 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Секрети металообробки на верстатах з ЧПУ: те, про що виробники мріяли б дізнатися вперше
Що насправді означає обробка металів за допомогою ЧПК
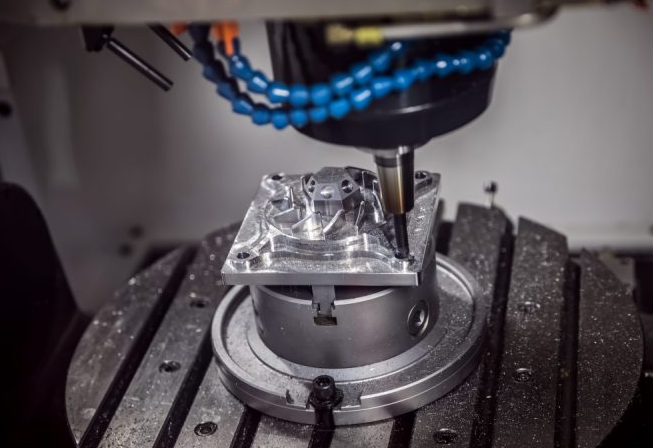
Уявіть, що ви даєте машині чіткі вказівки щодо того, як різати метал із точністю майстра-ремісника — але робите це за допомогою коду замість ручних навичок. Саме це й забезпечує обробка металів за допомогою ЧПК. Верстат з ЧПК перетворює сировинний металевий заготов на готові деталі, слідкуючи за точними цифровими інструкціями й усуваючи припущення та людські помилки, які раніше були характерними для металообробки.
ЧПУ означає керування за допомогою комп'ютеризованої числових команд , і ця технологія є одним із найважливіших проривів в історії виробництва. Замість ручного керування різальними інструментами по заготовці оператори програмують пристрій з ЧПК на виконання рухів із повторюваністю, яку людські руки просто не в змозі забезпечити.
Від ручних токарних верстатів до цифрової точності
До появи технології ЧПК токарі й фрезерувальники проводили роки, розвиваючи м’язову пам’ять і інтуїцію, необхідні для роботи з ручними токарними й фрезерними верстатами. Кожне різання залежало від майстерності оператора, а виготовлення однакових деталей вимагало використання шаблонів, пристосувань і значного досвіду. Токарний верстат з числовим програмним керуванням змінив усе це, зберігаючи інструкції щодо рухів у цифровому вигляді й дозволяючи верстатам необмежено відтворювати складні операції.
Цей перехід покращив не лише точність — він демократизував точну металообробку. Сьогодні добре запрограмований верстат з ЧПК може виготовляти деталі, для яких ще кілька десятиліть тому було потрібне майстерне вміння.
Комп’ютер-контрольна революція в металообробці
У своїй основі будь-яка система металообробки з ЧПК складається з чотирьох основних компонентів, що працюють разом:
- Комп’ютерна система керування: «Мозок», який інтерпретує запрограмовані інструкції й координує всі рухи верстата
- Ріжучий інструмент: Фрези, свердла та спеціалізовані різальні інструменти, які фізично видаляють матеріал із заготовки
- Пристрої для кріплення заготовки: Висячі пристрої, затискачі та пристосування, що фіксують металеву заготовку під час обробки
- Металева заготовка: Сировина, з якої виготовляється кінцева деталь
Ці компоненти взаємодіють за допомогою G-коду — мови програмування, яка на перший погляд здається складною, але базується на простих принципах. Уявіть собі G-код як інструкції GPS для вашого різального інструменту. Такі команди, як «G01 X2.0 Y1.5 F10», просто вказують верстату переміститися по прямій лінії до певних координат із заданою швидкістю. Сучасне ПЗ CAM автоматично генерує цей код на основі ваших тривимірних моделей, тому вам рідко доводиться писати його вручну.
Розбір технології ЧПУ для металообробки
Те, що відрізняє верстат з ЧПУ від іншого автоматизованого обладнання, — це його здатність інтерпретувати числові дані та перетворювати їх у точні фізичні рухи. Коли хтось у неформальній розмові згадує верстат з ЧПУ, зазвичай має на увазі саме цю технологію — термінологія може відрізнятися, але основний принцип залишається незмінним.
Сучасні CNC-верстати можуть досягати точності позиціонування всередині 0,0001 дюйма — це приблизно 1/700 товщини людського волоса, що забезпечує точність, яку раніше було неможливо отримати поза спеціалізованими лабораторіями.
Саме ця здатність пояснює, чому обробка металів на CNC-верстатах стала незамінною в галузях, де потрібні жорсткі допуски. Незалежно від того, чи ви виготовляєте компоненти для авіакосмічної промисловості чи спеціальні автомобільні деталі, розуміння цих основних принципів підготує вас до прийняття обґрунтованих рішень щодо обладнання, матеріалів та технологічних процесів.
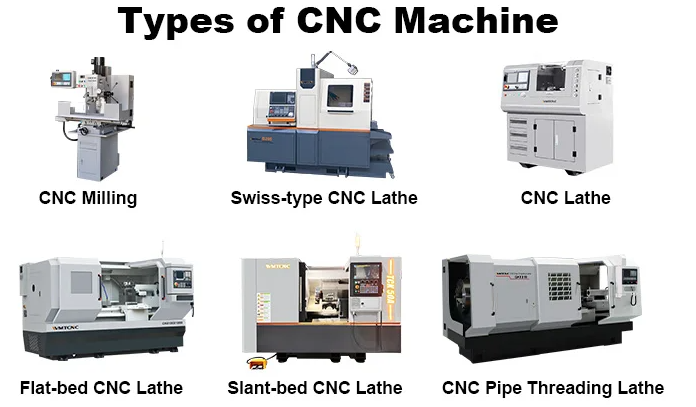
Порівняння типів CNC-верстатів для обробки металів
Не всі CNC-обладнання обробляють метали однаково. Вибір непідходящого типу верстата для вашого проекту призводить до втрати часу, незадовільних результатів та роздратування. Отже, як правильно підібрати інструмент до ваших потреб у металообробці? Розуміння ключових відмінностей між CNC-фрезерними верстатами, токарними верстатами, фрезерними станками (роутерами) та системами різання надає вам базу для прийняття розумніших рішень з першого дня.
Кожна категорія верстатів відрізняється в певних сферах застосування. Фрезерний верстат з ЧПУ, що виробляє бездоганні тривимірні контури, може бути зовсім непридатним для високопродуктивного розкрою листового матеріалу. У той же час плазмовий різак, який швидко прорізає товсті сталеві плити, не здатен забезпечити вузькі допуски, необхідні для виготовлення прецизійних деталей. Розглянемо, що саме забезпечує кожен тип верстатів.
Фрезерні верстати проти фрезерних маршрутизаторів у металевих проектах
Коли виробники обговорюють фрезерні верстати з ЧПУ , як правило, мають на увазі верстати, призначені для видалення матеріалу за допомогою обертових інструментів, що занурюються в металеві заготовки й переміщуються по них. Ці верстати чудово справляються з виготовленням складних тривимірних геометрій із винятковою точністю. Якісний фрезерний верстат з ЧПУ здатний забезпечувати допуски, яких методи розкрою листового матеріалу просто не можуть досягти.
ЧПК-фрезерні верстати, навпаки, надають перевагу розміру робочої зони перед високою жорсткістю конструкції. Їх зазвичай використовують для обробки більших плоских заготовок — наприклад, панелей для вивісок, компонентів корпусів або архітектурних металевих виробів. Хоча фрезерні верстати ефективно ріжуть алюміній та інші м’якші метали, їм, як правило, не вистачає структурної жорсткості для агресивного різання сталі чи важкорізаних сплавів.
Ось практичний спосіб розуміння цього: якщо ваші деталі потребують складних карманів, точних отворів або багатогранної обробки, ЧПК-фрезерні верстати — це саме те, що вам потрібно. Якщо ж ви ріжете плоскі контури з листового матеріалу на великих площах, краще підійде фрезерна установка.
Коли субтрактивна обробка поєднується з термічним різанням
Крім традиційних процесів, що створюють стружку, технологія ЧПК-різальних верстатів включає термічні та абразивні методи, що значно розширюють можливості для роботи з листовим матеріалом та плитами. Плазмові різаки, лазерні різаки та водоструминні верстати мають свої унікальні переваги у металообробці.
Плазмове різання використовує електрично йонізований газовий потік для плавлення провідних металів із надзвичайною швидкістю. Цей метод є економічно вигідним для більш товстих сталевих листів, але створює зону термічного впливу, яка може вимагати додаткової обробки. Лазерне різання забезпечує вищу якість кромок і дозволяє виконувати складні деталі, хоча обмеження щодо товщини матеріалу залежать від потужності лазера.
Гідроабразивні верстати застосовують зовсім інший підхід — високотискову воду, змішану з абразивним гранатом, для ерозійного розрізання практично будь-якого матеріалу. Оскільки процес не пов’язаний з нагріванням, гідроабразивне різання повністю усуває проблеми теплових деформацій. Це робить його ідеальним для термочутливих сплавів або застосувань, де властивості матеріалу мають залишатися незмінними.
Підбір типів верстатів під металеві застосування
ЧПК-токарний верстат займає окрему категорію, оскільки його спеціально розроблено для циліндричних і обертових деталей. Тоді як фрезерні верстати та маршрутизатори переміщують різальний інструмент навколо нерухомої заготовки, на токарних верстатах сама заготовка обертається відносно нерухомого або рухомого інструменту. Вали, втулки, різьбові компоненти та будь-які деталі з осьовою симетрією зазвичай обробляють на токарному верстаті.
Для складних геометрій, що потребують обробки з кількох кутів, можливості 5-вісного фрезерування кардинально розширюють технологічні можливості. Ці передові системи дозволяють різальному інструменту підходити до заготовки з практично будь-якого напрямку, забезпечуючи обробку піднутрень, складних кутів і органічних форм, які на простіших верстатах вимагали б кількох окремих налаштувань.
| Тип машини | Типові метали | Прецезійний рівень | Швидкість | Товщина обробки | Найкраще застосування |
|---|---|---|---|---|---|
| Фрезерний станок CNC | Усі оброблювані метали | ±0,0005" до ±0,005" | Середня | Обмежено робочим простором | 3D-контури, прецизійні деталі, форми |
| Cnc router | Алюміній, латунь, м’які метали | ±0,005" до ±0,015" | Швидке фрезерування 2D-профілів | Зазвичай до 1" | Великі плоскі деталі, інформаційні таблички, панелі |
| ЧПУ токарний верстат | Усі оброблювані метали | ±0,0005" до ±0,002" | Висока для циліндричних деталей | Обмежена пропускною здатністю патрона/заготовки | Валів, втулок, різьбових деталей |
| Плазменна різка | Провідні метали, сталь | ±0,015" до ±0,030" | Дуже швидко | До 2"+ із сталі | Різання товстого листа, будівельні роботи |
| Лазерний різак | Сталь, нержавіюча, алюміній | ±0,005" до ±0,010" | Швидке для тонких матеріалів | До 1" у сталі, типово | Деталізована обробка профілів, робота з тонким листом |
| Водяна струя | Будь-які метали, у тому числі загартовані | від ±0,003" до ±0,010" | Повільніше, ніж термічна обробка | Можливо до 8"+ | Теплочутливі метали, товсті матеріали |
Розуміння цих відмінностей допомагає уникнути поширеної помилки — примусового використання фрезерного верстата для завдань, які краще виконувати за допомогою інших технологій. Кожна платформа є результатом десятиліть інженерної оптимізації під певні стратегії знімання матеріалу — правильний вибір категорії відповідно до вашого застосування забезпечує успішне виконання проектів ще до того, як ви навантажите заготовку.
Пояснення сумісності металевих матеріалів з ЧПУ
Ви обрали правильний тип верстата — але чи врахували ви, що станеться, коли різальний інструмент зіткнеться з обраним вами металом? Саме сумісність матеріалів часто стає неочікуваним перешкоджальним фактором для багатьох виробників. Різні метали поводяться дуже по-різному в умовах механічної обробки, і розуміння цих особливостей ще до початку різання дозволяє економити й час, й витрати на інструмент.
Правда полягає в тому, що не кожен металевий CNC-верстат однаково добре обробляє всі матеріали. Для обробки деяких металів на CNC-верстатах потрібна певна жорсткість верстата, спеціальне інструментування або конкретні стратегії різання, щоб отримати задовільні результати. Розглянемо, що робить кожен поширений метал унікальним і як правильно підійти до його обробки.
Алюміній та його властивості, сприятливі для обробки
Якщо ви шукайте найбільш «послухняний» матеріал для різання, алюміній стоїть на першому місці. CNC-верстат для алюмінію може працювати з агресивними швидкостями, оскільки м’якість алюмінію дозволяє швидко видаляти матеріал без надмірного зношування інструменту. За даними експертів з виробництва компанії Hubs, алюмінієві сплави мають чудове співвідношення міцності до ваги, а також високу теплову й електричну провідність, що робить їх найекономічнішим варіантом як для прототипів, так і для серійних деталей.
Основні аспекти, які слід враховувати при обробці алюмінію:
- Видалення стружки: М’якість алюмінію призводить до утворення довгих, ниткоподібних стружок, які можуть намотуватися на інструмент і забивати канавки — тому обов’язково потрібне ефективне видалення стружки та застосування струменя повітря або охолоджувальної рідини
- Нагромадження металу на різальній кромці: При високих температурах матеріал може зварюватися з різальними кромками, тому необхідно використовувати гострі інструменти та відповідні швидкості різання
- Чутливість до стану поверхні: М’який матеріал легко залишає сліди інструменту, тому для косметичних деталей критично важливі швидкість подачі та геометрія інструменту
- Різновиди сплавів: сплав 6061 має чудову загальну оброблюваність, тоді як сплав 7075 можна піддавати термообробці для досягнення міцності, порівнянної зі сталлю
Для більшості CNC-верстатів для обробки металів алюміній є ідеальним початковим матеріалом для набуття навичок та верифікації програм перед переходом до більш складних у обробці матеріалів.
Марки сталі та їхні виклики при обробці на CNC
Сталь вносить інший набір вимог, що розділяє обладнання для хобі від верстатів, створених для серйозної металообробки. ЧПК-верстат для обробки сталі потребує значно більшої жорсткості, ніж верстат, призначений переважно для алюмінію. Збільшені сили різання, що виникають під час обробки сталі, можуть викликати деформацію легких рам, що призводить до вібрацій («дренчання»), поганої якості поверхні та неточності розмірів.
Працюючи з низьковуглецевою та легованою сталями, враховуйте такі фактори:
- Вимоги до жорсткості верстата: Для отримання стабільних результатів необхідні важчі рами, більші лінійні напрямні та міцні шпінделя
- Контроль температури: Нижча теплопровідність сталі означає, що тепло концентрується в зоні різання — застосування повного охолодження (заливне охолодження) або відповідної різальної мастила запобігає деградації інструменту
- Розрахунок подачі та швидкості: Занадто повільна робота призводить до наклепу; занадто висока швидкість викликає надмірне нагрівання й швидке зношування інструменту
- Вибір інструментів: Твердосплавний інструмент із відповідними покриттями набагато краще справляється зі сталлю, ніж інструмент із швидкорізальної сталі
Сплави з низьковуглецевої сталі, такі як 1018, забезпечують хорошу оброблюваність для загальних застосувань, тоді як леговані сталі, наприклад 4140, вимагають більш ретельного підбору параметрів, але забезпечують вищі механічні властивості у готових деталях.
Екзотичні метали — від титану до латуні
Крім поширених сімейств сталі та алюмінію, кілька спеціальних металів створюють унікальні виклики під час обробки, які вимагають належної підготовки.
Обробка нержавіючої сталі викликає труднощі у багатьох виробників через її схильність до наклепу. Згідно з фахівцями з обробки матеріалів компанії Lamina Technologies , нержавіюча сталь значно складніша й «гумовіша», ніж вуглецева сталь, швидко упрочнюється під час обробки, що й пояснює її низьку оцінку оброблюваності. Рішення полягає в наступному:
- Постійне зачеплення: Ніколи не допускайте затримки інструменту або його тертя — підтримуйте позитивну різальну дію, щоб запобігти упрочненню поверхні
- Знижені швидкості: Інструменти, що працюють з обертами нижче 4000 об/хв, мінімізують нагрівання, яке прискорює процес наклепу
- Гострі інструменти: Тупі кромки викликають тертя замість різального дії, що погіршує проблему наклепу
- Правильний тиск: Уникайте надмірного зусилля, що призводить до перегріву й пошкодження як матеріалу, так і різального інструменту
Мідь і латунь знаходяться на протилежному кінці спектра оброблюваності. Ці матеріали чудово піддаються механічній обробці з мінімальним зносом інструменту, тому їх улюблено використовувати у високопродуктивному виробництві. Зокрема, латунь C36000 має відмінну оброблюваність у поєднанні з природною стійкістю до корозії та високою межею міцності на розтяг. Основна проблема, пов’язана з цими м’якшими металами, — це контроль утворення заусінець та забезпечення чистих скосів кромок.
Титан вимагає особливої уваги й спеціалізованих підходів. Хоча титан забезпечує виняткове співвідношення міцності до ваги для аерокосмічних та медичних застосувань, його обробка вимагає:
- Спеціалізоване обладнання: Гострих геометрій з позитивними кутами передньої поверхні, спеціально розроблених для титанових сплавів
- Інтенсивного охолодження: Подача охолоджувальної рідини під високим тиском безпосередньо в зону різання
- Знижені швидкості при збереженні подачі: Повільніші оберти шпинделя, але постійне навантаження на стружку для запобігання тертям
- Жорсткі налаштування: Будь-які вібрації або дрижання швидко знищують дороге інструментальне забезпечення
Розуміння того, як поводиться вибраний вами метал у умовах різання, безпосередньо впливає на всі рішення — від вибору CNC-верстата для обробки металу до закупівлі інструментів та стратегій програмування. Властивості матеріалу визначають те, що можливо, — а також яка підготовка забезпечує успіх.

Простими словами: точність і можливості витримання допусків
Ви підібрали тип верстата під ваше застосування та обрали сумісні матеріали — але чи здатне ваше обладнання справді забезпечити ту точність, яка потрібна для ваших деталей? Точність відокремлює функціональні компоненти від дорогого брухту, проте багато виробників недооцінюють, наскільки значно можливості витримання допусків варіюються в різних конфігураціях CNC.
Розуміння того, яких рівнів точності реально можна досягти за допомогою вашого обладнання, запобігає роздратуванню та марному витрачанню ресурсів. Настільний фрезерний верстат, призначений для хобі-проектів, просто не здатен забезпечити таку саму точність, яку надає промислове обладнання, і очікування іншого призводить до розчарування. Розглянемо, що визначає ці відмінності та на якому рівні фактично працюють різні категорії верстатів.
Розуміння тисячних і десятитисячних
Коли токарі й фрезерувальники говорять про допуски, вони мають на увазі тисячні частини дюйма — записуються як 0,001″ і часто називаються «одним таусом». Для більш вимогливих завдань потрібні десятитисячні частини дюйма, що записуються як 0,0001″ і в майстернях називаються «десятими». Ці виміри здаються абстрактними, доки ви не усвідомите, що товщина людського волосся становить приблизно 0,003″, тож обробка металу з високою точністю — це справжній виклик щодо контролю розмірів, менших за ті, з якими ми стикаємося в повсякденному житті.
Згідно з дослідженнями у галузі точного машинобудування від CNC Cookbook досягнення таких вузьких допусків вимагає розуміння двох окремих понять: точності (наскільки близько верстат позиціонує інструмент до заданої координати) та повторюваності (наскільки стабільно він повертається до цієї самої позиції). Верстат може неодноразово «влучати» в одну й ту саму точку, але систематично відхилятися від цільової позиції — або ж у середньому влучати в ціль, але непередбачувано варіювати результати між окремими обробками.
Різні категорії ЧПУ-верстатів забезпечують кардинально різні можливості щодо допусків:
- Любительські настільні верстати: ±0,005" — типове значення; придатні для некритичних деталей, пристосувань та навчальних проектів
- Півпрофесійні настільні фрезерні верстати: ±0,002" — достатньо для функціональних прототипів та деталей легкого серійного виробництва
- Промислове обладнання: ±0,0005" або краще — обов’язково для авіаційно-космічної, медичної та прецизійної інженерної галузей
Ці діапазони передбачають правильну налаштовку та експлуатацію. Невиконання базових вимог — наприклад, недостатньої жорсткості кріплення заготовки чи неправильного теплового режиму — швидко знижує продуктивність навіть високопотужного обладнання до рівня любительських верстатів.
Скільки справжньої точності коштує в ЧПУ
Кілька механічних факторів визначають, де саме на спектрі точності розташовується той чи інший верстат. Розуміння цих факторів допомагає реалістично оцінювати обладнання та виявляти шляхи його модернізації, що забезпечують суттєве підвищення точності.
Жорсткість верстата створює основу для досягнення високої точності. За словами експертів з обробки металів, найкращі верстати мають значно більшу масу, ніж бюджетні аналоги, оскільки «іншого способу забезпечити їх жорсткість, крім як за рахунок масивної конструкції, просто не існує». Чавунні рами краще пригнічають вібрації, ніж алюмінієві або сталеві зварні конструкції, що пояснює, чому професійне металообробне обладнання виглядає надмірно масивним порівняно з побутовими або хобі-верстатами.
Кулькові гвинти проти ходових гвинтів є одним із найважливіших чинників, що визначають рівень точності. Дослідження від Rockford Ball Screw показує, що кулькові гвинти працюють з ККД 90 % і мінімальним люфтом, тоді як середній ККД гвинтів типу ACME становить лише 44 %, а люфт може сягати від 0,005" до 0,025". Шліфовані кулькові гвинти забезпечують точність ходу нижче 0,0003" і практично нульовий люфт — це значне поліпшення порівняно з бюджетними альтернативами.
Додаткові чинники точності включають:
- Лінійні напрямні: Якісні лінійні рейки забезпечують стабільну точність руху на всьому діапазоні ходу, тоді як зношені клиноподібні напрямні вводять поступові похибки.
- Якість шпинделя: Биття шпинделя безпосередньо передається на кожне різання — прецизійні шпинделя з попередньо навантаженими підшипниками забезпечують точність у десятих частках дюйма, тоді як бюджетні шпинделя можуть мати биття в кілька тисячних дюйма.
- Термічна стійкість: Під час експлуатації обладнання його компоненти нагріваються й розширюються з різною швидкістю, що призводить до зміщення положень — промислові верстати оснащені системами термокомпенсації або конструкціями, стійкими до змін температури.
- Сталеві прокладки: Прецизійне вирівнювання під час збирання за допомогою якісного матеріалу для прокладок забезпечує збереження правильних геометричних співвідношень навіть під навантаженням під час різання.
Кожен із цих факторів посилює вплив інших. Настільний фрезерний верстат із якісними кульковими гвинтами, але з посереднім шпінделем не досягне свого теоретичного потенціалу — для забезпечення точності потрібно враховувати всі елементи системи.
Накопичення допусків та реальна точність
Окрім окремих можливостей верстата, розуміння того, як допуски накопичуються на кількох елементах, допомагає вам проектувати деталі, які справді можна виготовити. Кожен розмір має свій власний допуск, і ці допуски накопичуються в межах вашого проекту.
Трикоординатний ЧПУ-верстат виконує більшість простих завдань, але для обробки деталей з різних напрямків вимагає кількох установок. Згідно з аналізом виробництва від YCM Alliance , кожна установка вносить потенційні відхилення у точність — помилки повторного позиціонування, які додаються до загального накопичення допусків. Складні деталі, оброблені за чотирма або п’ятьма установками, можуть мати значні позиційні похибки між елементами, обробленими в різних напрямках.
обробка на 5-осевому верстаті усуває це обмеження, забезпечуючи повну обробку деталі за один підхід. Дві додаткові обертальні осі дозволяють інструменту наближатися до заготовки з практично будь-якого кута без необхідності її перевстановлення. Усі елементи відносяться до одного базового елемента, що повністю усуває похибки, спричинені установкою. Ця можливість забезпечує:
- Вирізання піднутрень та складних кутів: Геометрії, які фізично неможливо обробити за допомогою 3-осевих траєкторій інструменту
- Поліпшені якості поверхневої обробки: Оптимальна орієнтація інструменту щодо оброблюваної поверхні зменшує хвилястість («скалопінг») та сліди інструменту
- Подовжений термін служби інструменту: Підтримка ідеальних кутів різання зменшує напруження та знос інструменту
- Складні органічні форми: Лопатки турбін, колеса компресорів та скульптурні поверхні, які в іншому разі потребували б тривалої ручної доводки
Для виробників, що виготовляють деталі складної геометрії, п’ятиосьова функціональність часто виправдовує свої вищі витрати за рахунок підвищеної точності, скорочення тривалості циклу та усунення додаткових операцій. Однак простіші деталі з елементами, до яких можна отримати доступ із одного напрямку, рідко надають достатньо переваг, щоб виправдати додаткові інвестиції.
Знання ваших вимог до точності до вибору обладнання — а також чесна оцінка того, чи підтримують ваш бюджет і кваліфікація ці вимоги — допомагає уникнути поширеної помилки: очікування продуктивності настільного обладнання від побутового пристрою або надмірних витрат на промислові можливості, які ви ніколи повністю не використаєте.
Галузі, що залежать від CNC-обробки металів
Ви ознайомилися з типами верстатів, сумісністю з матеріалами та можливостями щодо точності — але де саме застосовується вся ця інформація на практиці? Розуміння того, у яких галузях особливо активно використовується CNC-обробка металів, пояснює, чому певні технічні характеристики мають таке значення, і допомагає визначити, у яких сферах ваші навички чи послуги можуть мати найбільший попит.
Від блоків циліндрів, що забезпечують рух транспортних засобів на автомагістралях, до хірургічних інструментів, які рятують життя в операційних залах, обробка металів за допомогою ЧПУ стала невід’ємною частиною сучасного виробництва. Кожна галузь висуває унікальні вимоги, що спонукають технології ЧПУ розвиватися в різних напрямках, формуючи спеціалізовані застосування — від масового виробництва до одиничних прототипів.
Автомобільні компоненти в масштабі
Автомобільна галузь уже давно є однією з найбільш значущих користувачів технології різання металів за допомогою ЧПУ. Згідно з даними експертів з виробництва з журналу American Business Magazine , автовиробники використовують ефективність ЧПУ для виготовлення таких компонентів, як блоки циліндрів, коробки передач і головки циліндрів, забезпечуючи надзвичайну узгодженість параметрів навіть при випуску мільйонів одиниць.
Що робить ЧПУ незамінним для автомобільних застосувань?
- Компоненти двигуна: Головки циліндрів, впускні колектори та блоки циліндрів вимагають точних розмірів отворів і якості поверхонь, що безпосередньо впливають на продуктивність і термін служби
- Деталі трансмісії: Зубчасті колеса, валів та корпуси вимагають жорстких допусків для забезпечення плавної роботи й мінімального рівня шуму
- Ходова частина та підвіска: Рибки керма, кронштейни та елементи кермового приводу потребують стабільної міцності й точності розмірів у серійному виробництві великих обсягів
- Індивідуальні зборки: Модифікації для вторинного ринку та спеціальні компоненти транспортних засобів вигідно використовують можливості ЧПУ-обробки для економічного виробництва невеликих партій
Крім стандартного виробництва, верстат для різання металу з ЧПУ є незамінним інструментом для швидкого прототипування в автомобільній розробці. Конструктори можуть тестувати й корегувати деталі до початку виготовлення оснастки для масового виробництва, значно зменшуючи витрати, пов’язані з помилками. Ця можливість стала особливо цінною в сегменті електромобілів (EV), де цикли інновацій рухаються швидше, ніж традиційні терміни розробки автомобільної техніки.
Для виробників, які шукують надійні рішення у сфері виробництва автомобільних компонентів, спеціалізовані цехи з ЧПУ-обробки, що мають галузеві сертифікати, такі як IATF 16949, забезпечують необхідний рівень гарантії якості для цих вимогливих застосувань. Підприємства, такі як Shaoyi Metal Technology поєднують точну обробку на верстатах з ЧПУ зі статистичним контролем процесу для забезпечення стабільності на всіх етапах виробництва, пропонуючи терміни виконання замовлень до одного робочого дня навіть для складних шасі та спеціальних компонентів.
Вимоги аерокосмічної галузі та рішення з використанням ЧПУ
Небагато галузей висувають вимоги до точності настільки ж високі, як аерокосмічне виробництво. Згідно з експертами компанії LG Metal Works, деталі для аерокосмічної техніки — такі як лопатки турбін, компоненти двигунів та конструкційні кронштейни — вимагають допусків до ±0,0005 дюйма, що означає повну відсутність запасу на помилку.
Застосування в аерокосмічній галузі створює унікальні виклики, які розділяють підприємства, здатні виконувати такі завдання, від тих, хто не готовий до вимог цього сектора:
- Екзотичні матеріали: Титанові сплави, інконель та інші високопродуктивні метали важко обробляти й вимагають спеціалізованого інструменту, оптимізованих траєкторій різання та кваліфікованого нагляду оператора
- Екстремальна точність: Компоненти, критичні для польоту, повинні відповідати суворим розмірним вимогам, оскільки навіть найменше відхилення може мати катастрофічні наслідки
- Складні геометрії: Лопатки турбін та конструктивні елементи часто мають складні криві поверхні й складні внутрішні канали
- Вимоги до відстежуваності: Повна документація щодо матеріалів, технологічних процесів та контролю забезпечує відповідність авіаційним стандартам безпеки
Здатність обробляти передові матеріали, такі як інконель 625, титан марки 5 та алюміній 7075-T6, відрізняє авіаційні виробництва від загальних цехів з виготовлення. Кожен із цих матеріалів має унікальні характеристики теплового розширення, твердості та формування стружки, що вимагає точного калібрування та постійного моніторингу.
Вимоги до точності виробів медичного призначення
Коли компоненти потрапляють всередину людського тіла або в руки хірургів, які виконують життєво важливі процедури, точність набуває надзвичайної ваги. Виробництво медичних пристроїв поєднує допуски рівня аерокосмічної галузі з вимогами біосумісності, що обмежують вибір матеріалів і вимагають винятково якісної обробки поверхонь.
Згідно з аналізом галузі, опублікованим у American Business Magazine, верстати з ЧПУ чудово підходять для виготовлення критично важливих медичних пристроїв, таких як хірургічні інструменти, протези та імплантати — це застосування, де навіть найменший дефект може мати наслідки, що змінюють життя пацієнта.
Для медичних застосувань потрібні спеціальні можливості:
- Біокомпатibilнi матеріали: Хірургічна нержавіюча сталь, титан і спеціалізовані пластмаси медичного класу, які не викликають негативних реакцій у біологічному середовищі
- Індивідуальна адаптація під пацієнта: Індивідуальні імплантати, наприклад титанові кісткові пластини, виготовлені з урахуванням анатомії конкретного пацієнта
- Вимоги до чистоти поверхні: Імплантати та хірургічні інструменти потребують полірованих поверхонь, що запобігають колонізації бактеріями й забезпечують правильну інтеграцію з тканинами
- Аспекти стерильності: Виробничі процеси мають забезпечувати можливість стерилізації після обробки та сумісність з робочими процесами, що відповідають вимогам чистих приміщень
Медичний сектор усе більше покладається на можливості ЧПУ-прототипування для розробки нових хірургічних інструментів та конструкцій імплантатів. Швидка ітерація дозволяє конструкторам удосконалювати ергономіку, перевіряти функціональність та підтверджувати відповідність розмірів до анатомії пацієнта перед запуском у серійне виробництво — що прискорює цикл розробки життєво важливих інновацій.
Від проєктів для хобістів до промислового виробництва
Розуміння різниці між застосуванням у побутових умовах та промисловими вимогами допомагає виробникам правильно позиціонувати себе та встановлювати реалістичні очікування щодо інвестицій у обладнання.
Застосування в побутових умовах та на невеликих виробництвах зазвичай включає:
- Індивідуальні деталі та ремонт: Одиничні компоненти для проектів реставрації, ремонту обладнання або особистих завдань з виготовлення
- Розробка прототипів: Перевірка концепцій перед пошуком партнерів з виробництва або інвестуванням у промислове обладнання
- Дрібносерійне виробництво: Обмежені партії спеціалізованих виробів, де час на підготовку обладнання менш важливий, ніж гнучкість
- Розвиток навичок: Вивчення програмування та експлуатації ЧПК-верстатів перед переходом до комерційної роботи
Промислові вимоги, навпаки, вимагають можливостей, що виправдовують значно більші інвестиції в обладнання. За даними фахівців з прототипування з Nabell , професійне прототипування на ЧПК-верстатах забезпечує вищу точність, універсальність у роботі з матеріалами та масштабованість, що робить його переважним вибором для галузей, які прагнуть удосконалити свої конструкторські та виробничі можливості.
Перехід від хобі-рівня до професійної роботи часто виявляє прогалини в можливостях обладнання, документуванні процесів та системах забезпечення якості, які вимагають промислові замовники. Виробники, що спеціалізуються на авіакосмічній, медичній або автомобільній продукції, повинні інвестувати не лише в потужне обладнання, а й у вимірювальні прилади, системи управління якістю та сертифікати, що підтверджують контроль над процесами.
Цей спектр застосувань — від проектів на вихідні до компонентів, критичних для польоту, — пояснює, чому ринок ЧПУ-обладнання пропонує такий різноманітний вибір обладнання. Розуміння того, де саме ваша робота розташовується в цьому континуумі, спрямовує як поточні рішення щодо закупівель, так і стратегії довгострокового розвитку бізнесу. 
Вартість ЧПУ-верстатів для обробки металів та аналіз інвестицій
Ви визначили, у яких галузях потрібна точна обробка металів, і розумієте вимоги до допусків, але чи можете ви взагалі собі дозволити обладнання, необхідне для досягнення таких результатів? Питання про ціну ЧПУ-верстата стає перешкодою для більшості виробників більше, ніж будь-який інший фактор. Багато покупців зосереджуються виключно на ціннику, а потім виявляють, що реальна вартість володіння ЧПУ-верстатом значно перевищує цю початкову вартість покупки.
Розуміння того, скільки коштує верстат з ЧПК, вимагає розгляду повної фінансової картини. Згідно з експертами з виробництва компанії CNC WMT, ціна верстатів з ЧПК залежить від кількох факторів, у тому числі типу верстата, його розмірів, технічних характеристик, бренду, рівня автоматизації та довгострокових експлуатаційних витрат. Розглянемо, на що саме слід розраховувати при різних рівнях інвестицій.
Початкові точки інвестицій
Вартість верстата з ЧПК суттєво варіюється залежно від передбачуваних сфер застосування. Недорогий верстат з ЧПК, призначений для роботи з алюмінієм у побутових умовах, належить до зовсім іншої категорії, ніж промислове обладнання, створене для безперервного виробництва зі сталі. Ось що реально забезпечують різні рівні бюджету:
| Категорія машини | Ціновий діапазон | Типові можливості | Краще для |
|---|---|---|---|
| Настільні фрезерні верстати з ЧПК | 2 000–8 000 USD | Обробка алюмінію, латуні, легких сталей; типова точність ±0,005″ | Цільові користувачі: любителі, створення прототипів, вивчення основ роботи з ЧПК |
| Верстати на верстаку | $8 000 – $25 000 | Здатні обробляти сталь; підвищена жорсткість конструкції; досяжна точність ±0,002″ | Малі магазини, прототипування виробництва, спеціальні деталі |
| Легка промисловість | $25 000 – $75 000 | Повне сталеве виробництво; варіанти автоматизації; точність ±0,001″ | Виробничі майстерні, середовища масового виробництва, складні матеріали |
| Повне промислове обладнання | 75 000 – 500 000+ $ | Неперервний режим роботи; екзотичні матеріали; точність ±0,0005″ або краща | Аерокосмічна галузь, медичне обладнання, високопродуктивне виробництво |
Задаючи питання про ціну ЧПУ-верстата, пам’ятайте, що преміальні бренди, такі як Haas, Mazak та DMG Mori, мають вищу ціну, але забезпечують десятиліття інженерного удосконалення, а також технічну підтримку, документацію й навчання. Згідно з аналізом галузі, хоча початкові витрати на такі преміальні бренди вищі, менша кількість простоїв і триваліший термін служби верстатів часто забезпечують кращу довгострокову економічну вигоду.
Приховані витрати, крім ціни верстата
Ціна покупки становить лише видиму частину загальних інвестицій. Згідно з аналізом власництва від XProCNC загальноприйняте емпіричне правило передбачає виділення додатково 15–25 % від вартості купівлі верстата на експлуатаційні витрати за перший рік. Для верстата вартістю 20 000 доларів США це означає, що потрібно виділити ще 3 000–5 000 доларів США понад базову ціну.
Постійні експлуатаційні витрати, які впливають на реальну вартість обробки на ЧПУ, включають:
- Заміна інструментів: Фрези, свердла та пластина — це витратні матеріали; передбачте щомісячний бюджет у розмірі 100–400 доларів США залежно від оброблюваних матеріалів та обсягів виробництва.
- Охолоджувальні й мастильні рідини: Якісна різальна рідина продовжує термін служби інструментів і поліпшує якість обробки, але потребує регулярної заміни та правильного утилізації.
- Електропостачання: Промислові шпінделя споживають значну кількість електроенергії, особливо під час важких різальних операцій у сталі.
- Матеріали для технічного обслуговування: Мастильні матеріали, мастило для напрямних, фільтри та засоби для очищення протягом року експлуатації суттєво збільшують загальні витрати.
- Підписки на програмне забезпечення: Програмне забезпечення CAD/CAM для професійних пакетів зазвичай коштує від 100 до 500 доларів США щомісяця.
- Замінні компоненти: Відкладіть щороку 1–3 % від вартості покупки на зношувані деталі, такі як підшипники, ущільнення та ремені
Після першого року виділення щороку 5–10 % від вартості верстата на поточне технічне обслуговування та заміну інструментів є стійкою моделлю, яка запобігає накопиченню відкладеного обслуговування й перетворенню його на дорогі ремонти.
Розрахунок реальної вартості на одиницю продукції
Розуміння вартості обробки на ЧПУ на одну деталь допомагає точно котирувати замовлення та реалістично оцінювати інвестиції в обладнання. До вашого розрахунку вартості слід включити:
- Час роботи обладнання: Поділіть щорічні витрати на верстат (амортизація, технічне обслуговування, накладні витрати) на продуктивні години, щоб встановити годинну ставку
- Споживання інструментів: Відстежуйте термін служби інструменту при обробці ваших конкретних матеріалів та розподіляйте витрати на його заміну між виготовленими деталями
- Час налаштування: Включіть до розрахунків підготовку пристосувань, перевірку програми та контроль першої виготовленої деталі
- Витрати матеріалу: При розрахунку витрат на матеріали враховуйте стружку, обрізки та браковані деталі
- Робоча сила: Час оператора на завантаження, моніторинг та розвантаження — навіть на автоматизованому обладнанні
Вартість обробки на ЧПК на одну операцію значно варіює залежно від типу процесу. Згідно з аналізом виробництва, лазерне та плазмове різання забезпечують переваги у швидкості для двовимірної обробки, тоді як фрезерування коштує дорожче за годину, але дозволяє обробляти складні тривимірні геометрії, яких не можуть досягти простіші процеси. Підбір обладнання відповідно до фактичного обсягу робіт запобігає надмірним витратам на функції, якими ви рідко користуєтеся.
Рішення щодо нового чи вживаного обладнання
Вживане обладнання ЧПК може забезпечити суттєву економію — іноді на 40–60 % порівняно з ціною нового, — але вимагає ретельної оцінки. Розгляньте такі фактори під час оцінки б/у верстатів:
- Лічильник мотогодин та історія технічного обслуговування: Верстати з низьким наробітком та задокументованою історією технічного обслуговування мають найкращу вартість серед вживаних
- Інспекція перед покупкою: Запустіть тестові програми й перевірте наявність люфтів, биття шпінделя та геометричну точність
- Вік системи керування: Старіші системи керування можуть не мати певних функцій, мати обмежену сумісність з програмним забезпеченням або стикатися з проблемою застарілості компонентів
- Підтримка виробника: Деякі бренди забезпечують наявність запасних частин і підтримку протягом десятиліть; інші швидко припиняють підтримку
- Вартість встановлення: Монтаж, електромонтажні роботи та введення в експлуатацію збільшують загальну вартість придбання
Добре обслуговуваний вживаний верстат від авторитетного бренду часто забезпечує кращу цінність, ніж новий бюджетний верстат із сумнівною довговічністю в довгостроковій перспективі. Однак придбання вживаного обладнання без належного огляду або у ненадійних джерел може призвести до того, що вартість його ремонту перевищить економію від ціни покупки.
Ухвалення обґрунтованих інвестиційних рішень вимагає збалансованості між початковими витратами та довгостроковою цінністю — необхідно розуміти не лише вартість обладнання, а й витрати на його ефективну експлуатацію протягом багатьох років служби.
Основне оснащення та пристрої для кріплення заготовок у металообробці
Ви оцінили вартість обладнання й розумієте, які результати забезпечують різні рівні інвестицій — однак навіть найпотужніше ЧПУ-обладнання дає розчаровуючі результати без належного інструменту та пристроїв для кріплення заготовок. Подумайте про це так: ваше обладнання забезпечує рух і потужність, але режучий інструмент і пристосування визначають, чи перетвориться ця потужність на якісні деталі чи на дратівливий брак.
Багато виробників недооцінюють, наскільки сильно рішення щодо пристроїв для кріплення заготовок та інструментів впливають на їхні результати. Ненадійно зафіксована заготовка зміщується під час обробки, що призводить до порушення точності розмірів. Непідходящі фрези для вашого матеріалу спричиняють передчасне зношування або поганий стан поверхні. Розуміння цих основних принципів до початку обробки допомагає уникнути дорогих помилок, які доводиться вивчати на власному досвіді.
Тиски, затискачі та спеціальні пристосування
Кріплення заготовки виконує одну критичну функцію: забезпечує абсолютну нерухомість металевої заготовки під час різання, коли сили різання намагаються змістити її. Будь-яке переміщення — навіть на тисячні частки дюйма — безпосередньо передається готовій деталі у вигляді розмірної похибки. Метод кріплення заготовки, який ви обираєте, залежить від геометрії деталі, необхідного доступу інструменту ЧПУ та обсягу виробництва.
Поширені варіанти пристроїв для затискання:
- Токарні лещата: Основний інструмент фрезерних операцій — якісні лещата з загартованими губками забезпечують жорстке затискання прямокутних заготовок і можуть комплектуватися м’якими губками, обробленими під конкретний профіль деталі
- Носові затискачі та ступінчасті блоки: Універсальне затискання для деталей неправильної форми або в разі, коли губки лещат перешкоджатимуть доступу інструментального шляху
- Вакуумні столи: Ідеально підходить для тонких листових матеріалів, де традиційне затискання призведе до деформації заготовки — атмосферний тиск утримує деталі рівно, не впливаючи на їх краї
- Індивідуальні приспособи: Спеціалізоване кріплення заготовки, розроблене спеціально для певних деталей, часто включає з’єднувальні гайки та різьбові вставки для швидкого завантаження та точного позиціонування
- Колетні блоки та індексні пристосування: Дозволяють обробляти кілька сторін деталі без її вилучення з верстата
Під час проектування пристосувань враховуйте, як металева прокладка може забезпечити точні базові поверхні або компенсувати незначні відхилення у товщині заготовки. Досвідчені фрезерувальники тримають у наявності різноманітні прокладки для точного налаштування настроювань без необхідності повторного виготовлення пристосувань.
Вставки для фрез та вибір режучого інструменту
Ріжучі інструменти вашого фрезерного верстата безпосередньо визначають швидкість різання, якість обробленої поверхні та термін служби інструменту. Розуміння відмінностей між типами інструментів допомагає приймати зважені рішення щодо закупівель, а не просто купувати те, що здається доступним за ціною.
Фрези виконують більшість фрезерних робіт. Ці обертальні фрези мають безліч різновидів:
- Циліндричні фрези: Інструменти з прямокутними кутами для обробки карманів, контурів та торцювання
- Сферичні фрези: Фрези зі сферичними кінцями для обробки тривимірних контурів, фасок та скульптурних поверхонь
- Фрези з радіусом закруглення кутів: Поєднують міцність плоских різців із зниженими концентраціями напружень у кутах
- Чорнові фрези: Зубчасті канавки розрізають стружку й дозволяють агресивне знімання матеріалу
Циліндричні фрези відмінно підходять для швидкого знімання великих об’ємів матеріалу під час обробки площин. Вони використовують замінні карбідні пластина, а не суцільну конструкцію, що робить їх економічним варіантом для важких операцій торцевого фрезерування.
Свердла та метчики завершують базовий комплект фрезерного інструменту. Центрувальні свердла створюють точні початкові точки, спіральні свердла пробивають отвори, а метчики нарізають внутрішні різьби. У серійному виробництві формувальні гвинти іноді можуть повністю усунути операції нарізання різьби, формуючи різьбу безпосередньо під час збирання замість її нарізання під час механічної обробки.
Стратегії кріплення заготовок для різних геометрій деталей
Базовий набір інструментів для металообробки має охоплювати типові операції, не перевищуючи ваш бюджет:
- фрези з двома та чотирма канавками діаметром 1/4", 3/8" та 1/2"
- Набір спіральних свердел стандартної довжини, що охоплюють поширені розміри отворів
- Свердло для попереднього позначення отвору або центрувальне свердло
- Карбідна фаскована фреза для заокруглення кромок
- Плоска фреза з відповідними вставними пластинами для основних оброблюваних матеріалів
- Набір метчиків із відповідними свердлами для поширених кроків різьби
- Пошуковий пристрій кромки або пробник для визначення положення заготовки
Покриття інструментів суттєво впливають на продуктивність при обробці різних металів. Непокритий карбід задовільно працює в алюмінії, але швидко зношується при обробці сталі. Нітрид титану (TiN) підвищує твердість і жаростійкість, що робить його придатним для загального різання сталі. Нітрид алюмінію-титану (AlTiN) витримує вищі температури й підходить для обробки твердих матеріалів та сухого різання. Покриття з подібного до алмазу вуглецю (DLC) чудово підходить для алюмінію, оскільки запобігає утворенню нагару.
Карбід проти швидкорізальної сталі є фундаментальним вибором, що впливає як на вартість, так і на можливості. Фрезерні свердла зі швидкорізальної сталі (HSS) коштують менше й підлягають переважуванню, тому є економічним варіантом для рідкісного використання або обробки м’яких матеріалів. Карбідні інструменти мають вищу початкову вартість, але працюють швидше, довше тримають ріжучу кромку й ефективно обробляють тверді матеріали — зазвичай окуповуючи себе в короткі терміни у виробничих умовах.
Правильно виведення стружки та системи охолодження збільшують термін служби інструменту й покращують якість деталей. Стружка, що залишається у зоні різання, підлягає повторному різанню, що пошкоджує як заготовку, так і інструмент. Струминне охолодження видаляє стружку й одночасно знижує температуру в зоні різання. У випадках, коли струминне охолодження непрактичне, альтернативами є повітряний потік або туманоподібні системи. Деякі матеріали — зокрема алюміній — вигідно обробляти спеціальними рідинами для різання, що запобігають утворенню нагару на ріжучій кромці.
Інвестиції в якісні пристрої для кріплення заготовок та відповідний інструмент приносять вигоду для кожного виготовленого вами виробу. Економія на цьому етапі підриває можливості навіть найпреміальнішого обладнання, тоді як продуманий вибір максимізує те, що ваше обладнання здатне надати.

Вибір правильного CNC-верстата для обробки металів
Ви ознайомилися з основами — типами верстатів, сумісністю з матеріалами, точнісними можливостями, вартістю та основними вимогами до інструментів. Тепер настає рішення, яке узагальнює всі ці аспекти: вибір правильного CNC-верстата для обробки металів у вашій конкретній ситуації. Цей вибір визначатиме кожен проект, який ви реалізовуватимете протягом багатьох років, тому його правильне ухвалення важливіше, ніж поспішна покупка, що не відповідає вашим реальним потребам.
Чи ви хобіст, який мріє про CNC-верстат для дому, чи професіонал, що оцінює обладнання для виробничих завдань, — процес вибору завжди ґрунтується на схожій логіці. Почніть із визначення ваших вимог, співставте їх із реалістичними варіантами та врахуйте повну екосистему, яка забезпечує успішне фрезерування. Розглянемо практичну методику, що запобігає розчаруванню після покупки.
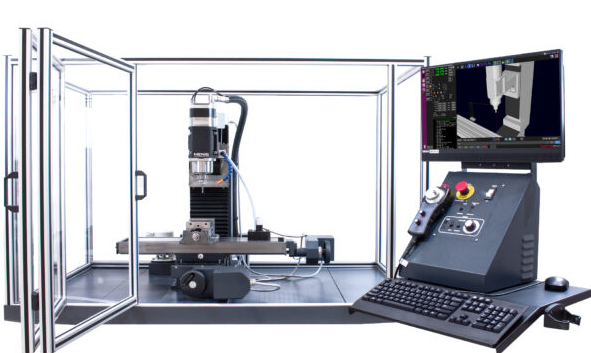
Підбір розміру верстата під ваше робоче місце
Перш ніж закохатися в можливостях верстата, переконайтеся, що він справді поміщається у тому місці, де ви плануєте його використовувати. Настільний CNC-фрезерний верстат здається компактним, доки ви не врахуєте утримання стружки, зберігання інструментів та доступ оператора. Фізичні обмеження виключають варіанти швидше, ніж будь-який інший чинник.
Скористайтеся цим контрольним списком для оцінки ключових критеріїв вибору до порівняння конкретних верстатів:
- Вимоги до робочого простору: Які найбільші деталі вам реально потрібно обробляти? Додайте запас для кріплення заготовки та зазорів
- Можливості щодо матеріалів: Ви переважно оброблятимете алюміній, чи від самого початку вам потрібна жорсткість верстата для обробки сталі?
- Потреби в точності: Які допуски насправді потрібні вашим застосуванням — не бажані, а справжньо необхідні?
- Бюджетні обмеження: Включіть в загальний бюджет витрати на оснащення, програмне забезпечення та експлуатаційні витрати за перший рік — а не лише ціну верстата
- Доступний простір: Виміряйте фактичну площу робочого простору, враховуючи зони для видалення стружки, обробки матеріалів та доступу до обслуговування
- Енергетичні вимоги: Переконайтеся, що ваша електрична мережа здатна забезпечити живлення верстата — промислове обладнання часто вимагає напруги 220 В або трифазного живлення
- Навантаження: Перевірте, чи може підлога витримати вагу верстата, особливо у разі важкого промислового обладнання з чавуну
- Шум і вентиляція: Врахуйте сусідів, вентиляцію в майстерні для видалення туману охолоджувальної рідини та вимоги до збору стружки
Невеликий CNC-верстат, призначений для роботи на робочому столі, може ідеально підходити для ваших поточних проектів і розміститися навіть у кутку гаража. Але якщо ви вже плануєте модернізацію протягом двох років, такий проміжний крок може призвести до нераціонального витрачання ресурсів, які краще спрямувати відразу на придбання більш потужного обладнання.
Оцінка жорсткості для ваших цільових матеріалів
Ваш основний матеріал визначає мінімальні вимоги до жорсткості. Невеликий фрезерний верстат з ЧПУ, розроблений для прототипування з алюмінію, буде відчувати значні труднощі — або й зовсім не зможе виконувати завдання — при агресивному фрезеруванні сталі. Підбір конструкції верстата відповідно до ваших цілей щодо оброблюваних матеріалів запобігає роздратуванню та непродуктивним витратам на інструмент.
Для хобістів та легких робіт:
- Варіанти настільних фрезерних верстатів: Достатньо для обробки алюмінію, латуні, пластиків та легких фрезерних проходів у низьковуглецевій сталі
- Типова конструкція: Алюмінієві рами, менші лінійні напрямні, приводи через ремінь або ходовий гвинт
- Реалістичні очікування: Оволодіння основами ЧПУ, створення прототипів, виготовлення функціональних деталей із м’яких матеріалів
- Шляхи модернізації: Розгляньте, чи підтримує платформа модернізацію шпінделя, заміну ходових гвинтів на кулькові або додавання корпусу (енклоузера)
Для професійного використання та серійного виробництва:
- Конструкція промислового рівня: Чавунні або зварні стальні рами зі значною масою
- Системи точного руху: Кулькові гвинти, якісні лінійні напрямні, сервоприводи з зворотним зв’язком через енкодер
- Можливості шпинделя: Вища потужність із жорсткими системами кріплення інструментів, такими як CAT40 або BT30
- Особливості виробництва: Автоматичні змінники інструментів, системи зондування, управління охолоджувальною рідиною
Міні-ЧПУ-верстат може здаватися обмеженим порівняно з повнорозмірним обладнанням, але обмеження спонукають до творчості й глибокого навчання. Багато успішних фрезерувальників вдосконалювали свої навички на скромному обладнанні, перш ніж переходити на більш потужні верстати — базові принципи залишаються актуальними незалежно від розміру верстата.
Програмне забезпечення та аспекти навчання
Робочий процес від ідеї до готової деталі проходить через програмне забезпечення на кожному етапі. Розуміння цього конвеєра допомагає вам не лише оцінити сам верстат, а й повну екосистему, яку ви придбаєте.
CAD (комп’ютерне проектування) створює вашу 3D-модель або 2D-креслення. Варіанти включають безкоштовні інструменти, такі як Fusion 360 для любителів, та професійні пакети, наприклад SolidWorks або Inventor. Ваш вибір CAD-програми впливає на сумісність файлів та доступність функцій на подальших етапах.
CAM (комп’ютерне виробництво) перетворює ваш дизайн у траєкторії інструменту — точні рухи, які виконає ваш верстат. CAM-програмне забезпечення розраховує подачі, швидкості та стратегії різання на основі матеріалу, інструментів та можливостей вашого верстата. Якісне CAM-програмне забезпечення суттєво впливає на якість поверхні, тривалість циклу обробки та термін служби інструменту.
Постобробка перетворює загальні траєкторії інструменту у G-код, спеціально адаптований для контролера вашого верстата. Різні контролери по-різному інтерпретують команди, тому використання відповідних постпроцесорів є обов’язковим для надійної роботи.
Управління машиною виконує G-код, координуючи рухи двигунів, шпінделя та подачу охолоджувальної рідини для виготовлення вашої деталі. Контролери можуть бути як простими системами на основі GRBL у настільних CNC-установках, так і складними промисловими системами Fanuc або Siemens.
Розгляньте такі фактори екосистеми програмного забезпечення:
- Вбудоване програмне забезпечення: Деякі верстати поставляються з ПЗ CAM; інші вимагають окремої покупки
- Крива навчання: Складне професійне програмне забезпечення пропонує більші можливості, але вимагає більших інвестицій у навчання
- Підтримка спільноти: Популярні платформи мають розгорнуті навчальні матеріали, форуми та спільні ресурси
- Підписка проти пожиттєвої ліцензії: Постійні витрати на програмне забезпечення впливають на довгострокові експлуатаційні витрати
- Можливості моделювання: Віртуальна верифікація виявляє помилки в програмуванні до того, як вони пошкодять верстати або деталі
Підтримка виробника та ресурси спільноти
Що станеться, якщо щось зламається або виникне проблема, яку ви не зможете вирішити самостійно? Підтримка виробника та ресурси спільноти часто визначають, чи перетвориться верстат на продуктивний інструмент чи на дорогий «паперовий вантаж».
Оцінюйте підтримку виробника, задаючи такі запитання:
- Наскільки оперативна технічна підтримка за телефоном та електронною поштою?
- Чи є запасні частини в наявності й чи є їхня ціна розумною?
- Чи надає виробник навчальні матеріали, відео або документацію?
- Скільки років компанія перебуває на ринку й яка її репутація щодо гарантійного супроводу продуктів?
- Чи надаються оновлення прошивки та покращення, чи конфігурація верстата залишається незмінною з моменту покупки?
Ресурси спільноти мають таке саме значення, особливо для менших виробників, які не мають розгалужених служб підтримки. Активні форуми користувачів, групи у Facebook та канали на YouTube створюють бази знань, що допомагають усувати несправності й ділитися порадами щодо оптимізації. Популярні платформи, такі як Tormach, Haas та різні брендові настільні ЧПУ-верстати, виграють від участь активних спільнот користувачів, які ефективно розширюють підтримку виробника.
Для професійних покупців, які шукують готових до виробництва рішень із доведеною підтримкою, встановлені виробники забезпечують спокій, якого не можуть запропонувати бюджетні альтернативи. Такі об’єкти, як Shaoyi Metal Technology демонструвати, як сертифікація за IATF 16949 та статистичний контроль процесів перетворюють специфікації щодо потужностей у стабільні практичні результати — саме таку оперативну зрілість, яка формується протягом років виробничого досвіду.
Рекомендації за сегментами користувачів
Ваша ситуація визначає, які компроміси є доцільними. Ось практичні рекомендації, засновані на типових профілях покупців:
Хобісти та новачки:
- Почніть із настільного або міні-ЧПУ верстата в ціновому діапазоні 2000–5000 доларів США
- Зосередьтеся на верстатах, придатних для обробки алюмінію, які також можуть час від часу обробляти латунь або низьковуглецеву сталь
- Надавайте перевагу платформам із активними спільнотами та широкою базою навчальних матеріалів
- Передбачте бюджет на якісне кріплення заготовок та базовий комплект інструментів — не витрачайте всі кошти лише на верстат
- Прийміть той факт, що подальше оновлення — це норма; ваш перший верстат навчить вас того, що вам справді потрібно
Малі майстерні та серйозні ентузіасти:
- Розгляньте настільні або легкі промислові верстати в ціновому діапазоні 10 000–30 000 USD
- Надавайте перевагу жорсткості та точності, що забезпечують обробку сталі й відповідають вимогам платних замовлень
- Інвестуйте в професійне ПЗ CAM, яке максимально використовує можливості верстата
- Уважно оцініть підтримку виробника — простої коштують грошей, коли клієнти чекають
- Плануйте розвиток із використанням верстатів, які підтримують модернізацію автоматизацією, наприклад, зондуванням та автоматичними змінниками інструментів
Виробничі та професійні середовища:
- Визначайте обладнання на основі задокументованих вимог, а не бажаних (аспіраційних) можливостей
- Враховуйте загальну вартість володіння, у тому числі вартість договорів технічного обслуговування та навчання
- Переконайтеся в фінансовій стабільності виробника та доступності запасних частин протягом очікуваного терміну експлуатації верстата
- Розгляньте використане промислове обладнання від авторитетних брендів як альтернативу новим бюджетним верстатам
- Переконайтеся, що інфраструктура вашого підприємства забезпечує підтримку обладнання — електроживлення, кріплення, системи контролю навколишнього середовища
Незалежно від того, з якої точки ви починаєте, пам’ятайте: найкраще обладнання для металообробки з ЧПУ — це те, яке ви справді використовуєте для виготовлення деталей. Аналіз-параліч тримає багатьох майбутніх виробників на лавці запасних, тоді як інші набувають навичок за допомогою практичного досвіду. Почніть там, де дозволяють ваш бюджет і простір, опануйте основи й оновлюйте обладнання, коли вас справді обмежують реальні, а не уявні перешкоди у виконанні необхідних робіт.
Поширені запитання щодо обробки металів на ЧПК-верстатах
1. Для чого використовують верстати з ЧПУ для обробки металу?
ЧПК-верстат для обробки металу використовує комп’ютерне числове керування для автоматизації різання, формування та виготовлення металевих деталей з надзвичайною точністю. Ці верстати виконують запрограмовані інструкції мовою G-коду, щоб керувати різальними інструментами під час обробки заготовок, видаляючи матеріал для отримання готових компонентів. Поширені типи включають фрезерні ЧПК-верстати для створення тривимірних контурів, токарні верстати для циліндричних деталей, а також плазмові чи лазерні різаки для різання листового металу. Сучасні ЧПК-верстати для обробки металу забезпечують точність позиціонування в межах 0,0001 дюйма, що робить їх незамінними у виробництві авіаційно-космічної техніки, автомобілів та медичних пристроїв, де критично важливі жорсткі допуски.
2. Які метали можна обробляти на ЧПК-верстаті?
ЧПК-верстати обробляють широкий спектр металів, у тому числі алюміній, сталь, нержавіючу сталь, латунь, мідь та титан. Алюміній має найкращу оброблюваність: дозволяє використовувати високі швидкості різання й мінімізує знос інструменту. Для обробки сталі потрібні більш жорсткі верстати та ретельне керування тепловим режимом. Нержавіюча сталь схильна до наклепу, що вимагає постійного зачеплення інструменту та використання гострого інструменту. Латунь і мідь чудово піддаються обробці й забезпечують відмінну якість поверхні. Титан вимагає спеціалізованого інструменту, інтенсивного охолодження та знижених швидкостей різання. Вибір матеріалу безпосередньо впливає на підбір інструменту, режими різання та вимоги до верстата.
3. Чи важко навчитися фрезеруванню на ЧПК?
Фрезерування на ЧПК має криву навчання, але залишається доступним для наполегливих початківців. Прості деталі можна створити протягом кількох годин із використанням сучасного програмного забезпечення CAD/CAM, яке автоматично генерує траєкторії руху інструменту на основі тривимірних моделей. Однак оволодіння цим ремеслом — розуміння поведінки матеріалів, оптимізація параметрів різання та усунення несправностей — зазвичай вимагає трьох і більше років практичного досвіду. Початок з алюмінію на настільному фрезерному верстаті з ЧПК забезпечує «прощальне» середовище для засвоєння основ перед переходом до важчих матеріалів і більш жорстких допусків.
4. Чи дешевше зібрати чи купити верстат з ЧПК?
Створення ЧПК-верстата коштує менше сировинних матеріалів, але вимагає значних часових витрат на проектування, збирання, налаштування та точну настройку. Для любителів, які цінують навчальний досвід, самостійне виготовлення надає освітні переваги поряд із економією коштів. Однак придбання комерційно виробленого верстата забезпечує перевірену продуктивність, підтримку виробника, технічну документацію та гарантійне обслуговування. У виробничих умовах зазвичай вигідніше купувати якісне обладнання, що мінімізує простої. Приймаючи це рішення, враховуйте вартість вашого часу, рівень технічних навичок та передбачувані сфери застосування.
5. Скільки коштує ЧПК-верстат для обробки металу?
Ціни на металообробні CNC-верстати варіюються від 2 000 дол. США за настільні верстати для хобі до понад 500 000 дол. США за промислове виробниче обладнання. Настільні CNC-фрезерні верстати, придатні для обробки алюмінію та легких сталей, коштують від 2 000 до 8 000 дол. США. Верстати настільного типу з покращеною здатністю різати сталь коштують від 8 000 до 25 000 дол. США. Легке промислове обладнання коштує від 25 000 до 75 000 дол. США, тоді як повноцінні виробничі верстати від таких брендів, як Haas або Mazak, починають від 75 000 дол. США. Крім вартості покупки, передбачте додатково 15–25 % коштів на експлуатаційні витрати за перший рік, у тому числі на інструменти, охолоджувальну рідину, програмне забезпечення та технічне обслуговування.