 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Основні допуски кування для автомобільних характеристик
Основні допуски кування для автомобільних характеристик

Коротко
Допуски кування за технічними умовами для автомобілів — це важливий набір припустимих розмірних відхилень, які визначають точність виготовлених компонентів транспортних засобів. Дотримання вузьких допусків є необхідним для забезпечення правильного монтажу деталей, надійної роботи під навантаженням і відповідності жорстким вимогам авітомобільної промисловості щодо безпеки та ефективності. Досягнення такої точності підвищує міцність компонентів, мінімізує витрати матеріалів і є основоположним для виробництва високоефективних, надійних транспортних засобів.
Визначення допусків кування: основа прецизійного виробництва
У виробництві допуск — це допустима межа відхилення фізичного розміру деталі. Допуски кування, зокрема, визначають прийнятний діапазон відхилення від номінальних розмірів, вказаних у конструкторській документації. Це не довільні значення; вони є важливим параметром, який забезпечує правильне з'єднання та функціонування компонентів у більшій збірці, наприклад, у двигуні або підвісці транспортного засобу. Як зазначають галузеві джерела, такі Engineers Edge допуски мають враховувати фактори, притаманні процесу кування, зокрема знос матриць, усадку матеріалу під час охолодження та можливу невідповідність між верхньою та нижньою матрицями.
Допуски кування, як правило, поділяються на «звичайні» та «спеціальні». Звичайні допуски, що застосовуються, коли не зазначено жодного конкретного стандарту, поділяються далі на «комерційний стандарт» для загальної практики та «підвищений стандарт» для робіт, що вимагають додаткової точності та більших витрат. Спеціальні допуски чітко визначаються на кресленнях для критичних розмірів, де першорядне значення має точність. Уявіть, ніби ви складаєте двигун високопродуктивного автомобіля: хоча загальний блок має певний припустимий розмір (комерційний допуск), посадка поршнів у циліндрах потребує набагато меншого, спеціального зазору (спеціальний допуск), щоб забезпечити оптимальну ступінь стиснення та потужність.
У кінцевому підсумку допуски кування є узгодженою домовленістю між конструктором і постачальником поковок. Як пояснюється Queen City Forging , їх слід розглядати в індивідуальному порядку, оскільки вони безпосередньо залежать від конструкції деталі та конкретних методів виробництва. Це базове розуміння допусків є першим кроком до створення компонентів, які відповідають високим вимогам будь-якої галузі з підвищеними вимогами.
Ключова роль жорстких допусків у автомобільній промисловості
Автомобільна промисловість працює під величезним тиском, щоб постачати транспортні засоби, які є безпечними, надійними, економічними та високоефективними. Високоточне штампування з жорсткими допусками є основним технологічним процесом, який допомагає виконувати ці вимоги. Коли автокомпоненти виготовляються шляхом штампування з точними специфікаціями, переваги поширюються на весь автомобіль — від продуктивності до терміну служби. Послідовна точність розмірів, досягнута завдяки прецизійному штампуванню, є необхідною для виробництва деталей, які можуть витримувати екстремальні навантаження, вібрації та коливання температур під час повсякденного використання.
Переваги дотримання жорстких допусків при штампуванні автокомпонентів є суттєвими та безпосередньо впливають на якість кінцевого продукту та його вартість. Як зазначено в посібнику від Sinoway Industry , ці переваги мають багатофакторний характер:
- Висока міцність та довговічність: Процес штампування вдосконалює структуру зерна металу, вирівнюючи її за формою компонента. Це підвищує його механічні властивості, роблячи деталі стійкими до втоми, ударів і зносу. Критичні деталі, такі як колінчасті вали, шатуни та поворотні кулаки, покладаються на міцність штампування, щоб запобігти виходу з ладу.
- Повышена безпека і надійність: Для систем, критичних для безпеки, таких як гальма та підвіска, немає місця помилкам. Точні допуски забезпечують бездоганне прилягання та функціонування компонентів, зменшуючи ризик механічних несправностей. Дослідження показали, що компоненти з точними допусками можуть значно покращити загальну продуктивність і надійність.
- Зменшення ваги: Сучасний автомобільний дизайн робить акцент на зменшенні ваги для підвищення паливної ефективності. Високоточне штампування дозволяє виготовляти міцні, легкі деталі, усуваючи зайвий матеріал без погіршення структурної цілісності. Це допомагає виробникам відповідати все суворішим стандартам щодо викидів та паливної економічності.
- Економічна ефективність у масштабі: Хоча досягнення вужчих допусків може вимагати більш сучасного інструментарію, процес об’ємного штампування є високоефективним для виробництва великих обсягів. Він мінімізує витрати матеріалу (або заусенці) і часто зменшує необхідність у трудомісткій вторинній механічній обробці, що призводить до зниження вартості одиниці продукції при масовому виробництві.
Орієнтація у стандартах та рекомендаціях з штампування
Для забезпечення узгодженості та якості в межах галузі допуски кування часто базуються на затверджених стандартах. Такі організації, як Американське товариство інженерів-механіків (ASME) та Німецький інститут стандартизації (DIN), надають специфікації, що охоплюють матеріали, розміри та показники тиску для виробів, виготовлених куванням. Наприклад, стандарт ASME B16.11 встановлює детальні вимоги до фітингів з кованого металу, тоді як стандарти DIN, такі як DIN 1.2714, визначають марки матеріалів із високою стійкістю до зносу, придатних для об'ємного кування в закритих штампах. Дотримання цих стандартів забезпечує взаємозамінність та базовий рівень якості деталей, отриманих від різних постачальників.
Допустиме відхилення також значною мірою залежить від методу кування. При відкритому куванні, коли метал не повністю обмежений матрицями, як правило, допуски є більшими. Навпаки, при закритому (або штамповому) куванні, коли метал примушують заповнювати точно оброблену порожнину, досягається значно точніший контроль розмірів. Саме ця точність робить закрите кування переважним для складних автомобільних деталей, таких як шестерні та елементи підвіски.
Наведена нижче таблиця дає загальне уявлення про типові допуски для різних видів кування, хоча конкретні значення можуть варіюватися залежно від розміру деталі, матеріалу та складності.
| Метод кування | Типовий діапазон толерантності | Поширені автомобільні застосування |
|---|---|---|
| Закрите / штампове кування | ±0,5 мм до ±1,5 мм (може бути менше) | Шатуни, шестерні, колінчасті валі, поворотні кулаки |
| Кування відкритою матрицею | ±1 мм до ±3 мм (або ±0,03″ до ±0,125″) | Великі вали, кільця, первинне формування злитків |
| Точне (безприпускове) кування | ±0,1 мм до ±0,3 мм | Високопродуктивні шестерні, лопаті турбіни |
Ключові аспекти проектування та матеріалів для оптимальних допусків кування
Досягнення оптимальних допусків кування — це не просто встановлення певного значення; це результат комплексного підходу, який починається на етапі проектування. Кілька ключових факторів взаємодіють між собою, визначаючи остаточну точність кованого компонента. Інженери та конструктори мають збалансувати ці аспекти, щоб створити деталь, яка буде легко виготовлятися та відповідатиме вимогам до продуктивності. Як зазначено в технічному огляді від Frigate Manufacturing , продуманий дизайн є основою успіху.
Наступні аспекти мають вирішальне значення для впливу на досяжні допуски будь-якої кованої автомобільної деталі:
- Геометрія та складність деталі: Простіші форми за своєю природою легше штампувати з високою точністю. Складні конструкції з глибокими порожнинами, гострими кутами або тонкими стінками можуть ускладнювати течію металу в матриці, що призводить до розбіжностей у розмірах. Великі радіуси та заокруглення є вирішальними для плавного руху матеріалу та запобігання дефектам.
- Вибір матеріалу: Різні матеріали по-різному поводяться під дією тепла та тиску. Сплави, такі як сталь, алюміній і титан, мають різні коефіцієнти теплового розширення, характеристики течії та усадки під час охолодження. Вибір матеріалу безпосередньо впливає на конструкцію матриці та кінцеві допуски, які можна витримати. Наприклад, висока теплопровідність алюмінію вимагає інших параметрів процесу, ніж сталь.
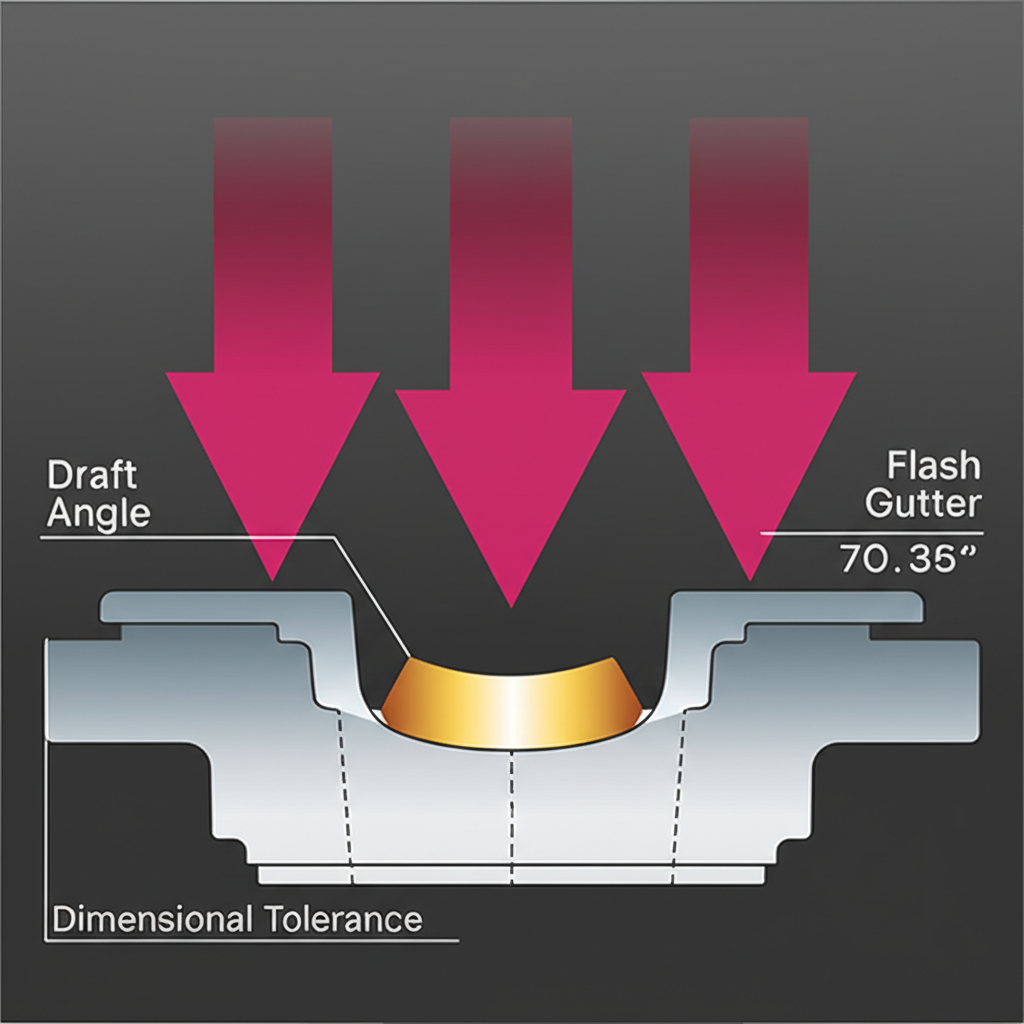
- Конструкція матриці та кути випуску: Сама шпага - це майстер-інструмент, який визначає форму частини. Правильна конструкція шпалера, включаючи вбудову кутів протягу (невеликі вузки вертикальних поверхнь), є важливою для того, щоб дозволити готовій частині виводити без пошкодження. Недостатній провід може викликати спотворення і компромісні толерантності.
- Теплова температура ковіння та контроль процесу: Температуру як на заготовці, так і на матрицях необхідно ретельно контролювати. Зміни температури можуть призвести до непостійного потоку матеріалу і скорочення, що безпосередньо впливає на точність вимірів. Автоматизовані процеси забезпечують консистенцію, необхідну для виробництва автомобілів у великих обсягах.
Для того, щоб успішно вирішити ці проблеми, часто потрібно співпрацювати з фахівцем у сфері ковіння. Для компаній, які шукають високоякісні компоненти, партнерство з досвідченим постачальником є ключовим. Наприклад, Shaoyi Metal Technology пропонує спеціалізовані послуги гарячого штампування, сертифіковані за IATF16949, для автомобільної промисловості, що демонструє експертність у виготовленні матриць і контролі процесів, необхідних для виконання суворих автомобільних специфікацій — від прототипування до масового виробництва.

Поширені запитання
1. Який стандарт DIN для штампування?
DIN (Deutsches Institut für Normung) охоплює різні аспекти штампування. Прикладом є стандарт DIN 1.2714 — матеріал на основі сплаву Cr-Ni-Mo-V, рекомендований для об'ємного штампування завдяки високій міцності, стійкості до зносу та твердості. Цей стандарт забезпечує придатність матеріалу для виготовлення довговічних компонентів з високою міцністю.
2. Який стандарт ASME для штампування?
ASME (Американське товариство інженерів-механіків) розробляє численні стандарти, що стосуються кування. Один з ключових — ASME B16.11, який визначає вимоги до кованого сталевого фітингу, включаючи його класи міцності, розміри, допуски, маркування та вимоги до матеріалу. Цей стандарт має важливе значення для забезпечення узгодженості та безпеки у застосуванні в умовах високого тиску.
3. Який допуск при куванні відкритою матрицею?
При куванні відкритою матрицею зазвичай допуски ширші порівняно з методами закритої штампування, оскільки заготовка не повністю обмежена. Допуски можуть коливатися приблизно від ±0,03 дюйма до ±0,125 дюйма (приблизно від ±0,8 мм до ±3,2 мм) до механічної обробки, залежно від розміру та складності компонента. Цей метод краще підходить для великих деталей або початкових операцій формування, де точність є вторинною.