 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Як високоефективне лиття під тиском сприяє інноваціям у автомобільній галузі

Коротко
Високоефективне автомобільне лиття під тиском — це виробничий процес, при якому розплавлений метал, такий як алюміній або цинк, впресовується в форму під надзвичайним тиском. Цей метод дозволяє отримувати міцні, легкі та високоточні компоненти, необхідні для сучасних транспортних засобів. Ця технологія має ключове значення для підвищення паливної ефективності, покращення загальної продуктивності та реалізації складних конструкцій, необхідних як для двигунів внутрішнього згоряння (ICE), так і для електромобілів (EV).
Розуміння високоефективного автомобільного лиття під тиском
Автомобільне лиття під тиском — це базовий виробничий процес, який створює складні та точні за розмірами металеві деталі шляхом впресовування розплавленого металу в багаторазову сталеву форму, відому як матриця. У високопродуктивних застосунках цей процес удосконалюють для виготовлення компонентів, які відповідають жорстким вимогам до міцності, ваги та точності. Використання високого тиску забезпечує заповнення розплавленим металом кожної деталі форми, що призводить до отримання заготовки потрібної форми, яка потребує мінімальної вторинної обробки.
Ця технологія є ключовою для виробництва численних важливих компонентів транспортних засобів. Виробники автомобілів покладаються на лиття під тиском для деталей, які є одночасно легкими і міцними, безпосередньо сприяючи безпеці та ефективності транспортного засобу. Як зазначають експерти на Autocast Inc. , цей процес є життєво важливим для виробництва всього: від блоків двигунів і картерів трансмісій до конструктивних елементів шасі. Наприклад, відлиті під тиском алюмінієві блоки двигунів зменшують загальну вагу двигуна, що покращує прискорення та економію пального, тоді як їхній точний дизайн сприяє ефективному відведенню тепла.
Застосування охоплює весь автомобіль. Основні приклади деталей, виготовлених ливарним способом, які висвітлені в аналітичних дослідженнях галузі від Transvalor включити:
- Компоненти двигуна: Головки циліндрів і блоки двигунів, які є легкими та міцними.
- Корпуси трансмісій: Жорсткі та стабільні за розмірами корпуси для ефективної передачі потужності.
- Елементи шасі та конструкційні частини: Кріплення підвіски та поворотні кулаки з високим співвідношенням міцності до ваги.
- Корпуси електронних компонентів: Захисні ковпаки для датчиків, коробок передач і двигунів.
- Компоненти гальм: Гальмівні супорти, які потребують високої міцності та точності для забезпечення безпеки.
Впровадження високопродуктивного лиття під тиском дає низку переваг, які безпосередньо забезпечують покращення характеристик автомобілів. Створюючи легкі деталі, цей процес зменшує масу автомобіля в снаряженому стані, що є основним чинником підвищення ефективності витрати палива та зниження викидів. Крім того, висока точність деталей, отриманих литтям під тиском, забезпечує плавнішу роботу двигуна, кращу керованість і підвищену загальну довговічність. Процес також є високоефективним, дозволяючи скорочувати цикли виробництва та забезпечувати виготовлення великих обсягів деталей на вигідних умовах.
Основні процеси та аспекти виробництва
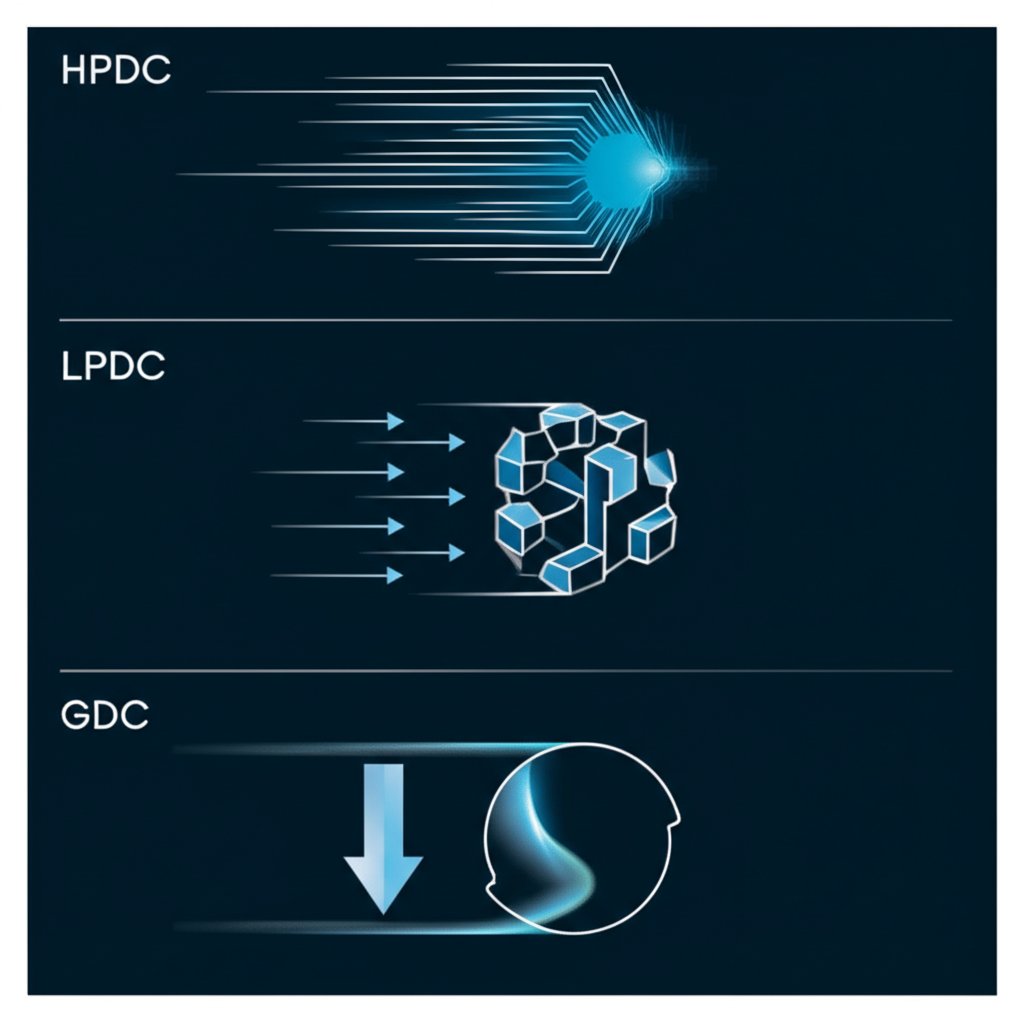
Світ лиття під тиском не є однорідним: існує кілька окремих процесів, кожен з яких адаптовано до різних матеріалів і вимог до компонентів. Три основні методи — це лиття під високим тиском (HPDC), лиття під низьким тиском (LPDC) і гравітаційне лиття (GDC). Розуміння їх відмінностей має ключове значення для оцінки причин широкого поширення HPDC у високопродуктивних автомобільних застосуваннях.
HPDC, як випливає з назви, вприскує розплавлений метал із надзвичайно високою швидкістю та під високим тиском. Згідно з DyCast Specialties Corporation , цей метод ідеально підходить для виробництва великих обсягів складних деталей із тонкими стінками, що мають чудову точність розмірів і гладку поверхню. Сам HPDC поділяється на дві основні категорії: процес гарячої комірки, який використовується для сплавів із низькою температурою плавлення, таких як цинк, і процес холодної комірки, призначений для сплавів із високою температурою плавлення, наприклад алюмінію. Метод холодної комірки домінує в автомобільній промисловості для виготовлення великих конструкційних деталей, таких як блоки двигунів і картери коробок передач.
Хоча лиття під тиском чудово підходить для складних деталей близьких до остаточної форми, інші технології високопродуктивного виробництва, такі як кування, мають критичне значення для компонентів, які потребують максимальної міцності та стійкості до втоми. Наприклад, компанії, як Shaoyi (Ningbo) Metal Technology спеціалізуються на куванні в автомобільній галузі, пропонуючи альтернативний шлях створення міцних автодеталей за допомогою процесу, у якому метал формується за рахунок стискальних зусиль.
Однак HPDC має свої виклики. Основним недоліком є можливість утворення пористості, коли у виливку утворюються мікроскопічні пустоти або отвори через захоплені гази. Це може погіршити механічні властивості компонента. Щоб запобігти цьому, використовують сучасні методики, наприклад, метод заповнення з переходом потоку (TFFM), щоб мінімізувати захоплення газу, як зазначено AdvanTech International . Нижче наведено порівняння основних процесів лиття:
| Процес | Основні характеристики | Краще для | Поширені автомобільні застосування |
|---|---|---|---|
| Високотискова формування (HPDC) | Дуже висока швидкість, висока точність, гладка поверхня, потенційна пористість. | Високовиробничі, складні та тонкостінні деталі. | Блоки двигунів, картери коробок передач, корпуси електроніки, конструкційні компоненти. |
| Лиття під низьким тиском (LPDC) | Повільніший темп заповнення, гарна структурна цілісність, менше турбулентності. | Великі, симетричні та міцні конструктивні компоненти, що потребують високої надійності. | Колеса, елементи підвіски та інші критичні для безпеки компоненти. |
| Лиття під тиском гравітації (GDC) | Використовує гравітацію для заповнення форми, простий процес, забезпечує отримання щільних виливків. | Виробництво міцних, високоякісних деталей із мінімальною пористістю. | Гальмівні супорти, поршні та інші деталі, що потребують високої міцності. |
Ключові матеріали у високоефективному литті під тиском
Вибір матеріалу є таким самим важливим, як і сам процес лиття під тиском. У автомобільному литті під тиском інженери в основному обирають з низки немагнітних сплавів, найпоширенішими з яких є алюміній, цинк та магній. Кожен матеріал має унікальний набір властивостей, що робить його придатним для певних застосувань і безпосередньо впливає на продуктивність, вагу та довговічність транспортного засобу.
Алюміній є основним матеріалом у галузі автомобільного лиття під тиском. Його поєднання легкості, високої міцності, чудової стійкості до корозії та доброго теплопровідності робить його ідеальним вибором для широкого спектру компонентів. Як детально описано експертами з виробництва на Dynacast , тонкостінні алюмінієві виливки витримують найвищі робочі температури серед усіх сплавів для лиття під тиском, що робить їх ідеальними для блоків двигунів, корпусів трансмісій та радіаторів. Прагнення до зменшення ваги для підвищення паливної ефективності зробило алюміній незамінним матеріалом.
Сплави цинку — це ще один популярний варіант, особливо для деталей, які вимагають складної конфігурації та високоякісної поверхні. Завдяки високій рухливості цинк заповнює тонкостінні складні ділянки форми з надзвичайною точністю, що часто усуває необхідність у додатковій обробці. Його зазвичай використовують для невеликих деталей, таких як корпуси електроніки, декоративні елементи салону та складні корпуси сенсорів. Крім того, форми, що використовуються для цинкового лиття, мають значно довший термін служби порівняно з формами для алюмінію, що робить цей матеріал вигідним варіантом для виробництва великих обсягів.
Магній вирізняється як найлегший серед усіх конструкційних металів. Його головною перевагою є виняткове співвідношення міцності до ваги, що робить його преміальним вибором для застосувань, де зменшення ваги є абсолютним пріоритетом. Компоненти з магнію часто використовуються в автомобілях преміум-класу, наприклад, у внутрішніх каркасах, основах керма та панелях приладів. Використання передових процесів, таких як тіксомолдинг, може ще більше покращити якість та діапазон застосування магнієвих деталей.
| Матеріалу | Ключові властивості | Вартість | Поширені випадки використання в автомобілебудуванні |
|---|---|---|---|
| Алюмінії | Легкий, висока міцність, чудове відведення тепла, стійкий до корозії. | Середня | Блоки двигунів, картери трансмісій, елементи шасі, радіатори, корпуси двигунів електромобілів. |
| Цинк | Висока рухливість для складних форм, чудовий стан поверхні, висока довговічність. | Нижчий (з урахуванням терміну служби інструменту) | Корпуси електроніки, датчики, внутрішні компоненти, з’єднувачі, шестерні. |
| Магній | Надзвичайно легкий, чудове співвідношення міцності до ваги, гарна жорсткість. | Вище | Панелі приладів, каркаси керма, каркаси сидінь, підрамники. |

Майбутнє лиття під тиском у автомобільній галузі: інновації для EV та електроніки
Автомобільна індустрія переживає кардинальні зміни на користь електрифікації та автономного керування, а технологія лиття під тиском швидко розвивається, щоб відповідати цим новим викликам. Майбутнє високоефективного лиття під тиском нерозривно пов’язане з вимогами електромобілів (EV) та поширенням сучасної електроніки. Цей розвиток полягає не просто в покращенні існуючих деталей, а в реалізації цілком нових архітектур транспортних засобів.
Для електромобілів зменшення ваги є ще важливішим, ніж для традиційних автомобілів, оскільки безпосередньо впливає на дальність поїздки та продуктивність. Лиття під тиском відіграє ключову роль у виробництві великих конструкційних компонентів за принципом однієї деталі — тенденція, яку часто називають «гігалиттям». Це передбачає відливання масивних частин, таких як повний каркас автомобіля або лоток акумулятора, як єдиного цілого. Такий підхід об'єднує сотні менших штампованих і зварених деталей в одну, значно спрощуючи складання, зменшуючи вагу та знижуючи витрати. Ці великі алюмінієві виливки є необхідними для розміщення та захисту важких акумуляторних батарей, а також сприяють підвищенню структурної жорсткості автомобіля.
Одночасно зростання систем підвищення безпеки водія (ADAS) і підключеності в салоні автомобіля призвело до стрімкого збільшення кількості датчиків, камер і електронних блоків керування (ECU) у транспортному засобі. Кожен із цих компонентів потребує точно виготовлених корпусів із електромагнітним екрануванням. Лиття під тиском, особливо з використанням сплавів цинку та алюмінію, є ідеальним процесом для створення таких складних, тонкостінних корпусів. Можливість отримання готової форми при литті під тиском дозволяє безпосередньо інтегрувати в деталь складні елементи, такі як радіатори охолодження та монтажні точки, економлячи простір і покращуючи тепловідведення для чутливих електронних компонентів.
Технологічні досягнення у самому процесі лиття також розширюють межі можливого. Інновації, такі як лиття за вакуумом і передове програмне забезпечення для моделювання течії форми, дозволяють виготовляти деталі з меншою пористістю, підвищеною міцністю та навіть властивостями, придатними для зварювання. Ці досягнення мають критичне значення для виробництва конструкційних компонентів, важливих для безпеки, та герметичних корпусів акумуляторів для електромобілів. У міру руху галузі вперед лиття під тиском продовжуватиме бути ключовим чинником створення безпечніших, ефективніших і сталіших транспортних засобів.
Поширені запитання
1. Які недоліки методу лиття під тиском?
Основним недоліком лиття під високим тиском (HPDC) є ризик утворення пористості. Оскільки розплавлений метал вводиться на величезній швидкості, гази можуть захоплюватися всередині форми, утворюючи крихітні порожнини у готовій деталі. Ця пористість може послабити компонент і зробити його непридатним для застосувань, що вимагають термічної обробки або зварювання. Проте сучасні методи, такі як вакуумна допомога та передовий дизайн форм, допомагають зменшити цю проблему.
2. У чому різниця між HPDC, LPDC та GDC?
Як детально описано в основному тексті статті, ключова відмінність полягає у тиску та швидкості, що використовуються для заповнення форми. HPDC використовує дуже високий тиск для швидкого виробництва складних деталей у великих обсягах. LPDC використовує нижчий тиск для повільнішого, більш контрольованого заповнення, що ідеально підходить для конструкційно міцних компонентів, таких як колеса. GDC спирається виключно на гравітацію, що призводить до утворення щільних, міцних деталей, але з набагато повільнішим циклом виробництва.
3. Яке співвідношення заповнення для HPDC?
Коефіцієнт заповнення в процесі HPDC — це об'єм розплавленого металу, який заливають у литтєву втулку, порівняно з загальним об'ємом втулки. Дослідження показують, що найчастіше рекомендується коефіцієнт заповнення 60–70%. Це допомагає мінімізувати кількість повітря, яке потрапляє в порожнину форми разом із металом, тим самим зменшуючи утримання газів і пористість у готовому виробі.