 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Виробники компонентів машин: 9 ключових пунктів перед поданням першого запиту на цитату (RFQ)
Розуміння виробників компонентів машин та їхньої промислової ролі
Коли-небудь замислювалися, хто виготовляє точні шестерні всередині коробки передач вашого автомобіля або складні клапанні компоненти в авіаційних системах? Виробники компонентів машин — це спеціалізовані підприємства, які перетворюють сировину на критичні деталі, що забезпечують роботу практично кожної галузі. На відміну від загальних виробників, які збирають великі конструкції, ці компанії, що спеціалізуються на точності, виготовляють окремі компоненти з допусками, які часто вимірюються тисячними частинами дюйма.
У цьому посібнику наведено всю необхідну інформацію, перш ніж надіслати ваш перший запит на цінову пропозицію. Розгляньте його як ваш комплексний орієнтир — не каталог продукції — створений для того, щоб допомогти вам з впевненістю орієнтуватися в складному світі виробництва машинних деталей.
Що насправді роблять виробники компонентів машин
У своїй основі виробники механічно оброблених компонентів спеціалізуються на процесах субтрактивного виробництва. Уявіть собі скульптора, що працює з бруском мармуру: ці виробники починають із суцільного металевого заготовки й систематично видаляють матеріал, доки не набуде потрібної форми. Головна відмінність від загального виготовлення? Точність має першочергове значення.
Тоді як цех з виготовлення конструкцій створює їх шляхом різання, згинання та зварювання листового металу, виробники точних компонентів зосереджуються на створенні окремих деталей із чітко визначеними технічними вимогами. Вони працюють із компонентами ЧПУ-верстатів та сучасним обладнанням, щоб досягти допусків, які ручні процеси просто не в змозі забезпечити. Ринок послуг машинобудівних цехів США лише в 2025 році оцінюється в $48,0 млрд, що свідчить про те, наскільки важливими стали ці спеціалізовані виробники для сучасного виробництва.
Прихований каркас промислового виробництва
Ви знайдете оброблені деталі в місцях, де навіть не очікували б їх побачити. Від підшипників у вітрових турбінах до з’єднувальних елементів у медичному обладнанні — прецизійно оброблені компоненти становлять невидиму інфраструктуру, яка забезпечує безперебійну роботу промисловості.
Ці виробники випускають широкий спектр важливих машинних компонентів:
- Муфти та гальма – Ключові елементи систем передачі потужності та керування рухом
- Муфти – З’єднують обертові валі, враховуючи можливість їхнього неспіввісного розташування
- Пружини та кріпильні вироби – Забезпечують розтяг, стиск та надійне з’єднання
- Точно оброблених деталей – Спеціальні компоненти для конкретних застосувань
- Шестерні та компоненти трансмісії – Дозволяють передавати потужність при різних швидкостях і крутних моментах
- Підшипники та опорні конструкції – Зменшити тертя та зберегти вирівнювання
Від сирого металу до прецизійних деталей
Що відрізняє спеціалізованого виробника точних деталей від загального механічного цеху? Це зводиться до можливостей, стабільності та сертифікації. Загальні виробники можуть виготовляти конструктивні рами та корпуси, але коли потрібна деталь, яка має відповідати заданим розмірам із точністю до мікронів, необхідно звертатися до спеціалізованого партнера з високою точністю.
Спеціалізовані виробники значно інвестують у сучасні технології ЧПК, системи управління якістю та кваліфікованих фрезерувальників, які розуміють особливості обробки різних матеріалів. Вони дотримуються суворих протоколів контролю якості й часто мають галузеві сертифікати, які загальні цехи взагалі не отримують.
Розуміння цієї відмінності має значення, оскільки вибір неправильного типу партнера може призвести до затримок у реалізації проекту, перевищення бюджету та компонентів, які не відповідають вашим технічним вимогам. Підготовлюючись до закупівлі машинних компонентів, розуміння того, що ці виробники насправді роблять — і чого не роблять — посилює вашу позицію щодо пошуку оптимального партнера для конкретних вимог вашого проекту.

Основні виробничі процеси, що лежать в основі точних компонентів
Звучить складно? Не обов’язково. Розуміння того, як насправді виготовлюють деталі з ЧПУ, дає вам суттєву перевагу під час спілкування з виробниками та оцінки їхніх можливостей. Розглянемо основні процеси, за допомогою яких сировинний метал перетворюється на точні механічно оброблені компоненти, від яких залежатиме успіх ваших проектів.
Основи фрезерування з ЧПУ пояснено
CNC — це скорочення від Computer Numerical Control (комп’ютерне числове керування), тобто комп’ютери, що керують різальними інструментами з надзвичайною точністю. На відміну від ручного оброблення, де оператори керують інструментами вручну, технологія CNC виконує запрограмовані інструкції, забезпечуючи допуски, які людські руки просто не можуть досягти з постійною повторюваністю.
The дві базові процеси CNC з якими ви зустрінетесь, — це токарна й фрезерна обробка. Ось ключова відмінність: при токарній обробці заготовка обертається, а нерухомий різальний інструмент формоутворює її — це ідеально підходить для циліндричних деталей, таких як валі, стрижні й втулки. При фрезерній обробці відбувається навпаки: різальний інструмент обертається, а заготовка залишається нерухомою, що робить цей метод ідеальним для фрезерованих деталей з плоскими поверхнями, пазами, карманами та складними тривимірними формами.
Під час виготовлення деталей машин багато застосувань точного механічного оброблення поєднують обидва види операцій. Компонент може почати обробку на токарному верстаті для формування циліндричних елементів, а потім переміститися на фрезерний верстат для свердлення отворів, створення плоских поверхонь або кутових різів. Розуміння такого технологічного процесу допомагає визначити, які виробники зможуть виконати весь ваш проект повністю, а які потребуватимуть залучення додаткових постачальників.
Можливості багатоосевого оброблення
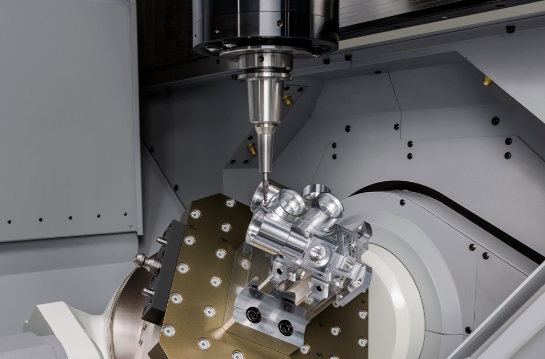
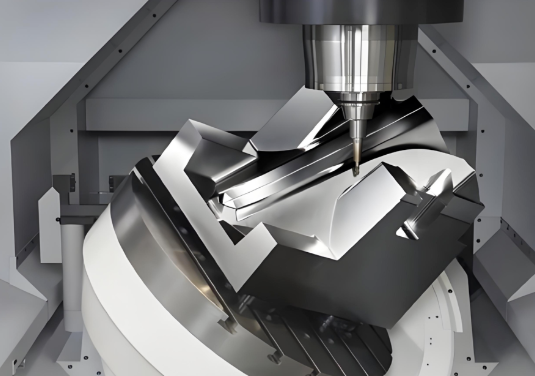
Уявіть, що ви намагаєтеся обробити лопатку турбіни, використовуючи лише три напрямки руху — угору-вниз, ліворуч-праворуч та вперед-назад. Вам довелося б неодноразово зупиняти процес, повторно позиціонувати деталь і щоразу ризикувати виникненням помилок у її вирівнюванні. Саме тому й існує багатоосьова обробка.
Стандартна 3-вісна обробка передбачає рух інструменту вздовж трьох лінійних напрямків. Хоча вона ефективна для простіших геометрій, для складних деталей потрібно кілька установок. Згідно з технічним аналізом компанії Fictiv, 5-вісне ЧПУ-фрезерування додає два обертальні рухи, що дозволяє інструменту підходити до заготовки з практично будь-якого кута в єдиній установці.
Існує також проміжний варіант, який називають обробкою на 3+2 осях (або позиційною 5-вісною обробкою). У цьому випадку обертальні осі нахиляють заготовку в потрібне положення, але різання здійснюється лише за допомогою трьох лінійних рухів. Такий підхід забезпечує доступ до кількох сторін заготовки без програмного ускладнення, притаманного повноцінній синхронній 5-вісній обробці.
Які практичні переваги? Скорочення часу на підготовку, зменшення ймовірності помилок при вирівнюванні та можливість обробки складних елементів, для яких інакше знадобилося б кілька операцій або взагалі неможливо було б їх виготовити. Для деталей, що виготовляються методом ЧПУ зі складними контурами — наприклад, аерокосмічні компоненти чи медичні імплантати — 5-вісна обробка часто є обов’язковою.
Швейцарське гвинторізне верстатне обладнання для складних геометрій
Коли ваші вимоги до точного механічного оброблення деталей включають малі, тонкі компоненти зі складними елементами, швейцарське гвинторізне обладнання забезпечує можливості, яких не можуть запропонувати звичайні токарні верстати. Ця технологія була розроблена спочатку для годинникового виробництва й чудово підходить для виготовлення довгих тонких деталей без проблем деформації, що характерні для стандартних операцій точіння.
Що робить швейцарські верстати відмінними? Заготовка підтримується направляючою втулкою, розташованою дуже близько до точки різання, що забезпечує надзвичайну стабільність. Така конструкція дозволяє обробляти деталі зі співвідношенням довжини до діаметра, при якому на звичайному обладнанні виникали б вібрації та втрати точності. Згідно з Kremin Inc. , швейцарські токарні верстати є незамінними у медичній, авіакосмічній, електронній промисловості та годинниковому виробництві, де критично важливі висока точність і малий розмір деталей.
Багато швейцарських верстатів також оснащені інструментами з живим приводом — обертовими інструментами, які можуть виконувати фрезерні операції, поки головний шпиндель утримує заготовку. Це означає, що складні деталі, оброблені на ЧПК-верстатах із поєднанням токарних та фрезерних елементів, можна отримати повністю готовими в єдиній операції.
Порівняння процесів виробництва оглядним способом
Вибір правильного процесу механічної обробки залежить від геометрії вашої деталі, необхідних допусків та матеріалу. Це порівняння допоможе вам підібрати відповідний метод виробництва згідно з вашими вимогами:
| Тип процесу | Найкраще застосування | Типові допуски | Сумісність матеріалів |
|---|---|---|---|
| Турнірна обробка CNC | Циліндричні деталі: валів, штирів, втулок, фітингів | ±0,025 мм (±0,001 дюйма) | Метали, інженерні пластики, сплави |
| Фрезерування CNC | Призматичні деталі: корпуси, кронштейни, плити з карманами й пазами | ±0,05 мм (±0,002 дюйма) | Сталь, алюміній, титан, пластики, композити |
| Токарна обробка гвинтів за швейцарською технологією | Малі та тонкі компоненти: медичні штирі, електронні роз’єми, годинникові деталі | ±0,005 мм (±0,0002 дюйма) | Латунь, нержавіюча сталь, титан, алюміній |
| Багатовісне оброблення (5-вісне) | Складні геометрії: лопатки турбін, робочі колеса, ортопедичні імплантати | ±0,01–0,02 мм (±0,0004–0,0008 дюйма) | Усі оброблювані метали, сплави підвищеної міцності |
Зверніть увагу, як допуски стають суворішими, коли ви переходить до більш спеціалізованого обладнання. Цей зв’язок між можливостями обладнання та його точністю пояснює, чому розуміння цих процесів є важливим: воно допомагає уникнути як недостатньої специфікації (і, як наслідок, отримання непридатних деталей), так і надмірної специфікації (і, відповідно, сплати преміальних цін за можливості, які вам не потрібні).
Маючи чітке уявлення про те, як працюють ці технології виробництва, ви тепер готові перейти до іншого критичного етапу прийняття рішень: вибору правильного матеріалу для ваших оброблених компонентів.

Посібник з підбору матеріалів для механічно оброблених деталей
Вибір неправильного матеріалу може зруйнувати весь ваш проект. Уявіть, що ви розробили ідеальний компонент, а потім спостерігаєте, як він кородує у експлуатації, деформується під навантаженням або виходить за межі бюджету через те, що ви вказали екзотичний сплав, тоді як звичайна сталь цілком підійшла б для цього завдання. Вибір матеріалу знаходиться на перетині інженерних характеристик і економічної реальності — і для його правильного вибору необхідно розуміти, як різні метали та пластмаси поводяться в реальних умовах експлуатації.
Коли пошук оброблених металевих деталей у виробників , ви зустрінете широкий спектр варіантів. Кожен матеріал має свої особливі переваги та компроміси щодо механічної міцності, стійкості до корозії, ваги та вартості. Розглянемо основні категорії, щоб ви могли підібрати оптимальний матеріал відповідно до ваших вимог.
Сталеві сплави для міцності та довговічності
Сталь залишається основним матеріалом у промисловому виробництві з поважних причин. Її поєднання міцності, твердості та доступності робить її стандартним вибором для застосувань, що вимагають структурної цілісності та стійкості до зносу. Однак не всі сталі однакові.
Низковуглецеві сталі (наприклад, 1018 і 1045) забезпечують відмінну оброблюваність і зварюваність за економічними цінами. Згідно з даними Hubs, низковуглецева сталь 1018 є найпоширенішою маркою, яка забезпечує хорошу ударну в’язкість, міцність і твердість для загального застосування. Ці сталі добре підходять для кондукторів, пристосувань та конструктивних елементів, де захист від корозії можна забезпечити шляхом нанесення покриття або плакування.
Спеціальні сталі (наприклад, 4140 і 4340) значно підвищують експлуатаційні характеристики. Їх можна піддавати термічній обробці для досягнення вищої твердості та міцності при збереженні доброї ударної в’язкості. Якщо ваші спеціальні сталеві деталі мають витримувати великі навантаження, багаторазові ударні впливи або складні умови зносу, леговані сталі виправдовують свою помірну надплату.
Нерозчинні сталі врахувати корозійну стійкість. Вміст хрому (зазвичай понад 10,5 %) утворює захисний пасивуючий шар, який запобігає іржавінню та хімічній дії. Сталь марки 304 підходить для більшості загальних застосувань, тоді як марка 316 забезпечує вищу стійкість до солоних середовищ — що є обов’язковою вимогою для морського обладнання або устаткування для хімічної переробки.
Що стосується компромісу? Нержавіюча сталь важче оброблюється, ніж низьковуглецева сталь, що збільшує витрати на механічну обробку металевих деталей. Зношування інструментів прискорюється, а упрочнення при обробці може ускладнювати процес різання. Незважаючи на це, тривалий термін експлуатації часто переважає вищі початкові витрати.
Застосування алюмінію в легких компонентах
Коли важливе зменшення маси — незалежно від мети: підвищення паливної ефективності, полегшення транспортування чи зниження інерції в рухомих вузлах — алюмінієві сплави забезпечують виняткову продуктивність. З густиною, що становить приблизно одну третину від густини сталі, алюміній дозволяє створювати конструкції, які б були надто важкими у виконанні з феромагнітних металів.
Крім зниження ваги, алюміній має виняткову оброблюваність. Нижній опір різанню забезпечує скорочення часу циклу, зменшення зносу інструменту та відмінну якість поверхонь. Це безпосередньо призводить до зниження витрат на механічну обробку, що робить алюміній особливо привабливим як для прототипування, так і для високотемпової серійної продукції.
Алюміній 6061 є найпоширенішим універсальним сплавом. Його збалансовані властивості — гарне співвідношення міцності до ваги, стійкість до корозії та відмінна оброблюваність — роблять його придатним для використання в усьому: від автомобільних рам до корпусів електронних пристроїв. Промислові дані підтверджують, що сплав 6061 є найекономічнішим і найбільш доступним варіантом алюмінію для обробки на CNC-верстатах.
Алюміній 7075 призначений для високопродуктивних застосувань. Цей авіаційний сплав після термообробки набуває міцності, близької до сталевої, і тому ідеально підходить для конструктивних елементів літальних апаратів, спорядження для альпінізму та компонентів велосипедів для професійного велоспорту. Преміальна ціна відображає його переважні механічні властивості.
Одна важлива умова: хоча алюміній природним чином стійкий до атмосферної корозії, він може реагувати з певними хімічними речовинами та іншими металами. Анодування створює тверстий захисний шар, який підвищує міцність і дозволяє отримувати кольорові покриття — це поширена додаткова операція для точних металевих деталей, виготовлених методом механічної обробки.
Спеціальні матеріали для екстремальних умов
Іноді стандартні матеріали просто не витримують вимог вашого застосування. Екстремальні температури, агресивні хімічні речовини або незвичайні механічні вимоги вимагають використання спеціальних сплавів та передових пластмас.
Титан поєднує вражаючу міцність з приблизно на 45 % меншою вагою порівняно зі сталлю. Його стійкість до корозії дорівнює або перевершує стійкість нержавіючої сталі, а також зберігає властивості при підвищених температурах. Титан часто використовують у галузях авіакосмічної промисловості, виробництва медичних імплантатів та морських застосувань, незважаючи на його значно вищу вартість. У чому складність? Низька теплопровідність титану та його схильність до наклепу ускладнюють механічну обробку металу. Очікуйте більш тривалих циклів обробки, необхідності спеціального інструменту та, відповідно, вищих цін.
Медлян відзначається у застосуваннях, де потрібне низьке тертя, електропровідність або естетичне оздоблення. Замовнені деталі з латуні обробляються надзвичайно добре — латунь часто вважають одним із найлегших у різанні металів. Це робить її економічно вигідною для високотемпової серійної продукції компонентів клапанів, електричних з’єднувачів та декоративної фурнітури. Її природна стійкість до корозії (хоча й нижча, ніж у нержавіючої сталі) підходить для багатьох сантехнічних та морських застосувань.
Інженерні пластики пропонують унікальні властивості, яких не можуть досягти метали. Такі матеріали, як PEEK, витримують тривалі температури до 250 °C, забезпечуючи хімічну стійкість та електричну ізоляцію. Нейлон забезпечує відмінну стійкість до зношування для зубчастих коліс та втулок, тоді як POM (Delrin) має низьке тертя й високу розмірну стабільність. Ці матеріали мають масу, що становить лише частку маси металів, що часто спрощує збирання й зменшує навантаження на систему.
Порівняння матеріалів на окремих погляд
У цій таблиці узагальнено ключові чинники при виборі матеріалів для оброблюваних деталей:
| Матеріал | Діапазон межі міцності на розтяг | Стійкість до корозії | Коефіцієнт ваги | Рівень вартості | Ідеальні застосування |
|---|---|---|---|---|---|
| М’яка сталь (1018/1045) | 370–585 МПа | Низький (потребує покриття) | Висока (7,8 г/см³) | $ | Конструктивні деталі, пристосування, оснастка, загальне машинобудування |
| Нержавіюча сталь (304/316) | 515–620 МПа | Чудово | Висока (8,0 г/см³) | $$ | Харчова промисловість, медичне обладнання, морське та хімічне обладнання |
| Алюміній (6061/7075) | 275–570 МПа | Добре (відмінно — з анодуванням) | Низька (2,7 г/см³) | $–$$ | Аерокосмічні конструкції, автомобільна промисловість, корпуси електронних пристроїв |
| Латунь (C36000) | 310–380 МПа | Добре | Висока (8,5 г/см³) | $$ | Електричні з’єднувачі, клапани, декоративні фурнітура |
| Титан (марка 5) | 830–1170 МПа | Чудово | Середня (4,4 г/см³) | $$$$ | Авіаційна промисловість, медичні імплантати, високопродуктивні гонки |
| Інженерні пластики (PEEK/нейлон) | 45–100 МПа | Відмінна (хімічна) | Дуже низька (1,1–1,4 г/см³) | $$–$$$ | Підшипники, ізолятори, медичні пристрої, деталі, придатні для контакту з їжею |
Коли спеціальні сплави варті преміум-ціни
Рішення про оновлення зі стандартних матеріалів не слід ухвалювати легковажно — але й уникати його не варто, коли обставини цього вимагають. Розгляньте спеціальні сплави, коли:
- Наслідки відмови є серйозними – Компоненти літальних апаратів, медичні імплантати та системи, критичні для безпеки, виправдовують використання преміальних матеріалів, що мінімізують ризики
- Експлуатаційні умови є екстремальними – Високі температури, агресивні хімічні речовини або вплив морської води можуть швидко зруйнувати стандартні матеріали
- Зменшення ваги підвищує продуктивність системи – У авіаційних та автомобільних застосуваннях зниження маси покращує паливну ефективність та керованість
- Загальна вартість життєвого циклу сприяє довговічності – Компонент із титану, термін служби якого становить 20 років, може коштувати менше, ніж заміна сталевих деталей кожні 5 років
Навпаки, вказівка екзотичних матеріалів для несторожливих умов просто розтрачує бюджет. Компонент із нержавіючої сталі в сухому внутрішньому середовищі часто є надлишково дорогим, тоді як вуглецева сталь з відповідним покриттям забезпечить таку саму експлуатаційну надійність.
Маючи чітке розуміння варіантів матеріалів та їх компромісів, ви тепер готові формулювати вимоги, які поєднують потреби у продуктивності з реальними обмеженнями бюджету. Наступне ключове питання? Розуміння стандартів допусків — адже навіть ідеальний вибір матеріалу не має значення, якщо ваші деталі не збираються так, як передбачено проектом.
Пояснення стандартів допусків та специфікацій точності
Ви обрали ідеальний матеріал. Ваш дизайн виглядає бездоганно на екрані. Але саме тут багато проектів зазнають невдачі: вказуються допуски, які або коштують надзвичайно дорого у виконанні, або не відповідають вашим функціональним вимогам. Розуміння специфікацій деталей, виготовлених методом точного механічного оброблення, — це не лише технічні знання; це різниця між компонентами, які ідеально підходять один до одного, та дорогими помилками, що вимагають повторної обробки.
Допуски визначають припустимі відхилення розмірів компонента. Уявіть їх як припустиму похибку. Вал діаметром 10 мм із допуском ±0,02 мм може фактично мати діаметр у межах від 9,98 мм до 10,02 мм і все одно вважатися придатним. Ця, здавалося б, незначна деталь має колосальні наслідки як для вартості, так і для функціональності.
Розшифрування класів допусків та їх наслідків
При аналізі комерційних пропозицій від виробників деталей, виготовлених методом точного механічного оброблення, ви зустрінете різні специфікації допусків. Згідно з галузевими стандартами стандартні допуски ЧПУ-обробки ±0,25 мм (±0,010") є базовим рівнем точності для більшості операцій точного виробництва. Цей рівень враховує звичайні варіації точності обладнання, теплові впливи, знос інструменту та повторюваність налаштувань, забезпечуючи при цьому економічно вигідні темпи виробництва.
Але що означають різні класи допусків для вашого проекту? Ось практичний розбір:
- Стандартні допуски (±0,25 мм / ±0,010") – Підходять для некритичних розмірів, загальних конструктивних елементів та деталей, де точність посадки не є надзвичайно високою. Найекономічніший варіант.
- Точні допуски (±0,125 мм / ±0,005") – Необхідні для точних машинних деталей із помірними вимогами до посадки, рухомих компонентів та вузлів, що потребують надійного вирівнювання.
- Високоточні допуски (±0,05 мм / ±0,002") – Потрібні для високоточних механічно оброблених деталей у складних застосуваннях, таких як корпуси підшипників, гідравлічні компоненти та прецизійні вузли.
- Ультраточні допуски (±0,0125 мм / ±0,0005") – Зарезервовано для високоточних оброблених компонентів у галузях авіації та космонавтики, медичного обладнання та оптичної апаратури, де мікронний рівень точності є обов’язковим.
Кожен наступний крок зі звуженням допусків вимагає більш складного обладнання, контролю навколишнього середовища та протоколів інспекції. Як зазначає Modus Advanced, досягнення ультраточних допусків вимагає температурно-контрольованих приміщень із підтримкою температури в межах ±0,5 °C, ізоляції від вібрацій та високоточних шпінделів — що збільшує базові витрати на 100–200 %.
Коли вузькі допуски дійсно мають значення
Ось неприємна правда: багато замовників надмірно жорстко встановлюють допуски, не розуміючи пов’язаних з цим витрат. Замовлення прецизійних деталей, виготовлених методом ЧПУ, з допусками ±0,01 мм замість ±0,1 мм, які забезпечують таку саму функціональність, просто марнує бюджет без потреби.
Тож коли ж жорсткі допуски дійсно мають значення? Зосередьтеся на таких сценаріях:
- Суміжні поверхні – Коли два компоненти мають точно стикатися один з одним із заданим зазором або натягом
- Обертові вузли – Валів, підшипників та корпусів, які вимагають постійної концентричності
- Поверхні ущільнення – Області, де утримання рідини або газу залежить від точного прилягання
- Критичні елементи вирівнювання – Монтажні отвори, фіксуючі штири та опорні поверхні
Для некритичних розмірів — загальної довжини кронштейна, ширини несполучної поверхні або положень монтажних отворів із достатнім зазором — зазвичай достатньо стандартних допусків. Згідно з Abra Engineering , надмірно жорсткі допуски збільшують витрати на виробництво без додаткової функціональної цінності, тому оптимізація допусків є обов’язковою для забезпечення економічної ефективності.
Визначення вимог без надмірного проектування
Як ефективно передавати вимоги щодо допусків, не збільшуючи при цьому витрати? Почніть із розмежування критичних і некритичних розмірів на ваших кресленнях.
Застосовуйте найжорсткіші допуски лише там, де цього вимагає функціональність. Наприклад, прецизійно оброблена деталь може потребувати допуску ±0,025 мм на посадочному місці під підшипник, тоді як для загальної висоти допустимий допуск ±0,25 мм. Такий вибірковий підхід дозволяє виробникам спрямувати ресурси туди, де точність справді має значення.
Розгляньте геометричне вимірювання та допуски (GD&T) для складних вимог. Компанія Protolabs пояснює, що GD&T ефективніше керує взаємозв’язками між елементами — такими як перпендикулярність, концентричність і справжнє положення — порівняно з простими двосторонніми допусками. Це забезпечує більш глибокий контроль якості й усуває неоднозначність щодо того, що саме означає «в межах допуску» у вашому застосуванні.
Не забудьте про специфікації шорсткості поверхні. Стандартні значення шорсткості — 63 мікродюйма для плоских поверхонь і 125 мікродюймів для криволінійних поверхонь — задовольняють більшість застосувань. Вказання гладших поверхонь вимагає додаткових операцій полірування й збільшує вартість — це виправдано для ущільнювальних поверхонь або естетичних деталей, але зайве в інших випадках.
Нарешті, обговоріть вимоги до допусків із потенційними виробниками до остаточного затвердження специфікацій. Досвідчені постачальники прецизійних механічних деталей часто можуть запропонувати альтернативні підходи, які забезпечують досягнення ваших функціональних цілей за нижчою вартістю. Вони можуть виявити, де ваші специфікації перевищують їхні стандартні можливості — що вимагає преміальної ціни, — тоді як незначні коригування дозволять залишитися в економічно вигідному діапазоні.
Коли вимоги до допусків чітко зрозумілі, ви готові оцінити ще один ключовий фактор, що відрізняє кваліфікованих виробників від інших: сертифікати якості та те, що вони насправді гарантують щодо деталей, які ви отримаєте.
Сертифікати якості та стандарти інспекції, що мають значення
Ви знайшли виробника, який розміщує на своєму веб-сайті вражаючий перелік сертифікатів — ISO 9001, IATF 16949, AS9100. Але що ці абревіатури насправді гарантують щодо точнісно оброблених виробів, які ви отримаєте? Багато покупців сприймають сертифікати лише як пункти для позначення, а не як значущі показники якості. Розуміння вимог, передбачених кожним із сертифікатів, допоможе вам оцінити, чи дійсно системи управління якістю виробника відповідають вимогам вашого проекту.
Сертифікати якості є підтвердженням незалежної третьої сторони того, що виробник дотримується задокументованих процесів, підтримує стабільні стандарти та постійно вдосконалює свою діяльність. Це не просто таблички на стіні — вони свідчать про системний підхід до виготовлення точних деталей, що зменшує кількість браку, забезпечує повну прослідковість і захищає ваш ланцюг поставок.
ISO 9001 та те, що вона гарантує
ISO 9001 є основою систем управління якістю в усіх галузях промисловості по всьому світі. З понад мільйоном сертифікованих організацій у світі цей стандарт встановлює базові вимоги до будь-якої ефективної системи управління якістю.
Що саме вимагає ISO 9001? Для отримання сертифікату необхідно мати задокументовані процедури, забезпечувати стабільне виконання процесів та надавати докази постійного покращення. Виробники повинні продемонструвати орієнтацію на клієнта, мислення, засноване на ризику, та вимірювані цілі щодо якості. Коли ви закуповуєте точні механічно оброблені деталі у постачальника, сертифікованого за ISO 9001, ви співпрацюєте з організацією, яка встановила системи для:
- Документування процесу – Письмові процедури забезпечують стабільність роботи незалежно від того, який оператор керує обладнанням
- Відстеження вимог замовника – Системи фіксують і підтверджують ваші технічні вимоги на всіх етапах виробництва
- Протоколи коригувальних дій – У разі виникнення проблем аналіз кореневих причин запобігає їх повторенню
- Перегляд керівництвом – Керівництво регулярно оцінює показники якості та сприяє покращенню
Для загальних промислових застосувань сертифікація ISO 9001 забезпечує розумну гарантію того, що виробник діє професійно. Однак галузеві сертифікації розширюють цю основу додатковими вимогами, адаптованими до конкретних секторів.
IATF 16949 для автотранспортних ланцюгів поставок
Якщо ви закуповуєте точні компоненти з ЧПУ для автомобільних застосувань, сертифікація IATF 16949 стає обов’язковою. Цей стандарт, розроблений Міжнародною автотранспортною робочою групою у співпраці з ISO, додає до вимог ISO 9001 спеціальні вимоги, пов’язані з автомобільною галуззю.
Згідно з експертами з сертифікації iATF 16949 зосереджується саме на запобіганні дефектам, відстежуваності ланцюга поставок та зменшенні варіацій у виробництві — критичних аспектах, коли компоненти встановлюються в транспортних засобах, що перевозять пасажирів. Великі автovиробники вимагають цю сертифікацію від своїх постачальників першого та другого рівнів.
Що робить IATF 16949 суворішою за ISO 9001? Автомобільний стандарт передбачає:
- Вимоги щодо безпеки продукції – Специфічні протоколи, що забезпечують відсутність небезпек для безпеки з боку компонентів
- Спеціфічні вимоги клієнта – Кожен провідний автовиробник встановлює унікальні вимоги щодо якості
- Планування на непередбачувані події – Документовані заходи реагування на порушення в ланцюзі поставок
- Управління гарантійним обслуговуванням – Системи відстеження відмов у експлуатації та забезпечення відкликання продукції за необхідності
- Розвиток постачальників – Вимоги, що поширюють системи управління якістю на субпостачальників
Для виробництва прецизійних компонентів, призначених для автомобільної галузі, сертифікація за стандартом IATF 16949 свідчить про те, що виробник готовий виконувати жорсткі вимоги до якості, які пред’являє галузь. Підприємства, такі як Shaoyi Metal Technology, підтримують цю сертифікацію разом із суворими протоколами статистичного контролю процесів (SPC), що дозволяє їм постачати компоненти з високою точністю й у високій стабільності — саме таку якість вимагають автомобільні ланцюги поставок.
Вимоги AS9100 до аерокосмічних компонентів
Аерокосмічні застосування вимагають ще більш суворих систем якості. Сертифікація AS9100 спеціально враховує вимоги аерокосмічної галузі й підтверджує, що компоненти відповідають стандартам безпеки, якості та технічним вимогам, які встановлені авіаційною промисловістю.
Чому аерокосмічна галузь потребує окремої сертифікації? Компоненти літальних апаратів працюють в екстремальних умовах — зміни температури, вібрація, перепади тиску — де наслідки відмови можуть бути катастрофічними. AS9100 додає вимоги щодо управління конфігурацією, інспекції першого зразка та підвищеної прослідковуваності, що перевищує вимоги загальних сертифікатів для виробництва.
Розуміння статистичного контролю процесів
Крім сертифікатів, запитайте потенційних виробників про їхні методи інспекції та процеси контролю якості. Статистичний контроль процесів (SPC) — це заснований на даних підхід до забезпечення стабільності протягом усього виробничого циклу.
Замість перевірки готових деталей та відхилення бракованих виробів, статистичне управління процесами (SPC) відстежує параметри виробництва в режимі реального часу. Контрольні діаграми фіксують критичні розміри й виявляють тенденції до того, як вони призведуть до виготовлення деталей, що виходять за межі допусків. Такий проактивний підхід зменшує кількість браку, підвищує вихід придатної продукції та забезпечує документально підтверджені дані про те, що ваші точні механічно оброблені вироби протягом усього виробничого циклу залишалися в межах заданих специфікацій.
Виробники, які інвестують у системи SPC, демонструють свою приверженість високоточному виготовленню компонентів понад мінімальні вимоги щодо сертифікації. Оцінюючи постачальників точних механічно оброблених деталей, запитуйте про їхні вимірювальні можливості, частоту інспекцій та спосіб документування даних про якість для ознайомлення замовників.
Ключові сертифікати: швидкий довідник
Підберіть рівень сертифікації відповідно до вимог вашого застосування:
- ISO 9001 — Універсальна основа управління якістю; підходить для загальних промислових застосувань
- IATF 16949 — Вимога автопромисловості; є обов’язковою для постачальників компонентів транспортних засобів
- AS9100 – Стандарт у галузі аерокосмічної промисловості та оборони; обов’язковий для авіаційних деталей і вузлів
- ISO 13485 – Виробництво медичних виробів; забезпечує безпеку пацієнтів та відповідність регуляторним вимогам
- ISO 14001 – Управління навколишнім середовищем; демонструє сталі виробничі практики
Сертифікати повідомляють вас про те, які системи впроваджені у виробника, — але вони не говорять, чи є цей виробник справжнім кандидатом для вашого конкретного проекту. Наступним кроком є оцінка технічних можливостей, комунікаційних навичок та репутації з метою формування короткого списку кваліфікованих постачальників.
Як оцінити та вибрати правильного виробника
Ви ознайомилися з сертифікатами, дослідили технічні можливості та зібрали перелік потенційних постачальників. Тепер настає найскладніша частина — відокремити справжніх кваліфікованих виробників механічно оброблених деталей від тих, хто просто ефективно просуває себе на ринку. Різниця між успішним партнерством і коштовною помилкою часто залежить від того, наскільки ретельно ви перевірите потенційних постачальників до прийняття остаточного рішення.
Вибір правильного виробника прецизійних деталей — це не про пошук найнижчої цінової пропозиції. Це про те, щоб знайти партнера, чиї можливості, системи забезпечення якості та стиль комунікації відповідають вимогам вашого проекту. Давайте розглянемо системний підхід, який захищає ваші інтереси й підвищує шанси знайти надійного постачальника на довготривалий термін.
Оцінка можливостей за межами маркетингових заяв
На сайті кожного виробника механічно оброблених деталей представлено вражаючі переліки обладнання та схвальні відгуки. Але як перевірити, чи відповідають ці заяви дійсності? Почніть з того, щоб заглянути глибше за поверхню.
Згідно з даними експертів у галузі , оцінка виробника ЧПУ-деталей вимагає аналізу їх технічної інфраструктури, кваліфікації команди та масштабованості виробництва. Перевірте, чи вони використовують сучасні токарні й фрезерні верстати з ЧПУ, а також координатно-вимірювальні машини (КВМ). Їхня інженерна команда повинна демонструвати високий рівень володіння CAD/CAM-програмним забезпеченням та багатоосьовою обробкою — а не просто мати таке обладнання.
Запитайте конкретні відомості про моделі верстатів, швидкість обертання шпинделя, робочі зони та точність позиціювання. Виробник спеціальних деталей, який стверджує наявність можливості 5-вісного фрезерування, повинен без затримки надати детальну інформацію про своє справжнє обладнання, а не робити розмиті загальні зауваження. З’ясуйте, якою є типова складність деталей, які вони виготовляють, і чи вписується ваш проект у їхню зону комфорту чи виходить за межі їхніх можливостей.
Не ігноруйте розгляд питань потужності. Підприємство виробника прецизійних механічно оброблених деталей, що працює на 95 % від максимальної потужності, може мати труднощі з дотриманням вашого графіку. Розуміння їхнього поточного навантаження та перспектив розвитку допоможе вам оцінити, чи зможе вони масштабуватися разом із вашими потребами.
Попереджувальні ознаки під час перевірки потенційних постачальників
Досвід навчає покупців розпізнавати тривожні сигнали на ранніх етапах. Зверніть увагу на такі поширені попереджувальні ознаки, які часто свідчать про майбутні проблеми:
- Небажання надавати рекомендації – Стовідсотково зарекомендовані виробники охоче знайомлять вас із задоволеними клієнтами
- Розмиті відповіді щодо допусків – Кваліфіковані майстерні чітко й точно описують свої можливості та обмеження
- Незвично низькі цінові пропозиції – Ціни, що значно нижчі за конкурентів, часто свідчать про приховане зниження якості або тактику «приманки й підміни»
- Погана комунікація та повільна реакція – Якщо отримання відповідей у процесі розрахунку кошторису займає дні, уявіть собі, як будуть вирішуватися проблеми виробництва
- Нежагання приймати візити на виробництво – Авторитетні виробники механічних деталей доброзичливо сприймають аудити замовників
- Відсутні або застарілі сертифікати – Сертифікати якості вимагають регулярного аудиту; прострочені документи свідчать про неухильне упущення системи
Експерти з перевірки постачальників наголошують на тому, що репутація постачальника часто є надійним показником його надійності, якості продукції та рівня обслуговування клієнтів. Перед укладанням зобов’язань перевірте профілі на галузевих форумах, рекомендації в LinkedIn та будь-які доступні кейси.
Міркування щодо вітчизняного та закордонного виробництва
Рішення щодо вітчизняного чи закордонного виробництва виходить за межі просто порівняння цін за одиницю. Згідно з опитуванням компанії Thomas, 83 % виробників Північної Америки розглядали можливість повернення виробництва до країни через уразливості ланцюгів поставок, які виявилися в останні роки.
Офшорне механічне оброблення може забезпечити нижчу вартість на одиницю, але врахуйте загальну вартість доставки товару, включаючи витрати на перевезення, митні збори, витрати на зберігання запасів та вимоги до контролю якості. Проблеми з комунікацією через різницю у часових поясах, побоювання щодо інтелектуальної власності та триваліші строки виконання часто знищують видиму економію.
Виробництво всередині країни забезпечує тісну співпрацю, швидшу ітерацію під час розробки та зменшення ризиків у ланцюзі поставок. Коли виникають інженерні зміни — а вони обов’язково виникнуть — місцеві постачальники реалізовують модифікації за кілька днів замість тижнів. Для проектів, що мають жорсткі терміни виконання, або для застосувань, що вимагають суворого контролю якості, премія за вітчизняне виробництво часто виявляється виправданою.
Ваш чек-лист для поетапної оцінки
Дотримуйтесь цього системного процесу, щоб об’єктивно оцінити та порівняти потенційних постачальників:
- Чітко визначте свої вимоги – Зафіксуйте обсяги замовлень, допуски, матеріали, необхідні сертифікати та очікувані строки виконання ще до звернення до постачальників
- Первинна оцінка можливостей – Переглянути веб-сайти, переліки обладнання та сертифікати, щоб скласти короткий список потенційно кваліфікованих кандидатів
- Запитайте детальні оцінки – Надати всім постачальникам однакові технічні специфікації; порівняти не лише ціни, а й терміни виконання замовлення, умови оплати та надані послуги
- Перевірте сертифікації незалежно – Перевірити бази даних сертифікатів, щоб підтвердити їх чинність на поточний момент, а не покладатися лише на розміщені логотипи
- Провести перевірку за рекомендаціями – Поговорити з існуючими клієнтами щодо стабільності якості, комунікації та вирішення проблем
- Оцініть фінансову стабільність – Запросити фінансові звіти або кредитні звіти для оцінки довгострокової життєздатності, особливо щодо критичних компонентів
- Запланувати візити на виробничі потужності або віртуальні екскурсії – Особисто оцінити стан обладнання, організацію робочого місця та професійну кваліфікацію команди
- Розпочати з замовлення прототипу – Протестувати співпрацю на прикладі невеликого проекту перед тим, як переходити до виробництва в великих обсягах
Побудова довгострокових виробничих партнерств
Пошук кваліфікованого постачальника — це лише початок. Найуспішніші відносини між покупцем і виробником переростають у справжні партнерства, де обидві сторони інвестують у взаємний успіх.
Шукайте виробників, які надають зворотний зв’язок щодо проектування для виробництва (DFM) — пропозиції, що покращують ваші деталі й одночасно знижують витрати на виробництво. Виробник механічно оброблених деталей, який готовий рекомендувати зміни в конструкції, демонструє професійну експертизу та партнерську установку, що виходить за межі простого виконання інструкцій.
Оцініть їхній підхід до вирішення проблем. Коли проблеми, як це неминуче буває, виникають, чи вони оперативно інформують вас про них, чи приховують їх, доки вони не переростуть у кризові ситуації? Галузеві рекомендації підтверджують, що швидка й чітка комунікація забезпечує, що ви не залишитеся в темряві під час виникнення труднощів.
Також враховуйте післяпродажну підтримку. Чи надає постачальник гарантії, заміну товару чи технічну підтримку, якщо компоненти не відповідають очікуваним показникам? Якісний виробник стоїть на захисті своєї продукції й розглядає кожен проект як можливість зміцнити партнерські відносини.
Зусилля, вкладені в ретельну оцінку, приносять вигоду протягом усього періоду співпраці у виробництві. Після того як ви визначили надійного партнера, наступним кроком є підготовка пакета запиту ціни (RFQ), що дозволить отримати точні пропозиції та забезпечить безперебійне запускання виробництва.
Підготовка вашого RFQ та розуміння термінів виконання
Ви вже визначили кваліфікованих постачальників і оцінили їхні можливості. Тепер настає момент, який визначає, чи отримаєте ви точні цінові пропозиції чи, навпаки, буде вимагатися багаторазове уточнення деталей: підготовка запиту ціни (RFQ). Добре структурований пакет RFQ не лише прискорює процес ціноутворення — він також підтверджує вашу професійну репутацію як покупця й закладає основу для безперебійної співпраці у виробництві.
Уявіть собі свій запит на цитату (RFQ) як інструмент комунікації. Чим повніша й організованіша ваша інформація, тим швидше виробники зможуть оцінити ваш проект і надати конкурентоспроможні ціни. Неповні запити призводять до затримок, оскільки торгові команди вимушені встановлювати відсутні дані, що часто додає дні чи навіть тижні до терміну отримання першої цитати.
Основна інформація для вашого запиту на розрахунок вартості
Що відрізняє RFQ, який отримує негайну увагу, від того, що залишається в черзі? Повнота. Згідно з постачальниками послуг механічної обробки , чим детальніший ваш RFQ, тим швидше ви отримаєте точну цитату. Почніть із базових відомостей, перш ніж переходити до технічних специфікацій.
Ваш пакет RFQ має містити такі основні елементи:
- Інформація про компанію – Контактні дані, платіжна адреса, адреса доставки та ідентифікаційні дані підприємства
- Опис товару – Загальний огляд того, що вам потрібно, і сфера його передбачуваного застосування
- Матеріальні специфікації – Бажані матеріали або припустимі альтернативи з будь-якими спеціальними вимогами
- Вимоги до кількості – Обсяг початкового замовлення та прогнозований річний обсяг використання
- Очікувані строки виконання – Очікувані терміни поставки та будь-які обмеження щодо графіку
- Спеціфічні для галузі вимоги – Вкажіть, чи деталі призначені для медичного, авіаційного, автомобільного або інших регульованих застосувань
- Вимоги до документації щодо якості – Звіти про інспекцію, сертифікати або вимоги щодо прослідковості
Не вважайте, що виробники самостійно запитають про відсутню інформацію. Деякі з них можуть надати цитату, ґрунтуючись на припущеннях, які не відповідають вашим реальним потребам — що призведе до неприємних сюрпризів під час отримання спеціально виготовлених деталей або виставлення рахунків.
Технічні креслення та вимоги до специфікацій
Ваші креслення є остаточним еталоном для виготовлення спеціальних деталей. Вони передають геометрію, допуски, шорсткість поверхні та особливі вимоги мовою загальноприйнятої інженерної термінології. Без належних креслень навіть найбільш кваліфікований виробник не зможе гарантувати результатів, що відповідають вашим очікуванням.
У галузі найкращі практики рекомендують надавати як двовимірні PDF-креслення, так і тривимірні файли STEP. PDF-файл є головним документом, що визначає критичні розміри та допуски, тоді як тривимірна модель дозволяє виробникам безпосередньо імпортувати геометрію в програмне забезпечення CAM і перевірити правильність розуміння складних елементів.
Ваш технічний пакет має чітко вказувати:
- Критичні розміри з допусками – Визначити елементи, які потребують жорсткого контролю
- Вимоги до поверхневої обробки – Вказати значення шорсткості для різних поверхонь
- Геометричні допуски – Включити позначення геометричних допусків (GD&T) для положення, концентричності, перпендикулярності, де це доречно
- Специфікації матеріалу та термічної обробки – Визначити марки сплавів та будь-які необхідні технологічні операції
- Характеристики різьби стандартні або спеціальні різьбові позначення з класом посадки
- Спеціальні маркування або ідентифікація – номери деталей, партії або інші обов’язкові позначки
Якщо ви користуєтеся онлайн-системами розрахунку вартості механічно оброблених деталей, пам’ятайте, що автоматизовані платформи працюють найкраще з повними тривимірними моделями та стандартними допусками. Складні спеціальні механічно оброблені деталі з незвичайними елементами або жорсткими технічними вимогами, як правило, потребують безпосереднього інженерного аналізу.
Обсяги замовлення та структури ціноутворення
Кількість замовлених одиниць суттєво впливає на ціну за одиницю, і розуміння цього взаємозв’язку допомагає приймати більш зважені рішення щодо закупівель. Ціноутворення на спеціальні деталі, виготовлені методом ЧПУ, включає як постійні витрати (програмування, підготовка обладнання, інструменти), так і змінні витрати (матеріал, час обробки, контроль якості). При великих обсягах постійні витрати розподіляються між більшою кількістю одиниць, що знижує ціну за штуку.
Будьте прозорими щодо своїх прогнозів обсягів. Виробник, який надає цінову пропозицію на 100 одиниць, приймає інші рішення, ніж той, хто надає її на 10 000 одиниць. Він може обрати інше обладнання, інвестувати в спеціальну оснастку або виділити окремий час роботи верстатів. Надання реалістичних прогнозів — навіть якщо вони є невизначеними — дозволяє сформувати точніші цінові структури.
Розгляньте можливість запиту багаторівневих цін за кілька порогових значень замовлення. Це допоможе виявити обсяг, при якому ефект масштабу стає суттєвим для ваших деталей. Можливо, ви з’ясуєте, що замовлення 500 одиниць замість 250 знижує собівартість одиниці на 30 %, що робить доцільним перегляд стратегії управління запасами.
Вимоги до прототипування та виробництва
Підхід до замовлення п’яти прототипних одиниць принципово відрізняється від підходу до замовлення п’яти тисяч виробничих одиниць. За словами експертів з виробництва, програми часто зазнають невдачі через те, що команди сприймають прототипування та виробництво як взаємозамінні процеси, тоді як вони вимагають чітко відокремлених режимів роботи.
Виготовлення прототипів надає пріоритет швидкості та гнучкості. Ви перевіряєте конструкції, тестуєте їхню посадку та функціональність і, ймовірно, вносите зміни на основі отриманих результатів. Очікуйте вищих витрат на одиницю продукції, оскільки виробники не можуть розподілити витрати на підготовку обладнання на великі партії. Проте терміни виготовлення часто коротші, оскільки прототипи, як правило, мають пріоритет перед виробничими замовленнями.
Виготовлення деталей для серійного виробництва робить акцент на повторюваності, документованості процесів та оптимізації витрат. Конструкція повинна бути остаточно затвердженою, специфікації — узгодженими, а вимоги до якості — чітко визначеними. Виробники інвестують у спеціальні пристосування, встановлюють параметри процесу та впроваджують статистичний контроль якості, що є недоцільним для невеликих партій прототипів.
Повідомте виробника про поточну стадію розробки. Якщо виробник розуміє, що вам потрібне виготовлення спеціальних деталей для прототипів із подальшим серійним виробництвом, він зможе відповідно сформувати комерційну пропозицію — наприклад, запропонувати знижені ціни на прототипи в обмін на зобов’язання щодо обсягів серійного виробництва.
Чинники терміну виконання замовлення та планування виробництва
Що визначає, скільки часу вам доведеться чекати на отримання деталей? Терміни виконання залежать від кількох чинників, а не лише від складності механічної обробки. Розуміння цих чинників допомагає встановлювати реалістичні очікування та відповідно планувати роботу.
Основні чинники, що впливають на терміни виконання:
- Поточна потужність виробничого цеху – Під час навантажених періодів черги зростають незалежно від складності деталей
- Матеріал доступний – Стандартні сплави поставляються швидко; спеціальні матеріали можуть вимагати кількох тижнів
- Додаткові операції – Термічна обробка, металізація та нанесення покриттів збільшують тривалість обробки
- Вимоги до інспекції – Об’ємна документація збільшує час на контроль якості
- Повнота креслення – Відсутність інформації призводить до затримок через необхідність уточнень
- Перше затвердження артикулу – Виробництво призупиняється до вашого схвалення початкових зразків
У разі надзвичайної необхідності заздалегідь уточніть можливість прискорення виконання замовлення. Багато виробників пропонують прискорені послуги за додаткову плату — іноді навіть забезпечуючи термін виконання всього один робочий день для критично важливих компонентів. Однак прискорення кожного замовлення погіршує партнерські стосунки та перевантажує бюджети. Застосовуйте прискорення лише в справжніх надзвичайних ситуаціях.
Планування виробництва деталей дає найкращі результати, коли ви надаєте виробникам інформацію про свої майбутні потреби. Навіть приблизні прогнози дозволяють виробникам резервувати виробничу потужність, заздалегідь замовляти матеріали та оптимізувати графік виробництва. Така співпраця часто забезпечує кращі ціни та більш надійні строки поставки порівняно з трансакційними відносинами, що базуються на окремих замовленнях.
Якщо ваш запит на цитату підготовлено комплексно, виробники можуть зосередитися на інженерному огляді та точному ціноутворенні замість пошуку відсутніх деталей. Однак перед відправкою деталей багато застосувань вимагають додаткової обробки — термічної обробки, поверхневого відділення або збіркових послуг, що додають цінності й функціональності вашим обробленим компонентам.
Додаткові операції та процеси відділення
Ваші компоненти точної механічної обробки надходять із ЧПУ-верстата — але чи є вони справді готовими до експлуатації? У багатьох застосуваннях сировинні оброблені вироби потребують додаткової обробки, щоб досягти характеристик продуктивності, необхідних у вашому конкретному застосуванні. Ці додаткові операції перетворюють задовільні деталі на відмінні, забезпечуючи міцність, стійкість до корозії та додаткову функціональність, яку сама механічна обробка забезпечити не може.
Розуміння того, коли й чому ці процеси мають значення, допомагає вам точно визначати вимоги й уникати коштовних несподіванок. Розглянемо додаткові операції, які справді додають цінності вашим компонентам, виготовленим на ЧПУ-верстатах.
Термообробка для підвищення експлуатаційних характеристик
Уявіть собі зубчасте колесо, яке зношується передчасно через те, що його поверхня не була загартована, або пружину, яка втрачає натяг через те, що залишкові напруження не були зняті. Термічна обробка вирішує ці проблеми шляхом зміни внутрішньої структури металів за допомогою контрольованих циклів нагрівання та охолодження.
Згідно з Hubs, термічна обробка є обов’язковою для зміни таких критичних властивостей металевих деталей, як твердість, міцність, ударна в’язкість та пластичність. Час проведення термічної обробки — до чи після механічної обробки — залежить від ваших конкретних вимог.
Термічна обробка до механічної обробки ефективна при використанні стандартних марок металевих сплавів. Виробники можуть виконувати механічну обробку деталей безпосередньо з попередньо загартованої заготовки, скорочуючи терміни виготовлення. Однак термічна обробка після механічної обробки стає необхідною, коли метою процесу є загартування матеріалу або його використання як заключного етапу — особливо для інструментальних сталей, які значно збільшують свою твердість після термічної обробки.
Три найпоширеніші процеси термічної обробки включають:
- Нагрівання – Нагрівання металу до високої температури з подальшим повільним охолодженням м’якше матеріал і покращує його оброблюваність. Більшість деталей, виготовлених методом ЧПУ, мають властивості у відпаленому стані, якщо не передбачено додаткових видів термообробки.
- Зняття залишкових напружень – Застосовується після механічної обробки для усунення залишкових напружень, що виникають під час виробництва, і забезпечує отримання деталей із більш стабільними механічними властивостями.
- Витвердження – Застосовується після загартування низьковуглецевих і легованих сталей для зменшення крихкості та підвищення механічних характеристик.
Для складних механічно оброблених деталей, що піддаються високим навантаженням або зносу, термообробка часто є вирішальним чинником, що визначає різницю між задовільною експлуатаційною надійністю та передчасним виходом з ладу.
Варіанти обробки поверхонь та сфери їх застосування
Поверхневі покриття роблять набагато більше, ніж просто поліпшують зовнішній вигляд деталей: вони захищають від корозії, зменшують тертя, покращують електричні характеристики та підвищують стійкість до зносу. Вибір відповідного покриття залежить від умов експлуатації та функціональних вимог.
Згідно з Alpha Metal , кожен метод нанесення покриття має свої переваги для різних застосувань:
Анодизація створює тверду, стійку до корозії оксидну плівку на алюмінієвих поверхнях за допомогою електрохімічного процесу. Деталь занурюється в кислий електролітний розчин, під час якого електричний струм окиснює поверхню. Це «перетворювальне покриття» можна фарбувати в різні кольори й воно забезпечує відмінну стійкість до зносу — тому його широко використовують у авіаційній, автомобільній, електронній та архітектурній галузях.
Покриття наносить тонкий металевий шар на поверхню вашої деталі. Нікелювання підвищує стійкість до корозії, хромування надає естетичного блиску та твердості, цинкування забезпечує жертвенний захист від корозії, а золоте покриття поліпшує електропровідність. Процес здійснюється за допомогою електролітичного осадження (за допомогою електричного струму) або безелектролітичного хімічного осадження.
Порошкове покриття наносить сухий полімерний порошок електростатичним способом, а потім затверджує його під дією тепла, утворюючи товсте, міцне покриття. Цей процес забезпечує відмінну стійкість до ударів і корозії при мінімальному впливі на навколишнє середовище — надлишковий порошок можна переробити, а викиди ЛОС є низькими.
Покриття фарбою залишається найбільш універсальним варіантом для підбору кольору та задоволення естетичних вимог, хоча зазвичай він забезпечує меншу стійкість порівняно з порошковим напиленням або анодуванням. Водні фарби є екологічно безпечними альтернативами розчинниково-орієнтованим формулам.
Порівняння варіантів обробки поверхні
Ця таблиця допоможе вам підібрати процес обробки поверхні відповідно до вимог вашого застосування:
| Тип процесу | Основні переваги | Типові застосування | Вплив на витрати |
|---|---|---|---|
| Анодизація | Тверда, стійка до зносу поверхня; захист від корозії; варіанти кольорів; неелектропровідна | Аерокосмічні компоненти, корпуси електронних пристроїв, архітектурні елементи | Помірно ($$) |
| Гальванічне покриття (нікель/хром) | Покращена стійкість до корозії; естетичне металічне оздоблення; покращена електропровідність | Автомобільні декоративні елементи, інструменти, прикраси, електронні з’єднувачі | Середня – висока ($$–$$$) |
| Цинкове покриття | Жертвенний захист від корозії; економічно вигідний | Кріпильні елементи, кронштейни, конструкційна фурнітура | Низький ($) |
| Порошкове покриття | Товсте, рівномірне покриття; відмінний опір ударним навантаженням; широкий вибір кольорів; екологічно безпечне | Зовнішнє обладнання, побутова техніка, автомобільні деталі | Помірно ($$) |
| Покриття фарбою | Необмежений вибір кольорів; просте відновлення покриття; сумісність з різноманітними основами | Споживчі товари, будівельні матеріали, корпуси | Низька або помірна ($–$$) |
| Піскоструминна обробка скляними кульками | Гладке напівматове покриття; підготовка поверхні; підвищена корозійна стійкість | Медичні пристрої, прецизійні фрезеровані деталі, декоративні компоненти | Низький ($) |
Послуги зі збирання та додаткові операції
Чому отримувати окремі компоненти, якщо можна отримати готові до встановлення вузли? Багато виробників пропонують збирання оброблених деталей як додаткову послугу, що спрощує ваш ланцюг поставок і зменшує внутрішній навантаження.
Згідно з Marver Med, надання вторинних послуг власними силами значно скорочує загальний час виробництва за рахунок усунення затримок та додаткових витрат, пов’язаних із передачею цих робіт стороннім підприємствам. До таких додаткових операцій належать:
- Збірка компонентів – Комбінування кількох оброблених деталей за допомогою кріпильних елементів, ущільнень або іншого обладнання
- Лазерне маркування – Нанесення постійної ідентифікації деталей, серійних номерів або логотипів
- Очищення та видалення жиру – Видалення рідин для механічної обробки та забруднювачів для подальшого збирання або стерильної упаковки
- Упаковка в чистих приміщеннях – Критично важливо для медичних пристроїв та чутливих електронних компонентів
- Додаткове оброблення – Додаткові операції токарної обробки, торцювання, свердлення або нарізання різьби для уточнення розмірів
Консолідація цих операцій з вашим основним постачальником механічної обробки має кілька переваг. Відповідальність за якість із одного джерела спрощує контроль якості. Зменшення кількості переміщень між підприємствами мінімізує ризик пошкодження. А узгоджене планування часто скорочує загальні строки виготовлення порівняно з управлінням кількома постачальниками.
Під час оцінки виробників запитайте, які вторинні операції вони виконують на власному виробництві, а які передають стороннім підприємствам. Наявність внутрішніх потужностей, як правило, означає кращий контроль якості та швидший термін виконання замовлення, тоді як передані стороннім підприємствам процеси збільшують строки виготовлення й можуть ускладнювати координацію.
З чітким розумінням того, як вторинні операції покращують ваші компоненти з прецизійної механічної обробки, ви тепер готові вказати повні вимоги, що включають обробку після механічної фінішної обробки. Останнім кроком є узагальнення всього отриманого досвіду для прийняття обґрунтованих рішень щодо вибору виробника для вашого проекту.
Остаточний вибір виробника
Ви пройшли шлях через науку про матеріали, специфікації допусків, сертифікати якості та вторинні операції. Тепер настає момент прийняття рішення — інтеграція всіх отриманих знань у конкретні дії, що забезпечать захист вашого ланцюга поставок і створять передумови для успішного виконання ваших проектів. Правильний виробник прецизійних механічно оброблених деталей — це не просто найдешевший варіант чи той, хто має найяскравіший вебсайт. Це партнер, чиї можливості, системи забезпечення якості та стиль комунікації точно відповідають вимогам вашого проекту.
Відповідність ваших вимог можливостям виробника
Почніть з повторного аналізу ваших основних вимог у порівнянні з тим, що ви дізналися про кожного потенційного постачальника. Чи дозволяє їхнє обладнання обробляти геометрію ваших деталей? Чи здатні вони досягти заданих вами допусків без надмірного підвищення ціни? Чи відповідають їхні сертифікати регуляторним вимогам вашої галузі?
Створіть просту матрицю прийняття рішень, у якій враховуються найважливіші для вашого застосування фактори:
- Відповідність технічних можливостей – Їхнє обладнання, допуски та експертиза у роботі з матеріалами відповідають вимогам до ваших деталей, виготовлених на ЧПУ-верстатах
- Строгість системи якості – Сертифікати, відповідні вашій галузі (мінімум ISO 9001, IATF 16949 — для автомобільної промисловості, AS9100 — для авіакосмічної)
- Потужність виробництва – Достатні потужності для виконання ваших обсягів без перевантаження їхнього виробництва
- Виконання термінів поставки – Реалістичні терміни, що забезпечують дотримання вашого виробничого графіку
- Швидкість реагування на комунікацію – Швидкі й чіткі відповіді під час надання комерційної пропозиції передбачають таку саму поведінку й у процесі виробництва
- Географічні аспекти – Порівняння переваг внутрішнього (локального) та закордонного виробництва з урахуванням вашого рівня готовності приймати ризики
Не потрапляйте в пастку надмірного акцентування уваги на ціні. Виробник, що пропонує прецизійні деталі, виготовлені на ЧПУ-верстатах, за ціною на 20 % нижчою за конкурентів, може скорочувати витрати на контролі якості, використовувати матеріали нижчої якості або працювати без належної системи забезпечення якості. Витрати, пов’язані з отриманням бракованих механічних деталей — затримки виробництва, необхідність доробки, скарги клієнтів — значно перевищують будь-яку економію від низької початкової цінової пропозиції.
Формування короткого списку кваліфікованих постачальників
Ваш процес оцінки повинен звузити перелік десятків потенційних постачальників до сфокусованого короткого списку із двох–чотирьох справжньо кваліфікованих кандидатів. Ці фіналісти пройшли вашу перевірку на здатність виконувати роботу, мають відповідні сертифікати та професійно відповіли на ваші запити.
Перш ніж укладати остаточні зобов’язання, розгляньте такі етапи верифікації:
- Замовте зразки деталей — Огляд справжніх деталей, виготовлених на ЧПУ з високою точністю, надає більше інформації, ніж будь-який технічний паспорт
- Перевірте рекомендації — Поговоріть із поточними клієнтами щодо стабільності якості та ефективності вирішення проблем
- Почніть із невеликого замовлення — Замовлення прототипу дозволяє протестувати партнерські взаємини до того, як масове виробництво потребує значних капітальних вкладень
- Оцініть відгуки щодо аналізу технологічності (DFM) — Виробники, які пропонують покращення конструкції, демонструють партнерську ментальність
Зверніть увагу на те, як постачальники реагують на ваші запитання під час оцінки. Постачальник рішень для спеціального механічного оброблення, який готовий пояснювати свої процеси, визнавати обмеження та пропонувати альтернативи, демонструє ту прозорість, яка знадобиться вам, коли виробничі проблеми неминуче виникнуть.
Найкращі виробничі партнерства досягають успіху не тому, що проблеми ніколи не виникають, а тому, що обидві сторони відкрито спілкуються й швидко вирішують виниклі питання.
Наступний крок у вашому процесі пошуку постачальників
Після формування короткого списку подальший шлях стає зрозумілішим. Для багатьох покупців ідеальним партнером є виробник, який поєднує технічну точність із сертифікованими системами забезпечення якості та оперативним обслуговуванням — таке поєднання прискорює реалізацію проектів від концепції до виробництва, усуваючи тертя, пов’язані з недорозуміннями або втратою якості.
Виробники, які мають сертифікат IATF 16949, демонструють дисципліну процесів, яку вимагають автотранспортні ланцюги поставок. Коли ці можливості поширюються й на швидке перенесення від прототипування до виробництва, ви отримуєте гнучкість, яку традиційні постачальники не здатні забезпечити. Уявіть собі, що ви перевіряєте конструкцію за допомогою точних прототипних деталей, виготовлених на ЧПУ-верстатах, а потім безперервно масштабуєте виробництво до промислових обсягів — все це з одним кваліфікованим партнером.
Для термінових завдань запитайте про прискорені варіанти. Деякі виробничі потужності виробників точних механічно оброблених деталей забезпечують терміни виконання від одного робочого дня для надзвичайно термінових потреб у компонентах. Така оперативність є надзвичайно цінною, коли виробничі лінії стикаються з неочікуваними дефіцитами або коли зміни в конструкції вимагають негайного підтвердження.
Якщо ваші завдання передбачають автотранспортні компоненти — складання шасі, спеціальні металеві втулки або інші системи транспортних засобів — розгляньте можливість звернення до спеціалізованих ресурсів. Потужності, що пропонують точне фрезерування на ЧПУ для автотранспортних застосувань надають галузеву експертизу разом із суворими протоколами статистичного контролю процесів, що забезпечують узгодженість у серійному виробництві.
Пам’ятайте, що вибір виробника — це не одноразова угода, а початок тривалого партнерства. Зусилля, які ви вкладаєте в ретельну оцінку, приносять вигоду у вигляді надійних поставок, стабільної якості та спільного вирішення проблем у разі виникнення складнощів. Ваш постачальник прецизійних деталей для CNC-обробки стає продовженням ваших власних можливостей і безпосередньо впливає на вашу здатність ефективно обслуговувати клієнтів.
Маючи знання, отримані з цього посібника — щодо технологій виробництва, вибору матеріалів, специфікацій допусків, сертифікатів якості, методів оцінки, підготовки запитів пропозицій (RFQ) та вторинних операцій — ви готові звертатися до виробників машинних компонентів як обізнаний покупець. Ця підготовка перетворюється на кращі партнерства, кращі деталі та кращі результати для ваших проектів.
Часто задавані запитання щодо виробників компонентів машин
1. Скільки коштує нестандартна деталь для верстата з ЧПУ?
Вартість виготовлення нестандартних деталей методом ЧПУ значно варіює залежно від складності, матеріалів та обсягів виробництва. Для простих деталей у невеликих партіях типова вартість становить від 10 до 50 доларів США за штуку, тоді як прецизійні інженерні компоненти можуть коштувати 160 доларів США або більше, особливо при замовленнях малими партіями. На ціну впливають такі фактори, як вибір матеріалу, вимоги до точності (допусків), додаткові операції (наприклад, термічна обробка або нанесення покриття) та витрати на підготовку обладнання, які розподіляються на більшу кількість одиниць у разі великих партій. Запитування градуйованої цінової пропозиції за кількома пороговими значеннями обсягів замовлення допомагає визначити обсяги, при яких ефект масштабу знижує собівартість одиниці продукції.
2. Які 7 основних верстатів використовуються у виробництві?
Сім основних верстатів — це токарні верстати (токарні й розточні верстати), строгальні й фрезерно-планшайбові верстати, свердлильні верстати, фрезерні верстати, шліфувальні верстати, електричні пилки та преси. Сучасні технології ЧПК перетворили ці традиційні інструменти на комп’ютеризоване обладнання, здатне досягати точності, неможливої при ручному керуванні. Багатоосьові верстати з ЧПК тепер поєднують кілька операцій, що дозволяє виробникам виготовляти складні геометричні форми за один раз, зберігаючи при цьому виняткову точність.
3. Які сертифікати повинні мати виробники компонентів верстатів?
Основні сертифікації залежать від вашої галузі. ISO 9001 надає універсальну основу системи управління якістю, придатну для загальних промислових застосувань. IATF 16949 є обов’язковою для компонентів ланцюга поставок автомобільної промисловості й спрямована на запобігання дефектам та забезпечення прослідковості. Сертифікація AS9100 потрібна для аерокосмічної та оборонної галузей із жорсткішими вимогами щодо безпеки та якості. Виробники медичних виробів повинні мати сертифікат ISO 13485. Підприємства, сертифіковані за IATF 16949, такі як Shaoyi Metal Technology, впроваджують суворі протоколи статистичного контролю процесів, що забезпечує стабільне виробництво компонентів з високою точністю.
4. У чому різниця між CNC-токарною та CNC-фрезерною обробкою?
При ЧПУ-токарній обробці заготовка обертається, а нерухомий різальний інструмент формують її, що робить цей метод ідеальним для циліндричних деталей, таких як валів, стрижнів та втулок. При ЧПУ-фрезеруванні різальний інструмент обертається, а заготовка залишається нерухомою, що ідеально підходить для деталей з плоскими поверхнями, пазами, карманами та складними тривимірними формами. Багато точних механічних операцій поєднують обидва ці процеси: компоненти спочатку обробляють на токарному верстаті для створення циліндричних елементів, а потім переносять на фрезерні верстати для додаткової обробки, наприклад, отворів, плоских поверхонь або кутових різів.
5. Як підготувати ефективний запит пропозиції (RFQ) на механічну обробку деталей?
Повний пакет запиту пропозицій (RFQ) має включати інформацію про компанію, детальний опис продуктів, специфікації матеріалів, вимоги щодо кількості з прогнозованим річним обсягом використання, очікуваний графік виконання та вимоги до документації щодо якості. Надавайте як двовимірні PDF-креслення, так і тривимірні файли STEP із чітко позначеними критичними розмірами, допусками, вимогами до шорсткості поверхні та будь-якими позначками геометричних допусків (GD&T). Будьте відвертими щодо прогнозованих обсягів і вкажіть, чи потрібні вам прототипи чи виробничі партії, оскільки виробники приймають різні рішення щодо обладнання та технологічних процесів на основі цієї інформації.