 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Фіксована чи плаваюча плита відтискача: рішення для штампа, яке визначає успіх чи невдачу вашого інструту

Критичне рішення щодо прижимної плітки, яке має вміти приймати кожен конструктор штампів
Уявіть, що ви керуєте масовим процесом штампування, і раптом ваші деталі починають залипати до пуансонів, на краях з’являються неочікувані заусенці, а команда технічного обслуговування поспішає виявити проблему. Що пішло не так? У багатьох випадках основна причина полягає у фундаментальному виборі, зробленому під час проектування штампу: вибрано неправильний тип прижимної плітки для даного застосування.
Незалежно від того, чи інженерія прогресивних штампів для автомобільних компонентів або створення оснащення для прецизійної електроніки, розуміння вибору між фіксованою та плаваючою прижимною пліткою є обов’язковим. Цей вибір безпосередньо впливає на якість деталей, термін служби інструменту та ваші фінансові результати.
Чому саме вибір прижимної плітки визначає роботу штампу
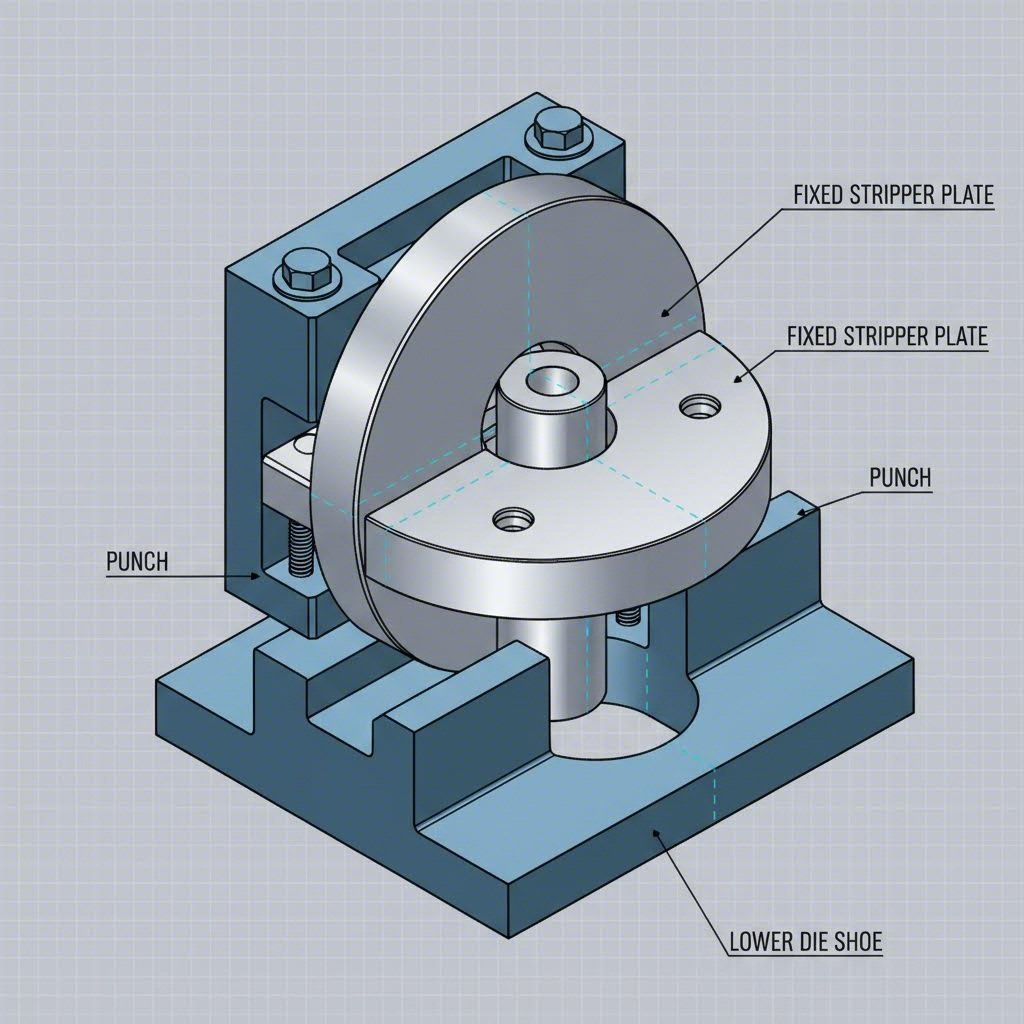
Отже, що саме є пластиною зйомника? Це компонент, відповідальний за видалення матеріалу заготовки з пуансона після кожного ходу. Правильне виштовхування за допомогою пластина зйомника забезпечує чисте відділення деталі, запобігає витягуванню відходів і підтримує постійний час циклу. Коли ви виберете правильну конфігурацію, ваша матриця працюватиме плавно. Виберете неправильно, і ви зіткнетеся з низкою проблем у виробництві.
Пластина зйомника робить більше, ніж просто знімає матеріал — вона направляє пуансоны, контролює рух матеріалу і впливає на загальну стійкість матриці. Це робить ваш вибір між фіксованими та плаваючими конструкціями ключовим рішенням, яке впливає на кожен аспект продуктивності матриці.
Прихована вартість неправильного вибору зйомника
Вибір неправильного типу пластина зйомника створює наслідки, які простягаються далеко за межі початкових інвестицій у інструальну оснастку:
- Пошкодження деталі: Подряпини, деформація та розбіжності розмірів через неправильне зусилля зйомки
- Прискорене зношування інструменту: Несумісні пробивні матриці та надмірне тертя скорочують термін служби компонентів
- Невідкладні зупинки: Часті регулювання та аварійний ремонт порушують графіки виробництва
- Зростання рівня браку: Погане витягування призводить до відбракованих деталей і втрат матеріалу
Створення умов для успішного прецизійного штампування
Ось із якою проблемою стикаються багато конструкторів матриць: інформація щодо вибору прижимної плити розкидана між технічними посібниками, каталогами постачальників і неофіційними знаннями, які передаються від інженера до інженера. Жоден окремий ресурс не узагальнює це важливе порівняння з чіткими, дієвими критеріями вибору — аж до сьогодні.
У цьому посібнику наведено комплексну оцінку фіксованих і плаваючих прижимних плит, а також структуровані рамки вибору й практичні рекомендації. Ви дізнаєтеся, у яких саме випадках кожен тип найефективніший, зрозумієте пов'язані компроміси й зможете впевнено приймати це важливе рішення щодо оснащення для ваших конкретних застосувань.
Критерії оцінки для вибору прижимної плити
Перш ніж переходити до деталей щодо фіксованих та плаваючих витискних плит, вам потрібна чітка структура для прийняття цього рішення. Без чітких критеріїв порівняння цих двох варіантів перетворюється на вгадування замість інженерного підходу. Давайте визначимо методологію оцінки, яку використовують фахівці при виборі відповідної конфігурації витискної плити для форм з витискною плитою та застосувань у штампуванні.
П’ять факторів, що визначають успіх витискної плити
Коли інженери оцінюють, яка витискна плита найкраще підходить для їхнього застосування, вони постійно звертаються до п’яти ключових аспектів. Вага кожного фактора може відрізнятися залежно від ваших конкретних виробничих вимог:
- Вимоги до сили витискання :Сила, необхідна для відокремлення матеріалу від пуансонів, зазвичай становить від 10 до 25% від зусилля пробивання. Застосування з вищими вимогами до витискання потребує більш міцних конструкцій плит, здатних забезпечувати стабільний тиск.
- Сумісність з товщиною матеріалу: Тонкі матеріали поводяться інакше, ніж товсті, під час процесу виштовхування. Вибір плити має враховувати конкретний діапазон товщин, який ви будете обробляти, оскільки невідповідність призводить до пошкодження деталей або неповного виштовхування.
- Міркування щодо обсягу виробництва: Операції з великим обсягом вимагають плит виштовхувача, які зберігають свою ефективність протягом мільйонів циклів. При менших обсягах можуть використовуватися простіші конфігурації, які потребують частішого налаштування.
- Вимоги до обслуговування: Деякі конструкції плит виштовхувача потребують регулярної заміни пружин, змащення або повторного вирівнювання. Розуміння цих постійних вимог допомагає вам розрахувати реальні експлуатаційні витрати.
- Економічна ефективність: Початкова ціна придбання відображає лише частину ситуації. Потрібно враховувати складність установки, простої через налаштування, частоту заміни компонентів і вплив на якість деталей при оцінці загальної вартості володіння.
Як ми оцінювали кожен тип плити виштовхувача
У ході цього порівняння ми оцінимо фіксовані та плаваючі витискні пластини за кожним із наведених критеріїв. Ви побачите чіткий розбір того, де кожен тип переважає, а також де виникають обмеження. Такий структурований підхід усуває суб'єктивні переваги й базує ваше рішення на вимірюваних показниках продуктивності.
Система відбору, яку використовують професіонали
Досвідчені конструктори матриць не обирають витискні пластини лише на основі звички або рекомендацій постачальників. Вони систематично узгоджують вимоги до застосування з можливостями пластин. Коли ви будете аналізувати детальні порівняння нижче, тримайте перед очима ці критерії оцінки — вони допоможуть вам обрати конфігурацію, яка забезпечить оптимальну продуктивність для ваших конкретних задач штампування.
Фіксовані витискні пластини для стабільності та економічної ефективності
Тепер, коли ви розумієте структуру оцінки, давайте розглянемо нашого першого учасника порівняння між фіксованою та плаваючою витискною плитою. Фіксовані витискні пластини представляють базовий підхід до видалення деталей — філософію проектування, яка передбачає простоту, жорсткість і стабільну продуктивність у певному діапазоні застосування.
Коли ваша штампувальна операція вимагає передбачуваної поведінки та економічного оснащення, фіксовані витискні пристрої часто є раціональним вибором. Але розуміння того, як вони працюють, і де вони найефективніші, відрізняє успішні конструкції матриць від проблемних.
Як фіксовані витискні пристрої забезпечують стабільну роботу
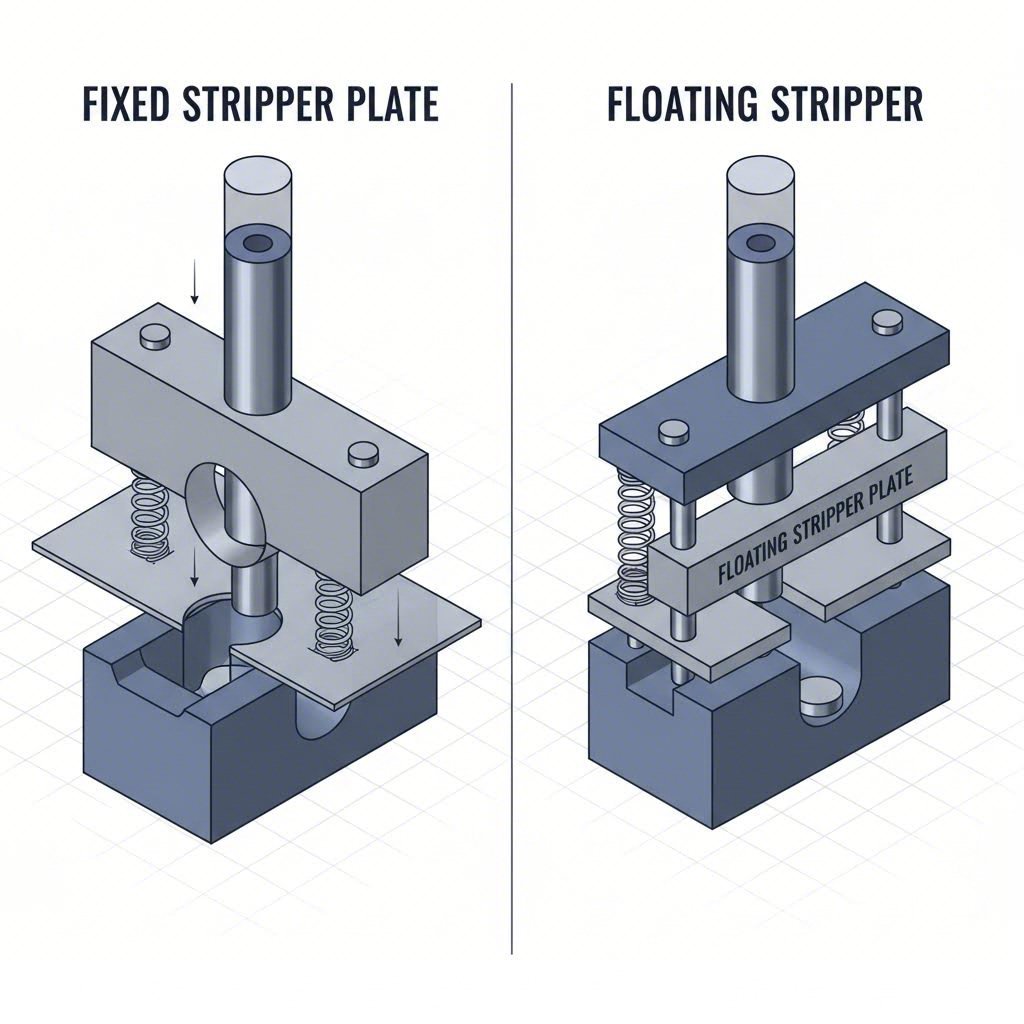
Фіксовані витискні пластини жорстко кріпляться до плити матриці або складального утримувача пуансонів і зберігають постійне положення відносно компонентів матриці протягом усього ходу преса. На відміну від аналогів із пружинним навантаженням, ці пластини не рухаються незалежно — вони залежать від самого ходу преса для відокремлення матеріалу від пуансонів.
Цей жорсткий дизайн кріплення створює кілька експлуатаційних характеристик, які ви відразу помітите:
- Орієнтація пуансона: Плита забезпечує стабільну опорну поверхню, яка направляє орієнтуючі пуансоны для кріплення до прижимних плит, зберігаючи вирівнювання протягом усіх високошвидкісних операцій
- Стабільні зазори: Без змінних величин прогину пружин, зазор між пуансоном і прижимною плитою залишається постійним, забезпечуючи рівномірну дію відділення
- Висторожність вібрацій: Міцне з'єднання з конструкцією матриці послаблює вібрацію під час роботи, яка може впливати на якість деталей
Працюючи з прямими орієнтуючими пуансонами для прижимних плит, фіксована конфігурація забезпечує критичні компоненти вирівнювання точно зафіксованими. Ця стабільність особливо важлива в прогресивних матрицях, де накопичене невирівнювання може зростати через кілька станцій.
Ідеальні сфери застосування фіксованих прижимних плит
Фіксовані стріппери найкраще працюють у застосуваннях, які відповідають їх природним перевагам. Розгляньте цю конструкцію, якщо ваш проект включає:
- Тонкі матеріали: Заготовки з товщиною менше 1,5 мм зазвичай відділяються чітко, не потребуючи контрольного тиску, який забезпечують плаваючі конструкції
- Високошвидкісне штампування: Операції з частотою понад 400 ходів на хвилину виграють від меншої кількості рухомих частин і більш передбачуваної поваги
- Компоненти для точної електроніки: Виводи рамок, затискачі роз’ємів та мікроштамповані деталі вимагають стабільності, яку забезпечують фіксовані пластини
- Тонкі автокомпоненти: Кріплення, затискачі та невеликі конструктивні елементи з тонколистової сталі або алюмінію
- Прості операції вирубки: Одностанційні матриці з простим геометричним виконанням, де поведінка матеріалу є передбачуваною
Ключовий момент тут? Фіксовані витягувальні плити добре працюють, коли товщина матеріалу знаходиться в межах прийнятного діапазону, а взаємодія пуансона з матеріалом залишається передбачуваною. Вони особливо ефективні, коли контакт верхньої поверхні витягувальної плити із матеріалом мінімальний і контрольований.
Переваги та недоліки фіксованих витягувальних плит
Кожне рішення щодо оснастки передбачає компроміси. Ось чесна оцінка того, що фіксовані витягувальні плити дають вашому дизайну матриці:
Переваги
- Нижча початкова вартість: Спрощена конструкція забезпечує зниження витрат на виробництво — часто на 20–30% менше, ніж у аналогічних плаваючих конструкцій
- Спрощений дизайн і установка: Менше компонентів означає швидшу настройку, простіше усунення несправностей і зменшення помилок при складанні
- Мінімальні вимоги до обслуговування: Немає пружин, які можуть втомлюватися, немає механізмів регулювання, які потрібно калібрувати, немає рухомих частин, які слід змащувати
- Відмінна робота з тонким матеріалом: Забезпечує надійне знімання матеріалів, де контрольована сила не є критичною
- Тривалий термін служби: З меншою кількістю зношуваних компонентів правильно спроектовані фіксовані пластини часто служать довше, ніж плаваючі аналоги
- Стабільна поведінка від циклу до циклу: Виключає змінні, спричинені деградацією пружин або відхиленням налаштувань
Недоліки
- Обмежений діапазон товщини матеріалу: Ускладнення із товстішими заготовками, де стає необхідним контрольований тиск знімання
- Менш терпимий до неспіввісності пуансона: Без пружного компенсування незначна неспіввісність безпосередньо передається на компоненти пуансона та матриці
- Відсутність можливості попереднього знімання: Не може утримувати матеріал перед входженням пуансона, що обмежує застосування в складних операціях формування
- Знижена адаптивність: Важко точно налаштувати процес виштовхування після завершення виготовлення матриці
- Проблеми пружного повернення матеріалу: Товстіші матеріали можуть викликати прогин пуансонів через відсутність протидії, яку забезпечують плаваючі конструкції
Нерухомі виштовхувачі є рішенням типу 80/20 у проектуванні матриць — вони охоплюють 80% застосувань із значно меншою складністю. Ключове значення має визначення того, чи потрапляє ваше застосування в цю більшість.
При виборі нерухомих виштовхувачів важливо враховувати матеріал. Інструментальні сталі, такі як D2, забезпечують відмінну стійкість до зносу для високовольтних застосувань, тоді як OHNS (сталь, яка твердіє в маслі та не зменшується в об’ємі) є економічно вигідною альтернативою для середніх серій виробництва. Твердість зазвичай становить 58–62 HRC для поверхні виштовхувача, що забезпечує міцність без надмірної крихкості.
Розуміння цих характеристик дозволяє вам зробити обґрунтований вибір — або визначити, коли ваше застосування вимагає додаткових можливостей, які забезпечують плаваючі витискні пластини.
Плаваючі витискні пластини для максимальної універсальності
Що відбувається, коли ваше застосування виходить за межі комфортного використання фіксованих витискних пластин? Коли збільшується товщина матеріалу, складнішає геометрія деталей або посилюються вимоги до точності, потрібне більш досконале рішення. Ось тут і з'являються плаваючі витискні пластини — пружинні механізми, які справляються з важкими операціями штампування, де фіксовані аналоги не справляються.
Плаваючі витискні пластини представляють преміум-клас у порівнянні фіксованих і плаваючих витискних пластин, забезпечуючи контрольовану подачу зусиль і адаптивність, що перетворює складні операції матриць на надійні виробничі процеси.
Точність із пружинним навантаженням для важких умов експлуатації
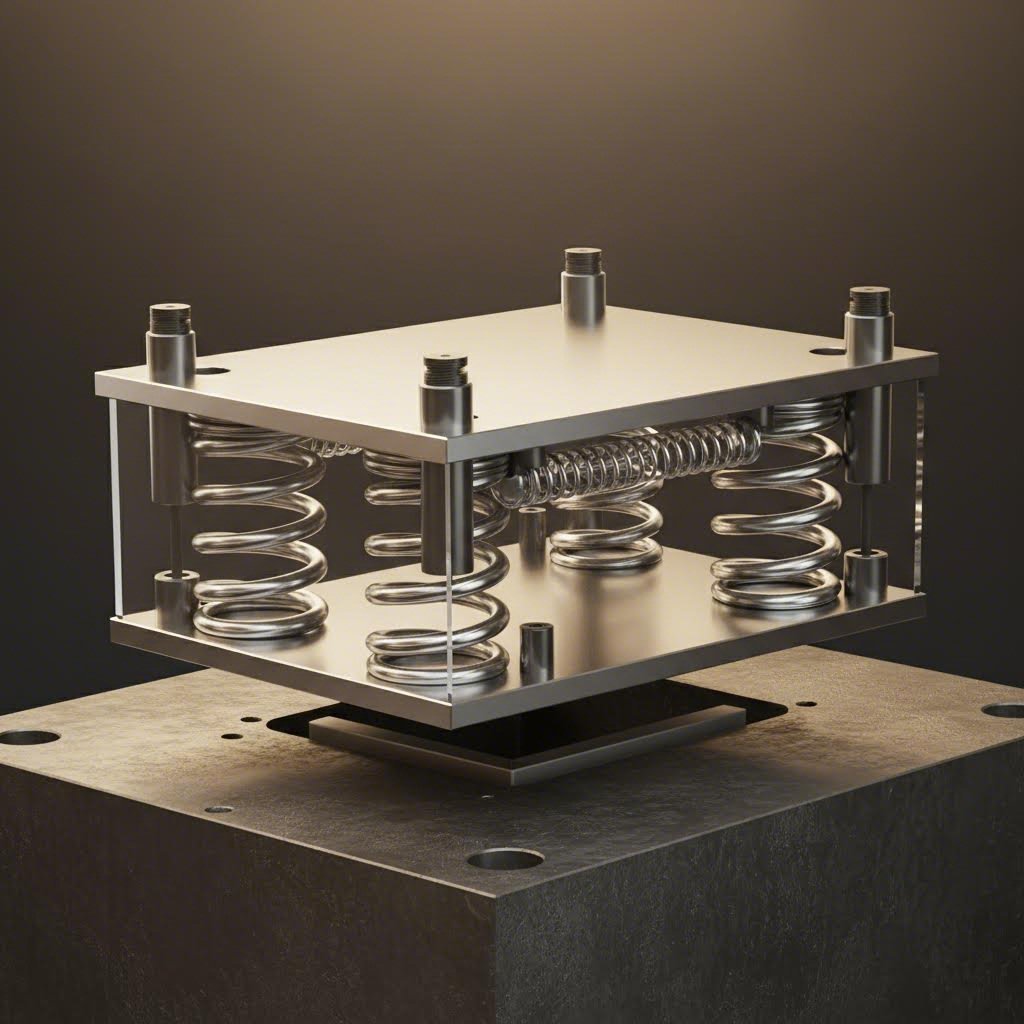
На відміну від їхніх жорстких аналогів, плаваючі витискні пластини монтуються на пружинах або інших пружних елементах, що дозволяє незалежний вертикальний рух. Ця, здавалося б, проста відмінність кардинально змінює те, як витискна пластина взаємодіє з матеріалом вашої заготовки.
Ось як працює конструкція з пружинним приводом на практиці:
- Контакт до зачеплення: Під час опускання пресу плаваюча пластина торкається матеріалу й утримує його до того, як почнуть працювати пуансони, — стабілізуючи заготовку для чистішого різання
- Контрольований тиск під час пробивання: Пружини стискаються, коли пуансони проникають у матеріал, забезпечуючи постійний зусилля вниз на протязі всього ходу різання
- Активне виштовхування під час зворотного ходу: Під час зворотного ходу пружинне зусилля активно знімає матеріал з пуансонів, замість того щоб покладатися лише на гравітацію та тертя
- Автоматична компенсація зносу: Конструкція з пружинним навантаженням враховує незначний знос пуансонів без необхідності регулювання матриці
Стрипперні пружинні фіксатори відіграють ключову роль у цій системі, надійно фіксуючи пружини та забезпечуючи правильний хід стиснення. Ці компоненти мають витримувати мільйони циклів без ослаблення чи виходу з ладу — саме тому вибір якісних фіксаторів є вирішальним для довготривалої надійності.
Чарівність полягає в цьому контрольованому подаванні тиску. Тоді як фіксовані пластини забезпечують лише одну, статичну взаємодію з матеріалом, плаваючі конструкції створюють динамічну взаємодію, яка адаптується до змін матеріалу, стану пуансонів і експлуатаційних вимог.
Коли плаваючі стрипери перевершують фіксовані аналоги
Певні застосування практично вимагають використання плаваючих стриперних пластин. Якщо ваш проект відповідає хоча б одному з наведених сценаріїв, додаткові інвестиції, як правило, окупляються підвищеною якістю та продуктивністю:
- Обробка товстих матеріалів: Заготовки завтовшки понад 1,5 мм потребують контрольованого зусилля, щоб запобігти підняттю матеріалу та забезпечити повне проникнення пуансона
- Операції з прогресивними штампами: Багатостанційні матриці отримують переваги від плаваючих плит, які забезпечують контроль матеріалу, зберігаючи точність прив'язки між послідовними операціями
- Запобігання випаданню вилучених заготовок: Активний натиск униз під час виштовхування значно зменшує схильність заготовок витягуватися назад крізь матрицю
- Високоточне позиціонування деталей: Регульовані плітки виштовхувача дозволяють точно налаштовувати прижим матеріалу для застосувань із жорсткими допусками на позиційне розташування
- Змінні умови матеріалу: Під час обробки матеріалів із варіаціями товщини або різних за твердістю партій, пружна система компенсує ці зміни
- Складна геометрія деталей: Деталі із формованими елементами, витягнутими ділянками або складними контурами отримують переваги від контрольованої обробки матеріалу
Розгляньте використання витискних плит із плаваючим кріпленням у застосуванні ливарних форм — вони виконують подібну функцію, використовуючи пружне зусилля для чистого виштовхування деталей із складних порожнин. Основний принцип безпосередньо переноситься на процес штампування металу: контрольоване застосування зусиль вирішує проблеми, які не можуть бути вирішені жорсткими системами.
Переваги та обмеження плаваючих витискних плит
Ухвалення обґрунтованого рішення вимагає чесної оцінки як сильних сторін, так і обмежень. Плаваючі витискні плити мають переконливі переваги, але вони не позбавлені компромісів.
Переваги
- Покращений контроль над деталлю: Матеріал міцно утримується в потрібному положенні протягом усього ходу пуансона, що запобігає зміщенню, яке призводить до розбіжностей у розмірах
- Ефективно працює з товстішими матеріалами: Пружне зусилля компенсує пружність матеріалу та підйомні зусилля, які перевантажують нерухомі плити
- Істотно зменшує витягування вилучених заготовок: Активний витискний тиск утримує вилучені заготовки всередині отвору матриці, а не дозволяє їм підніматися разом із пуансоном
- Компенсує знос пуансонів: Оскільки різальні кромки затуплюються, пружна піддатливість забезпечує ефективне знімання без необхідності негайної регулювання
- Регульована подача зусилля: Попереднє навантаження пружин та їх вибір дозволяють налаштувати зусилля знімання відповідно до конкретних вимог застосування
- Захищає пуансони від пошкодження: Контрольований захват матеріалу зменшує бічне навантаження, яке може призвести до поломки або відколу різальних кромок
- Покращує якість кромки: Надійне прижимання матеріалу мінімізує утворення заусенців і деформації навколо пробитих отворів
Недоліки
- Більша початкова вартість: Використання пружин, тримачів та вимоги до прецизійної обробки збільшують початкові інвестиції в оснащення
- Потребує обслуговування пружин: Стискальні пружини втомлюються з часом, тому потрібен періодичний огляд та заміна
- Більш складне налаштування: Правильна попередня затяжка пружин і регулювання ходу вимагають кваліфікованих наладчиків матриць та більше часу на налаштування
- Додаткові точки зносу: Кармашки для пружин, направляючі штифти та поверхні тримачів додають компоненти, які потребують контролю
- Можливість нестабільності: Зношені або невідповідні пружини можуть створювати нерівномірне зусилля знімання по поверхні плити
- Збільшена висота матриці: Вимоги до ходу пружин збільшують загальну висоту пакета матриці, що потенційно обмежує сумісність з пресом
Правильний вибір пружин має вирішальне значення для успішного застосування плаваючої витискної плити. Пружини повинні забезпечувати достатнє зусилля протягом усього робочого діапазону та витримувати мільйони циклів стиснення — це баланс, який вимагає ретельного інженерного розрахунку, а не довільних специфікацій.
При вказуванні плаваючих витискуючих пластин особливої уваги заслуговують розрахунки зусилля пружин. Зусилля витискування має подолати зчеплення матеріалу з пуансоном, а також будь-які вакуумні ефекти, залишаючись достатньо м'яким, щоб уникнути деформації деталі. Цей розрахунок залежить від типу матеріалу, товщини, периметра пуансона та величини різального зазору — змінних, унікальних для кожного конкретного застосування. Замість застосування загальних формул, консультуйтесь із досвідченими інженерами-конструкторами штампів або виробниками пружин, які можуть оцінити ваші специфічні вимоги.
Регульованість, яку забезпечують плаваючі пластини, виявляється особливо цінною під час налагодження штампів та оптимізації виробництва. Якщо продуктивність витискування не зовсім правильна, ви можете змінити попереднє навантаження пружин або замінити пружини з іншим коефіцієнт жорсткості без значних змін у штампі — гнучкість, яку нерухомі пластини просто не можуть забезпечити.
Оскільки тепер обидва варіанти — нерухомі та плаваючі пластини — було докладно розглянуто, ви готові дізнатися, як сучасні інженерні можливості ще більше підвищують продуктивність витискуючих пластин.
Точні рішения для витяжних плит для автоспорядження
Ви вже бачили, як фіксовані витяжні плити забезпечують економічну ефективність при роботі з тонкими матеріалами, а плаваючі конструкції справляються з важкими завданнями обробки товстих матеріалів. Але що робити, коли ваш проект вимагає найкращого поєднання обох підходів? Коли автовиробники вимагають деталі без дефектів, допуски звужуються до рівня мікронів, а обсяги виробництва сягають мільйонів одиниць — стандартні підходи досягають своїх меж.
Саме тут на допомогу приходять точні інженерні рішення для витяжних плит. Сучасна інженерія матриць поєднує передові технології моделювання, сертифіковані виробничі процеси та експертні методики проектування для створення систем витяжних плит, оптимізованих під конкретні вимоги застосування. Чи вам потрібна витяжна плита для лиття під тиском пластикових компонентів, чи витяжна плита для штампування металевих деталей — принципи проектування, що забезпечують високу якість, залишаються незмінними.
Інженерна досконалість у сучасному проектуванні витяжних плит
Що відрізняє достатню продуктивність плити витискувача від виняткових результатів? Відповідь полягає в розумінні того, що кожне застосування має унікальні вимоги. Властивості матеріалів різняться між постачальниками. Геометрія деталей створює локалізовані концентрації напружень. Швидкість виробництва впливає на теплову поведінку. Досвідчене інженерне проектування враховує ці змінні шляхом системного аналізу, а не загальних специфікацій.
Розгляньте, що таке плита витискувача в контексті лиття під тиском: вона має витримувати термоциклічні навантаження, чинити опір зносу від полімерів із наповнювачами та забезпечувати постійне зусилля виштовхування по поверхні деталі. Плити витискувачів для металоштампування стикаються з іншими викликами: ударними навантаженнями високої частоти, абразивною взаємодією з матеріалом і точними вимогами до вирівнювання. Професійне проектування штампів вирішує ці специфічні задачі застосування шляхом:
- Оптимізація вибору матеріалу: Підбір марок інструментальної сталі відповідно до конкретних типів зносу, умов навантаження та вимог до якості поверхні
- Геометричний аналіз: Оцінка розподілу зусилля виштовхування по периметру складних деталей для запобігання локальному перевантаженню
- Тепловий менеджмент: Врахування виділення тепла під час високошвидкісних операцій, що впливає на зазори та поведінку матеріалу
- Планування інтеграції: Розробка систем виштовхувачів, які узгоджено працюють з іншими компонентами штампу для досягнення оптимальної загальної продуктивності
Підхід до проектування пластина-виштовхувача ливарної форми дає цінні уроки для штампувальних застосувань. Конструктори форм регулярно використовують інструменти моделювання для прогнозування поведінки виштовхування до початку обробки сталі — методологію, яку все частіше застосовують інженери-штампувальники для вирішення складних завдань з пластинами-виштовхувачами.
Як CAE-моделювання оптимізує роботу виштовхувача
Звучить складно? Не обов’язково. Моделювання з використанням комп'ютерної інженерії (CAE) перетворює оптимізацію пластин-виштовхувачів зі здогадів на точну науку. До початку виробництва інженери можуть віртуально тестувати різні конфігурації, передбачати потенційні проблеми та удосконалювати конструкції для досягнення оптимальної роботи.
Симуляція CAE вирішує критичні питання, на які традиційні методи не можуть надати надійну відповідь:
- Картування розподілу зусиль: Візуалізація того, як зусилля знімання розподіляються по поверхні плити, дозволяє виявити ділянки, які потребують підсилення або розвантаження
- Аналіз прогину: Прогнозування прогину плити під навантаженням дозволяє виявляти конструкції, які зберігають критичні зазори протягом усього ходу преса
- Оптимізація жорсткості пружин: Для плаваючих конструкцій симуляція допомагає підібрати комбінації пружин, які забезпечують стабільне зусилля в межах робочого діапазону
- Прогнозування зносу: Виявлення ділянок інтенсивного зносу спрямовує рішення щодо обробки поверхні та планування технічного обслуговування
- Моделювання теплових ефектів: Зрозуміння змін розмірів, спричинених температурою, запобігає проблемам із зазорами під час виробництва
Компанії, такі як Shaoyi, використовують сучасне CAE-моделювання для оптимізації конструкцій плит витискатора ще до початку виготовлення оснащення. Такий підхід дозволяє виявити потенційні проблеми на ранніх етапах — коли зміни коштують копійки, а не долари — і прискорює перехід від концепції до готового до виробництва оснащення.
Методологія, заснована на моделюванні, особливо корисна під час оцінки варіантів з фіксованою та плаваючою плитою витискатора. Натомість того, щоб покладатися лише на досвідченичні правила, інженери можуть моделювати обидві конфігурації для конкретного застосування та об'єктивно порівнювати очікувану продуктивність. Іноді аналіз показує, що добре спроектована фіксована плита впорається із завданням, яке традиційно призначалося для плаваючих конструкцій — або навпаки.
Точне виробництво для отримання бездоганних результатів
Навіть найскладніший дизайн нічого не дає без точного виробництва, яке оживляє його. Особливо вимогливими є автомобільні застосунки, які вимагають виробничих можливостей, що стабільно забезпечують інструменти, які відповідають жорстким специфікаціям. Саме тут сертифікація, така як IATF 16949, набуває реального значення, а не залишається лише прикрасою.
Сертифікація IATF 16949 свідчить про систему управління якістю, спеціально розроблену для вимог автотранспортного ланцюга поставок. Для виробництва витискних пластин це означає:
- Документовані процесні контролі: Кожен виробничий етап виконується згідно з перевіреними процедурами, що гарантують відтворюваність
- Перевірка системи вимірювань: Обладнання для перевірки проходить регулярну калібрування та підтвердження придатності
- Відстежуваність: Сертифікати матеріалів і записи про обробку пов'язують готові компоненти з вихідними матеріалами
- Неперервне удосконалення: Системний аналіз даних якості забезпечує постійне вдосконалення процесів
Коли точність плити ежектора безпосередньо впливає на якість деталі — а автовиробники відстежують дефекти через увесь ланцюг поставок — ці виробничі контролі стають необхідними, а не факультативними. Наприклад, покриття зі срібної пластини вимагає постійної підготовки поверхні та контролю товщини покриття, що може забезпечити лише дисциплінований виробничий процес.
Різниця між прийнятною та винятковою продуктивністю плити ежектора часто зводиться до виробничої точності — здатності послідовно виготовляти компоненти, які відповідають задуму конструкції з точністю до мікронів, а не до десятих.
Професійні інженерні послуги для конструкування матриш з поєднують ці можливості — моделювання CAE, сертифіковане виробництво та галузеву експертизу — задля надання рішень для випускних пластин, оптимізованих для конкретних вимог. Інженерна команда Shaoyi є прикладом цього комплексного підходу, пропонуючи швидке прототипування за 5 днів та досягаючи 93% рівня затвердження з першої спроби завдяки методології проектування, керованій моделюванням. Їх всебічні можливості проектування та виготовлення форм задовольняють вимоги складних автомобільних застосувань, де обидва види випускних пластин — нерухомі та плаваючі — вимагають експертного інженерного розроблення, щоб відповідати стандартам OEM.
Ключові переваги співпраці зі спеціалістами з точного інженерного розроблення штампів включають:
- Швидке прототипування: Прискорення строків розроблення за допомогою швидкозмінного інструментарю для перевірки валідації
- Високий рівень затвердження з першої спроби: Проектування, підтверджене моделюванням, зменшує кількість ітерацій налаштування та прискорює початок виробництва
- Інструментарій за стандартом OEM: Відповідайте вимогам щодо документації, якості та можливості відстеження, які вимагають автотехнічні клієнти
- Оптимізація для конкретних застосувань: Скористайтеся інженерною експертизою, яка підлаштовує конструкцію пласти знімача під ваші унікальні потреби
Чи потрібне вам покриття робочої поверхні пластини знімача сріблом для стійкості до корозії чи спеціальне загартування для абразивних матеріалів — прецизійна інженерія забезпечує роботу готового оснащення так, як задумано, від першого зразка до кінця терміну служби.
Оскільки інженерна досконалість закладає основу для оптимальної роботи пластин знімача, розглянемо основні компоненти та аксесуари, які доповнюють систему.
Основні компоненти та аксесуари пластин знімача
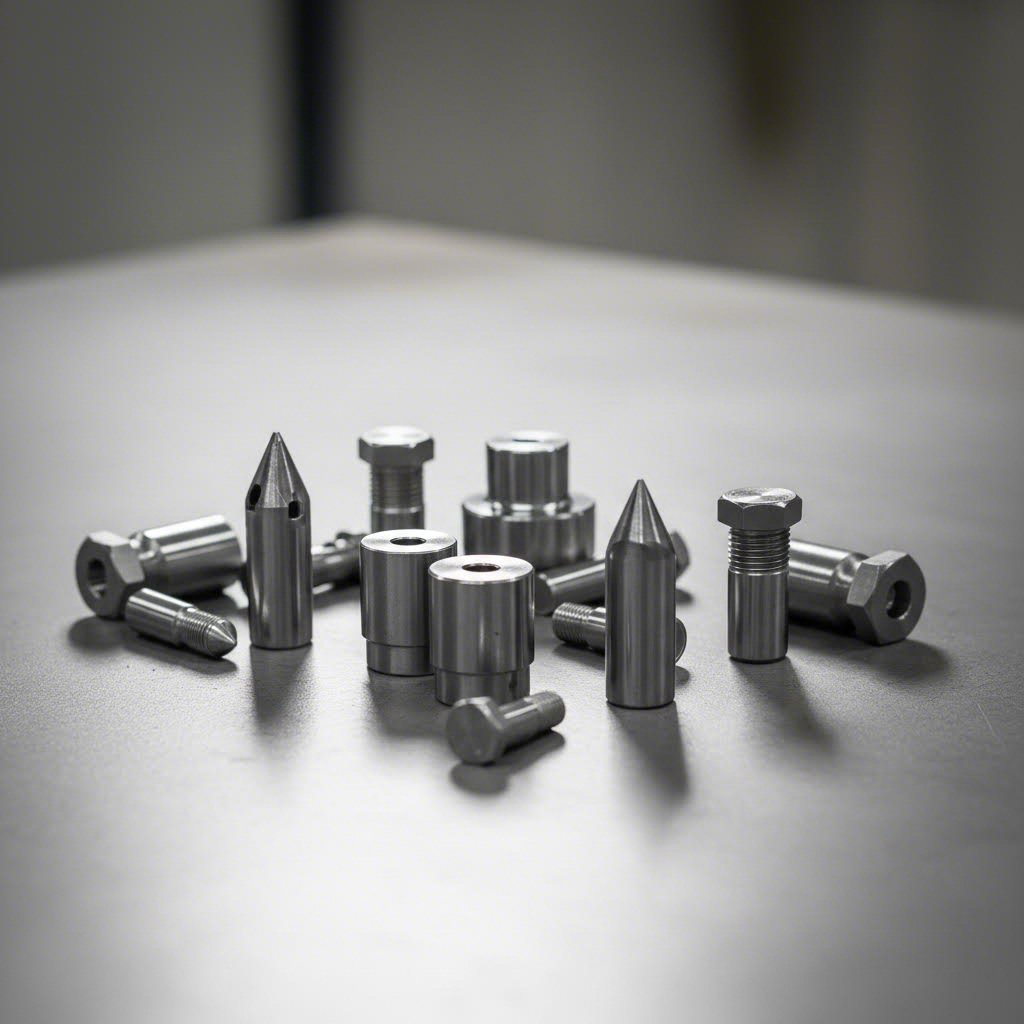
Ваш вибір пластина знімача — нерухомої чи плаваючої — є лише частиною повної системи. Компоненти, що оточують цю пластину, суттєво впливають на загальну продуктивність матриці, термін служби інструменту та якість деталей. Пілотні пробивні пуансони, пружинні тримачі та болти знімача працюють разом із вашим обраним дизайном пластина, забезпечуючи надійну систему зняття.
Уявіть так: навіть найкраща плаваюча пластина знімача працюватиме неефективно, якщо використовувати недостатньо якісні пілотні пуансони або неправильно підібрані пружини. Розуміння цих допоміжних компонентів допомагає створювати повноцінні системи, а не окремі рішення.
Вибір пілотних пуансонів для систем з пластиною знімача
Пілотні пробої виконують критичну функцію, яка полягає не лише у простому створенні отворів. Ці прецизійні компоненти забезпечують реєстрацію смуги протягом усіх операцій у прогресивній матриці, гарантуючи, що кожна станція взаємодіє з заготовкою у строго визначеному місці. Вибираючи карбідні пілотні пробої для кріплення до зйомних плит, ви інвестуєте в точність вирівнювання, яка накопичується на кожній станції матриці.
Прямі пілотні пробої для зйомних плит повинні відповідати високим вимогам:
- Коаксіальність: Діаметр пілота повинен бути строго соосним хвостовику з точністю до мікронів, щоб запобігти накопиченню позиційних помилок
- Фінішна обробка поверхні: Гладка поверхня пілота зменшує тертя під час подачі смуги та мінімізує знос отворів пілотів
- Скрістість: Кінчик пілота повинен протистояти зносу від повторного контакту з матеріалом, зберігаючи розмірну стабільність
- Точність довжини: Правильна глибина введення пілота забезпечує позиціювання смуги до того, як різальні пробої торкнуться матеріалу
Стосунки між впровадженням направляючого пуансона та типом протяжного листа потребують уважного ставлення. У конструкціях із фіксованим протяжним листом направляючі повинні повністю увійти в стрічку до того, як різальні пуансоны прорвуть поверхню плити. Плаваючі протяжні листи пропонують більшу гнучкість — пружинна плита утримує матеріал під час встановлення напрямних, забезпечуючи контрольований порядок увімкнення, що зменшує ризик помилкового позиціонування.
Ключові компоненти, що покращують роботу протяжного листа
Окрім направляючих пуансонів, кілька категорій компонентів впливають на те, наскільки добре працюватиме ваша система протяжного листа протягом строку експлуатації:
- Варіанти тримачів пружин: Ці компоненти фіксують стискальні пружини у застосуваннях із плаваючим протяжним листом. Якісні тримачі забезпечують стабільне положення пружин протягом мільйонів циклів, запобігаючи ослабленню чи зміщенню, що може призвести до нерівномірного зусилля протяжки. Розгляньте тримачі з буртиком для надійного фіксування пружин або конструкції зі шестигранною голівкою для простоти регулювання.
- Конфігурації болтів протяжного листа: Гайки, що з'єднують плаваючі пластини з елементами матриці, повинні поєднувати міцність із можливістю регулювання. Конструкції з дрібною різьбою дозволяють точно керувати попереднім навантаженням, тоді як стандартна різьба забезпечує простішу заміну. Вибір матеріалу гайок — від стандартної легованої сталі до високоякісних марок — впливає на термін витривалості при циклічних навантаженнях.
- Системи напрямних пальців і втулок: Правильне направляння пластин запобігає бічному переміщенню, яке призводить до тертя пробиваючого пуансона об верхню поверхню стрипера. Прецизійно виготовлені напрямні пальці в парі з якісними втулками зберігають вирівнювання навіть за наявності зносу.
- Утримуючі пластини та опорні блоки: Ці допоміжні компоненти розподіляють зусилля стрипінгу по поверхні пластини, запобігаючи локальному прогинанню, що впливає на якість виробу.
Відстань руху пуансона — довжина ходу, на яку пуансони переміщуються за межі пластина-снімателя — суттєво впливає на вибір компонентів. Довший хід пуансона вимагає більш надійного направляючого керування та більшої довжини ходу пружин у плаваючих конструкціях. Коли пластина-снімач пуансона тертяться об верхню поверхню при невирівнюванні, обидва компоненти зазнають прискореного зносу.
Порівняння карбідних та стандартних направляючих пуансонів
Одним із найважливіших рішень щодо компонентів є вибір матеріалу для направляючого пуансона. Вибір між карбідними та стандартними напрямними з інструментальної сталі впливає на термін служби інструменту, інтервали обслуговування та довгострокові експлуатаційні витрати.
| Характеристика | Карбідні прямі направляючі пуансоны | Стандартні напрямні з інструментальної сталі |
|---|---|---|
| Зносостійкість | Винятковий — зберігає діаметр протягом мільйонів циклів | Добрий — поступовий знос вимагає періодичної заміни |
| Початкові витрати | у 3–5 рази вищий, ніж у стандартних аналогів | Менші первинні інвестиції |
| Найкраще застосування | Високосерійне виробництво, абразивні матеріали, жорсткі допуски | Середні обсяги, неабразивні матеріали, стандартні допуски |
| Ризик розбиття | Вища крихкість вимагає обережного поводження | Більш стійкий до ударів і неправильного вирівнювання |
| Можливість повторного подрібнення | Обмежена — зазвичай замінюють, а не переточують | Кілька циклів переточки продовжують термін експлуатації |
Пілотні карбідні пуансони прямої форми для кріплення до прижимних плит забезпечують суттєві переваги в складних умовах експлуатації. Під час обробки абразивних матеріалів, таких як нержавіюча сталь або силіцієва сталь, карбідні пілоти набагато довше зберігають точний діаметр порівняно зі стандартними аналогами. Для виробництва, що працює у три зміни з мінімальними плановими простоїми, зменшення частоти заміни часто виправдовує вищі початкові витрати.
Однак крихкість карбіду вимагає обережності. Неправильне поводження під час налаштування матриці, випадковий удар або сильне незбирання можуть миттєво зламати карбідні напрямні, тоді як аналоги з інструментальної сталі можуть витримати таке ж навантаження, отримавши лише поверхневі пошкодження. Ця особливість впливає не лише на вибір матеріалу, але й на вибір типу витискної плити: послідовність контрольованого зачеплення плаваючих витискачів зменшує ударні навантаження, що загрожують карбідним компонентам.
Рішення на рівні окремих компонентів посилюються в межах усієї системи матриці. Вкладення коштів у високоякісні карбідні пробивні пуансони, закріплені на витискній плиті, при одночасному занедбанні якості пружинних тримачів створює систему, обмежену своїм найслабшим елементом.
При визначенні направляючих пуансонів та аксесуарів для вашої системи прижимної плити враховуйте повне робоче середовище. Узгоджуйте рівні якості компонентів у межах системи, вибирайте матеріали, відповідні до обсягів вашого виробництва, та забезпечуйте гармонійну роботу всіх елементів із запланованою фіксованою або плаваючою конструкцією плити.
Прижимні балки та кільця як альтернативні рішення
Досі ми зосереджувались на виборі між фіксованою та плаваючою прижимною плитою — але що, якщо плита взагалі не є правильним рішенням? Іноді найкращим вирішенням є не вибір між фіксованими та плаваючими конструкціями, а те, щоб відступити й усвідомити, що для вашого застосування ефективніше підійдуть прижимні балки або кільця.
Ці альтернативні методи знімання займають важливе місце в конструкції штампів. Розуміння того, коли кожен підхід є найефективнішим, допомагає уникнути надмірного ускладнення простих застосувань і водночас забезпечує складні штампи відповідними рішеннями.
Коли прижимні балки працюють краще за плити
Уявіть просту операцію вирубки — одиничний вирубний нож, що виробляє прості круглі або прямокутні деталі з листового матеріалу. Чи дійсно ця задача потребує повної прижимної плити з усією її складністю та вартістю? Нерідко відповідь — ні.
Прижимні планки пропонують більш просте рішення для простих форм. Ці вузькі смуги зі зверхміцної інструмальної сталі встановлюються над отвором матриці та торкаються заготовки з обох боків пробійника. Коли прес повертається, планки утримують матеріал, тим часом як пробійник виходить.
Розгляньте використання прижимних планок, якщо ваша задача передбачає:
- Прості вирубні матриці: Одностанційні операції з простими формами деталей виграють від зниження складності
- Велика площа пробійника: Коли необхідні прижимні плити ширші, ніж доступні заготовки, планки, що перекривають отвір матриці, забезпечують практичне рішення
- Інструмальне обладнання з швидкою заміною: Планки дозволяють швидший доступ до пробійника для заміни або загострення порівняно з демонтажем повних плит
- Обмежена висота матриці: Мінімальний вертикальний профіль планок зберігає закриту висоту в застосуваннях із обмеженням преса
- Проекти з обмеженим бюджетом: Планки потребують менше матеріалу та механічної обробки, ніж повні пластини, що зменшує інвестиції в оснащення
У чому компроміс? Стриппери-планки забезпечують менший контроль над матеріалом, ніж пластина. Вони контактують з заготовкою лише по вузьких лініях, а не по всій поверхні. Для тонких матеріалів або операцій, де плоскість деталі не має критичного значення, це обмеження рідко має значення. Для застосувань, що вимагають точного прижиму матеріалу, стрипери у вигляді повних пластин залишаються кращим варіантом.
Кільцеві стрипери для спеціалізованих застосувань
Що стосується круглих пуансонів, які працюють окремо? Кільцеві стрипери — їх також називають стриперними кільцями або муфтами — розташовуються концентрично навколо окремих пуансонів, забезпечуючи локалізоване зусилля стрипингу саме там, де це потрібно.
Ця альтернатива пластинчастим стриперам добре себе показує в певних сценаріях:
- Операції прошивання одним пуансоном: Коли одна кругла дірка домінує у функції матриці, кільцевий витискник забезпечує ефективне виштовхування без необхідності повної плити
- Інструменти для бойових турелей: Окремі пуншуючі станції вигодують від самостійних систем виштовхування, які рухаються разом з кожним інструментом
- Пунші великого діаметру: Великі круглі пунші створюють значні зусилля виштовхування, зосереджені на невеликій площі — кільця ефективно впораються з цими навантаженнями
- Застосування для модернізації: Додавання функції виштовхування до існуючих матриць часто виявляється простішим за допомогою кілець, ніж встановлення повних плиткових систем
- Варіанти з пружинним навантаженням: Кільцеві витискники можуть мати індивідуальні пружини для «плаваючої» роботи на основі окремого пунша
Кільцеві витискачі, як правило, монтуються в плиті або тримачі витискача з невеликим натягом або за допомогою установочних гвинтів. Внутрішній діаметр кільця забезпечує напрямну для пунша, тоді як його нижня грань контактуює з заготовкою під час виштовхування. Ця подвійна функція — напрямна та виштовхування — робить кільця особливо цінними для довгих тонких пуншів, схильних до прогину.
Вибір між пластинами, планками та кільцями
Як визначити, який метод зняття підходить для вашого застосування? Рішення залежить від складності матриці, геометрії деталі та вимог до виробництва:
| Метод зняття | Найкраще застосування | Основні переваги | Основні обмеження |
|---|---|---|---|
| Знімальні пластини (фіксовані/плаваючі) | Прогресивні матриці, складні геометрії, прецизійні деталі | Повний контроль матеріалу, направляння пуансонів, універсальність | Вищі витрати, складніший дизайн |
| Знімальні планки | Просте пробивання, великі деталі, швидкозмінні матриці | Нижча вартість, простий доступ до пробивки, мінімальна висота | Обмежене утримання матеріалу, менш точне |
| Знімачі кілець | Круглі пробивки, інструменти для баштової головки, застосування для модернізації | Сконцентроване зусилля, направляння пробивки, модульна конструкція | Лише круглі пробивки, потрібна окрема настройка |
Під час оцінки варіантів задайте собі такі орієнтовні запитання:
- Скільки пробивок потребують знімання? Кілька пробивок, розташованих близько одна до одної, краще підходять пластини; окремі пробивки можуть підходити для планок або кілець
- Яку геометрію деталі я виготовляю? Складні контури вимагають пластин; прості форми працюють із планками або кільцями
- Наскільки важлива плоскість матеріалу? Жорсткі вимоги до плоскості спонукатимуть використовувати повні пласкі витискачі
- Яке обмеження мого бюджету? Обмежений бюджет може зробити бажаними простіші рішення із застосуванням планок у відповідних випадках
- Як часто я мінятииму пуансони? Часта заміна передбачає використання планок або кілець для простішого доступу
Найкраще рішення щодо витискання відповідає реальним вимогам застосування — а не найскладнішому доступному варіанту. Прості штампи для вирубки з пластинами витискачів є надмірно ускладненими; прогресивні штампи лише з планками витискання — недостатньо продуманими.
Багато виробничих штампів стратегічно поєднують ці методи. У прогресивному штампі може використовуватися плаваюча пластина витискання на більшості станцій, тоді як окремі великі пуансони, що створюють надзвичайно великі сили витискання, обслуговуватимуться кільцями-витискачами. Такий гібридний підхід оптимізує систему витискання кожної станції залежно від її конкретних вимог.
Ознайомившись з альтернативними рішеннями для знімання, ви готові до комплексного порівняння, яке об'єднує всі ці варіанти в єдину систему вибору.
Повне порівняння нерухомої та плаваючої матриці
Ви ознайомилися з нерухомими матрицями, плаваючими конструкціями, прецизійними рішеннями та альтернативними методами знімання. Тепер настав час об’єднати все це в комплексному порівнянні, якого ви чекали — аналізі «поруч», що узагальнює всі ключові фактори та допомагає приймати обґрунтовані рішення.
Тут не йдеться про визначення універсального переможця. Натомість ви отримаєте чіткі рекомендації щодо відповідності кожного типу матриці конкретним вимогам застосування. Правильний вибір повністю залежить від ваших унікальних виробничих потреб, характеристик матеріалу та пріоритетів продуктивності.
Порівняння нерухомої та плаваючої матриці
При оцінці вибору між рухомою та нерухомою витискною плитою має значення шість розмірів. Наведена нижче порівняльна таблиця відображає всі три рівні рішень — прецизійно інженерні, рухомі та нерухомі — за цими критичними показниками продуктивності:
| Критерій оцінки | Точніші інженерні розв'язки | Рухомі витискні плити | Нерухомі витискні плити |
|---|---|---|---|
| Здатність витискування | Оптимізована за допомогою моделювання CAE для точних вимог застосування; витримує 10-25% зусилля пробивки з прецизійною калібруванням | Регульоване через вибір пружин; зазвичай ефективно витримує вищі зусилля витискання | Обмежене зусиллями, які можна керувати через жорстке кріплення; найкраще підходить для застосувань із низьким зусиллям |
| Діапазон товщини матеріалу | Повний спектр можливостей — від тонких до товстих матеріалів із оптимізацією, специфічною для застосування | Відмінно працює з матеріалами понад 1,5 мм; витримує товстий матеріал, що вимагає контрольованого тиску | Оптимальний для тонких матеріалів з товщиною менше 1,5 мм; важко працювати з товстішим матеріалом |
| Вимоги до технічного обслуговування | Передбачувальне технічне обслуговування, увімкнене завдяки даним із симуляції; оптимізовані інтервали обслуговування | Регулярний огляд пружин та їх заміна; періодичне регулювання обов’язкове | Мінімальне технічне обслуговування; менше вузлів, схильних до зносу, які потрібно контролювати або замінювати |
| Початкові витрати | Преміальна інвестиція; найвищі початкові витрати компенсуються оптимізацією продуктивності | Помірні до високих; на 20–40 % вищі, ніж у фіксованих аналогів | Найнижчі початкові інвестиції; економічно вигідні для відповідних застосувань |
| Найкраще застосування | Вимоги автовиробників (OEM), виробництво без дефектів, складні прогресивні матриці | Товсті матеріали, прогресивні матриці, запобігання затягуванню відходів, прецизійне позиціонування | Штампування тонкого листа, високошвидкісні операції, просте пробивання контуру, електронні компоненти |
| Придатність до об'єму виробництва | Виробництво великих обсягів із жорсткими вимогами до якості; мільйони циклів | Середні до високих обсягів; заміна пружин додає періодичні вікна технічного обслуговування | Усі обсяги; особливо ефективний для високошвидкісних, високих обсягів тонких матеріалів |
Зверніть увагу, як кожен варіант займає окрему область продуктивності. Точні інженерні рішення забезпечують максимальні можливості, але вимагають відповідних інвестицій. Рухомі конструкції поєднують універсальність із прийнятною складністю. Стационарні пластини пропонують простоту та економність для застосувань, що відповідають їх перевагам
Матриця вибору за типом застосування
Поза загальним порівнянням, певні сценарії застосування вказують на чіткі рекомендації. Використовуйте цю матрицю, щоб відповідати характеристикам вашого проекту з найбільш підходящим підходом до пластини витискувача
| Сценарій застосування | Рекомендоване рішення | Обґрунтування |
|---|---|---|
| Автомобільні конструктивні компоненти з вимогами IATF | Точна інженерна обробка | Вимоги OEM щодо відстеження, очікування нульових дефектів та складні геометрії виправдовують преміальні інструменти |
| Прогресивні матриці з 5+ станцій | Рухома або Точна Інженерна | Контроль матеріалу на всіх операціях запобігає накопиченню похибок позиціонування |
| Штампування товстої сталі (понад 2 мм) | Плавуча | Сила пружини компенсує пружне відновлення матеріалу; запобігає витягуванню вирізаного шматка |
| Штампування контактів високошвидкісних з’єднувачів | Зафіксовано | Тонкі матеріали та екстремальні швидкості вимагають жорсткої стабільності замість пружного підлаштування |
| Прототипне та дрібносерійне виробництво | Зафіксовано | Менші інвестиції доцільні, коли оснастка може змінитися перед запуском масового виробництва |
| Застосування нагрівальних плит у системах виштовхувачів | Точна інженерна обробка | Тепловий контроль вимагає проектування на основі моделювання для збереження зазорів |
| Розробка плит формування виштовхувачів для прототипних прес-форм | Рухома або Точна Інженерна | Регулювання забезпечує можливість зміни конструкції; контрольований виштовхування захищає поверхні деталей |
| Прості круглі операції пробивання | Нерухомі (або кільцеві знімачі) | Проста геометрія не виправдовує складності плаваючих елементів |
Коли ваше застосування охоплює кілька категорій — наприклад, поступальна матриця для обробки тонких матеріалів на високій швидкості — відповідно оцінюйте чинники. Переважна вимога зазвичай визначає вибір, а додаткові чинники підтверджують або коригують початковий напрямок.
Показано співвідношення вартості та продуктивності
Початкова ціна покупки відображає лише частину загальної вартості. Розумний вибір інструментального оснащення враховує повну економічну картину протягом усього життєвого циклу виробництва:
- Початкові інвестиції: Нерухомі пластини коштують на 20-30% менше, ніж плаваючі аналоги; рішення, створені з високою точністю, мають більш високу ціну
- Час налаштування: Нерухомі пластини встановлюються швидко з мінімальним регулюванням; плаваючі конструкції вимагають калібрування попереднього навантаження пружин; точні рішення включають оптимізовані процедури налаштування
- Частота обслуговування: Пружини у плаваючих системах потребують перевірки кожні 500 000–1 000 000 циклів; фіксовані пластини можуть працювати без обслуговування протягом багатьох років
- Витрати на простій: Зупинка, пов'язана зі стріпером, призводить до втрат часу виробництва незалежно від початкових інвестицій у інструдювання — вибір неправильного типу створює постійні витрати
- Зменшення відходів: Правильний вибір стріпера безпосередньо впливає на вихід продукції з першого циклу; преміальні рішення часто окупаються через зниження рівня браку
- Вплив на термін служби інструдювання: Відповідне зусилля виштовхування подовжує термін служби пуансонів і матриць; невідповідні системи прискорюють знос усіх різальних компонентів
Розгляньте використання стріперних пластин зі схемою виштовхування через трубчасті канали, яка застосовується в деяких застосуваннях інжекційних форм — початкові інвестиції у складність забезпечують стабільну якість виробів, що зменшує потребу у вторинних операціях та повернення від клієнтів. Той самий принцип застосовується до штампування: доречні інвестиції в системи стріперних пластин часто забезпечують позитивний ROI через поліпшення якості на наступних етапах.
Найдорожчою відривною плитою є неправильна — незалежно від її ціни. Недорога фіксована плита, яка призводить до додаткових 2% браку при виробництві мільйона деталей, створює значно більші витрати, ніж преміальна плаваюча система, що забезпечує стабільну якість.
При розрахунку ROI для інвестицій у відривні плити враховуйте такі часто ігноровані фактори:
- Час інженерів: Складні застосування можуть вимагати кількох ітерацій налагодження з простішими відривними плитами — час, який елімінують прецизійні рішення
- Альтернативні витрати: Затримка запуску виробництва через усунення несправностей відривних плит коштує втрати ринкових позицій та довіри клієнтів
- Каскадний ефект: Пошкодження деталей через відривну плиту може спричиняти проблеми на наступних етапах складання, гарантійні претензії та шкоду репутації
- Вартість гнучкості: Регульованість плаваючих відривних плит дозволяє компенсувати варіації матеріалу та знос пуансонів без модифікації матриць
Для критичних застосувань — компонентів систем безпеки автомобілів, медичних пристроїв, авіаційних деталей — гарантія ефективності прецизійно спроектованих або правильно визначених плаваючих систем зазвичай виправдовує їхню вищу вартість. Для стандартних деталей із допустимими допусками фіксовані випресовувачі забезпечують економічно вигідні результати.
Маючи цей комплексний порівняльний підхід, ви готові перетворити аналіз на дії за допомогою конкретних рекомендацій, адаптованих до типових умов виробництва.
Остаточні рекомендації щодо вибору пластини випресовувача
Ви пройшли через технічні деталі, оцінили компроміси та дослідили повний спектр рішень щодо виштовхувачів. Тепер прийшов найважливіший момент — перекласти всі ці знання в рішучі дії для вашого конкретного застосування. Чи ви розробляєте новий прогресивний штамп, чи вирішуєте проблеми існуючої штампувальної операції, чи плануєте запуск високоволюмного виробництва — ці пріоритетні рекомендації допоможуть вам зробити правильний вибір пластини виштовхувача.
Пам'ятайте: мета не полягає в тому, щоб знайти «найкращу» пластину виштовхувача в абсолютних значеннях. Це полягає в підборі рішення, яке відповідає унікальним вимогам вашого застосування та забезпечує оптимальну продуктивність, надійність і цінність у вашій конкретній ситуації.
Ваша дорожня карта вибору пластина виштовхувача
Після аналізу безлічі застосувань та всебічної оцінки вибору між фіксованою та плаваючою пластиною виштовхувача виникають чіткі патерни. Ці пріоритетні рекомендації відображають процес прийняття рішень, якого дотримуються досвідчені інженери-штампувальники:
- Для прецизійного штампування в автомобілебудуванні, що вимагає відповідності стандарту IATF: Співпрацюйте з сертифікованими фахівцями з конструювання прес-форм, які поєднують можливості комп'ютерного моделювання CAE з виробництвом, що має сертифікацію якості. Високі вимоги в автотехнічних застосунках — наслідки для безпеки, вимоги OEM щодо відстежуваності та очікування відсутності дефектів — вимагають рішень, створених із високою точністю, а не типових підходів. Компанії, такі як Shaoyi, демонструють саме такі можливості, пропонуючи швидке прототипування всього за 5 днів і досягаючи 93% схвалення з першої спроби завдяки методології проектування, заснованій на моделюванні. Їхній сертифікат IATF 16949 та глибокі знання в галузі проектування прес-форм роблять їх цінним ресурсом, коли ваше застосування потребує професійної підтримки в галузі конструювання прес-форм.
- Для тонких матеріалів товщиною менше 1,5 мм: Фіксовані витягувачі пропонують вартісно ефективну та надійну продуктивність. Жорсткий дизайн кріплення забезпечує відмінне спрямування пуансону, мінімальні вимоги щодо обслуговування та стабільну роботу протягом мільйонів циклів. До цієї категорії зазвичай належать високошвидкісне штампування електроніки, тонкостінні автобризи та прості операції вирізування. Не ускладнюйте ці застосування — залиште свій преміальний інструд для проектів, які дійсно потребують плаваючих або прецизійно інженерних рішень.
- Для товстих матеріалів або прогресивних матриць: Плаваючі витягувачі забезпечують контрольований тиск та обробку матеріалу, які вимагаються у цих застосуваннях. Конструкція з пружинним навантаженням компенсує спружинювання матеріалу, запобігає витяганню вирізаних заготовок і враховує знос пуансонів, що виникає під час тривалих циклів виробництва. При обробці заготовок понад 1,5 мм або при експлуатації прогресивних матриць з кількома станціями, регульованість і активне витягування зусилля плаваючих конструкцій зазвичай виправдовують їх вищі початкові інвестиції.
- Для робіт з прототипування та розробки: Починайте з фіксованих виштовхувачів, якщо конкретні вимоги до застосування чітко не вказують на інше. Нижчі початкові інвестиції є доцільними, коли конструкція може змінюватися перед запуском у виробництво. Ви завжди можете перейти на плаваючі системи під час виготовлення виробничого оснащення, якщо результати випробувань покажуть таку необхідність.
- Для спеціалізованого обладнання: Враховуйте специфічні вимоги вашого обладнання. Наприклад, плита виштовхувача для дровокола Yardmax має зовсім інші вимоги, ніж точне штампувальне оснащення — значні ударні навантаження, вплив зовнішніх умов та інші характеристики матеріалу. Підбирайте тип виштовхувача відповідно до реальних умов експлуатації, а не застосовуйте правила для штампувальних матриць універсально. Аналогічно, застосування плит виштовхувачів Ingun у випробувальному обладнанні вимагає високої точності центрування, що може робити фіксовані конструкції бажанішими, незважаючи на інші фактори, які вказують на плаваючі альтернативи.
Підбирайте правильний тип виштовхувача відповідно до вашого застосування
За межами пріоритетних рекомендацій, розгляньте ці специфічні до застосування інсайти, які дозволяють точно налаштувати ваш вибір:
- Коли критично важлива плоскість деталі: Контрольований натиск плаваючих витискачів запобігає підйому матеріалу, що спричиняє викривлення розмірів під час різання
- При обробці матеріалів різної товщини: Регульовані плити витискачів окупили себе через здатність працювати з різними заготовками без модифікації матриці
- Коли викидання відходів спричиняє проблеми якості: Активний натиск знизу у плаваючих конструкціях значно зменшує затримання відходів на робочих гранях пуансонів
- Коли обмежена висота матриці: Фіксовані витискачі з мінімальним вертикальним габаритом економлять цінний простір у застосуваннях з обмеженою висотою ходу преса
- Коли час обслуговування обмежений: Зменшена кількість компонентів у фіксованих конструкціях означає менше деталей, які потрібно перевіряти, регулювати або замінювати
- При обробці абразивних матеріалів: Підбирайте вилучач у поєднанні з відповідними покриттями та високоякісними матеріалами направляючого пуансона для подовження терміну служби
Враховуйте, що спеціалізовані застосування, наприклад, заміна плит вилучача для дровокола Yardmax, мають цілком інші критерії вибору — з акцентом на міцність і стійкість до ударів, а не на точність, яка є пріоритетною при виборі штампів
Рекомендації експертів для типових ситуацій
Для читачів, які стикаються з певними рішеннями, ось пряма рекомендація, заснована на найпоширеніших сценаріях застосування:
- Запуск нової програми послідовного штампування: Інвестуйте в CAE-моделювання на етапі проектування, щоб оптимізувати конфігурацію плити вилучача до початку обробки сталі. Вартість моделювання становить лише частину витрат на коригування під час пробного запуску
- Нестабільна якість виробів: Оцініть, чи ваш поточний тип скидника відповідає вимогам щодо товщини матеріалу та складності деталі. Заміна фіксованого скидника на плаваючий часто вирішує тривалі проблеми з якістю.
- Планування високоволюмного виробництва автомобілів: Залучайте спеціалістів з інструмального інженерування, які мають сертифікацію IATF, на ранніх етапах програми. Інженерна команда Shaoyi пропонує ефективні за вартістю, високоякісні інструменти, адаптовані до стандартів OEM, з можливостями високоволюмного виробництва, які масштабуються відповідно до ваших потреб.
- Балансування обмежень бюджету з потребами продуктивності: Використовуйте фіксовані скидники, де це доцільно, щоб зберегти бюджет на плаваючі або прецизійно інженерні рішення, де вони дійсно необхідні.
- Модернізація існуючих матриш: Кільцеві скидники пропонують практичний шлях модернізації, додаючи плаваючий тип скидання в конкретних місцях пробою без повної заміни плити.
Рішення щодо використання фіксованої чи плаваючої протяжної плити в кінцевому підсумку зводиться до одного принципу: потрібно узгодити рішення з реальними вимогами. Недостатнє проектування призводить до проблем із якістю; надмірне проектування — це марні трата ресурсів. Оптимальний варіант полягає в об'єктивній оцінці реальних вимог вашого застосування.
При виборі протяжної плити пам'ятайте, що це рішення пов'язане з усіма іншими аспектами конструкції штампу. Найкращий вибір протяжної плити враховує геометрію пуансонів, характеристики матеріалу, обсяги виробництва, вимоги до якості та можливості технічного обслуговування як взаємопов'язані фактори, а не ізольовані змінні. Якщо виникають сумніви, звертайтесь до досвідчених інженерів-штампувальників, які зможуть оцінити загальну картину вашого застосування та запропонувати рішення, оптимізовані для вашого конкретного успіху.
Поширені запитання щодо фіксованих та плаваючих протяжних плит
1. Що таке протяжна плита в прес-інструменті?
Пластина виштовхувача — це важливий елемент матриці, який видаляє матеріал заготовки з пуансонів після кожного ходу. Вона може бути фіксованою (жорстко закріпленою) або плаваючою (з пружинним навантаженням). Фіксовані виштовхувачі знімають матеріал, але не утримують його під час роботи, тоді як плаваючі активно прижимають матеріал під час штампування та використовують пружинну силу для контрольованого виштовхування. Вибір між типами безпосередньо впливає на якість деталей, термін служби інструменту та ефективність виробництва.
2. Що таке сила виштовхування в застосуванні прес-інструментів?
Сила виштовхування — це сила, необхідна для відокремлення матеріалу, що залишився на пуансоні після різання. Зазвичай вона становить від 10 до 25% сили пробивання. Плаваючі пластина виштовхувача забезпечують регульовану силу виштовхування за рахунок вибору пружин, тоді як фіксовані пластини залежать від ходу преса. Правильна сила виштовхування запобігає витягуванню вилученого матеріалу (слагів), забезпечує чисте відокремлення деталей і підтримує стабільність циклів штампування.
3. Коли слід використовувати фіксовану пластину виштовхувача замість плаваючої?
Фіксовані витяжні плити ідеально підходять для тонких матеріалів товщиною менше 1,5 мм, операцій високошвидкісного штампування з частотою понад 400 ходів на хвилину та простих пробивних матриць. Вони коштують на 20-30% менше, ніж плаваючі аналоги, потребують мінімального обслуговування та забезпечують чудову стабільність при штампуванні прецизійних електронних компонентів. Обирайте фіксовані витяжні пристрої, коли поведінка матеріалу передбачувана, а контрольований тиск прижиму не є критичним.
4. Які основні переваги плаваючих витяжних плит?
Плаваючі витяжні плити добре себе показали при роботі з товстими матеріалами більше 1,5 мм, поступовими матрицями та застосуваннями, що вимагають точного позиціонування деталей. Основні переваги включають відмінний контроль матеріалу під час пробивання, зменшення випадання вирізаних відходів завдяки активному нижньому тиску, автоматичну компенсацію зносу пуансонів та регульоване зусилля пружин. Вони є обов’язковими, коли потрібен контрольований зусилля витяжки через пружне відновлення матеріалу, складні геометрії або вимоги до виробництва без дефектів.
5. Чим відрізняються знімальні планки та кільця від знімальних плит?
Знімальні планки — це вузькі смуги зі зміцненої сталі, які перекривають отвір матриці; ідеально підходять для простого пробивання, великих деталей і швидкозмінного інструменту при нижчій вартості. Кільця-знімачі охоплюють окремі круглі пуансони, ідеально підходять для операцій з одним пуансоном і баштового інструменту. Плити забезпечують повний контроль над матеріалом у складних поступових матрицях. Вибирайте залежно від складності матриці: плити — для багатоопераційних точних робіт, планки — для простих операцій, кільця — для окремих круглих пуансонів.