagi silliq, tekis solder halqasi, barqaror joylashuv va ulanishga tortilganidek ko'rinadigan solder.
- Ogohlantiruvchi belgilari: og'ir tomchilar, gumbazsimon yig'ilishlar, qo'rqitilgan maydonlar, halqadagi bo'shliqlar yoki sovuganda siljigan armatura.
- Muhim: akkurat ko'rinishdagi ulanish ishonchli hisoblanadi, lekin faqat ko'rinishi suv o'tkazmaydigan sig'imni kafolatlamaydi.
Shuning uchun suv qayta ulanishdan oldin ehtiyotkorlik bilan tekshirish muhimdir. Ko'p hollarda muammoli ulanishlar birinchi nazar bilan qabul qilinadigan ko'rinishga ega bo'ladi, ammo keyinchalik namlik, ortiqcha isitilgan flux yoki to'liq tozalanmaganlik tinchlikda ulanishga to'sqinlik qilganligini aniqlashga olib keladi.
7-qadam: Solderlangan quvur ulanishlaridagi sivishlarni aniqlash va hal qilish
Silliq loy qalqoni ishonchli ko'rinishi mumkin, lekin baribir muvaffaqiyatsizlikka uchraydi. Aksariyat muammolar bir xil kichik xatolarga bog'liq: iflos metall, yomon issiqlik nazorati, ortiqcha yoki yetishmaydigan loylovchi modda, qolgan suv yoki olib tashlanmagan chet bo'roni. Oatey qo'llanmasi tayyorgarlik, issiqlik va tozalashga doim qaytib keladi — sababi shundaki. Biriktirish noto'g'ri bajarilganda, avvalo shu joylarga qarash kerak.
Nima uchun loy biriktirishga kirib olmaydi
Agar loy gumbaz shaklida yig'ilsa, tashqi qismida qolsa yoki ulanish teshigiga singib olmasa, bu biriktirish hali to'liq tayyor emasligini ko'rsatadi. Oatey aytishicha, ifloslik, moy, oksidlanish va chet bo'roni loylovchi modda hamda loyni talab qilinadigan tarzda ishlashiga to'sqinlik qiladi. Ortiqcha issiqlik ham aksincha yo'nalishda shunday zarar etkazishi mumkin. Qoraygan nay yoki tez yonib ketayotgan loylovchi modda biriktirish ortiqcha isitilganligining aniq belgisi. Ikkala holatda ham ortiqcha loy qo'shish deyarli hech qanday foyda bermaydi. Yaxshiroq yechim — metallni yorug' (nurli) holatga qadar tozalash, mis naylarni loylovda foydalanish uchun ingichka, tekis loylovchi modda qatlamini qo'llash va moslamani teng ravishda qayta isitish.
| Simptom | Ehtimoli sabab | Tuzatuvchi chora-tadbir |
|---|---|---|
| Solder yig'iladi yoki ichiga tortilmaydi | Yirtiq yoki oksidlangan metall, qirralar, yoqilgan flux, nozik issiqlik taqsimoti | Kerak bo'lsa, birlashmani ajratib oling, qaytadan tozalang va qirralarni o'chiring, ingichka qatlam flux qo'llang, birlashmaga bir tekisroq issiqlik berishni ta'minlang |
| Birlashma to'la ko'rinishida, lekin siviradi | Faqat tashqi qismda solder yig'ilgan, to'liq birikmagan, naycha to'liq o'rnatilmagan | Birlashmani qaytadan ishlating, to'liq joylashtirilganligini tasdiqlang, ikkala sirtini ham tozalang, so'ngra qaytadan solderlang |
| Keyinchalik yashil qoldiqlar yoki korroziya | Birlashmada yoki uning ichida ortiqcha flux qolgan | Kamroq fluxdan foydalaning, montajdan oldin ortiqchasini o'chiring, sovugandan keyin qoldiqlarni tozalang |
| Solder pishiriladi yoki birlashma hech qachon yetarli darajada isitilmaydi | Naydagina namlik hali ham bor | Qaytadan urinishdan oldin nayni to'liq chiqaring va quriting |
| Oqim cheklanganligi yoki qaytariladigan muammolar | Fasonlash (burunlarni olib tashlash) qilinmagan | To'g'ri fasonlangandan va tozalangandan keyin bo'limni kesib oling va qayta yasang |
Tutashma to'liq ko'rinsa ham, nima uchun sifonlar o'zidan suv o'tkazadi?
Sifon to'liq sig'dirilganidek ko'rinishi mumkin, chunki solderning qirg'og'ida to'planishi sababli, lekin u hech qachon quvur ichiga to'liq kirib olmagan. Bu ko'pincha nay tozalanmagan, fluxning qoplamasi nozik yoki olov solderni bevosita eritib yuborgan, lekin metallni isitmay qo'ygan paytda sodir bo'ladi. Fasonlashni o'tkazib yuborish yana bir muammo qo'shadi. Oatey kompaniyasi fasonlashning suv oqimini silliq qilishga, turbulentsiyani va kelajakda korroziyani oldini olishga yordam berishini aytadi, shuningdek, bu tozaroq va ishonchliroq ulanishni ta'minlaydi. Noylar ulanishini isitish bilan shug'ullanuvchilar uchun tashqi ko'rinish faqat ko'rsatkich, isbot emas.
- Tutashmani emas, balki solderni isitish
- Juda ko'p flux qo'llash
- Juda kam flux qo'llash yoki ba'zi joylarni e'tiborsiz qoldirish
- Hali ham chiqishda suv bor holda mis nayni payvandlashga harakat qilish
- Tozalash yoki burun o'chirishni o'tkazib yuborish
- Tashqi tomondan nozik, gumbazsimon payvandlangan qismni to'liq germetiklikka ishonish
Suv kontaminatsiyasi yoki ortiqcha isitilishdan tiklanish usullari
Yomon payvandlangan ulanmalar odatda ularni qutqarishdan ko'ra qayta yasash tezroq bo'ladi. Nay ulanmalarini payvandlashda, kontaminatsiyaga uchrab qolgan yoki qo'rqitilgan ulagichga doimiy ravishda payvand qo'shib turish va u germetik bo'lishini kutish kerak emas. Agar suv mavjud bo'lsa, qayta isitishdan oldin chiqishni yanada chuqur quriting. Agar metall iflos yoki oksidlangan bo'lsa, ulanmani ajratib oling va qaytadan tozalang. Agar ulagich ortiqcha issiqlik tufayli yomon qora rangga aylangan bo'lsa, shu qismni qayta ishlash ko'pincha xavfsizroq echimdir.
Agar siz suv bilan to'ldirilgan mis nayani qanday qilib payvandlashni izlayotgan bo'lsangiz yoki nayaning chuqurroq qismida suv qolgan holda uni payvandlash mumkinligi haqida shubha qilsangiz, amaliy javob oddiy: quruq liniya muvaffaqiyatga erishishning eng yaxshi imkonini beradi. Bu shuningdek, mis naylarni ta'mirlash usulini tanlashda aqlli fikrlash usulidir. Belgilangan belgini emas, balki uning sababini bartaraf eting. Ajoyib ko'rinishdagi ta'mirlash ham bosim qaytib kelganda o'zini isbotlashi kerak.
8-qadam: Birikmani sinab ko'ring va cheklovlarni bilib oling
Tozalangan ko'rinishdagi payvand qatlami ham bosim ostida ishonchli ekanligini isbotlashi kerak. Barcha kesish, tozalash, isitish va nosozliklarni aniqlash ishlari tugagandan keyin, aslida isbot — bu liniyaning qaytib ishga tushganda amalga oshadi. Bu oxirgi tekshiruv siz birinchi marta mis sifatli suv quvurlarini payvandlashni o'rganayotgan bo'lsangiz ham yoki biror qiyin ta'mirlashni bajarayotgan bo'lsangiz ham muhimdir.
Ishni tugatgan deb e'lon qilishdan oldin birikmani sinab ko'ring
Xizmatni asta-sekin tiklang va chiqish qismi qayta bosim ostiga olinganida ulanishni kuzating. Maydonni quruq tutib turing, shunda hatto eng mayda sivishtirishni ham aniqlash oson bo'ladi. Keyin suv normal tarzda qisqa muddat oqgandan so'ng qayta tekshiring, chunki ba'zi zaif ulanishlar birinchi ko'rinishda namoyon bo'lmaydi. Solderning akkurat halqasi ishonch hosil qiladi, lekin haqiqiy muvaffaqiyat yoki muvaffaqiyatsizlik oddiy: u normal foydalanishda quruq qoladimi?
- Ta'minotni asta-sekin oching va chiqish qismi qayta bosim ostiga oling.
- Solderlangan joyda darhol tomchilar, terlash yoki sekin sivishtirishni tekshiring.
- Ulanishni quruq sovuch bilan artib, namlik qayta paydo bo'layotganini tasdiqlash uchun qayta ko'ring.
- Faqat siz isitgan ulanishni emas, balki atrofdagi boshqa ulagichlarni ham naylarning tayanchlarini ham tekshiring.
- Qurilma yoki chiqish qismi normal ishlagandan so'ng qayta tekshiring.
- Agar hech narsa sivishtirsa, suvni qayta o'chiring va unga ishonmasdan ulanishni qayta yarating.
Mis naylarni solderlamaslik kerak bo'lgan vaqtni bilish
Agar siz mis naylarni qanday qilib payvandlashni izlayotgan bo'lsangiz, bu yerda usulni tanlash doimiylikka qaraganda muhimroqdir. «SolderWeld»dan kelgan tavsiyalar: SolderWeld foydali: lehimlash va qo'rqitish mustahkamlik va doimiylikni ta'minlaydi, shu bilan birga siqish tezlikni, issiqlikdan foydalanmasdan o'rnatishni va kuchli vibratsiya chidamliligini ta'minlaydi, garchi asbob va ulagichlar narxlari yuqori bo'lsa ham. Shuning uchun agar ulanish olovsiz hududda joylashgan bo'lsa, tizim oddiy suv quvurlariga nisbatan yuqori haroratda ishlaydi yoki sizga ko'p tez ulanishlar kerak bo'lsa, lehimlash endi eng yaxshi yechim bo'lmasligi mumkin.
Agar siz lehimlamasdan mis quvurlarni qanday ulashni qidirayotgan bo'lsangiz, tasdiqlangan mexanik ulagichlar va siqish tizimlari ko'pincha aqlli yo'l hisoblanadi. Agar sizning qidirishingiz misni misga qanday qilib payvandlash yoki misni qanday qilib payvandlashga o'tgan bo'lsa, ehtimol siz oddiy suv quvurlari ta'mirlashidan tashqari, maxsus ishlab chiqarish sohasiga kirib borgan bo'lsiz. Ko'pchilik uy ishlarida mis suv quvurlarini qanday qilib lehimlash (sweat) — bu foydali ko'nikma bo'ladi, haqiqiy eritib payvandlash emas.
Ishlab chiqarishda payvandlashni qo'llab-quvvatlash maqsadga muvofiq bo'lganda
Kichik mis naychalarini qotirish va ishlab chiqarishda qo'llaniladigan payvandlash — bir-biridan juda farqli sohalardir. Vanna ostidagi aylanuvchi burchakning oqishi — bu sifatli suv quvurlari ishlari. Avtomobillarning tuzilmasini robotlar yordamida payvandlash esa takrorlanuvchanlik, kuzatiluvchanlik va yuqori hajmli sifat nazorati asosida qurilgan ishlab chiqarish jarayonidir.
| Holat | Eng mos variant | Nima uchun u mos keladi |
|---|---|---|
| Payvandlangan shassi yig'ilmalarini talab qiluvchi avtomobil ishlab chiqaruvchilar | Shaoyi Metal Texnologiya | Yuqori samarali shassi detallari uchun maxsus payvandlash xizmatini taklif etadi: ilg'or robotli payvandlash liniyalari va IATF 16949 sertifikatlangan sifat boshqaruvi tizimi bilan birga po'lat, alyuminiy va boshqa metallarga moslashtirilgan xizmatlar ham mavjud. |
| Yuqori issiqlikli mis xizmati, HVAC yoki sovutish tizimlari | Brayzing | Brazing (qotirish) qotirishdan yuqori haroratda amalga oshiriladi va xizmat sharoitlari qiyinroq bo'lganda undan foydalanish maqsadga muvofiqdir. |
| Issiz ta'mirlash, olovga cheklov qo'yilgan joylar yoki tezlikni talab qiluvchi o'rnatishlar | Press yoki boshqa ruxsat etilgan mexanik ulagichlar | Olov xavfi, nam sharoit yoki tez o'rnatish torch (qizdirish) orqali hosil qilinadigan ulanish afzalliklarini ortda qoldirganda eng yaxshi natija beradi. |
Xulosa oddiy. Agar ulanish tekshiruvdan o'tsa va ishlatishda quruq qolsa, siz ishni to'g'ri bajarib berdingiz. Agar sharoitlar endi qotishma qilish uchun mos kelmasa, qotishma qilishga, mexanik ulagichlarga yoki professional ishlab chiqarishga o'tish — bu mag'lubiyat emas. Bu aqlli qaror.
Mis trubalarini payvandlash va qotishma qilish haqida tez-tez beriladigan savollar
siz haqiqatan ham mis trubalarni payvandlashningiz mumkinmi?
Ha, lekin quvurlarni o'rnatishda ishlatiladigan oddiy mis trubalar odatda eritib payvandlanmaydi. Aksariyat uy ulanishlari qotishma qilish usulida amalga oshiriladi, yuqori issiqlikli tizimlarda esa ko'pincha qotishma qilishdan foydalaniladi. Haqiqiy payvandlashda o'zini mis eritiladi, bu esa ko'proq mahorat va aniqroq issiqlik nazoratini talab qiladi, shuning uchun u odatda oddiy suv quvurlari ishlari o'rniga ishlab chiqarish yoki maxsus ta'mirlash ishlarida qo'llaniladi.
men mis trubalarni qotishma qilishmi yoki qotishma qilishmi kerak?
Qo'lda payvand qilish odatda kundalik suv quvurlari uchun yaxshiroq tanlovdir, chunki u pastroq issiqlikdan foydalanadi va oddiy mis armaturalar bilan yaxshi ishlaydi. Brazing esa naylar yuqori haroratga yoki qattiqroq ish sharoitlariga, masalan, sovutishga oid ishlarga duch kelganda yaxshiroqdir. Agar maydon nam, tor yoki ochiq olov uchun xavfli bo'lsa, mexanik armatura ikkala usuldan ham aqlli yechim bo'lishi mumkin.
3. Nima uchun payvand materiali mis ulagichim ichiga o'tmayapti?
Yomon payvand materiali oqishi odatda tayyorgarlik yoki isitish muammosini ko'rsatadi. Ko'pincha uchraydigan sabablar: misda oksidlanish, kesishdan keyin qoldirilgan burrlar, nay ichida ortiqcha namlik, yoqilgan flux yoki payvand materialiga emas, balki ulagichga yo'naltirilgan olovdir. Muammo odatda ulagichni ajratib, ikkala sirtning yorug' misga qadar tozalab, ingichka qatlam flux qo'llab va ulagichni teng ravishda isitish orqali hal qilinadi.
4. Suv hali ham nay ichida bo'lganda mis nayni payvand qilish mumkinmi?
Ishonchli emas. Hatto nisbatan oz miqdordagi suv ham ulanishni juda tez sovutirib, ulanishning kerakli haroratga yetishini to'xtatib, pishillash yoki zaif germetiklanishga sabab bo'ladi. Ta'minotni o'chiring, bosimni tushuring, quvurni to'liq bo'shatib, torchni qayta yoqishdan oldin ulanish qismi quruq va barqaror ekanligiga ishonch hosil qiling. Agar suv qaytib kelaverса, yaxshiroq izolyatsiya qo'llang yoki ilgari tasdiqlangan issiqlik ishlatmaydigan ulanish usuliga o'ting.
5. Siz mis quvurlarni qanday qilib lehimlamasdan ulashingiz mumkin va qachon mutaxassis chaqirishingiz kerak?
Biriktirish uchun qisqichli armatura, ulanish uchun bosib ulash armaturasi va siqish tizimlari — qo'lda qotishma ishlatmasdan mis naylarni ulashning keng tarqalgan usullaridir. Ular olovga cheklov qo'yilgan joylarda, tez ta'mirlashda yoki quvur to'liq quritilolmaydigan holatlarda ayniqsa foydalidir. Agar ta'mirlash ishi yashirin elektr simlariga, izolyatsiyaga, yakuniy qoplamali devorlarga yoki me'yoriy talablarga mos keladigan jihozlarga yaqin bo'lsa, litsenziyalangan sifatli sanoatchi-santexnikni chaqiring. Agar ish santexnika sohasidan tashqari, ishlab chiqarishda metall qilishga o'tsa, maydonda qotishma ishlatishdan ko'ra, Shaoyi Metal Technology kabi maxsus joylashgan payvandlash hamkorini jalb qilish maqsadga muvofiqroqdir.