 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Варіанти обробки поверхні для алюмінієвих профілів у автомобільній промисловості: найкращий вибір
Огляд вибору оздоблення для автомобільних профілів
При закупівлі або проектуванні автомобільних алюмінієвих профілів вибір оздоблення — це більше ніж естетичне рішення. Це ключовий фактор, що визначає, як буде працювати ваша деталь, як довго вона прослужить і наскільки добре впишеться в сучасні лінії збірки автомобілів. Здається складним? Так воно й є, особливо коли потрібно збалансувати міцність, зовнішній вигляд і ефективність виробництва для 2025 року та подальшого часу.
- Стійкість до корозії в умовах агресивного середовища та тривалого терміну служби
- Захист від зношення і абразивного впливу для рухомих або відкритих частин
- Класи зовнішнього вигляду для задоволення потреб у видимому оздобленні та бренді
- Сумісність з методами з'єднання — зварювання, клейове або механічне кріплення
- Відповідність екологічним вимогам, що постійно змінюються
- Вплив на вартість на одне транспортне засоби та продуктивність при масовому виробництві
Чому якість обробки поверхні важлива для алюмінієвих профілів у автомобілебудуванні
Уявіть рейок даху, корпус акумулятора чи елемент інтер'єрного оздобру — кожен з них стикається з власним набором екологічних і механічних викликів. Правильна обробка поверхні алюмінію може вплинути на те, щоб деталь виглядала естетично та протистояла корозії роками, а не вийшла з ладу через викришування, шелушіння чи зміну кольору. Для інженерів-автомобілістів це означає, що обробка поверхні — це не лише про зовнішній вигляд, а й про забезпечення надійної роботи та зменшення ризиків гарантійних випадків.
Що вважається обробкою поверхні та де кожна з них ефективна
У сфері алюмінієвих профілів обробка поверхні означає будь-який процес, який змінює поверхню для досягнення певних функціональних чи естетичних цілей. До таких процесів належать:
- Підготовчі обробки: Очищення, знезащення та нанесення перетворювальних покриттів для підготовки подальшої обробки
- Анодування: Електрохімічно ущільнені оксидні шари для стійкості до корозії та зношення, доступні в декоративному або твердому (тип III) варіантах
- Системи порошкового фарбування та електроосадження: Органічні покриття, що застосовуються для забарвлення, стійкості до хімічних речовин і рівномірного покриття
- Покриття без додаткової обробки металу плюс фарбувальні процеси: Використання поверхні, отриманої після екструзії, як основи для грунту та фарби, забезпечує баланс між вартістю й гнучкістю
Кожне з цих покриттів алюмінієвої поверхні має унікальні переваги й компроміси. Наприклад, анодування забезпечує чудливий захист від корозії й діапазон кольорів, тим часом як порошкове фарбування створює міцний, яскравий шар із великою кольоровою палітрою й текстурами. Механічні й хімічні обробки, такі як дробоструминна обробка або блискаве занурення, можуть додатково поліпшити зовнішній вигляд або підготувати поверхню для наступного нанесення покриттів. Вибір залежить від конкретних потреб вашого застосування — чи то стійкість до ультрафіолету для зовнішніх елементів обробки, чи економічне покриття для прихованих конструктивних деталей.
Як використовувати цей рейтинговий список для специфікації та пошуку
Це керівництво створене, щоб допомогти вам порівнювати та вибирати способи обробки поверхні для алюмінієвих профілів у автомобільній промисловості з упевненістю. У наступних розділах ви помітите, що кожна обробка оцінюється за допомогою:
- Чіткі заголовки H3 для швидкого перегляду
- Переваги та недоліки у вигляді маркованих списків
- Приклади використання у реальних умовах та поради щодо специфікацій
Також ми будемо посилатися на ключові стандарти (такі як ASTM, SAE, ISO та MIL-A-8625), де це доречно, щоб ви могли узгодити свої вимоги з найкращими галузевими практиками.
Правильний вибір сплаву, стану матеріалу та геометрії деталі в поєднанні з відповідною обробкою алюмінієвої поверхні є критичним. Неправильне поєднання може призвести до проблем, таких як ниткоподібна корозія, утворення тонких країв або погана адгезія — що в подальшому викликає дорогі несправності.
Готові розпочати? Наступні розділи детально описують кожен тип обробки, допомагаючи вам узгодити ваші цілі щодо експлуатаційних характеристик, зовнішнього вигляду та вартості з правильним рішенням для вашого наступного автомобільного проекту.
Методологія та критерії оцінки для ранжування видів обробки поверхонь
Коли перед вами постає багато способів обробки алюмінієвих профілів для автомобільної промисловості, як дізнатися, який процес забезпечить найкращі результати? Відповідь полягає у чіткому та відстежуваному евалюаційному фреймворку. Цей розділ пояснює критерії, етапи та контрольні точки, які допомагають інженерам, закупівельникам та керівникам якості приймати обґрунтовані рішення щодо обробки алюмінієвих поверхонь — забезпечуючи як високу продуктивність, так і відповідність вимогам у складних автомобільних програмах.
Критерії оцінки, узгоджені з автомобільними стандартами
Уявіть, що ви вказали обробку поверхні, а після збирання виявили, що вона не відповідає вимогам виробника щодо корозійної стійкості чи адгезії. Щоб уникнути цього, кожну обробку оцінюють відповідно до стандартів галузі та реалій виробництва. Основні критерії включають:
- Стійкість до корозії: Стійкість у тестах соляного туману та циклічної корозії (протоколи ASTM, ISO, SAE)
- Адгезія та міцність: Підтверджено тестами сітчастого різу, липким стрічковим тестом та тестом на удар
- Внешний вид: Стабільність блиску, кольору та текстури, виміряна за допомогою колориметрії та візуальних стандартів
- Сумісність з фарбо-полімерним покриттям: Здатність витримувати наступні цикли відпалу без втрати цілісності
- Відповідність екологічним вимогам: Використання безхроматних перетворювальних покриттів та покриттів без ЛОС за можливості
- Продуктивність виробництва: Тривалість циклу, рівень переділки та готовність до автоматизації
- Вартість та безперервність поставок: Вплив на вартість на одне транспортне засоби та здатність підтримувати високі обсяги автомобільного виробництва
Ці критерії забезпечують, щоб кожен метод остаточної обробки алюмінієвих поверхонь був не лише технічно обґрунтований, але й практичний для автомобільних виробничих ліній.
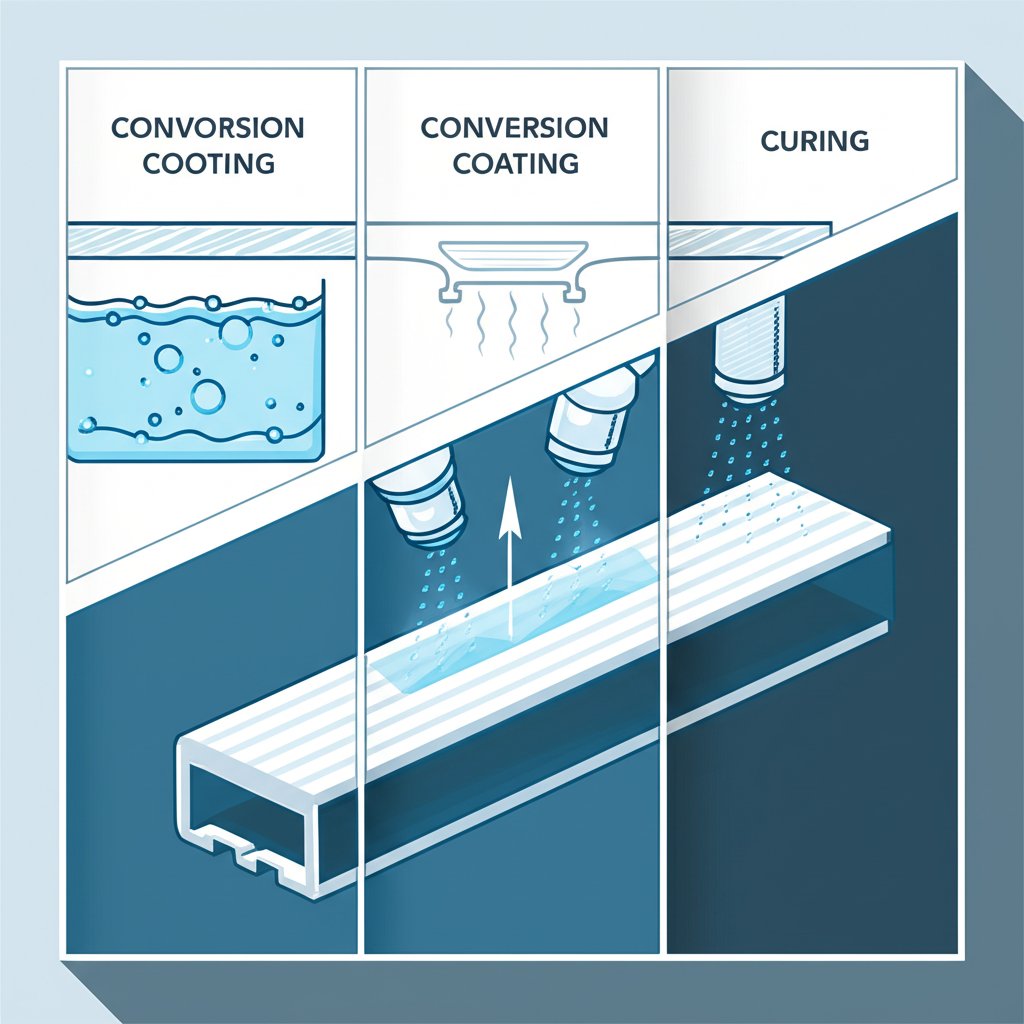
Процес виготовлення: Підготовка до верхнього шару
Шлях до високоякісного фінішного покриття алюмінієвої деталі передбачає дотримання чіткого процесу. Ось типова послідовність, з контрольними точками для потенційних режимів виходу з ладу:
-
Очищення та знезволення
- Режими виходу з ладу: Залишкові олії або оксиди призводять до втрати адгезії; нестабільне очищення призводить до неоднорідного фарбування
-
Конверсійне покриття (безхромне — переважне)
- Режими виходу з ладу: Неправильне нанесення призводить до недостатньої стійкості до корозії; неправильне промивання викликає пухиріння
-
Обране фінішне покриття (анодування, порошкове, електроосаджене, рідке фарбування)
- Режими виходу з ладу: Ефект Фарадея на складних профілях; неоднорідна товщина шару; невідповідність кольору на видимих ділянках
-
Просушування/герметизація
- Режими виходу з ладу: Недостатня герметизація при анодуванні; перегрів або недоварювання органічних покриттів; втрата блиску або адгезії
-
Перевірка
- Режими відмов: Пропущене зменшення краю, невиявлені дефекти поверхні або погана покритість у важкодоступних місцях
Кожен етап перевіряється за допомогою методів випробувань, наведених у стандартах ASTM та ISO для адгезії, товщини покриття та циклічної корозії. Для анодування загальною точкою відліку є MIL-A-8625, тоді як сумісність фарбування-випікання та збирання перевіряється відповідно до протоколів OEM ( джерело ).
Контрольні точки перевірки та приймання
Забезпечення якості не закінчується на лінії. Візуальний огляд, вимірювання шорсткості поверхні та неруйнівний контроль (NDT) допомагають підтвердити, що готова алюмінієва деталь відповідає технічним вимогам. Типові контрольні точки включають:
- Візуальний огляд на наявність тріщин, виїмок або зміни кольору
- Вимірювання товщини покриття (профіломір або ультразвукові методи)
- Тести на адгезію (сітка, відрив стрічки)
- Перевірка шорсткості поверхонь, що контактують
- Оцінка кольору та блиску, особливо для деталей класу зовнішнього вигляду
Ці кроки є важливими для забезпечення того, щоб покриття на алюмінієвих профілях забезпечували як експлуатаційні характеристики, так і естетичний вигляд.
Шаблони формулювань специфікацій для спрощення закупівлі
Покриття має відповідати [відповідному стандарту] та витримувати адгезію та циклічну корозію згідно з протоколом OEM. Перетворювальне покриття має бути безхроматним, якщо інше не вказано окремо. Маскувати критичні розміри та різьбові елементи. Включити план картування товщини покриття.
Чітке формулювання на основі стандартів у вашій закупівельній документації допомагає постачальникам щоразу забезпечувати правильну обробку алюмінієвої поверхні.
Рекомендації щодо проектування для технологічності та збірки (DFM/DFA)
Перш ніж затвердити креслення, врахуйте ці практичні поради, щоб уникнути несподіванок на етапі виробництва:
- Визначити ділянки, які потребують маскування або заглушки (різьба, отвори, електричні контакти)
- Проектувати радіуси кромок для запобігання тонким або гострим краям, які можуть нерівномірно покритися
- Забезпечити наявність дренажу та вентиляції для порожнистих профілів, щоб уникнути залишання рідини або неповного покриття
- Враховуйте зміни розмірів через утворення плівки — критично важливо для складання з вузькими допусками
Дотримуючись цих рекомендацій, ви зможете правильно обрати та обробити алюмінієві профілі, щоб вони відповідали як технічним, так і виробничим вимогам. Далі ми розглянемо, як ці критерії застосовуються на практиці в реальних рішеннях з обробки поверхонь, починаючи з огляду інтегрованих методів обробки поверхонь.
Комплексні рішення Шаої з обробки поверхонь для автомобільних профілів
Коли ви шукаєте алюмінієві частини для екструзії для автомобільних програм стає очевидною потреба в надійному партнері з інтегрованою обробкою. Уявіть, що всі основні процеси обробки — анодування (як декоративне, так і тверде), порошкове фарбування, електроосадження (e-coat), а також сучасні системи фарбування — доступні в одному місці, з підтримкою суворої системи контролю якості та повної просування. Саме це і пропонує Shaoyi, ведуча компанія з обробки алюмінію, для автомобільних алюмінієвих профілів.
Що пропонує Shaoyi для автомобільних профілів
Shaoyi вирізняється завдяки широкому спектру опцій поверхневої обробки алюмінієвих профілів для автомобільної промисловості. До їхніх можливостей належать:
- Анодування: Декоративні покриття для видимих елементів обробки або тверде анодування для зон з високим ступенем зношення
- Порошкове олівання: Широка палітра кольорів і текстур, що ідеально підходить для зовнішніх або внутрішніх компонентів
- E-Coat (Електроосаджене фарбування): Надзвичайно рівномірне нанесення грунтовки, особливо для складних або закритих профілів
- Системи фарбування: Фарбування та грунтування у вологому середовищі, включаючи міл-фініш (фарбування без підготовки) для варіантів з обмеженим бюджетом
- Підготовка поверхні та маскування: Точне очищення, перетворювальні покриття (включаючи безхроматні), а також індивідуальне маскування/заглушки для різьб, отворів та інших критичних елементів
Всі процеси супроводжуються документацією та відповідністю стандартам ASTM, SAE, ISO та MIL-A-8625, що забезпечує безперебійне виконання вимог замовника та вимог глобальних OEM-виробників джерело ).
Де він випереджає та коли варто його вибрати
Чому варто довіряти одній компанії, що займається обробкою алюмінію, для задоволення всіх ваших потреб у екструзії? Ось де підхід Shaoyi випереджає:
- Інтегрований процес виробництва: Кожен етап, від підготовчого до остаточного контролю, здійснюється в одному місці, що скорочує час виконання замовлення та мінімізує помилки при передачі
- Якісний автомобільний менеджмент: Підтримка APQP/PPAP, передовий контроль процесів та сертифікація IATF 16949
- Картування товщини покриття: Докладна документація для складних геометрій та критичних поверхонь
- Поради щодо сплавів та відпалу: Експертні поради, щоб забезпечити сумісність з циклами випалу фарби або подальшою збіркою
- Безперервність поставок: Перевірений досвід підтримки високовольтних виробничих графіків OEM
Якщо ви керуєте програмою, де важливі зовнішній вигляд, стійкість до корозії та продуктивність, комплексна модель Shaoyi спрощує ваш робочий процес і зменшує ризики
Переваги та недоліки
Переваги
- Комплексне обслуговування всіх основних алюмінієвих покриттів та поверхневих обробок
- Інтегрований контроль якості та відповідність стандартам (ASTM, SAE, ISO, MIL-A-8625)
- Досвід у виконанні як декоративних, так і функціональних покриттів для алюмінієвих деталей
- Зменшення числа передач між постачальниками, що зменшує ризик порушення комунікації
- Підтримка складних завдань маскування/заглушки та багатопроцесних вимог
Недоліки
- Може вимагати мінімальних замовлень (MOQ) для певних видів обробки
- Виробничі графіки можуть узгоджуватися з автомобільними партіями, що впливає на гнучкість для дуже малих партій
Випадки використання та сумісні сплави
- Екстер'єрні аксесуари, що вимагають класів зовнішнього вигляду: Використовуйте декоративне анодування або порошкове фарбування для отримання однакового кольору та блиску на видимих поверхнях
- Конструктивні елементи, що потребують сумісності з фарбуванням у процесі випалу: Виберіть відповідний сплав/тип твердості та систему покриття, щоб витримати наступні процеси збірки
- Компоненти корпусу акумулятора, що потребують електроосадженого грунтування під верхнє покриття: Забезпечте стійкий захист від корозії навіть у складних, закритих геометріях
Контроль якості та підтримка стандартів
Рішення Shaoyi щодо обробки поверхонь базуються на суворому контролі якості. Кожну партію алюмінію з покриттям або готових профілів перевіряють на:
- Товщину та рівномірність покриття (за допомогою неруйнівних методів)
- Стійкість до адгезії та корозії (відповідно до відповідних стандартів ASTM/ISO/MIL)
- Зовнішній вигляд і блиск для декоративних покриттів
- Правильне маскування та захист критичних елементів
Технічна підтримка включає детальні плани маршрутизації, документацію, що підлягає відстеженню, та рекомендації щодо вибору правильного покриття для вашого обраного сплаву та геометрії деталі
Ваші пресові профілі отримують переваги від фінішної обробки та якісного контролю з єдиного джерела на основі кількох технологій покриття — що допомагає уникнути проблем, пов’язаних із взаємодією з кількома постачальниками, і забезпечує відповідність кожної деталі автомобільним стандартам
Обравши перевіреного постачальника фінішної обробки алюмінію, такого як Shaoyi, ви отримуєте партнера, який може поставити як алюміній з покриттям, так і повністю готові збірки в межах єдиної інтегрованої системи контролю якості. Далі ми розглянемо, як окремі типи фінішів — починаючи з анодування типу II — вписуються в автомобільну галузь
Анодування типу II
Огляд анодування типу II та варіанти зовнішнього вигляду
Коли ви уявляєте гладкий, послідовний вигляд преміального автомобільного оформлення, найімовірніше, ви бачите результат анодування типу II. Але що робить цей процес таким ефективним як для продуктивності, так і для естетики? Анодування типу II, яке часто називають сірчанокислотним анодуванням, утворює контрольований оксидний шар на алюмінії, підвищуючи як корозійну стійкість, так і візуальну привабливість.
Це покриття особливо цінується за його здатність забезпечувати різноманітність вигляду. Ви помітите такі варіанти, як:
- Анодоване алюмінієве полотно Satin: Дрібне, низькоглянсове сяйво, яке стійке до відбитків пальців і добре поєднується з іншими матеріалами
- Матове покриття з алюмінію: Досягається за допомогою дробового оброблення або травлення перед анодуванням, забезпечуючи м’який, нероздільний вигляд
- Полірована алюмінієва поверхня: Створюється механічним поліруванням перед анодуванням для отримання лінійного текстурованого ефекту
- Фарбування в колір: Оксидний шар легко вбирає барвники, що дозволяє використовувати широку палітру — від природного срібла до глибокого чорного, бронзового або індивідуального кольору
Однією з ключових переваг анодування типу II є його здатність створювати стійку матову поверхню алюмінію, яка не буде втрачати свій вигляд з часом. Ця поверхня є невід'ємною частиною матеріалу, а не окремим шаром, тому зберігає свою цілісність навіть при регулярному використанні.
Підвищена експлуатаційна характеристка
Чому анодування типу II є таким популярним вибором для алюмінієвих профілів у автомобільній промисловості? Все справа у балансі між міцністю, зовнішнім виглядом та надійністю процесу. Оксидний шар, утворений під час анодування, діє як міцний бар'єр проти корозії, що робить його ідеальним для зовнішніх та внутрішніх декоративних елементів, рейок даху та інших акцентів, які піддаються різноманітним зовнішнім впливам.
Крім того, матовий алюмінієвий фініш сумісний з подальшою збіркою та вторинними процесами. Анодована поверхня може залишатися без змін для отримання преміального металевого вигляду або бути покритою фарбами, чорнилами або позначеною лазером, якщо потрібно ідентифікувати чи нанести торгову марку. Запечатування анодованого шару є стандартною практикою, яка забезпечує стійкість кольору та підвищує стійкість до забруднень або агресивного середовища. Це робить анодування типу II вибором номер один для деталей, які мають виглядати чудово та бути довговічними — без ризику витікання кольору, вицвітання або потемніння.
Переваги та недоліки
Переваги
- Виняткова стійкість до корозії в більшості автомобільних середовищ
- Однорідний, повторюваний вигляд — особливо важливо для видимих декоративних елементів
- Широкий вибір фінішів: матовий, глянсовий та щетинистий, кольоровий або без кольору
- Цільна поверхня, що не відшаровується — відсутній ризик обшарування, як у фарби
- Екологічно чистий; не містить летких органічних сполук і потребує мінімального догляду
- Можливість дотику при мінімальних подряпинах за допомогою ремонтних комплектів
Недоліки
- Менша зносостійкість порівняно з твердим анодуванням (тип III) для деталей з високим тертям
- Вимагає точного контролю процесу для забезпечення однаковості кольору та блиску в усіх партіях
- Термічні ефекти під час складання (наприклад, зварювання) можуть змінити колір покриття
- Не підходить для важких умов абразивного зношування або поверхонь, що несуть навантаження
Сфери застосування та контрольні точки якості
- Зовнішні аксесуари: Ручки дверей, обрамлення вікон та акценти ґраток радіатора, де бажано матове алюмінієве фарбування
- Декоративні елементи інтер'єру: Вставки панелі приладів, обрамлення кермових кнопок і оббивка сидінь, що вигідно підкреслюють тактильну якість та візуальну однорідність матового алюмінієвого покриття
- Ковпаки рейок даху: Де важливо точне співпадіння кольору та стабільність до ультрафіолету для тривалого зовнішнього вигляду
Забезпечення якості для анодування типу II зазвичай включає:
- Перевірки якості герметизації для забезпечення максимальної стійкості до корозії
- Відбір проб класу зовнішнього вигляду для однорідності кольору й блиску
- Випробування на адгезію, якщо наносяться вторинні фарби або чорнила
- Посилання на MIL-A-8625 тип II та специфічні для OEM стандартів для верифікації
Порада: завжди вказуйте бажаний вид підготовки поверхні — наприклад, щіткування, полірування або обробку дріб'язком — перед анодуванням. Це забезпечує однакову матову поверхню анодованого алюмінію або алюмінієвого мату по всіх деталях вашої програми.
Завдяки поєднанню міцності, гнучкості й витончених естетичних характеристик, анодування типу II продовжує встановлювати стандарт для видимих та декоративних алюмінієвих профілів у автомобільній промисловості. Далі ми розглянемо, як важке анодування типу III підвищує стійкість до зношення й абразивного впливу в більш вимогливих застосуваннях.
Тверде анодування типу III
Основи твердого анодування для міцності
Коли вам потрібне покриття, яке витримує найважчі умови експлуатації та високу температуру, тверде анодування — також відоме як анодування типу III — встановлює стандарт. На відміну від декоративного анодування, тверде анодування утворює набагато товстіший і щільніший шар оксиду алюмінію, який створюється шляхом проведення процесу анодування при нижчих температурах і більшій густині струму. Це дає надійне захисне покриття з алюмінію, що ідеально підходить для ковзних з'єднань, високозношуваних пристроїв та компонентів, які піддаються тертя або абразивному зношенню посилання ).
Покриття твердого анодування зазвичай мають товщину від 0,0005 до 0,0030 дюйма, при цьому приблизно половина товщини проникає в основу, а інша половина формується на поверхні. Щільний оксид забезпечує чудливий опір стиранню та помірному нагріванню, що робить його найкращим вибором для рухомих частин і механізмів. Однак слід врахувати, що шари твердого анодування мають темніший колір — зазвичай глибокий сірий, бронзовий або чорний — залежно від сплаву та товщини, і вони менш декоративні порівняно з покриттями типу II. Якщо потрібен колір, то найбільш надійним варіантом є чорний, через природу оксидної плівки.
Припасування та обмеження конструкції автомобіля
Як вписується тверде анодування в машинобудівну інженерію алюмінієвих поверхонь? Ви помітите це там, де важливі міцність і низьке тертя — сидіння рейки, рейки люка, важелі навісних пристроїв чи направляючі рейки. Тонка стовпчаста мікроструктура твердо-анодованого шару може бути відполірована до більш гладкого матового алюмінієвого покриття, що зменшує тертя і подовжує термін служби в застосуваннях ковзання ( посилання ).
Однак цей тип покриття з оксиду алюмінію має деякі конструктивні особливості. Збільшена товщина плівки може впливати на жорсткі допуски та має бути врахована у ваших CAD-моделях і кресленнях. Для критичних посадок вказівка маскування отворів, різьб або контактних поверхонь є обов'язковою. Крім того, хоча тверде анодування забезпечує високу зносостійкість, у ньому можуть виникати крізь товщину мікротріщини під високим навантаженням або напруженням, що може знизити міцність на втомленість у динамічних застосуваннях. Саме тому уважний вибір сплаву, геометрії та фінішної обробки є характерною рисою передових практик у галузі поверхневої інженерії алюмінію.
Переваги та недоліки
Переваги
- Виняткова зносостійкість та стійкість до абразивного зношування для деталей, що працюють у режимі високого тертя
- Добра стійкість до помірного тепла та умов ковзання
- Електроізоляційні властивості — корисно для ізоляції компонентів
- Може поліруватися для зменшення тертя (матова алюмінієва поверхня)
- Відповідає вимогам MIL-A-8625 тип III та автомобільним QA-стандартам
Недоліки
- Темніший, менш декоративний зовнішній вигляд — обмежений вибір кольорів
- Нанесення плівки може змінювати жорсткі допуски; необхідна компенсація у проектуванні
- Можливість виникнення мікротріщин у покритті під високим ступенем втомного навантаження
- Не підходить для деталей, що витримують великі навантаження, де критично важлива втомна міцність
- Вимагає точного контролю процесу та маскування для складних геометрій
Сфери застосування та контрольні точки якості
- Компоненти сидіння на напрямних: Де ковзне зношування і повторювані рухи вимагають міцної поверхні з низьким тертям
- Механізми люка даху: Піддаються впливу забруднювачів навколишнього середовища та механічного зношування
- Шарнірні конструкції та напрямні: Забезпечують рух і вирівнювання при помірних навантаженнях
- Обладнання для батарейного корпусу: Потребує електричної ізоляції та стійкості до зносу
Забезпечення якості для твердого анодування включає:
- Визначення товщини методами неруйнівного контролю (вихрові струми, ультразвук)
- Перевірка стійкості до зносу шляхом випробувань абразивного зношування та тертя
- Перевірка країв, отворів та замаскованих зон на повноту покриття та точність розмірів
- Посилання на MIL-A-8625 Тип III та протоколи, встановлені виробниками обладнання, для підтвердження
Порада: завжди узгоджуйте товщину покриття з критичними розмірами при вказівці твердого анодування. Обов’язково вкажіть вимоги до маскування отворів, різьб або електричних контактів — це ключовий крок у надійному поверхневому інженеруванні алюмінієвих профілів для автомобільної промисловості.
Розуміючи переваги та обмеження твердого анодування як захисного покриття алюмінію, ви зможете прийняти обґрунтовані рішення для високонавантажених автомобільних застосувань. Далі ми розглянемо, як порошкове фарбування підвищує міцність та забезпечує гнучкість кольору для зовнішніх та підкапотних алюмінієвих профілів.
Порошкове покриття
Вибір смол для порошкового фарбування та підготовка поверхні
Коли вам потрібне покриття, яке витримає вимоги дороги та забезпечить яскравість кольору, порошкове фарбування є оптимальним вибором для алюмінієвих профілів автомобілів. Але що робить його таким ефективним? Усе починається з самого порошкового смоли — зазвичай це поліефір, епоксидна смола або гібридні суміші. Серед них поліефірні порошки є найкращим вибором для зовнішніх та підданих ультрафіолету застосувань завдяки винятковим властивостям стійкості до погодних умов і збереження кольору. Епоксидні порошки забезпечують чудливу стійкість до хімічних речовин, але їх зазвичай використовують для внутрішніх або розташованих під капотом деталей через меншу стабільність до УФ-випромінювання. Гібридні порошки поєднують властивості обох видів для досягнення конкретних експлуатаційних характеристик.
Шлях до міцного алюмінієвого покриття починається з ретельної підготовки. Уявіть, що ви готуєте деталь до фарбування: будь-які залишки мастила, бруду чи оксиду можуть підірвати якість покриття. Процес починається з грунтовного очищення — використовуючи методи, такі як лужне промивання, занурення в розчинник або навіть ультразвукове очищення для складних геометрій джерело ). Далі наноситься перетворювальне покриття (часто безхроматне для відповідності вимогам охорони навколишнього середовища), щоб підвищити адгезію та стійкість до корозії, створюючи рівну, інертну поверхню, яка допомагає порошку добре прилипати і виконувати свої функції. Етапи промивання є критичними — будь-які залишки, що залишаються, можуть призвести до вспенивання або передчасного виходу з ладу.
Автомобільна продуктивність та сумісність при збиранні
Порошкове фарбування цінується за свої витривалість, стійкість до відшарування та здатність створювати товстий захисний шар, який захищає алюміній як від корозії, так і від ударів. Для автомобільної промисловості це означає, що зовнішні прикраси, рейки даху та рами акумуляторних блоків можуть зберігати свій зовнішній вигляд і цілісність навіть після багатьох років експозиції на сонці, солі та хімічних реагентах.
Однак ви помітите деякі унікальні виклики під час нанесення покриття на алюмінієві профілі складного перерізу. Ефект клітки Фарадея може призводити до тонкого або нерівномірного покриття в глибоких заглибленнях або тісних кутах. Саме тому правильна установка на підвісну систему, заземлення та техніка розпилення є обов’язковими — забезпечуючи покриття кожної поверхні. Для деталей, які зазнають подальших циклів фарбування та випікання, вказівка допустимого перегріву в ваших вимогах є критично важливою, адже надмірне тепло може змінити блиск, колір або навіть призвести до втрати адгезії.
Переваги та недоліки
Переваги
- Неперевершений діапазон кольорів і варіантів поверхневого покриття (матове, глянсове, текстуроване)
- Стійка поверхня, стійка до відколювання та подряпин
- Товсте, рівномірне покриття захищає від корозії та ударів
- Відсутність ЛОС — екологічно чисте застосування
- Надлишковий порошок можна відновити, що зменшує кількість відходів
- Швидкий час вулканізації підтримує високопродуктивне виробництво
Недоліки
- Виклики щодо рівномірного нанесення на складних або заглиблених геометріях (ефект Фарадея)
- Формування плівки може впливати на вузькі допуски — можливо, знадобляться зміни в проектуванні
- Переробка можлива, але вимагає знешкодження та повторного нанесення покриття
- Обмежені опції докорінного ремонту порівняно з рідким фарбою
- Для досягнення максимальної адгезії та довговічності необхідна якісна підготовка перед нанесенням
Сфери використання та контрольні точки якості
- Зовнішні аксесуари: Порошкове покриття забезпечує тривале захистне фарбування кольору та проти корозії для ручок дверей, обрамлення вікон та декоративних елементів ґраток
- Надставні рейки та поперечні балки: Висока експозиція УФ-променів і погодних умов вимагає стійкого алюмінієвого покриття зі стабільним блиском і відтінком
- Каркаси акумуляторних батарей: Стійкість до хімічних речовин є критично важливою для деталей у двигуні або корпусів акумуляторів, які піддаються впливу рідин та перепадів температури
- Кришки обслуговування та кріпильні елементи: Де стійкість до ударів та абразивного зношування має таке ж значення, як і зовнішній вигляд.
Контроль якості для покриттів алюмінієвих деталей включає:
- Перевірка адгезії (випробування решітчастим або стрічковим методом)
- Перевірка ступеня затвердіння (випробування стійкості до розчинника, твердості олівця)
- Перевірка рівномірності блиску та кольору
- Вимірювання товщини покриття (магнітні або вихрові струмові методи)
Порада: Вкажіть допуск на пересушування для деталей із порошковим покриттям, які зазнають додаткових циклів сушіння фарби під час фінальної збірки. Цей крок допомагає зберегти цілісність кольору, блиску та адгезії на всьому протязі виробничого процесу.
Порошкове фарбування вирізняється як універсальний, міцний та екологічно стійкий метод нанесення покриття на алюмінієві профілі для автомобільної промисловості. Коли потрібне покриття має балансувати між естетикою, захистом та ефективністю виробництва, правильно вибране алюмінієве покриття часто є найкращим вибором. Далі ми розглянемо електроосаджувальні системи (e-coat) — ідеальний вибір для досягнення надрівномірного покриття на складних профілях та як антикорозійний грунт під верхніми шарами.
Е-фарба
Огляд електроосаджувальної системи та її різновидів
Коли ви шукаєте захисне покриття для алюмінієвих профілів складної форми або з глибокими заглибленнями, електроосадження (електрофотичне фарбування) виходить на перше місце. Але як це працює? Уявіть, що ваш алюмінієвий виріб занурюють у ванну, де електрично заряджені частинки фарби притягуються до кожної доступної поверхні — навіть всередині кутів і вузьких порожнин. Цей процес, відомий також як електроосадження, використовує катіонні епоксидні або акрилові смоли для створення тонкого, рівномірного шару, який є водночас міцним і стабільним.
Катіонні епоксидні покриття цінуються за високу стійкість до корозії та широко використовуються як грунтовки в автомобільній промисловості. Акрилові електроосаджувальні покриття, тим часом, забезпечують кращу стійкість до ультрафіолетового випромінювання і іноді вибираються для деталей, які залишаються на виду. Незалежно від типу смоли, характерною рисою електроосадження є здатність забезпечити рівномірне утворення плівки — зазвичай 15–25 мікрон — по всій деталі, перевершуючи багато традиційних покриттів на складних геометріях.
Підвищена стійкість автомобілів та сумісність з верхніми покриттями
Чому інженери-автомобілісти вказують електроосаджене фосфатне покриття як основу для обробки алюмінієвих поверхонь? Відповідь полягає в його неперевершеному поєднанні захисту від корозії та високій продуктивності обробки. Електроосаджене фосфатне покриття утворює суцільний бар'єр, який захищає алюміній від вологи, солі та інших корозійних агентів, що робить його ідеальною основою для подальших покриттів або самостійним фінішним покриттям для прихованих або напівприхованих частин. Ви часто будете бачити електроосаджене фосфатне покриття, яке використовується як грунтівка під порошкові або рідкі верхні покриття, що забезпечує міцне зчеплення та тривалу міцність зовнішніх та підднищних компонентів.
Ще одна перевага: рівномірність електроосадженого покриття означає менше слабких місць або тонких країв, де може виникнути корозія. Це робить його особливо цінним для алюмінієвих профілів у автомобільній промисловості, які мають порожнисті перерізи, кронштейни зі складними вирізами або збірки з перекриваючими з'єднаннями. Крім того, процес легко масштабується — ідеальний вибір для обробки великих обсягів продукції на сучасних автомобільних заводах.
Переваги та недоліки
Переваги
- Виняткова стійкість до корозії — створює міцний захисний базовий шар
- Надзвичайно рівномірне утворення плівки, навіть на складних або увігнутих профілях
- Підтримує високопродуктивне автоматизоване виробництво
- Зменшує відходи матеріалів порівняно з розпилювальними покриттями
- Сумісний із порошковими або рідкими верхніми покриттями для додаткового захисту або кольору
Недоліки
- Вимагає точного та ретельного підготування поверхні для досягнення оптимального зчеплення
- Високі початкові капіталовкладення в обладнання та налаштування процесу
- Обмежені варіанти кольору та зовнішнього вигляду як самостійне покриття
- Не підходить для непровідних основ (алюміній має бути чистим і провідним)
Сфери використання та контрольні точки якості
- Суцільні збірні алюмінієві конструкції кузова: Електроосаджувальне фосфатування забезпечує антикорозійне грунтування для деталей, інтегрованих зі сталевими конструкціями.
- Внутрішні компоненти корпусу акумулятора: Рівномірне покриття всередині складних корпусів забезпечує тривалий термін служби та безпеку.
- Кріпильні скоби та фурнітура: Електроосаджувальне фосфатування виступає захисною основою під кольоровим верхнім шаром, особливо в зонах з високим ступенем впливу навколишнього середовища.
Контроль якості обробки алюмінієвих поверхонь методом електроосадження зазвичай включає:
- Контроль параметрів фарби та електропровідності ванни
- Тестування адгезії (сітчастий зріз або випробування стрічкою)
- Перевірка ступеня вулканізації для забезпечення належного затвердіння плівки
- Вимірювання товщини для підтвердження рівномірного покриття
Завжди вказуйте сумісність хімії електроосадження та будь-яких наступних герметиків чи клеїв. Несумісні матеріали можуть призводити до забруднення або втрати адгезії, що підриває ефективність обробки алюмінієвих поверхонь.
Унікальна здатність електроосадження забезпечувати високоякісні, надрівномірні покриття для алюмінієвих профілів робить його основою сучасної оздоблювальної обробки автомобільних виробів. Далі ми розглянемо, як шліфована поверхня в поєднанні з грунтовкою та фарбою пропонує гнучку, економічну альтернативу для певних застосувань.
Шліфована поверхня з грунтовкою та фарбою
Визначення шліфованої поверхні та умови її застосування
Чи замислювались ви коли-небудь, що таке шлікерна обробка на алюмінієвих профілях? Простими словами, шлікерна обробка означає вихідну, необроблену поверхню алюмінію — безпосередньо з преса, без додаткового полірування, хімічної обробки чи покриття. Цей первинний стан характеризується матовою поверхнею, видимими лініями матриці та часом від часу наявними мінімальними подряпинами або слідами від виробничого процесу. Алюміній із шлікерною обробкою цінується за своєю доступністю та часто є початковим етапом для подальшої обробки поверхні чи нанесення покриттів.
У автомобільній галузі алюміній із шлікерною обробкою може бути доцільним вибором, якщо деталь зрештою буде пофарбованою або використовуватиметься в прихованих, захищених місцях. Це особливо актуально для внутрішніх декоративних рейок, прихованих конструктивних елементів чи запасних частин, де важливішими є вигідна ціна та гнучкість у виборі кольору, ніж декоративний металевий блиск.
Підготовка та фарбування профілів
Замислилися над фарбуванням алюмінію у стані поставки? Ключ до тривалого результату — це правильна підготовка поверхні. Оскільки поверхня, отримана після екструзії, може містити олії, оксиди або незначні дефекти, підготовка алюмінію у стані поставки перед фарбуванням є критичним кроком для забезпечення адгезії та стійкості до корозії. Ось типовий процес робіт:
- Очищення поверхні: Видаліть олії, пил та сміття за допомогою розчинників або лужних засобів для очищення.
- Механічне вирівнювання: Легке щіткування або шліфування для вирівнювання шорстких місць і зменшення видимих слідів матриці — цей крок допомагає зменшити дефекти поверхні, які проступають крізь фарбу.
- Хімічна обробка: Нанесіть розчин для травлення або хімічний засіб для утворення зв’язку, щоб підвищити адгезію грунтовки та додатково захистити від корозії.
- Нанесення грунтовки для алюмінію: Використовуйте грунтовку високої якості, призначену для алюмінію, щоб створити міцну основу для верхнього шару фарби.
- Верхній шар фарби: Нанесіть бажаний колір і оздоблення, які можна підібрати відповідно до вимог для внутрішніх або зовнішніх робіт.
Кожен із цих кроків спрямований на максимально можливе подовження терміну служби та збереження зовнішнього вигляду грунтовок і систем фарбування алюмінію, забезпечуючи стійкість покриття навіть у важких умовах автомобільної експлуатації.
Переваги та недоліки
Переваги
- Найнижча початкова вартість покриття — алюміній з міловою обробкою недорогий і легко доступний
- Максимальна гнучкість у виборі кольору та блиску завдяки правильному підбору фарби
- Легко виконувати дотримку або ремонт фарбованих поверхонь безпосередньо на місці виконання робіт
- Добре підходить для деталей, у яких зовнішній вигляд не є критичним або прихований від погляду
- Відсутні обмеження щодо геометрії деталі — фарбу можна наносити на складні екструзії
Недоліки
- Потребує ретельної підготовки — неправильна підготовка може призвести до відшарування, шелушіння або корозії
- Вищий ризик винесення дефектів крізь фарбу, якщо поверхня з міловою обробкою є шорсткою або нерівною
- Менш стійке, ніж анодовані або порошкові покриття, у випадку експлуатації на вулиці, у умовах сильного зношування або в агресивних середовищах
- Фарбовані покриття можуть потребувати періодичного обслуговування або дотримки
Сфери використання та контрольні точки якості
- Фарбовані рейки внутрішньої обробки: Алюміній з мілловою обробкою, грунтований і пофарбований у відповідність до кольорової схеми салону, де важливі міцність та можливість підфарбування.
- Приховані конструктивні елементи: Компоненти, які після збирання не видимі, але потребують захисту від корозії та економічного фінішного покриття.
- Запасні частини, що потребують ремонтопридатності на місці: Фарбовані деталі з алюмінію з мілловою обробкою легко шліфуються і перфарбовуються у разі пошкодження під час обслуговування.
Контроль якості для цієї системи має ключове значення для забезпечення експлуатаційних характеристик і зовнішнього вигляду. Загальні контрольні точки включають:
- Тестування адгезії (сітчастий зріз або випробування стрічкою) після нанесення грунту і фарби
- Вимірювання товщини плівки для перевірки покриття та міцності
- Перевірка кольору і блиску відповідно до контрольних зразків
- Циклічні випробування на корозійну стійкість для деталей, які піддаються жорстким умовам експлуатації
Порада: завжди вказуйте етапи вирівнювання поверхні, такі як легке щіткування або шліфування, перш ніж грунтувати алюміній з міл-фінішем. Ця практика зводить до мінімуму ризик виявлення дефекту міл-фініша крізь остаточне фарбування, забезпечуючи гладкий, професійний вигляд.
Хоча міл-фініш з грунтовкою та фарбою може не забезпечувати такої високої стійкості або естетики, як анодовані або порошкові покриття, це залишається економічним і гнучким рішенням для багатьох потреб автомобільної екструзії алюмінію. Далі ми зведемо всі типи фінішів поруч для порівняння, щоб допомогти вам зробити найкращий вибір для потреб вашого проекту.
Порівняння та матриця вибору фінішів для автомобільної екструзії алюмінію
Під час вибору між різними варіантами обробки поверхні для алюмінієвих профілів автомобільного застосування велика кількість параметрів може викликати відчуття перевтоми. Яке саме покриття забезпечить правильний баланс між захистом, зовнішнім виглядом, продуктивністю та вартістю саме для вашого конкретного застосування? Для спрощення ми підготували чітке порівняння провідних типів обробки. Ця таблиця та короткий посібник допоможуть вам точно відповідати вимогам вашого проекту до найкращого типу обробки алюмінію — без сумнівів щодо специфікації.
Порівняння за критеріями автомобільної галузі
| Варіант обробки | Відповідність використання в автомобільній галузі | Стійкість до корозії | Зносостійкість | Діапазон зовнішнього вигляду | Сумісність з фарбуванням/випіканням | Відносна вартість | Термін виконання | Перероблюваність | Нормативні стандарти |
|---|---|---|---|---|---|---|---|---|---|
| Рішення Shaoyi у сфері обробки поверхні | Комплексне рішення для зовнішніх, конструкційних та спеціальних деталей | Високих | Високих | Широкий (декоративний, функціональний, кольори/текстури на замовлення) | Високих | Середній | Середній | Високих | ASTM, SAE, ISO, MIL-A-8625 |
| Анодування типу II | Видима обробка, декоративна внутрішня/зовнішня | Середній-Високий | Середній | Матова, сатинова, фарбовані кольори | Середній | Середній | Середній | Високих | MIL-A-8625 тип II, OEM |
| Тверде анодування (тип III) | Високий знос, ковзання, конструкційні | Високих | Дуже високий | Темні, обмежені кольори | Середній | Середній-Високий | Середній | Високих | MIL-A-8625 тип III, OEM |
| Порошкове покриття | Зовнішня обробка, під капотом, рами акумуляторів | Високих | Високих | Велика кількість (матова, глянцева, текстурована, на замовлення) | Високих | Середній | Низький-Середній | Високих | ASTM, ISO, OEM |
| Е-фарба | Складні профілі, грунтівка для збірок | Дуже високий | Середній | Обмежена (в основному чорно-сіра, напівглянцева) | Високих | Середній | Середній-Високий | Високих | ASTM, ISO, OEM |
| Шліфована поверхня з грунтовкою та фарбою | Приховані, сервісні або фарбовані внутрішні деталі | Середній | Низький-Середній | Необмежена (залежно від системи фарбування) | Середній | Низький | Низький | Високих | ASTM, ISO, OEM |
Цей порівняльний перегляд полегшує порівняння поверхневих обробок для металевих деталей, показує, де кожна з них краща, та компроміси, які слід врахувати для вашої автомобільної програми.
Витрати та терміни виконання
- Інтегровані рішення (наприклад, Shaoyi) може оптимізувати вашу ланцюг поставок і скоротити загальний термін виконання, особливо якщо потрібно кілька обробок або складний контроль якості.
- Анодування типу II та порошкове покриття пропонують помірний баланс вартості, продуктивності та зовнішнього вигляду для більшості декоративних та видимих частин.
- Тверде анодування та е-фарба зазвичай пов’язані з вищими витратами на контроль процесу та забезпечення якості, але забезпечують виняткову експлуатаційну стійкість для критичних компонентів, схильних до зношення або корозії.
- Поверхня після прокатного стану з грунтовкою/фарбою є найбільш економічним варіантом, часто з найкоротшим терміном виконання, але потребує ретельної підготовки та найкраще підходить для невидимих частин або тих, що легко обслуговуються.
Для проектів, що вимагають кількох видів обробки поверхні або жорстких виробничих термінів, співпраця з єдиним постачальником, як-от Постачальник металевих деталей ShaoYi — провідний інтегрований постачальник прецизійних металевих автокомпонентів у Китаї—означає, що ваші деталі з алюмінієвого профілю можуть бути оброблені та кваліфіковані в межах одного плану кваліфікації виробничого процесу (PPAP) та системи постачання, що зменшує ризики та спрощує комунікацію.
Матриця рішень та швидкий вибір
- Зовнішній клас A (вимоги до зовнішнього вигляду): Вибирайте порошкове фарбування або анодування типу II для широкого вибору кольорів та візуальної однорідності.
- Основа захисту від корозії днища: Е-покриття або інтегровані рішення Shaoyi для міцного, рівномірного захисту — особливо на складних профілях.
- Механізми з високим ступенем зношування або рухомі застосування: Тверде анодування (тип III) або засоби Shaoyi, спрямовані на боротьбу із зношуванням.
- Частини, чутливі до вартості та не видимі візуально: Покриття шляхом фарбування разом з грунтовкою для гнучкості та простоти ремонту на місці.
- Багатопроцесні або нестандартні вимоги: Інтегровані покриття Shaoyi для металу з єдиним джерелом контролю якості та документації.
Головне: завжди вказуйте вимоги до підготовчого процесу та маскування у примітках до креслень. Цей крок є критичним, щоб уникнути відмов, додаткової роботи або претензій за гарантією — незалежно від обраного типу поверхневого обробки алюмінію.
Під час узгодження специфікації пам'ятайте, що найкращий вибір визначається не тільки самим покриттям, а й тим, наскільки добре воно відповідає вашим цілям у сфері виробництва, витрат і якості. Далі ми наведемо кілька порад щодо написання специфікацій і передачі завдання постачальнику — щоб обране поверхневе оброблення алюмінію забезпечувало тривалу експлуатаційну надійність.
Остаточні рекомендації та поради щодо написання специфікацій для алюмінієвих профілів у автомобільній промисловості
Яке покриття обрати для вашого проекту
На етапі остаточного рішення можна відчути себе приголомшеним від різноманіття доступних способів обробки алюмінію. Як же визначити найкращий варіант для вашого проекту? Уявіть, що ви розробляєте новий корпус акумулятора для електромобіля або оновлюєте зовнішній декоративний елемент наступного покоління позашляховика — вибір способу обробки алюмінію безпосередньо вплине на все: від міцності й вартості до сприйняття вашого бренду. Ось короткий довідник, який допоможе вам підібрати потрібне покриття:
- Анодування: Виберіть для декоративної стійкості до корозії та преміального, довговічного металевого вигляду.
- Тверде анодування: Обирайте для зон з високим ступенем зношування або рухомих компонентів — подумайте про рейки сидінь або направляючі панорамного даху.
- Порошкове олівання: Найкращий вибір для стійкого кольору, стійкості до хімічних речовин і різноманітних варіантів дизайну на елементи облямовування зовнішньої частини або деталі двигуна.
- Електроосаджене покриття: Вибирайте як грунтівку, стійку до корозії, особливо для складних профілів або деталей, які потребують міцної основи під додатковими покриттями.
- Природний стан поверхні (Mill Finish) плюс грунт/фарба: Зупиніться на цьому варіанті для фарбованих деталей, чутливих до вартості, або прихованих конструктивних елементів, де найважливішими є гнучкість і простота дотику.
Кожне з цих покриттів для алюмінію відіграє унікальну роль, тому враховуйте умови експлуатації, ступінь зношування, зовнішній вигляд і вимоги до бюджету перед тим, як затвердити специфікацію.
Мова специфікації та нотатки на кресленнях
Чіткі специфікації, засновані на стандартах, — це ваша найкраща гарантія проти плутанини або додаткової роботи. Ось шаблон, який можна адаптувати для більшості проектів з екструзії алюмінію:
Оздоблення: [процес]. Попередня обробка: [перетворення, безхроматна — бажана]. Стандарти: [ASTM/ISO/MIL, якщо застосовується]. Випробування: адгезія, товщина, клас зовнішнього вигляду, циклічна корозія згідно з протоколом OEM. Маскування: [елементи]. Сумісність з фарбуванням у печі: [так/ні].
Під час підготовки алюмінію до фарбування або будь-якого іншого покриття завжди безпосередньо на кресленнях вказуйте кроки з вирівнювання поверхні, очищення та маскування. Це забезпечить розуміння вимог до обробки кожної алюмінієвої поверхні від проектування до виробництва.
Контрольний список передачі постачальнику
Уявіть, що ваш проект готовий до передачі. Ось контрольний список, який допоможе зробити взаємодію з постачальником ефективною та дотриматися вашого плану забезпечення якості:
- Вкажіть сплав і вид термічної обробки для кожної екструзії
- Додайте детальні креслення геометрії та карти маскування (різьба, отвори, електричні контакти)
- Визначити точки нанесення покриття для оптимального покриття фарбою
- Виділити критичні розміри та допустимі відхилення (врахувати товщину плівки)
- Визначити критерії прийняття та контрольні стандарти для забезпечення якості
- Надати зразок та план перевірки (перший зразок, партія або постійний контроль)
- Заздалегідь уточнити політику щодо переділу та ремонту в умовах експлуатації
Дотримуючись цих кроків, ви зведете до мінімуму непередбачені результати та забезпечите стабільне отримання високоякісного результату від обраного способу обробки поверхні алюмінію.
Готові об'єднати фінішну обробку та контроль якості під одним дахом? Постачальник металевих деталей ShaoYi — провідний інтегрований постачальник прецизійних металевих автозапчастин в Китаї — допоможе вам оптимізувати кожен етап, від проектування до масового виробництва, для всіх ваших алюмінієвих профілів. Їхній досвід у виборі способів обробки поверхні для автомобільних алюмінієвих профілів гарантує отримання правильного фінішного покриття щоразу.
Поширені запитання
1. Які найпоширеніші способи обробки поверхні для автомобільних алюмінієвих профілів? проведений
Найбільш поширеними видами обробки поверхні для алюмінієвих профілів у автомобільній промисловості є анодування (тип II — для зовнішнього вигляду й стійкості до корозії, тип III — для стійкості до зносу), порошкове фарбування для тривалого кольору й хімічного захисту, електроосаджене фарбування (e-coat) для рівномірного захисту від корозії на складних формах, а також обробка mill finish із використанням грунтовки й фарби для економічної гнучкості. Кожен вид обробки забезпечує певні переваги щодо міцності, зовнішнього вигляду й сумісності зі стандартами автомобільного виробництва.
2. Як обрати правильну обробку поверхні для проекту алюмінієвого профілю в автомобільній промисловості?
Вибір найкращого типу обробки залежить від вимог вашого проекту щодо стійкості до корозії, зовнішнього вигляду, зносостійкості та бюджету. Декоративне анодування ідеально підходить для видимих елементів оздобу, тверде анодування застосовується для високозношуваних деталей, порошкове фарбування забезпечує яскравий та стійкий колір, електроосаджене покриття (е-фарба) найкраще підходить для складних профілів, які потребують рівномірного захисту, а фарбування заготовок після обробки на верстатах є економічним варіантом для прихованих або обслуговуваних деталей. Враховуйте умови експлуатації деталей, вимоги до збирання та стандартів якості, щоб зробити правильний вибір.
3. У чому різниця між анодуванням і порошковим фарбуванням алюмінієвих профілів?
Анодування створює інтегральний оксидний шар на поверхні алюмінію, підвищуючи стійкість до корозії та пропонуючи різноманітні металеві фінішні варіанти. Анодування типу II цінується за його декоративний вигляд, тоді як тип III (твердий анодний шар) забезпечує більшу зносостійкість. Порошкове фарбування, у свою чергу, є органічним покриттям, яке наноситься у вигляді порошку та відпалюється для утворення захисного, кольорового та довговічного шару. Порошкове фарбування дозволяє вибрати більше варіантів кольору та текстури, але вимагає якісної підготовки поверхні для досягнення оптимальної адгезії.
4. Чому важлива підготовка поверхні перед нанесенням будь-якого поверхневого фінішу на алюмінієві екструзії?
Підготовка є важливою, тому що видаляє забруднення, поліпшує адгезію та підвищує стійкість до корозії. Якісне очищення та нанесення перетворювального покриття (найчастіше безхроматне) забезпечують надійне зчеплення обраного покриття — анодування, порошкове фарбування, електроосаджене покриття або фарба — та його правильну роботу. Недотримання або неправильне виконання підготовчого етапу може призвести до передчасного виходу з ладу, такого як відшарування, пухиріння або корозія.
5. Які переваги використання інтегрованого постачальника, такого як Shaoyi, для обробки поверхонь алюмінієвого екструзійного профілю?
Співпраця з інтегрованим постачальником, таким як Shaoyi, спрощує процес фінішної обробки, пропонуючи всі основні види обробки поверхонь, контроль якості та управління ланцюгом поставок в одному місці. Такий підхід скорочує час виконання замовлення, мінімізує ризики помилок від кількох постачальників, забезпечує відповідність автомобільним стандартам і надає експертні рекомендації щодо вибору правильного поєднання сплаву, геометрії та фінішного покриття для вашого застосування.