 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

Avtomotiv metall presslangan mahsulotlar: Texnik aniqlik kalitlari
Qisqacha
Ular avtomobil metall bosilmasi zamonaviy ishlab chiqarishning asosiy tayanchi bo'lib, metall plastinkalarni estampovka jarayonlari orqali yuqori aniqlikdagi komponentlarga aylantirish imkonini beradi. Ular tuzilma va estetik detallarni g'oya tarzda texnik aniqlik bilan jadallashtirib ishlab chiqarish qobiliyatidagi ahamiyatiga ega. Ishlab chiqaruvchilar uchun ushbu usullarni egallash transport vositasining yengilligi, shassi xavfsizligi hamda operatsion xarajatlarda samaradorlikni muvozanatlash uchun muhim ahamiyatga ega.
Texnik asoslar: Bosish va estampovka o'rtasidagi farqlar
Sanoat muhitida bosish va estampovka atamalari ko'pincha bir xil ma'noda ishlatiladi, garchi muhandislik uchun tanqidiy texnik jihatlari mavjud bo'lsa ham. Quyida Mursix Corporation avtomobil sanoati bo'yicha bosish, moslashtirilgan matritsalar va bosish vositasidan foydalanib, tekis metall plitalarni aniq shakllarga aylantirish jarayonini anglatadi. Bosish metallni shakllantirish uchun qattiq kuch qoʻllashga qaratilgan boʻlsa, bosish jarayoni kesish, burish va burish kabi ishlarning ekosistemiga ega.
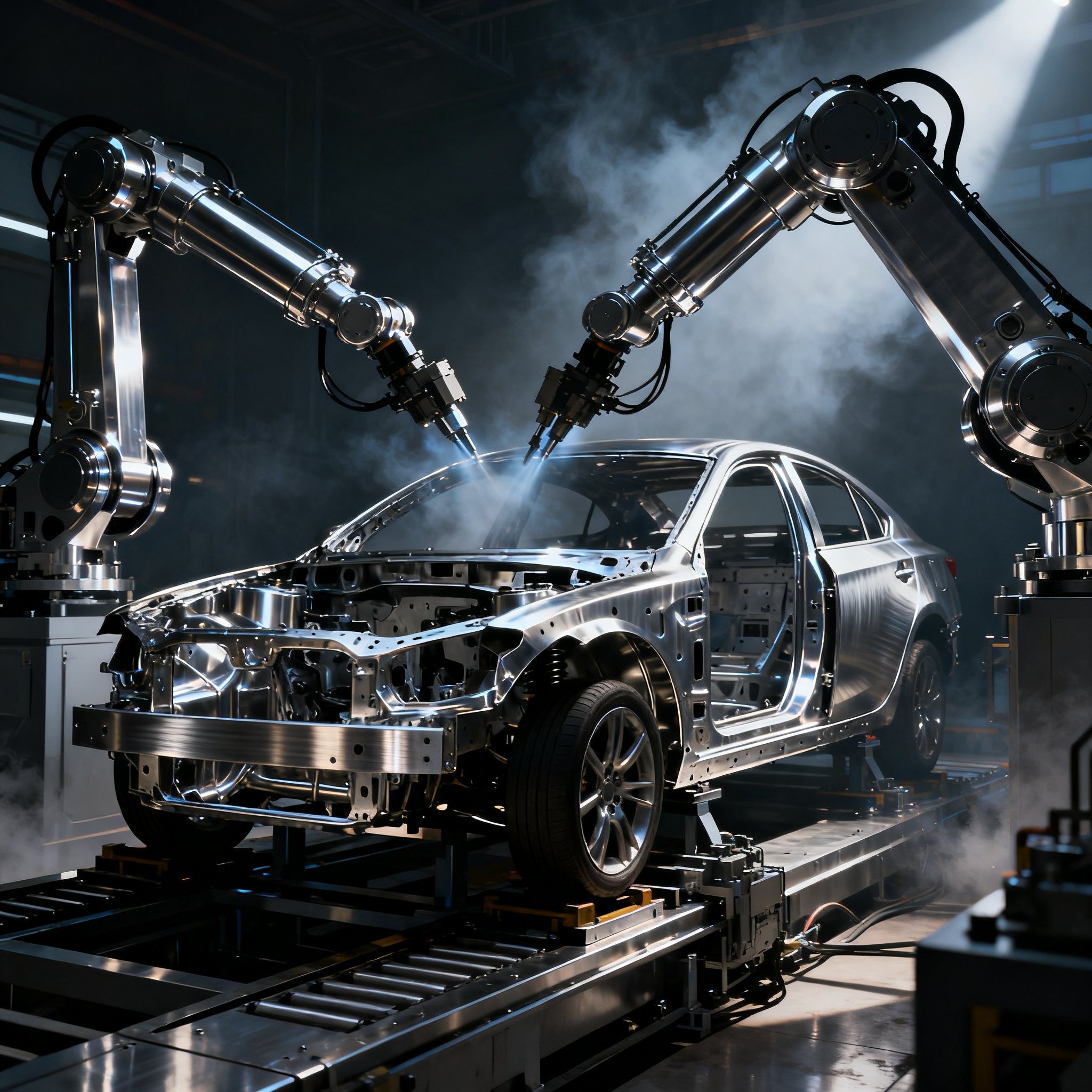
Ushbu jarayonning markaziy mexanizmi kerakli energiyani taʼminlaydigan press va qismning yakuniy geometriyasini belgilaydigan matritsa oʻrtasidagi oʻzaro taʼsirga asoslanadi. Ushbu texnologiyaning evolyutsiyasi oddiy qoʻl usullaridan bir daqiqada yuzlab qismlarni qayta ishlashga qodir boʻlgan yuqori tezlikda ishlaydigan avtomatlashtirilgan tizimlarga oʻtdi. Ushbu o'zgarish original uskunalar zavodlarida (OEM) robot yig'ish uchun muhim bo'lgan har qachongidan ham qat'iy bo'lgan o'lchamli bo'shashishlarga rioya qilish zarurligi tufayli amalga oshirildi.
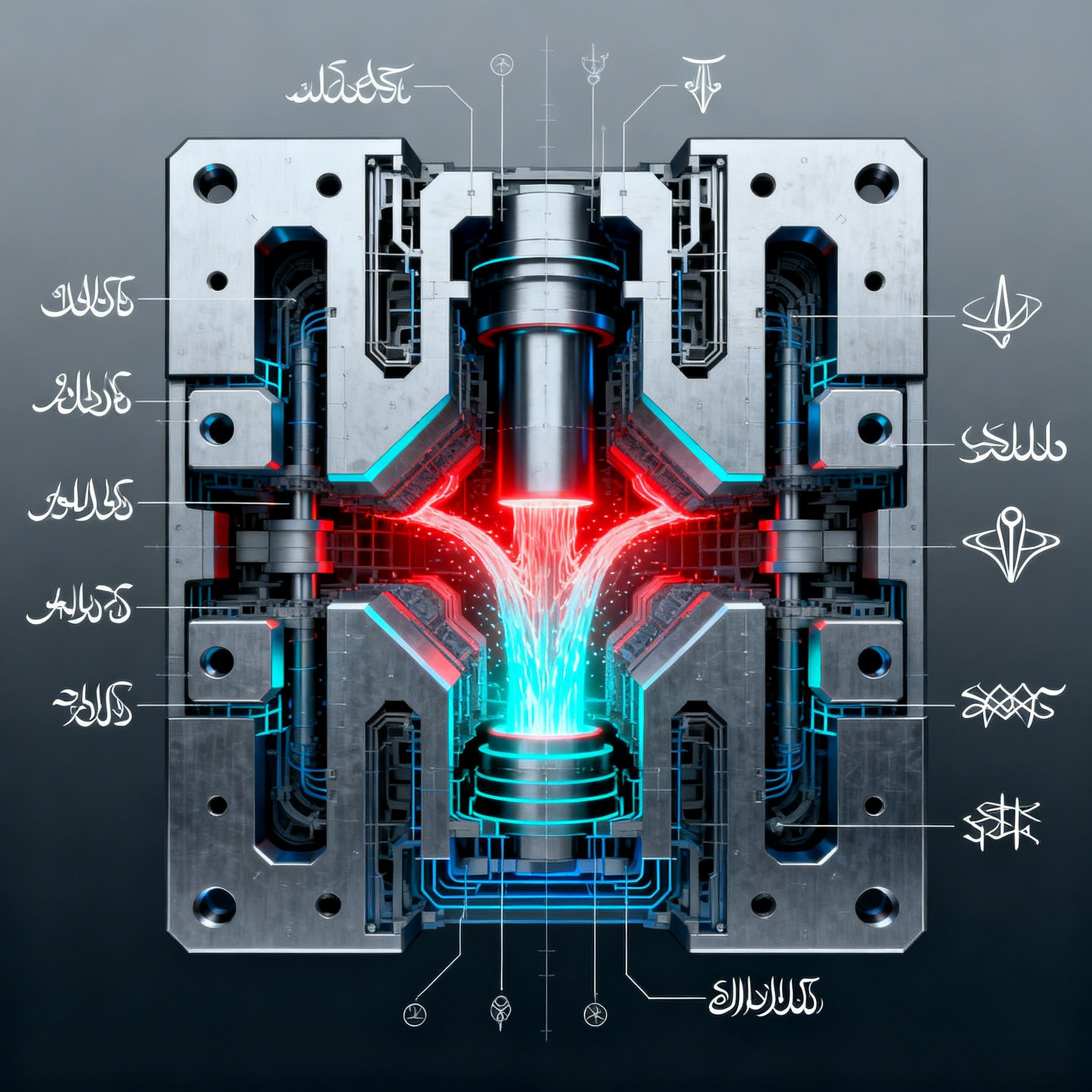
Aralash materialning elastik qaytishini va shakllantirish jarayonida kuchlanish taqsimoti kabi jihatlarni hisobga olgan aniq muhandislik talab qilinadigan matritsa yaratish bilan bog'liq uskunalar dizayni hal etuvchi jihatdir. Matritsa dizayni optimallashtirilmagan bo'lsa, parda ustunlarining kuchaytmalari yoki elektr avtomobillarning batareyalar korpusi kabi ahamiyatli qismlarda metall uzilishi yoki burmalanishi kabi nuqsonlar tarkibiy butunlikka xavf solishi mumkin.
Quyida presssexada foydalaniladigan asosiy tushunchalarning solishtirmali jadvali keltirilgan:
| Atama | Texnik yondashuv | Tipik qo'llanilishi |
|---|---|---|
| Presslangan (Stamping) | Shakllantirish va kesish bo'yicha ko'p bosqichli operatsiyalar | Kuzov panellari, elektr terminali |
| Preslangan (Pressing) | Plastik deformatsiyani amalga oshirish uchun bosim qo'llash | Yirik tarkibiy qismlar, shassi |
| Shakllantirish (Blanking) | Dastlabki tekis shaklning aylanma simdan kesilishi | Keyingi jarayonlar uchun asosiy tushlar tayyorlash |
Presslovchi jarayonlarning turlari va sanoatdagi moslanuvchanligi
Mos presslovchi jarayonni tanlash bevosita ishlab chiqarish hajmi, geometrik murakkablik hamda material talablari bilan bog'liq. Asosiy to'rtta turi - bu ketma-ket presslov, uzatish orqali presslov, chuqur tortish va nozik kesish. Har bir usul xarid va ishlab chiqarish muhandislari investitsiyalarni qaytarish samaradorligini oshirish uchun e'tibor bilan baholashi kerak bo'lgan strategik afzalliklarga ega.
La ketma-ket presslov bu yuqori hajmli ishlab chiqarish uchun oltin standartdir. Bu tizimda metall lenta bitta matritsaga kiradi va bir nechta stantsiyalardan o'tadi. Har bir stantsiya alohida operatsiyani (kesish, bukish, chuqur tortish) bajaradi, so'ng oxirgi bosqichda tayyor buyum lentadan ajratiladi. Ushbu usul qismlarning qo'shimcha ishlov berilishini minimallashtiradi va ishlab chiqarish tezligini maksimal darajada oshiradi, shu sababli ham kichik komponentlar, masalan, ulagichlar va dvigatel tayanchlari uchun ideal hisoblanadi.
Boshqa tomondan, chuqur tortish (Deep Draw) diametridan chuqurroq bo'lgan detallar uchun zarurdir. Ayniqsa, Transmatic kabi mutaxassislarning aytishicha, bu jarayon sensor korpuslari, moy filtrlari va devorlari ingichka, lekin mustahkam bo'lgan boshqa silindrik komponentlarni ishlab chiqarish uchun juda muhim. Bu usul matritsa atrofida metallni cho'zishni o'z ichiga oladi, material oqishini nazorat qilish orqali singanliklarni oldini oladi va natijada payvandlanmagan, mexanik jihatdan barqaror tayyor mahsulot hosil bo'ladi.
Ketma-ket matritsaning ish oqimi quyidagi bosqichlarga bo'linishi mumkin:
- Oziqlantirish: Metall qo'zg'along kesuvchi pressga aniqlik oziqlantiruvchidan o'tadi.
- Dastlabki teshish: Keyingi stantsiyalarda aniq joylashtirishni ta'minlash uchun yo'nalish teshiklari qilinadi.
- Ketma-ket shakllantirish: Metall ortiqcha kuchlanishni oldini olish uchun ko'plab bosqichlarda asta-sekin buktiladi yoki deformatsiyaga uchratiladi.
- Kalibrlash yoki belgilash: Yaxshi batafsil ma'lumotlarni aniqlash va me'yorida muhim tafovutlarni ta'minlash uchun yuqori bosim qo'llaniladi.
- Yakuniy kesish va chiqarish: Detal qoldiqli lentadan ajratiladi hamda keyingi ishlash uchun yig'ib olinadi.
Muhim materiallar va ularning transport vositasining ishlashiga ta'siri
Avtomobil soxtalari uchun material tanlovi nafaqat xarajatlarga, balki transport vositasining xavfsizligi va energiya samaradoriligiga ham ta'sir qiladi. An'anaviy ravishda, arzon narxi va yuqori mustahkamligi tufayli uglerodli po'lat asosiy material bo'lib kelgan. Biroq, karbonni kamaytirishga intilish, to'qnashuvda yo'lovchilarni muhofazasini qurbon qilmasdan umumiy og'irlikni kamaytirish imkonini beradigan yuqori mustahkamlikdagi po'latlar (AHSS) va aluminiy qotishmalari foydalanishni rag'batlantirdi.
Alyuminiy po'latga nisbatan zichligi past bo'lgani va elastik tiklanish tendensiyasiga ega bo'lgani sababli pressda ishlashda noyob qiyinchiliklarni keltirib chiqaradi. Shu bilan birga, uning tashqi panellarda va osma tuzilmalarda og'irlikga nisbatan mustahkamlik jihatidan ajoyib nisbati tufayli foydalanilishi o'sib bormoqda. Boshqa tomondan, mis va latun avtomashinaning elektr arxitekturasidagi terminal va komponentlarni ishlab chiqarishda o'tkazuvchanlik hal qiluvchi omil bo'lgani uchun shart-sharoitsiz kerak bo'ladi. Yetakchi kompaniyalar sifatida Wiegel elektron xavfsizlik tizimlarining ishonchliligini ta'minlash maqsadida mikronlarning aniqrog'i bilan ushbu rangli metallarni qayta ishlash sohasida mutaxassislashgan.
Ushbu material murakkabligini boshqarish qobiliyatiga ega strategik hamkor izlayotgan brendlarga mo'ljallangan holda Shaoyi taklif etadi maxsus metallni bosish yechimlari iATF 16949 sertifikatiga ega. Ular tezkor namunaviy ishlab chiqarishdan tortib, subshassi va boshqaruv taychalaridagi kabi asosiy komponentlarning jadallik bilan ishlab chiqarilishigacha bo'lgan jarayonlarda muvaffaqiyatli ishlashni o'z ichiga oladi hamda tushuncha bosqichidan boshlab texnik yaratilishi va byudjet imkoniyatlarini ta'minlovchi ishlab chiqarish uchun dizayn tahlilini (DFM) joriy etadi.
Quyida turli xil metallar turi bo'yicha umumiy qo'llaniladigan sohalari keltirilgan:
| Material | Asosiy xususiyatlar | Avtomobildagi qo'llanilishi |
|---|---|---|
| AHSS po'lat | Eng yuqori mustahkamlik va energiya yutish imkoniyati | A/B ustunlari, shassi uzunlamasına tirgaklar |
| Alyuminiy (5000/6000-seriyali) | Yengillik va korroziyaga chidamlilik | Bonketlar, eshiklar, suspensiyasi balandligi |
| Mis / Berilliy | Yuqori elektr va issiqlik o'tkazuvchanligi | Sensorlar, batareya ulagichlari, ECU |
| Poxolatli po'lat | Issiqqa va korroziyaga chidamlilik | Chiqish tizimlari, injectorlar |
Press texnologiyasi: Mexanik tizimlardan servotexnologiyagacha
Zamonaviy press-cex infratuzilmasi ishlatiladigan uskunalar turiga qaramay belgilanadi. Inersiya mахovikidan foydalanuvchi an'anaviy mexanik presslar kesish va oddiy shakllantirish operatsiyalarida tezlik uchun hali ham keng tarqalgan. Shunday ekan, HTT Inc. , bu uskunalar porshen yurishining oxirgi qismida maksimal kuch talab qilinadigan tezkor ishlab chiqarish tsikllari uchun idealdir.
Biroq, eng katta yangilash bu servo pressi . Mexanik preslardan farqli o'laroq, servo preslar tsiklning istalgan nuqtasida porshen tezligi va pozitsiyasini to'liq nazorat qilish imkonini beradigan yuqori momentli dvigatellardan foydalanadi. Bu metall yirtilishini oldini olish uchun past tezlikda murakkab geometriyani shakllantirish, so'ngra qaytish bosqichlarida tezlikni oshirish orqali ishlab chiqarish samaradorligini saqlash kabi murakkab operatsiyalarni amalga oshirish imkonini beradi. Servo presslarning aniqrog'ligi matritsalar eskirishini kamaytiradi hamda detal sirtining sifatini keskin yaxshilaydi.
Ishlab chiqarishga servo texnologiyasini joriy etish afzalliklari quyidagilarni o'z ichiga oladi:
- Tsiklning to'liq moslashtirilishi: Metall oqimini optimallashtirish uchun to'xtashlar yoki tebranma harakatlarni dasturlash imkoniyati.
- Tebranishlarning kamayishi: Silliq harakat kesuvchi asboblar xizmat muddatini 30% gacha uzaytiradi.
- Energiya samaradorligi: Servo presslarda energiya tiklash tizimlari ekspluatatsion elektr energiyasining iste'molini kamaytiradi.
- O'lchovlar doir birligicha: Yuqori mustahkamlikdagi po'latdan murakkab qismlarni shakllantirishda takrorlanish darajasini oshirish.
Xarajatlarning samaradorligi va Sanoat 4.0 chegarasi
Avtomotiv metall preslovda rentabellik masshtab masalasidir. G'ildiraklar va matritsalar uchun dastlabki xarajatlar yuqori bo'lishi mumkin, lekin katta hajmdagi ishlab chiqarishda birlik narxi keskin pasayadi. Iqtisodiy tahlil material va mashina narxini emas, balki uskunani almashtirish vaqtidagi to'xtash va materialning chiqindisini (skrap) ham hisobga olishi kerak. Zamonaviy komponentlar — tashqi panellardan tortib, ichki sensorlargacha — barqaror va raqobatbardosh bo'lish uchun ortiqcha qoldiqni minimallashtiruvchi dizaynni talab qiladi, Clamason ko'rsatishicha, talab qiladi.
Sanoat 4.0 pressalash liniyalarini raqamlashtirish orqali sohani o'zgartirmoqda. Matritsalarga aqlli datchiklarni joriy etish bosim, harorat va moylashni haqiqiy vaqtda nazorat qilish imkonini beradi. Bu nosozliklar sodir bo'lishidan oldin ularni aniqlash orqali bashorat qilinadigan texnik xizmat ko'rsatishni qo'llab-quvvatlaydi, shunda nuqsonli tayyorlangan detallar yoki uskunalar shikastlanishi vujudga kelmaydi. Raqamli ikkiliklarni loyihalash bosqichida birlashtirish metallning xatti-harakatini aniqroq simulatsiya qilish imkonini beradi hamda ishlab chiqarish do'konida sinov va xatoliklarni kamaytiradi.
Xulosa qilganda, avtomobil metall kesish kelajagi barqarorlik va ma'lumotlar aqlliligiga bog'liq. Global ta'minot zanjirida dolzarb bo'lib qolishni istagan yetkazib beruvchilar uchun farqlanadigan omil toza va avtomatlashtirilgan jarayonlar yordamida yengilroq komponentlarni ishlab chiqarish imkoniyatidir. Yuqori texnologiyaga sarmoya kiritish hamda mutaxassislarga ega hamkorlar bilan hamkorlik tashkil etish ishlab chiqaruvchilarga elektr transporti va avtonom haydashdagi ishonchli komponentlar bilan bog'liq qiyinchiliklarga duch kelish imkonini beradi.
Metall kesish haqida tez-tez so'raladigan savollar
1. Asosiy to'rtta metall kesish usuli qaysilar?
Asosiy usullar progressiv kesish (yirik miqdordagi mayda detallar uchun ideal), transfer kesish (katta hajmli detallar uchun), chuqur tortish (silindr yoki bo'sh shakllar uchun) va mikro-kesish (juda mayda elektron komponentlar uchun).
2. Metallni presslash jarayoni qimmatmi?
Matritsa va shablonlarga dastlabki sarmoya kiritish katta bo'ladi, ko'pincha ming yevrogacha etadi. Biroq, massali ishlab chiqarish uchun birlamchi xarajat juda arzon bo'ladi, bu esa avtomobil sohasi uchun uzoq muddat eng foydali usul hisoblanadi.
3. Metallni presstanma va presslash o'rtasida qanday farq bor?
Ikkalasi ham sinonim sifatida ishlatilsa ham, presslash — bu varaqsimon metallga kesish va shakllantirish amallarini o'z ichiga olgan umumiy jarayon, presstanma esa materialni shakllantirish uchun mexanik ravishda bosim qo'llashning o'ziga xos harakati bilan bog'liq.
4. Avtomobillarda presslangan qismlar uchun qaysi materiallar eng ko'p ishlatiladi?
Yuqori mustahkamlikdagi po'lat xavfsizlik uchun hali ham yetakchi o'rin tutadi, undan keyin og'irlikni kamaytirish maqsadida alyuminiy keladi. G'ildirakli va elektr transport vositalaridagi barcha elektr ulanish komponentlari uchun mis zarur.