 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Штампування корпусу сенсора: Посібник з прецизійного глибокого витягування
Коротко
Штампування металевого корпусу сенсора є високоточним виробничим процесом, в основному з використанням технології глибокого витягування, призначеним для створення безшовних, довговічних захисних корпусів для чутливих електронних компонентів. На відміну від обробки або формування пластмаси, цей метод забезпечує кращий захист від електромагнітних перешкод (ЕМП), високу стійкість до ударів і економічну ефективність при масовому виробництві. Інженери та менеджери з закупівель надають перевагу корпусам з глибокого витягування завдяки їхньому здатності дотримуватися жорстких допусків (часто в межах ±0,001") і забезпечувати герметичність у важких умовах автомобільної, медичної та промислової сфери.
Глибоке витягування: галузевий стандарт для корпусів сенсорів
Для циліндричних або коробчастих корпусів сенсорів, глибоке витягування штампуванням виявився як домінуючий метод виробництва, що перевершує традиційне обробку як за ефективністю, так і за структурною цілісностю. Цей процес включає радіальне намалювання металевого порожнини в формуючу форму за допомогою механічного дії ударного штуршку. Определіння "глибокого" малюнка зазвичай застосовується, коли глибина малюнкової частини перевищує її діаметр.
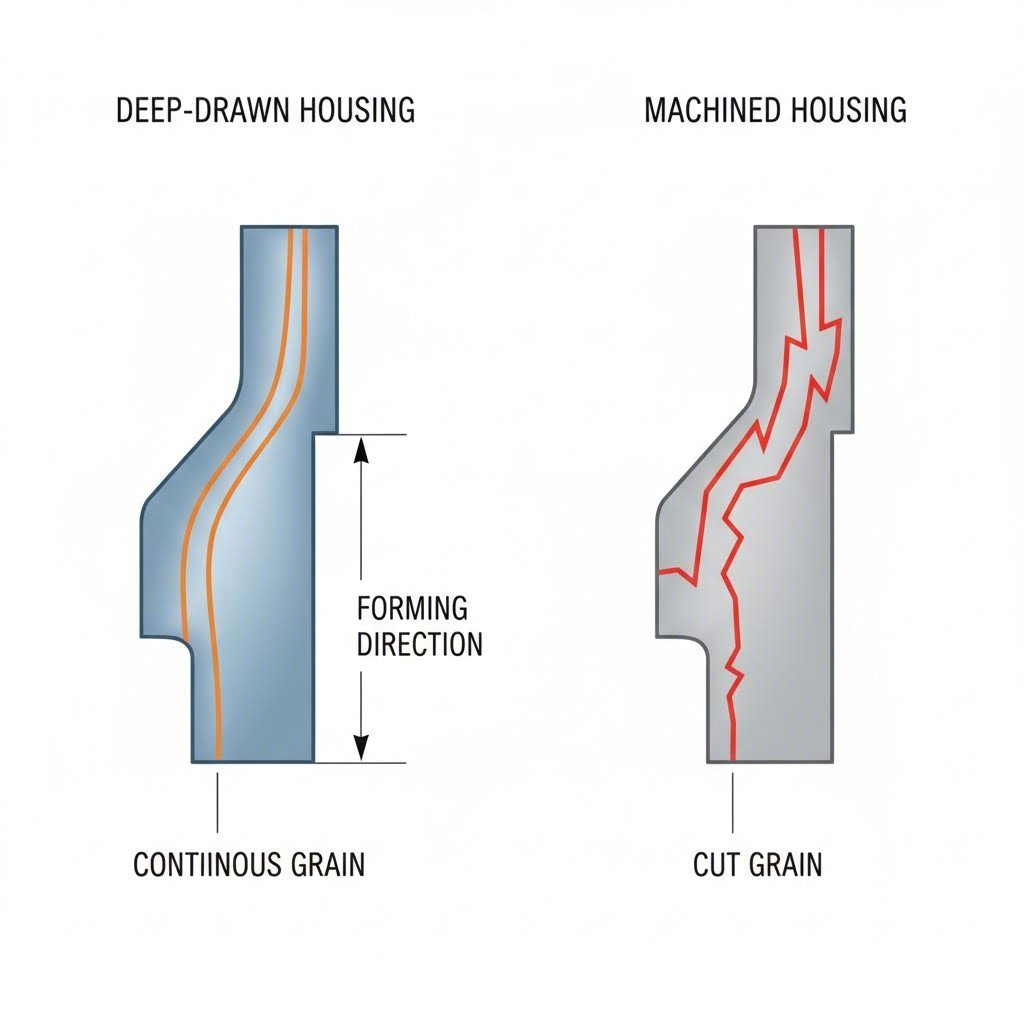
Основною технічною перевагою глибокого малювання є створення безперешкодного, однороздільного компоненту. На відміну від зварених труб або багатороздільних збірки, глибоко стягнутий корпус не має швов, які могли б служити потенційними стежками витоку для вологи або газу. Це критично важливо для датчиків, що працюють в тискових або занурених середовищах. Стандартний Die зазначає, що глибоко витягнуті штампування ідеально підходить для масового виробництва, оскільки значно зменшує відходи матеріалів і виключає вторинні етапи збірки, що призводить до зниження вартості на одиницю в порівнянні з обертальним або CNC-машинним обробкою.
Механічно цей процес зміцнює матеріал, часто підвищуючи структурну жорсткість готової деталі. Це дозволяє виробникам використовувати матеріал меншої товщини без втрати міцності, оптимізуючи співвідношення ваги та міцності — ключовий аспект для сенсорів у авіаційній та автомобільній галузях.
Вибір матеріалу: баланс між захистом і формоутворенням
Правильний вибір сплаву є першим кроком для забезпечення роботоздатності сенсора. Матеріал повинен поєднувати пластичність (щоб витримати процес глибокого витягування без розривів) і властивості захисту від навколишнього середовища.
Нержавіюча сталь (304 проти 316L)
Нержавіюча сталь є найпоширенішим матеріалом для корпусів сенсорів завдяки високій твердості та стійкості до деформації. CNstamping підкреслює стійкість нержавіючої сталі до корозії як основна перевага, хоча вони зазначають, що його тепловіддача нижча порівняно з кольоровими металами. Сталь марки 304 є галузевим стандартом для загального промислового використання, забезпечуючи відмінну формовність. Для морських або медичних застосувань переважно використовується сталь марки 316L завдяки її високій стійкості до хлоридів та утворення пітингу, що гарантує, що корпус не руйнується в солоних середовищах.
Варіанти з кольорових металів: алюміній та мідь
Для застосувань, що вимагають відведення тепла або певних магнітних властивостей, використовуються кольорові метали:
- Алюміній: Має відмінну теплопровідність і є легким, що робить його придатним для сенсорів у авіакосмічній галузі. Однак для захисту від корозії потрібно ретельне анодування.
- Мідь і латунь: Часто обираються через їхню електропровідність і природні властивості екранування ЕМІ, хоча може знадобитися покриття (нікелем або золотом) для запобігання окисненню.
| Матеріалу | Стійкість до корозії | Формовність | ЕМІ екранировання | Типове застосування |
|---|---|---|---|---|
| Нержавіюча сталь 304 | Високий | Відмінними | Середня | Загальні промислові сенсори |
| Нержавіюча сталь 316L | Дуже високий | Добре | Середня | Медичні/морські зонди |
| Алюмінії | Помірне (потребує покриття) | Дуже добре | Добре | Авіакосмічна галузь/легкі конструкції |
| Мідь/Латунь | Низька (потрібне покриття) | Відмінними | Відмінними | Електроніка/чутливі до ЕМІ |
Чому метал? Справа проти пластикових корпусів
Хоча лиття пластику є дешевим, це часто не відповідає жорстким вимогам критичних застосувань сенсорів. Вибір між металом та пласти кому зводиться до трьох факторів: екранування, стійкість до ударів та термічну стабільність.
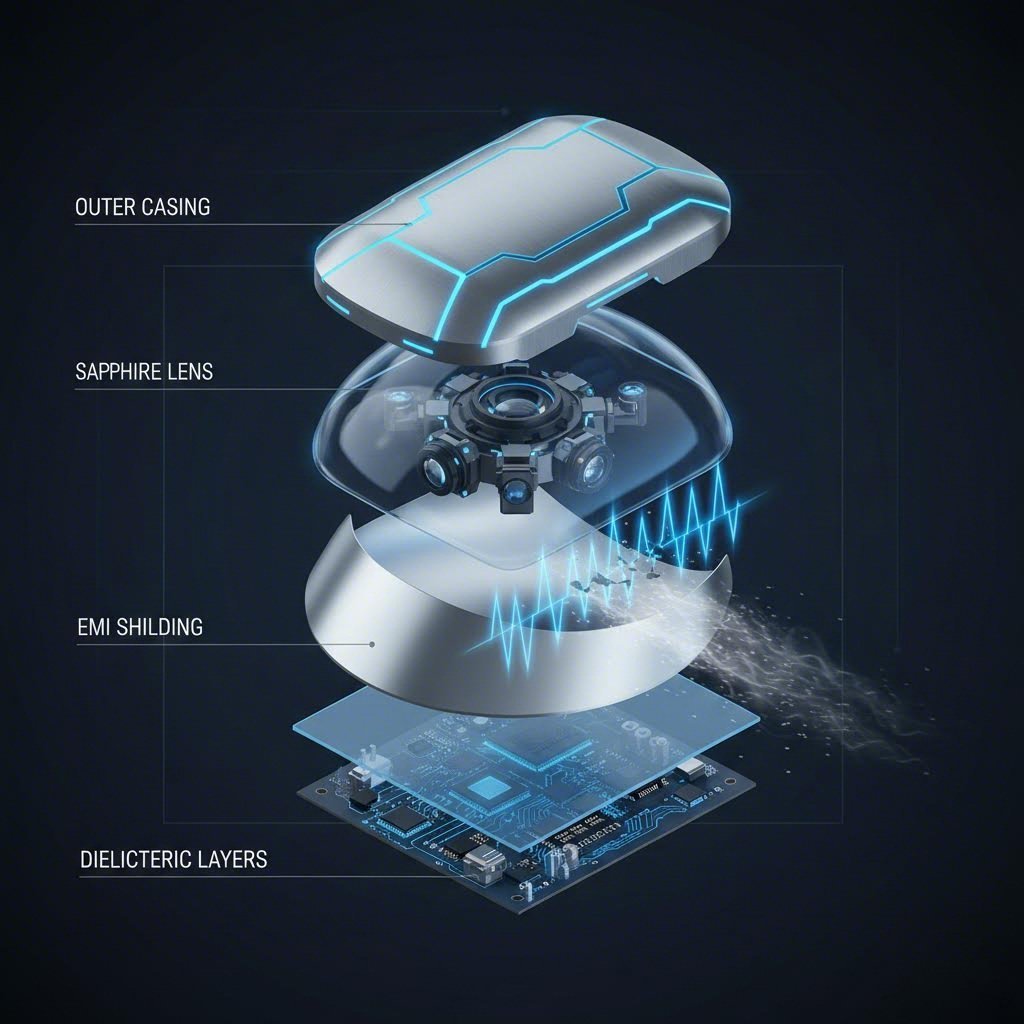
Електромагнітна інтерференція (ЕМІ) Екранування: Електронні сенсори встановлюються у «шумних» середовищах, повних бездротових сигналів та електричних струмів. Henli наголошує, що металеві корпуси природно діють як клітка Фарадея, екрануючи внутрішні компоненти від зовнішніх електромагнітних перешкод, які можуть спотворювати показання даних. Пластикові корпуси вимагають дорогих провідних покриттів, щоб досягти подібного ефекту.
Фізична міцність: Металеві корпуси забезпечують вищу стійкість до ударів. У застосунках під капотом автомобіля або в промисловому обладнанні датчики постійно піддаються вібрації та можливим ударам від уламків. Штампований металевий корпус зберігає свою структурну цілісність та розмірну точність під дією цих сил, тоді як пластик може потріскатися, деформуватися або ставати крихким з часом, особливо при впливі ультрафіолетового випромінювання або екстремальних температурних циклів.
Ключові рекомендації щодо проектування з огляду на технологічність
Щоб максимально використати переваги штампування металу, інженери мають проектувати з урахуванням технологічного процесу (проектування з огляду на технологічність, DFM). Дотримання цих правил запобігає поширеним дефектам, таким як зморшкуватість або розрив під час витягування.
- Радіуси кутів: Уникайте гострих кутів. Радіус у дна стакана та фланця має бути принаймні в 4–8 разів більшим за товщину матеріалу. Великі радіуси зменшують концентрацію напружень і дозволяють металу плавно текти.
- Рівномірність товщини стінок: Глибока витяжка природно призводить до певного зменшення товщини стінок. Конструкції мають враховувати цю зміну, як правило, передбачаючи зниження товщини на 10–15% у критичних точках розтягування.
- Кути випуску: Хоча невеликий кут від’єму не є обов’язковим для всіх штампованих деталей, його наявність полегшує вилучення деталі з матриці, подовжує термін служби інструменту та зменшує ризик появи подряпин.
- Додаткові операції: Як зазначає Precipart , складні корпуси сенсорів часто потребують додаткової остаточної обробки. Це може включати пасивацію для видалення поверхневого заліза з нержавіючої сталі або покриття дорогоцінними металами для поліпшення зварюваності та контактного опору.
Забезпечення якості та масштабованість у великосерійному виробництві
Ринок сенсорів — що розвивається завдяки автономному керуванню та Інтернету речей — вимагає виробництва без дефектів. Точність є обов’язковою; корпуси часто повинні мати допуски до ±0,001 дюйма, щоб забезпечити ідеальне прилягання до сполучених роз’ємів та ущільнень.
Досягнення такої узгодженості в масштабі вимагає сучасного інструктування та суворого контролю якості. Виробники використовують системи індикаторного вимірювання в матриці та оптичні інспекційні системи для перевірки розмірів у реальному часі. Для критичних галузей, таких як автомобільна промисловість, постачальники часто повинні дотримуватися стандартів IATF 16949, які регулюють управління якістю в ланцюжку постачання автомобільної галузі.
Для виробників, які прагнуть подолати розрив між прототикуванням та масовим виробництвом, партнерство з кваліфікованим постачальником є обов'язковим. Комплексні штампувальні рішення Shaoyi Metal Technology втілюють цю можливість, використовуючи точність, яка відповідає сертифікованим стандартам IATF 16949, та пресові можливості до 600 тонн, щоб постачати важливі автокомпоненти, які відповідають глобальним стандартам OEM.
У кінцевому рахунку, надійність датчика є такою ж добротною, як його корпус. Використовуючи глибоке витягування металевого штампування, інженери забезпечують захист своїх пристроїв за допомогою міцного, безшовного та екранованого корпусу, здатного витримати найпохмуристіші експлуатаційні умови.
Поширені запитання
1. У чому полягає перевага глибокого витягування перед обробкою для корпусів сенсорів?
Глибоке витягування значно економічніше для виробництва великих обсягів, оскільки при цьому мінімальні втрати матеріалу у порівнянні з механічною обробкою, яка передбачає видалення матеріалу з суцільного блоку. Крім того, процес глибокого витягування створює безшовну деталь із неперервною структурою зерна, що забезпечує вищу міцність і усуває потенційні джерела витоків, пов’язані зі звареними або складеними корпусами.
3. Чи можна наносити покриття на штамповані корпуси сенсорів?
Так, штамповані металеві корпуси часто піддають плакуванню для покращення характеристик. Поширеними видами обробки є нікелювання для стійкості до корозії, золочіння для електропровідності та сріблення для полегшення паяння. Ці поверхневі покриття дозволяють стандартним основним металам, таким як мідь або латунь, ефективно працювати в агресивних хімічно або електрично чутливих середовищах.
3. Який метал найкращий для корпусів сенсорів, що працюють під водою?
Нержавіюча сталь 316L зазвичай є найкращим матеріалом для корпусів датчиків, призначених для підводного або морського використання. Вона містить молібден, який забезпечує винятковий опір утворенню точкової та щілинної корозії в хлоридних середовищах (солоні води), забезпечуючи тривалу цілісність герметичного ущільнення.