 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Міцність заготовки проти штампованого колінчастого валу: який витримає ваші цілі щодо потужності
Важливе рішення щодо міцності, з яким стикається кожен майстер зібрання двигунів
Коли йдеться про серйозну потужність, одне запитання не дає спокою кожному майстру зібрання двигунів: який метод виготовлення колінчастого вала зможе витримати ваші цілі за потужністю? Незалежно від того, чи створюєте ви двигун для вихідних днів чи спеціалізовану машину для драг-рейсингу, розуміння різниці між цільним та кованим колінчастими валами — це не просто технічні знання, це гарантія надійності вашого двигуна.
Ось жорстока правда. Вихід з ладу колінчастого валу означає не просто пошкодження деталі. Це означає катастрофічне руйнування двигуна. Ми говоримо про обертовий механізм, який обертається тисячами обертів на хвилину і раптово виходить з ладу, посилаючи уламки крізь блок, головку циліндрів і все інше, що ви вклали. Повна збірка двигуна може легко перевищувати від 20 000 до 50 000 доларів для серйозних випадків підвищення продуктивності, і одна поломка колінчастого валу може знищити все за мілісекунди.
Чому міцність колінчастого валу визначає виживання двигуна
Колінчастий вал розташований в самому центрі вашого двигуна, перетворюючи сильний поступальний рух поршнів на корисну обертальну потужність. Згідно з Engine Labs , досвідчені збирачі розуміють, що вибір правильного колінчастого валу передбачає аналіз чинників, що виходять далеко за межі очікуваної потужності двигуна. Кожен такт згоряння передає величезне зусилля через цей окремий компонент, і він має витримувати постійне згинання, крутильні напруження та температурні цикли — все це при збереженні ідеальної балансування.
Задумайтеся про те, що відбувається у двигуні високого класу. Ви можете використовувати потужний двигун Boss Nine V8, який розвиває екстремальну потужність, або турбоване авто для вулиці, де наддув сягає 20+ PSI. У будь-якому випадку колінчастий вал зазнає таких навантажень, які зруйнують менш міцні компоненти. Саме різниця між кованним і фрезерованим колінчастим валом часто визначає, чи витримає двигун такі навантаження чи перетвориться на дороге сміття.
Реальні ризики неправильного вибору
Неправильний вибір загрожує не лише втратою колінчастого валу. Як зазначають експерти галузі в SoFi , сама заміна колінчастого валу може коштувати понад 3000 доларів США, включаючи деталі та роботу, — і це для звичайного автомобіля. Для спортивного двигуна цю суму слід значно збільшити. Але справжні витрати пов'язані з побічними пошкодженнями: знищені поршні, вигнуті шатуни, тріщини в блоці та пошкоджені головки циліндрів.
Цей посібник допоможе проникнути крізь маркетингову шумиху, щоб надати вам об'єктивне, засноване на даних порівняння методів виробництва колінчастих валів. Ви дізнаєтеся:
- Як методи кування та обробки заготовок створюють принципово різні характеристики міцності
- Конкретні пороги потужності, при яких необхідний кожен тип колінчастого валу
- Поширені забобони, які змушують майстрів перевитрачати кошти — або ще гірше — недостатньо міцно конструювати
- Чіткі рекомендації, засновані на ваших реальних цілях щодо потужності та передбачуваному використанні
Як ковані заготовки, так і традиційно виготовлені колінчасті вали мають законне застосування у високопродуктивних двигунах. Якісний кований колінчастий вал чудово витримує більшість побудов з підвищеною потужністю для вулиці та треку. Колінчастий вал із бруска стає логічним вибором, коли йдеться про екстремальний наддув, нестандартні специфікації або стабільність на високих обертах у тривалому режимі. Ключове значення має правильне поєднання методу виробництва з конкретними вимогами вашої побудови, адже вимоги до міцності значно відрізняються залежно від рівня потужності, передбачуваного використання та того, як часто ви плануєте перевищувати ці межі.
Як ми оцінювали міцність і довговічність колінчастого вала
Звучить складно? Розуміння того, як ми порівнюємо міцність кованого матеріалу з продуктивністю заготовки, не вимагає ступеня металурга. Але це справді вимагає поглянути за межі тверджень виробників і маркетингових слоганів. Наш метод оцінки зосереджений на вимірюваних характеристиках, які безпосередньо впливають на те, чи витримає ваш колінчастий вал ваші потужнісні цілі — чи стане слабкою ланкою у вашому обертовому механізмі.
Порівнюючи процеси виготовлення кованого колінчастого вала із заготовки шляхом фрезерування, ми віддаємо перевагу практичній довговічності при екстремальних навантаженнях, а не теоретичним максимальним значенням, що мають значення лише в лабораторних умовах. Кований вал, який надійно працює з потужністю 1200 к.с. протягом 500 проходів, цінніший за вал із заготовки, розрахований на 2000 к.с., що непередбачувано виходить з ладу при 1500.
Показники міцності, що дійсно мають значення
Перш ніж переходити до методів виробництва, потрібно зрозуміти, що насправді означає «міцність» для колінчастого валу. Чотири основні показники визначають, чи витримає ваш обертовий механізм ваші потужнісні амбіції:
Межа міцності при розтягуванні вимірює максимальне напруження, яке матеріал може витримати перед руйнуванням під час розтягування. Для колінчастих валів це найважливіше під час роботи на високих обертах, коли відцентрова сила намагається відірвати противаги від опорних шийок.
Межа текучості вказує рівень напруження, при якому починається пластична деформація. Колінчастий вал, який згинається — навіть трохи — під навантаженням, вже не придатний. Цей показник показує, яку кількість навантаження витримує ваш вал, перш ніж зазнає постійної деформації.
Стійкість до втоми характеризує здатність колінчастого валу витримувати повторювані цикли навантаження без утворення тріщин. Згідно з High Performance Academy , радіус заокруглення, де шийки переходять у кривошипи, є однією з найбільш навантажених ділянок колінчастого валу — саме тут зазвичай починаються тріщини, що сигналізують про закінчення корисного терміну експлуатації вашого колінчастого валу.
КРИВИЙ ЗАЧІП описує опір крутильним зусиллям. Кожен процес згоряння створює крутильні навантаження, які намагаються закрутити колінчастий вал подібно до пружини. Недостатня жорсткість призводить до гармонійних вібрацій, що прискорюють втомне руйнування та можуть зруйнувати підшипники.
Як способи виробництва впливають на структуру зерна
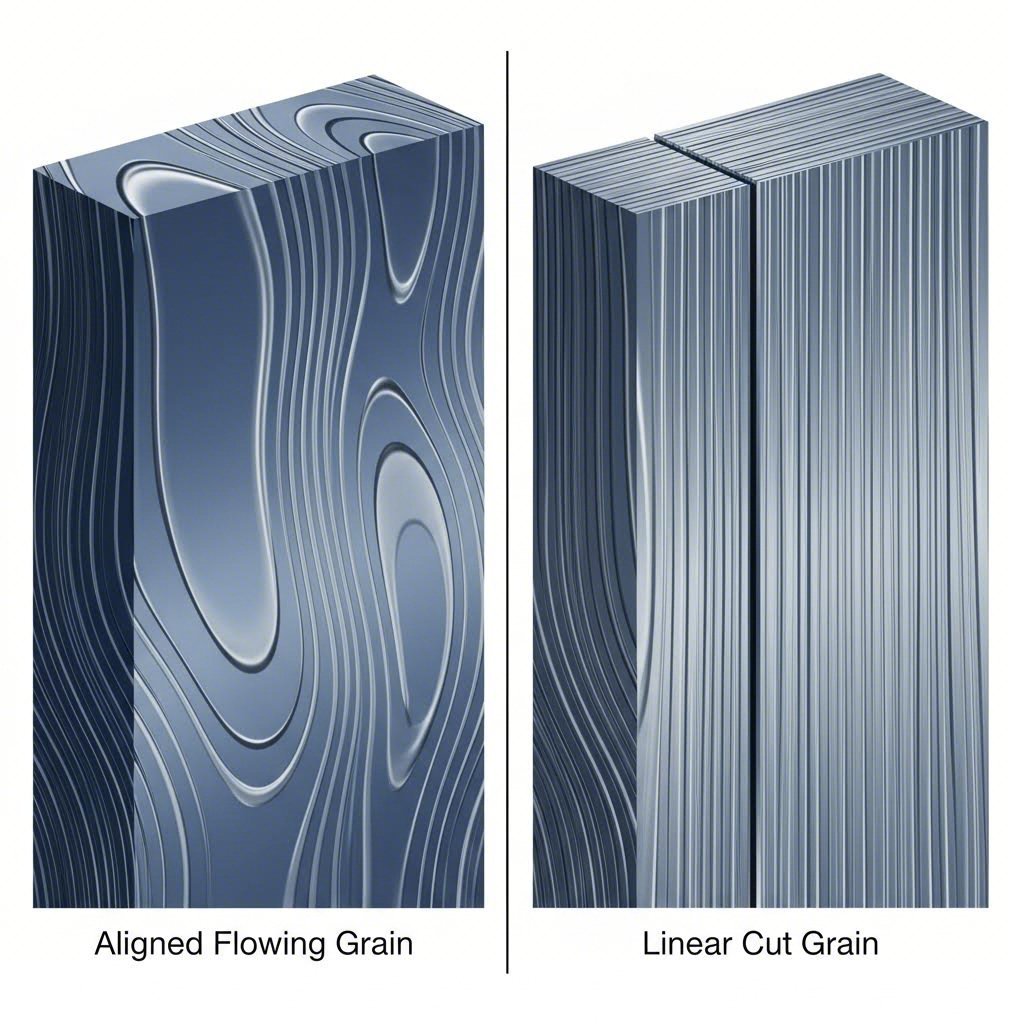
Ось де справжня різниця між цільними та штампованими колінчастими валами стає критичною. Коли ви обробляєте цільний вал із суцільного сталевого бруска, ви ріжете через існуючу структуру зерна матеріалу. Під час штампування колінчастих валів за допомогою тепла та тиску зерна безперервно проходять уздовж контурів деталі.
Уявіть, що ви розрізаєте шматок дерева. Розріз по зерну створює слабку точку, у якій дерево легко розщеплюється. Але різання вздовж зерна забезпечує максимальну міцність. Те саме правило діє для сталі — хоча ефекти є більш тонкими.
Як зазначають експерти з обробки металів у MetalTek, процес кування змінює структуру зерна і може «орієнтувати» або «направляти» її в певному напрямку, створюючи деталь із спрямованою міцністю. Ковані деталі є анізотропними — мають різні значення міцності в різних напрямках, — тоді як деталі, виготовлені злитків шляхом механічної обробки, більш ізотропні з однаковими властивостями по всьому об’єму.
Ця різниця у структурі зерна створює цікавий парадокс. За інших рівних умов правильно виконаний кованого колінчастого валу зберігає кращий потік зерна порівняно з обробленим із злитка. Однак виробники злитків компенсують це за допомогою вдосконалених матеріалів і прецизійної механічної обробки, що усуває дефекти, пов’язані з куванням. Результат? Обидва методи можуть виробляти виняткові колінчасті вали при правильному виконанні — але вони найкраще проявляють себе в різних застосуваннях.
Підбираючи колінчастий вал разом із сумісними компонентами обертового механізму, такими як високоякісні розподільні вали Lunati або продуктивні розподільні вали Bullet, розуміння цих відмінностей у матеріалах допомагає створити злагоджений комплект. Дискусія щодо шатунів типу Н та І базується на подібних металургійних принципах — підбір правильного методу конструкції під ваші конкретні потреби у потужності та обертах.
Матеріал має значення: порівняння сталевих сплавів
Окрім методу виробництва, базовий матеріал суттєво впливає на кінцеву продуктивність колінчастого валу. Ось із чим ви можете зіткнутися на вторинному ринку:
сталь 4340: Галузевий стандарт для колінчастих валів підвищеної продуктивності. Цей нікель-хрому-молібденовий сплав забезпечує відмінну межу міцності (зазвичай 180 000–200 000 PSI при правильній термообробці) разом із хорошою витривалістю та опором втомленню. Більшість якісних штампованих та цільноточених колінчастих валів виготовляють ізі сталі 4340.
сталь 5140: Хромиста сталь, яка використовується у багатьох штампованих колінчастих валах заводського виробництва. Знижений вміст легуючих елементів означає меншу вартість, але також і нижчу граничну міцність порівняно з 4340. Достатня для помірних підвищених характеристик, але не є ідеальною для екстремальних застосувань.
сталь 4130: Поширена в авіаційній промисловості та деяких конструкціях легких колінчастих валів. Має гарне співвідношення міцності до ваги, але нижчу витривалість порівняно з 4340 у застосуванні для колінчастих валів.
Сталь EN40B: Коли 4340 недостатньо, серйозні розробники звертаються до цього матеріалу підвищеної специфікації. За даними досліджень High Performance Academy разом із Nitto Performance Engineering, у двигунів з потужністю понад 2500 к.с. на колесах матеріал 4340 не мав достатньої жорсткості. Колінчастий вал прогинався під високим тиском у циліндрах і на високих обертах, що призводило до контакту металу з металом між шийками та підшипниками — це створювало передумови для катастрофічного пошкодження. EN40B усуває це обмеження у найекстремальніших застосуваннях.
Наші п'ять критеріїв оцінки
Упродовж цього порівняння ми оцінюємо варіанти колінчастих валів за такими критеріями:
- Термін втомного життя під дією повторних навантажень: Скільки циклів навантаження витримує вал до появи тріщин, перевірено на реальних рівнях потужності
- Крутна стійкість на заданих обертах: Опір закручуванню та гармонічним вібраціям у вашому робочому діапазоні обертів
- Однорідність матеріалу та частота дефектів: Заходи контролю якості, що забезпечують відповідність кожного колінчастого валу технічним вимогам
- Ефективність термообробки: Правильне загартування, що максимізує властивості матеріалу без утворення крихкості
- Співвідношення ціни та рівня потужності: Економічна ефективність для досягнення вашої конкретної потужності — адже надмірні витрати на міцність колінчастого валу, яка вам ніколи не знадобиться, марнують ресурси, які краще витратити іншим чином
Ці критерії визначають пріоритети щодо того, що справді має значення, коли ваш двигун виробляє потужність: здатність витримувати навантаження в реальних умовах. Визначивши цю основу, тепер ми можемо розглянути конкретні варіанти колінчастих валів і визначити, який метод виробництва найкраще підходить для різних рівнів потужності та сфер застосування.
Преміальні колінчасті вали злиткової ковки для максимальних потужностей
Коли ваш двигун вимагає абсолютної максимуму міцності без жодних компромісів, колінчастий вал злиткової ковки стає остаточним рішенням. Уявіть собі суцільний стрижень із високоякісної сталі — перевірений, затверджений і гарантовано вільний від внутрішніх дефектів — який потім обробляється до точного профілю колінчастого валу, необхідного саме для вашого двигуна. Ось що таке перевага литих валів у їх найчистішому вигляді.
Заготовка колінчастого валу представляє собою вершину інженерії обертових механізмів. На відміну від штампованих деталей, які формуються за допомогою матриць, колінчастий вал із білета виготовляється з однорідного пруткового матеріалу, зазвичай сталі 4340 або EN40B, після чого проходить точну обробку на CNC-верстатах для отримання готової деталі. За словами експертів із Engine Builder Magazine , "Білет означає, що ви починаєте з нуля. Це чистий лист. Ви не обмежені існуючими формами матриць чи обмеженнями штампування."
Коли абсолютна максимальна міцність є безумовною необхідністю
Ось де конструкція з білета справді випромінює себе: у застосуваннях, де втомні межі штампованих колінчастих валів просто не витримують навантаження. Ми говоримо про двигуни потужністю понад 2000 кінських сил, системи закачування веселящого газу, які створюють масивні миттєві піки крутного моменту, або про турбозаряджені драг-кари, які рушають з повним тиском із коробкою передач lencodrive, що витримує ці навантаження.
Колінчастий вал Howards Cams Billet Reaper LS є прикладом таких екстремальних можливостей. Як повідомляється у Dragzine , цей колінчастий вал «здатний витримувати понад 2000 кінських сил» завдяки використанню матеріалу E4230 з монолітної заготовки, що забезпечує виняткову міцність і тривалий термін служби основних підшипників. Він обробляється на верстатах з ЧПК з точними допусками, а комп'ютерне проектування противаг дозволяє знизити навантаження на підшипники та покращити точність балансування.
Що робить конструкцію з монолітної заготовки особливо придатною для таких екстремальних умов? Три ключові переваги:
Перевірка матеріалу перед обробкою: Перш ніж розпочати будь-яку обробку, виробники можуть перевірити, чи відповідає прутковий матеріал точним специфікаціям. У ньому немає прихованих включень, пористості чи нерівностей структури, які можуть виникнути під час штампування й залишатися непоміченими до моменту виходу з ладу.
Повна свобода дизайну: Потрібен нестандартний хід для вашого литого колінчастого валу SBC? Нестандартна відстань між циліндрами для великого блоку Chevy? Незвичайне розташування противаг? Литий вал — це рішення. Як пояснює Стів Аренд із Scat Crankshafts: «Литі колінчасті вали можна повністю спроектувати за індивідуальним замовленням щодо ходу, конфігурації противаг, розмірів шийок, системи мащення або спеціальних застосувань».
Вища однорідність матеріалу: Структура зерна в литій сталі є лінійною та однорідною по всьому об'єму, забезпечуючи передбачуваний опір втомному руйнуванню на всьому протязі деталі. Ця однорідність стає критично важливою, коли крутильні навантаження досягають рівнів, які перевищують межі втомного опору кованого колінчастого валу.
Ідеальні сфери застосування литих конструкцій
Коли додаткові витрати на литий вал справді виправдані? Такі випадки входять до певних категорій, де ковані альтернативи просто не можуть забезпечити потрібну продуктивність:
Спеціалізовані автоперегони на дистанціях понад 1800–2000 к.с.: Коли ваша комбінація з наддувом або турбонаддувом створює серйозну потужність, білет забезпечує міцність, яка вам необхідна. Багато гонщиків, які шукають lenco cs1 4-speed transmission для продажу, будують двигуни, що вимагають міцності колінчастого валу на рівні білету.
Застосування закису азоту: Миттєві піки крутного моменту від закису азоту створюють унікальні патерни напружень, які навантажують колінчасті валки іншим чином, ніж у випадках з наддувом. Посилені матеріальні властивості білету більш передбачливо витримують ці рапнтові навантаження.
Спеціальні вимоги щодо ходу поршня: Будуєте двигун з нетиповим ходом поршня? Білет часто є єдиним практичним рішенням. Брук Пайпер з Callies Performance Products зазначає: «Навіть лише у світі великих блоків Chevrolet, за роками ми мали все від 4,840", 4,900", 5,000", 5,250", до 5,300" між центрами циліндрів. Ви не можете виправдати окрему куванку для кожної з цих комбінацій — білет є єдиним практичним рішенням».
Тракторні тягові змагання та високонавантажені випробування на витривалість: Застосування, що вимагають тривалого максимального зусилля, вигодують від міцності литих заготовок. Згідно з даними галузі, деякі конструкції тракторних тягових систем потребують 25–32 годин робочого часу верстатів для обробки одного литого колінчастого валу, щоб досягти необхідних характеристик.
Переваги литих колінчастих валів
- Максимальна міцність: Підтверджена якість матеріалу перед обробкою забезпечує максимально можливу міцність обраного сплаву
- Повністю індивідуальні варіанти ходу поршня: Будь-який хід, будь-яка відстань між циліндрами, будь-яка конфігурація противаг — литий вал дає точно те, що потрібно вашій конструкції
- Узгодженість матеріалу: Лінійна, однорідна структура зерна по всьому об’єму забезпечує передбачуваний опір втомленню
- Оптимізація зон підвищеного навантаження: Інженери можуть точно посилити шатунні шийки, головні шийки та галтелі за необхідністю
- Точність допусків: Обробка CNC забезпечує вищу концентричність, баланс і розміри шийок порівняно з куванням за допомогою матриць
- Винятковий термін служби: Правильно обслуговані штучні колінчасті вали зазвичай служать понад 20 років у важких умовах експлуатації
Недоліки штучних колінчастих валів
- Найвища вартість: Штучні колінчасті вали зазвичай коштують на $1,000–$1,200 більше, ніж аналогічні ковані від виробників, таких як Callies, а сильно унікальні моделі від Scat можуть коштувати на $2,000–$8,000 більше, ніж ковані варіанти
- Довгі терміни виконання: Повний виробничий процес займає від декількох днів до кількох тижнів залежно від складності та навантаження цеху
- Ризик виникнення концентраторів напружень через обробку: Неправильно виготовлені штучні колінчасті вали можуть мати концентрації напруження на оброблених поверхнях — тому контроль якості має величезне значення
- Не є від природи міцнішими за ковані: Як зазначає Брук Пайпер із Callies: «Якщо у вас є два колінчасті валки, виготовлені з одного й того ж матеріалу — один кованний, інший фрезерований із суцільного шматка, кованний завжди буде міцнішим» через стиснення структури матеріалу
- Потребує належного зняття напруження: Метал має пам'ять, тому під час обробки необхідно ретельно знімати напруження, щоб запобігти зміні розмірів
Ключовий висновок? Фрезеровані колінчасті валки стають необхідними, коли рівень потужності створює крутний опір, що перевищує межі витривалості кованого колінчастого валу. Нижче цих порогів ви платите преміальну ціну за можливості, які ніколи не використаєте. Як чесно визнає Пайпер: «У дев'яти випадках із десяти наше коване виріб виконає завдання. Тому ми ретельно працюємо з клієнтами»
Якісний штучний стрижень у парі з колінчастим валом завершує рівняння обертового механізму, але вибір колінчастого вала залишається пріоритетним. Розуміння того, коли переваги штучного матеріалу виправдовують інвестиції, а коли преміальна кованою альтернатива забезпечує таку ж реальну продуктивність, відрізняє досвідчених майстрів від тих, хто просто переслідує специфікації, які їм ніколи не знадобляться.

Ковані колінчасті вали зі сталі 4340 для перевіреної продуктивності
Ось реальна перевірка, яка може вас здивувати: для більшості випадків підвищення продуктивності високоякісний кований колінчастий вал зі сталі 4340 забезпечує все необхідне — без преміальної ціни на штучний аналог. Коли ви зрозумієте, чому процес кування створює принципово міцні колінчасті вали, ви побачите, чому виробники, такі як Callies, будували свою репутацію на цій перевіреній технології.
Кований колінчастий вал представляє оптимальну точку балансу, де поєднуються міцність, надійність і цінність. Згідно з Callies Performance Products , "Дев'ять разів із десяти наше кування виконає роботу". Це не маркетингова розмовка — це десятиліття досвіду гонок, перетвореного на практичні рекомендації для серйозних збірників.
Оптимальний вибір для серйозних проектів з підвищеною продуктивністю
Що робить колінчастий вал Callies якості або подібний преміальний кований колінчастий вал таким привабливим варіантом? Все починається з самого технологічного процесу. На відміну від лиття, при якому розплавлений метал заливають у форми, або обробки заготовки на верстаті, при якій матеріал вирізають із суцільного шматка, кування формує нагріту сталь під величезним тиском. Цей процес принципово змінює внутрішню структуру металу на краще.
Коли сталь нагрівають і стискають у штампах кування на багатотонному пресі, структура зерна безперервно проходить уздовж контурів колінчастого валу. Як пояснює Брук Пайпер із Callies: «Якщо ви маєте два колінчасті вали з виготовлені з одного й того ж матеріалу — один кований, інший з білету — кований завжди буде міцнішим». Це пояснюється тим, що кування стискає та вирівнює зернисту структуру, створюючи напрямну міцність точно там, де вона найпотрібніша.
Цифри говорять за себе. Якісні ковані колінчасті вали 4340 від авторитетних виробників надійно витримують потужність 1200–1800 к.с. у належно спроектованих застосуваннях. Для вуличних/трекових двигунів потужністю 800–1200 к.с. — що охоплює більшість серйозних двигунів підвищеної продуктивності — ковані колінчасті вали пропонують виняткову цінність. Згідно з Spool Imports , їх ковані LS колінчасті вали з ходу поршня 3,622" та 4,000" чудово витримують ці рівні продуктивності, коли збалансовані з якісними H-подібними або Drag Pro кованими шатунами.
Чому важливе напрямок зерна для опору втоми
Уявіть пучок стальних тросів, скручених разом і вигнутих за певним шляхом. Кожен трос зберігає свою цілісність, тоді як пучок отримує сумарну міцність завдяки єдиному напрямку. Саме це відбувається зі структурою зерна сталі під час кування — кристалічна структура вирівнюється та «тече» вздовж форми деталі.
Такий вирівняний потік зерна забезпечує кращий опір втомному руйнуванню у порівнянні з обробленим прутком у багатьох застосуваннях. Ось чому це важливо:
Закріплення при деформації: Сам процес кування зміцнює сталь за рахунок деформації. Коли метал стискається та формується, його кристалічна структура стає щільнішою та стійкішою до деформації. Таке природне зміцнення відбувається протягом усього процесу кування — ви не просто формуєте метал, ви робите його міцнішим.
Неперервні межі зерен: У штампувальних колінчастих валах межі зерен безперервно переходять від опорної шийки до шатунної шийки та противаги. Відсутні різкі переходи, де може концентруватися напруга. Порівняйте це з обробкою заготовки, яка перерізає існуючу структуру зерна незалежно від остаточної форми колінчастого вала.
Опір утомному тріщинуванню: Зазвичай втомні руйнування починаються на межах зерен, де існують концентрації напруги. Благодаря тому, що потік зерен вирівнюється за контурами колінчастого вала, штамповані валі продовжують напругу більш рівномірно й краще чинять опір зародженню тріщин, ніж компоненти з порушеною структурою зерна.
Якість також значною мірою залежить від походження матеріалу та способу його обробки. Як зазначає Брук Пайпер із Callies: «Термін 4340 сталь є досить широким. У багатьох частинах світу виникають проблеми з чистотою матеріалу, проте він все одно відповідає параметрам матеріалу 4340». Саме тому важливо обирати штамповані колінчасті валі від виробників, які контролюють ланцюг постачання матеріалів.
Наприклад, компанія Callies закуповує сировину по всьому світу, щоб створити те, що вони вважають найчистішим заготовком SAE 4340, який використовується у лінійці колінчастих валів Magnum. Їхня лінійка Compstar пропонує більш доступний варіант — кування за кордоном у формах, що належать Callies, попереднє оброблення до напівфінішних розмірів, а потім завершення виробництва в Огайо. Такий підхід забезпечує вигідне співвідношення ціни та якості для гоночних застосувань з потужністю до приблизно 1000 кінських сил.
Рівні якості кованих колінчастих валів
Не всі ковані колінчасті вали однакові. Розуміння рівнів якості допомагає правильно співвіднести ваші витрати з цілями щодо потужності:
Преміальний кований вітчизняний (Callies Magnum, аналогічні): Вироблено в США з вітчизняного матеріалу 4340, що має максимальний вміст нікелю та оптимальну термообробку. Надійний при потужності 1500–1800 кінських сил у правильно спроектованих застосунках. Вища твердість поверхні завдяки сучасним процесам нітрування.
Кований середнього класу (Callies Compstar, аналогічні): Виготовлено за кордоном у дієздатних формах, остаточна обробка відбувається вдома. Брук Пайпер стверджує, що ці деталі ідеально підходять для «ентузіаста, який хоче великий колінчастий вал на 800 кінських сил. Наш Compstar витримає це цілий день». Економічно вигідний варіант для збірок потужністю до 1000 кінських сил.
Економ-кований: Ковані імпортні деталі з менш суворими стандартами матеріалу. Підходять для помірних варіантів підвищення продуктивності, але не рекомендуються для серйозних потужностей, де важливо термін витривалості при втомі.
Поєднуючи свій кований колінчастий вал із якісними шатунами Carrillo або аналогічними кованими шатунами, ви створюєте обертовий механізм із узгодженими характеристиками міцності. Ця взаємодія між компонентами максимізує надійність і водночас зберігає розумну вартість.
Переваги кованих колінчастих валів 4340
- Чудкий термін витривалості: Орієнтована структура зерна забезпечує вищу стійкість до утворення тріщин і їх поширення під дією повторюваних напружень
- Перевірена надійність: Десятиліття успіхів у перегонках доводять, що ковані колінчасті вали витримують серйозну потужність, якщо вони правильно підібрані
- Краще співвідношення ціни та якості, ніж у білетних: Преміальні штамповані колінчасті вали коштують на $1,000–$1,200 менше, ніж аналогічні варіанти з білету, і підходять для 90% випадків, де потрібна висока продуктивність
- Широка доступність: Кілька виробників пропонують штамповані варіанти для популярних двигунів із розумними термінами поставки
- Підвищена міцність за рахунок обробки: Сам процес штампування забезпечує природні переваги у міцності, що виходять за межі базових властивостей матеріалу
- Встановлені пороги потужності: Існують чіткі, перевірені рекомендації щодо того, коли слід використовувати штамповані колінчасті вали, а коли потрібно переходити на більш вдосконалені варіанти
Недоліки штампованих колінчастих валів 4340
- Обмежений вибір нестандартної довжини ходу: Штампування вимагає дорогого оснащення, що робить нестандартні ходи непрактичними для невеликих серій виробництва
- Ризик дефектів штампування: Якщо контроль якості недостатній, внутрішні дефекти можуть залишитися непоміченими аж до виходу з ладу — завжди обирайте надійних виробників
- Змінність джерела матеріалу: Кувані деталі з-за кордону можуть використовувати сталь 4340, яка формально відповідає специфікаціям, але має нижчий вміст нікелю або менш оптимальну чистоту
- Обмеження потужності: Понад 1800 кінських сил навіть преміальні ковані колінчасті вали наближаються до меж втомленості при тривалому використанні
Головне? Для 90% високопродуктивних двигунів потужністю до 1500 кінських сил якісний кований колінчастий вал ізі сталі 4340 є розумним вибором. Ви інвестуєте в перевірену технологію з документально підтвердженою надійністю, залишаючи кошти на інші компоненти обертового механізму, де це справді має значення.
Як сказав Брук Пайпер з Callies: «Припустімо, ентузіаст хоче колінчастий вал великого об'єму потужністю 800 к.с. Наш Compstar витримає це цілодобово. Якщо потрібен американський виробник і довший термін служби, доведеться витратити 3000 доларів на литий колінчастий вал, але саме цим ми і займаємося. Ми сідаємо разом і намагаємося врахувати потреби клієнта». Саме такий чесний підхід — вибір колінчастого валу відповідно до реальних вимог замість максимальних характеристик — відрізняє досвідчених майстрів від тих, хто просто прагне похвалитися.
Точні гарячештамповані колінчасті вали з сертифікованою якістю
Що відрізняє хороший кованний колінчастий вал від чудового? Це не лише сплав сталі чи базовий процес кування — це точність, узгодженість і гарантія якості, що забезпечує кожен компонент, який виходить з виробничої лінії. Для професійних будівельників двигунів і гоночних команд, які не можуть дозволити собі варіативність, ковані колінчасті вали, виготовлені за сертифікацією IATF 16949, є професійним рішенням, яке заповнює прогалину між стандартними кованими варіантами та преміальними цільними конструкціями.
Коли ви порівнюєте литий колінчастий вал із кованим, відмінності очевидні. Проте навіть у межах категорії кованих виробів якість виробництва суттєво відрізняється. Кований колінчастий вал гарячого кування, виготовлений із застосуванням сучасного контролю процесу та сертифікованого управління якістю, забезпечує узгодженість, яку звичайні ковані деталі просто не можуть досягти — і за ціною, яка є доцільною для серйозних проектів.
Сертифікований контроль якості для критичних компонентів
Ви, ймовірно, стикалися з сертифікацією IATF 16949, не до кінця розуміючи, що вона означає для якості колінчастого валу. Цей міжнародно визнаний стандарт управління якістю спеціально стосується вимог до виробництва автомобілів і передбачає суворий контроль процесів, наявність документованої процедури та протоколи постійного вдосконалення. Коли виробник має цей сертифікат, ви отримуєте більше, ніж просто колінчастий вал — ви отримуєте гарантію стабільності виробництва.
Чому це важливо для вашого обертового механізму? Зверніть увагу, що відбувається під час лиття або первинної штамповки колінчастого валу за відсутності суворого контролю:
- Коливання температури під час нагрівання призводять до неоднорідної структури зерна
- Знос матриці призводить до розбіжностей у розмірах між партіями продукції
- Недостатній контроль дозволяє поширювати дефектні компоненти
- Заміну матеріалу або його забруднення залишаються непоміченими
Сертифіковане прецизійне кування усуває ці змінні. За даними Queen City Forging, процес кування сприяє більш рівномірній структурі матеріалу, зменшуючи наявність включень або сегрегацій, які можуть виступати концентраторами напружень і призводити до руйнування. У поєднанні з якісними протоколами IATF 16949 кожен колінчастий вал відповідає задокументованим специфікаціям — не просто більшість із них.
Сертифікація також забезпечує відстежуваність. Якщо виникне будь-яка проблема, сертифіковані виробники зможуть відстежити матеріали, технологічні процеси та перевірки на всьому шляху виробничого ланцюга. Для автоперегонних команд, що використовують кілька двигунів, або мотористів, які прагнуть зберегти професійну репутацію, така документація надає незмінний спокій.
Як прецизійне кування максимізує переваги структури зерна
Сучасні процеси гарячого штампування використовують власні переваги штампованої конструкції та посилюють їх через інженерну оптимізацію. Коли сталь нагрівають до точно визначених температур і формують у спеціально розроблених матрицях за контрольованих умов, структурні переваги, про які ми вже говорили — вирівняне зернисте розташування, зміцнення під дією навантаження та напрямна міцність — досягають свого максимального потенціалу.
Ось що забезпечує прецизійне штампування, на відміну від звичайних процесів:
Оптимізований дизайн матриці: Внутрішні інженерні команди використовують комп'ютерне моделювання для розробки штампувальних матриць, які максимізують зернисте розташування в критичних зонах навантаження. Всі радіуси скруглень, переходи шийок та основи противаг отримують цілеспрямовану орієнтацію зерна, замість того випадкового шаблону, який утворюється під час базового процесу штампування.
Контрольовані швидкості деформації: Швидкість і тиск, що застосовуються під час кування, впливають на остаточні властивості. Як зазначено у дослідженнях з кування, ступінь зміцнення при деформації можна контролювати шляхом регулювання ступеня деформації та температури під час кування, що дозволяє оптимізувати механічні властивості матеріалу. Підприємства з точного кування точно контролюють ці параметри.
Стабільна термічна обробка: Процеси термічної обробки після кування, такі як гартування, відпускання та відпалювання, додатково покращують механічні властивості. Атестовані підприємства документують і контролюють ці процеси, забезпечуючи однакову обробку кожного колінчастого валу — усуваючи варіації від партії до партії, що характерні для менш суворих операцій.
Оптимізація якості поверхні: Процес кування дозволяє виготовляти компоненти з відмінною якістю поверхні, що важливо для втомної міцності. Гладка поверхня без дефектів зменшує ризик виникнення тріщин, сприяючи загальній міцності та довговічності. Прецизійне кування забезпечує таку якість поверхні стабільно.
Для професійних мотористів, які закуповують компоненти у виробників, подібних до тих, що представлені на callies com, або шукають аналоги шатунів Carrilo, знаходження партнера з кування, який має такі можливості, вирішує проблему стабільності, характерну для масового виробництва.
Швидке прототипування та виробництво
Автоперегонні команди та професійні мотористи часто стикаються з обмеженими часовими рамками розробки. Вам потрібні швидко виготовлені прототипи компонентів для перевірки конструкцій, а потім — плавний перехід до серійного виробництва після затвердження специфікацій. Сучасні цехи гарячого прецизійного кування з власним інженерним супроводом ефективно реалізують такий робочий процес.
Наприклад, Shaoyi (Ningbo) Metal Technology пропонує швидке прототипування за термін до 10 днів, підтверджене сертифікацією IATF 16949 та інженерною експертизою для оптимізації конструкцій щодо міцності й технологічності. Розташування поблизу порту Нінбо забезпечує швидку доставку по всьому світу для міжнародних автоперегонних програм або виробників двигунів, які закуповують компоненти по всьому світу.
Ця можливість прототипування має важливе значення, оскільки проектування колінчастого валу передбачає компроміси. Розташування противаг впливає на баланс і обтікання повітрям. Розміри шийок впливають на товщину масляної плівки та навантажувальну здатність підшипників. Довжина ходу визначає кути шатунів і швидкість поршнів. Наявність інженерної підтримки на етапі проектування — а не просто отримання того, що виготовлено за допомогою штампування — призводить до оптимізованих компонентів, які максимізують співвідношення міцності до ваги для вашого конкретного застосування.
Переваги прецизійних гарячештампованих колінчастих валів
- Сертифіковане забезпечення якості: Сертифікація IATF 16949 гарантує стабільність виробничих процесів і документально підтверджену відстежуваність
- Оптимізована структура зерна: Сучасний дизайн штампів і контрольовані параметри кування максимізують природні переваги міцності конструкцій з кованого матеріалу
- Конкурентоспроможна ціна для великих обсягів: Професійні будівельники двигунів і гоночні команди отримують переваги від економії на масштабі без поступок якості
- Швидкий перехід від прототипування до виробництва: Власне інженерне відділення та можливості швидкого прототипування скорочують строки розробки
- Виключення дефектів кування: Суворий контроль якості виявляє включення, пористість та нерегулярність зерна, які підривають міцність у звичайних кованних деталях
- Співвідповідність у всьому світі: Сертифіковане виробництво відповідає міжнародним стандартам якості для гоночних організацій та програм OEM
Недоліги прецизійних гарячекованих колінчастих валів
- Може вимагати мінімальних обсягів замовлення: Індивідуальні технічні вимоги зазвичай передбачають мінімальний обсяг замовлення, щоб виправдати витрати на розробку та налагодження інструменту
- Не підходить для одноразових проектів: Окремі ентузіасти, яким потрібен один колінчастий вал, можуть вважати готові варіанти більш практичними
- Термін виготовлення спеціального інструменту: Хоча створення прототипу відбувається швидко, розробка нового інструменту для унікальних конструкцій потребує додаткового планування
Вибір професійних майстрів
Колінчасті вали, виготовлені методом гарячого штампування з сертифікованим контролем якості, займають особливе місце у суперечці щодо міцності цільних та штампованих колінчастих валів. Вони забезпечують переваги структури зерна, притаманні штампуванню — зміцнення при деформації, орієнтацію потоку зерна та усунення внутрішніх порожнин, — водночас додаючи стабільність виробництва, яку вимагають професійні застосування.
Для гоночних команд, які експлуатують кілька автомобілів, виробників двигунів із вимогами до обсягів виробництва чи будь-кого, хто не може допустити варіативності компонентів, ця категорія пропонує оптимальне поєднання міцності, стабільності та вартості. Ви не платите ціну за заготовки з масиву за можливості, які вам, можливо, ніколи й не знадобляться, але водночас не ризикуєте економичними штампуваннями з сумнівним контролем якості.
Ключ полягає у співпраці з виробниками, які поєднують експертизу у галузі штампування з сертифікованими системами якості та інженерною підтримкою. Коли ваша репутація — чи весь гоночний сезон — залежить від надійності колінчастого валу, прецизійне гаряче штампування на сертифікованому підприємстві забезпечує впевненість у тому, що кожен компонент відповідає точним специфікаціям.

Чавунні сталеві колінчасті вали та їхні обмеження щодо продуктивності
Перш ніж інвестувати в преміальний кованний або суцільномеханооброблений колінчастий вал, ви повинні зрозуміти, що ви замінюєте — і чому. Відлиті зі сталі колінчасті вали є базовим рівнем, який стандартно встановлюється в більшості серійних автомобілів. Хоча вони чудово виконують своє призначення у штатних застосуваннях, розуміння їх обмежень допоможе вам прийняти більш розсудливі рішення під час побудови двигуна з потужністю понад заводського рівня.
Розгляньте це таким чином: кожен двигун, що зійшов із конвеєра — чи це малий блок Chevy, застосування колінчастого вала 283, чи навіть 300 ford straight six — ймовірно має литий колінчастий вал. Виробники обирають лиття, бо це економічно доцільно для масового виробництва, а не тому, що це забезпечує кращу міцність. Коли ваші цілі щодо потужності перевищують те, на що розраховували інженери на виробництві, це лиття стає слабкою ланкою у вашому обертовому механізмі.
Розуміння обмежень литих колінчастих валів
Що робить литі колінчасті вали принципово відмінними від їх кованого або штабового аналогів? Справа у тому, як формується метал і яка при цьому виходить внутрішня структура.
Як зазначає Street Muscle Magazine , литі колінчасті вали виготовляють шляхом заливання розплавленого матеріалу — зазвичай чавуну — у форму для отримання заготовки. Переваги цього процесу включають нижчу вартість, дешеве обладнання та мінімальну механообробку, необхідну для отримання готового продукту. Саме тому більшість колінчастих валів OEM-виробників виготовляють саме цим способом.
Ось тут і починаються проблеми для тюнерів. Коли метал затвердіває з рідкого стану в формі, структура зерна формується випадковим чином. Немає вирівняного потоку, що повторює контури колінчастого вала, як у кованого виробу, і немає підтвердженого рівня однорідності матеріалу, як у штабових заготовок. Ця хаотична орієнтація зерен створює кілька критичних слабких місць:
Знижена витривалість: Випадкові межі зерен діють як точки концентрації напруження, де можуть зароджуватися тріщини. Під впливом повторюваних циклів навантаження — саме те, що відчуває колінчастий вал під час нормальної роботи — ці слабкі місця швидше накопичують пошкодження, ніж вирівняні структури зерен.
Знижена міцність на розтяг: Згідно з тим самим джерелом, литі колінчасті вали мають міцність на розтяг близько 60 000 фунтів на квадратний дюйм, тоді як штамповані можуть перевищувати цей показник у два рази, досягаючи 125 000 фунтів на квадратний дюйм. Це суттєва різниця, коли ваш двигун розвиває значну потужність.
Крихкість під навантаженням: Показник подовження — по суті, наскільки матеріал може гнутися перед руйнуванням — розкриває справжню картину. Заводські литі колінчасті вали мають показник подовження близько 3 відсотків, тобто є відносно крихкими. Навіть злитки з кульчастого чавуну покращують цей показник лише до приблизно 6 відсотків, порівняно з більш ніж 20 відсотками, які пропонують високоякісні штамповані колінчасті вали.
Для великих блоків або будь-яких збірок, де ви прагнете значного збільшення потужності, ці обмеження стають ризиками виходу з ладу, а не теоретичними побоюваннями.
Коли штатні литі колінчасті вали достатні
Незважаючи на свої обмеження, литі колінчасті валі мають законне застосування. Не кожна збірка двигуна вимагає преміальних компонентів, і розуміння того, де литі вали залишаються прийнятними, допомагає уникнути надмірних витрат на можливості, які вам ніколи не знадобляться.
Згідно Технічні експерти Summit Racing , литі або з нодулярного чавуну колінчасті вали зазвичай надійно витримують потужність від 300 до 400 кінських сил і можуть витримувати періодичне використання на треку вихідного дня. Карл Пріттс з технічного відділу Summit зауважує, що литі колінчасті вали ідеально підходять для стандартних або помірно модифікованих двигунів, призначених для дороги.
Загальноприйняті галузеві рекомендації стверджують, що литі колінчасті вали стають кандидатами на заміну при потужності понад 450–500 к.с. Цей поріг не є довільним — він вказує на межу, де рівень навантаження наближається до межі витривалості литих деталей за умов постійного використання.
Ось практичні рекомендації щодо використання литих колінчастих валів:
- Штатні відновлені двигуни: Якщо ви відновлюєте двигун до заводських характеристик, оригінальний литий колінчастий вал цілком підходить
- Помірна вулична продуктивність: Прості модифікації, такі як впуск, колектори та тюнінг розподільного валу, що забезпечують потужність менше 400–450 к.с., добре працюють з литими колінчастими валами
- Щоденні автомобілі з низьким навантаженням: Двигуни, які рідко досягають червоної зони та ніколи не працюють тривалий час під великим навантаженням, можуть експлуатуватися з литими колінчастими валами невизначено довго
- Бюджетні збірки: Коли кошти обмежені, штатний литий колінчастий вал дозволяє перерозподілити бюджет на головки, розподільний вал або примусове індукування
Як пояснює Майк Маклафлін з Lunati для Street Muscle Magazine, міцність колінчастого валу — це набагато більше, ніж просто те, чи витримає він одне рекордне навантаження. Колінчасті вали заводського виробництва розроблялися автовиробниками такими, щоб служити 100 000 миль або більше — буквально мільйони циклів — і цей термін експлуатації залежить не лише від межі міцності на розтяг. Навіть найпростіші литі колінчасті вали можуть служити нескінченно довго, якщо двигун працює на нижчих обертах і потужності.
У чому полягає ключова відмінність? Час, проведений під високим навантаженням і на високих обертах, визначає необхідність куваного колінчастого валу так само, як і максимальний рівень потужності. Малий двигун потужністю 400 к.с. у повсякденному автомобілі може добре працювати з литим валом, але той самий двигун у прогульному човні, що працює годинами під тривалим високим навантаженням, потребуватиме кованих компонентів.
Переваги литих стальних колінчастих валів
- Найнижча вартість: Литі вали коштують значно менше, ніж ковані або злиткові аналоги, що робить їх вигідним варіантом для помірних конструкцій
- Легко доступні для стандартних застосувань: Замінні литі колінчасті вали OEM широко доступні для більшості популярних двигунів
- Достатньо для помірних збірок: Потужність до 400-450 к.с. у дорожніх застосуваннях надійно працює з литими колінчастими валами
- Не потрібна спеціальна термообробка: Живиці з чавуну піддаються обробці наклепом під час механічної обробки, що усуває необхідність у термообробці, яка потрібна для штампованих валів
- Легкий пошук: Склади б/у деталей, магазини автозапчастин та онлайн-постачальники мають великий асортимент литих колінчастих валів
Недоліки сталевих литих колінчастих валів
- Найнижча міцність: Межа міцності приблизно 60 000–80 000 фунтів на квадратний дюйм значно обмежує можливості роботи з потужністю порівняно з штампованими варіантами
- Непередбачувані режими відмови: Випадкова структура зерна означає, що тріщини можуть виникати в різних місцях, ускладнюючи передбачення відмов
- Не підходить для серйозних експлуатаційних навантажень: Будь-яка конструкція, призначена для потужності понад 500 к.с. або тривалої роботи на високих обертах, вимагає заміни литого колінчастого валу на ковану версію
- Хрупкість: Низькі показники подовження означають, що литі колінчасті вали схильні до раптового руйнування, а не до згинання чи попередження про відмову
- Обмежений термін витривалості при напруженій роботі: Циклічні навантаження швидше нагромаджують пошкодження, ніж у кованих аналогів
Як визначити литьовий та кований колінчасті вали
Перш ніж починати збирання, потрібно знати, із чим ви працюєте. Визначення типу колінчастого валу — литий чи кований — включає кілька простих методів огляду:
Шукайте лінії лиття: Литі колінчасті валі показують помітну лінію роз'єднання, де зустрілися дві половини форми. Ця лінія проходить уздовж противаг і часто видима навіть без очищення. Кований вал також може мати лінію роз'єднання, але зазвичай вона вужча і чистіша.
Перевірте стан поверхні: Литі вали часто мають трохи шорсткішу, більш пористу струкуру поверхні на ділянках, що не піддавалися обробці. Ковані вали зазвичай мають більш гладку, щільнішу поверхню навіть до остатньої обробки.
Дослідіть номери деталей: Заводські номери деталей зазвичай вказують, чи є вал литим чи кованим. Для двигунів Chevrolet номери лиття на валі можна зіставити з відомими литими та кованими моделями. Багато кованих заготовок зі сталі 4340 чітко маркуються виробниками запчастин.
Порівняння ваги: Ковані стальні вали зазвичай трохи важчі за литі залізні вали з однаковим ходом поршня через більшу щільність матеріалу. Якщо у вас є технічні характеристики, порівняння фактичної ваги з відомими значеннями може підтвердити тип конструкції.
Перевірка магнітом: Хоча це не є остаточним методом, чавунні колінчасті вали по-різному реагують на магніти порівняно з кованою стальлю. Цей метод вимагає досвіду для правильного тлумачення, але може надати додаткове підтвердження.
Коли ви створюєте потужний двигун — чи то 300 Ford прямий шестициліндровий строукер чи великий брутальний двигун — знання вашої вихідної точки допоможе спланувати відповідні модернізації. Чавунний колінчастий вал у двигуні, розрахованому на потужність понад 600 к.с., потребує заміни незалежно від поточного стану. Той самий чавунний вал у помірному вуличному двигуні може бездоганно служити ще багато років.
Розумний підхід полягає в тому, щоб підбирати конструкцію колінчастого вала відповідно до реальних цілей за потужністю та передбаченим використанням. Чавунні колінчасті вали мають своє місце в спектрі продуктивності — просто переконайтеся, що це місце відповідає вимогам вашого двигуна, перш ніж припускати, що заводська деталь витримає ваші амбіції.
Повна таблиця порівняння міцності та порогів потужності
Тепер, коли ми окремо розглянули кожен метод виготовлення колінчастого валу, порівняємо все це поруч. Коли ви обчислюєте об'єм за допомогою калькулятора кубічних дюймів або визначаєте, як розрахувати кубічні дюйми для свого строкера, обраний вами колінчастий вал має відповідати вашим цілям щодо потужності — не тільки сьогоднішнім показникам, але й тим, до яких ви прямуєте.
Цей комплексний порівняльний аналіз узагальнює все, що ми розглянули, у вигляді практичних рекомендацій. Незалежно від того, чи створюєте ви спокійний вуличний автомобіль чи спеціалізований драгстер, ви знайдете чіткі межі підбіру конструкції колінчастого валу залежно від ваших конкретних потреб.
Рейтинг міцності за методами виробництва
Наведена нижче таблиця ранжує варіанти колінчастих валів від оптимального співвідношення міцності та вартості до початкового рівня з істотними обмеженнями. Використовуйте це як точку відліку, а потім врахуйте конкретні фактори, обговорені для кожної категорії:
| Спосіб виготовлення | Типовий матеріал | Межа міцності (psi) | Стійкість до втоми | Рекомендований діапазон потужності | Типовий діапазон вартості |
|---|---|---|---|---|---|
| Точне гаряче штампування (IATF Certified) | сталь 4340 | 180,000-200,000 | Відмінними | 600–1 800 к.с. | $1,200-$2,500 |
| Преміальний білет | сталь 4340/EN40B | 180,000-220,000 | Відмінними | 1,500–3,000+ к.с. | $2,500-$8,000+ |
| Стандартний штампований 4340 | сталь 4340 | 125,000-180,000 | Дуже добре | 500–1,500 к.с. | $800-$1,800 |
| Економічний штампований | сталь 5140/4130 | 95,000-125,000 | Добре | 400–800 к.с. | $400-$900 |
| Литий чавун/сталь | Ковкий чавун | 60,000-80,000 | Задовільно | Менше 500 к.с. | $150-$400 |
Зверніть увагу, що прецизійні гарячештамповані колінчасті вали займають перше місце — а не преміальні злитки. Це ранжування відображає реальну продуктивність, де сертифікований контроль якості та оптимізована структура зерна забезпечують надзвичайну надійність у найширшому діапазоні потужностей. Злитки вирізняються на екстремальних верхніх межах, але для більшості серйозних високопродуктивних конструкцій прецизійне штампування пропонує оптимальний баланс.
Пороги потужності для кожного типу колінчастого валу
Ці конкретні пороги кінцевої потужності відображають консенсус галузі, заснований на десятиліттях досвіду гонок і задокументованих випадків відмов. Використовуйте їх як орієніри, але пам'ятайте, що тип застосування має таке ж значення, як і пикові показники потужності:
До 500 кінських сил: Литі колінчасті вали залишаються прийнятними для використання на дорогах із час від часу використання на треку. Інженери заводу-виробника розробили ці компоненти для надійної роботи в межах цього рівня потужності. Однак, якщо ви плануєте майбутні оновлення, інвестування в ковану конструкцію тепер запобіжить дороговсій розбірки пізніше.
500–1 200 кінських сил: Ковані колінчасті вали стають мінімальним рекомендованим варіантом. Згідно з Engine Labs, постачальники післяринку зазвичай рекомендують використовувати свої литі вали до 500 кінських сил — цей поріг існує з доброї причини. Якісна кована конструкція зі сталі 4340 надійно витримує цей діапазон потужності у застосуваннях для вулиці/дрег-стрипу.
1 200–1 800 кінських сил: Преміум штамповані колінчасті вали з сертифікованим контролем якості стають необхідними. Як зазначає Callies Performance Products, їхні преміум штамповані варіанти надійно витримують цей діапазон потужності при поєднанні з відповідними компонентами обертового механізму. Економ-варіанти штампування не мають необхідної якості матеріалу та контролю процесу для тривалої роботи на таких рівнях.
Понад 1 800 кінських сил: Штучні колінчасті вали стають рекомендованим вибором, особливо для застосувань із закисом азоту, агресивними системами суперчарджингу або тривалою роботою на високих обертах. Можливість перевірити якість матеріалу до обробки та отримати індивідуальні параметри ходу виправдовує преміальні витрати на таких рівнях потужності.
Як термічна обробка впливає на кінцеву міцність
Незалежно від методу виробництва, процеси термічної обробки значно впливають на остаточні властивості колінчастого валу. Як пояснюють експерти галузі , «Ключовим моментом литого колінчастого валу є термічна обробка. Для виливків потрібен інший тип термообробки, ніж для штампування». Цей принцип поширюється на всі типи конструкцій.
Термічна обробка включає три критичні етапи:
- Загартування: Швидке охолодження з високої температури твердить кристалічну структуру сталі
- Загартоване: Контрольоване повторне нагрівання зменшує крихкість, зберігаючи твердість
- Знімання залишкових напружень: Остаточна обробка усуває внутрішні напруження, що виникають під час обробки або штампування
Деякі виробники додають кріогенну обробку — охолодження до приблизно -300 °F безпосередньо після первинної термообробки. Цей етап допомагає завершити процес загартування та збільшує щільність матеріалу. Серйозні компанії з виробництва колінчастих валів для вторинного ринку або мають власні установки для термообробки, або співпрацюють з місцевими спеціалістами, де можна безпосередньо контролювати якість.
Том Ліб з компанії Scat Crankshafts зазначає, що «Коли ми проводимо термообробку власноруч, ми ефективно тестуємо колінчасті валі. Тому що якщо з металом щось не так, валі повертаються із тріщинами, деформовані або розпухлі». Ця вбудована перевірка якості пояснює, чому термообробку ніколи не слід передавати на сторону невідомим підприємствам.
Помилкове уявлення про заготовку та штампування
Ось істина, яка суперечить тому, у що вірять багато ентузіастів: матеріал із суцільної заготовки (billet) не є автоматично міцнішим за штампований. Це хибне уявлення коштувало будівельникам грошей і, в окремих випадках, призводило до поломок двигунів, коли вони вважали, що дорога конструкція з білету гарантує кращі результати.
Як чітко заявляє Брук Пайпер з Callies Performance Products: «Якщо у вас є два колінчасті валі, виготовлені з однакового матеріалу — один штампований, інший — з білету, — то штампований завжди буде міцнішим». Процес штампування стискає та вирівнює структуру зерна, створюючи напрямну міцність, яку просто оброблений матеріал із білету не може відтворити.
Де заготовка отримує перевагу? Три конкретні аспекти:
- Вибір матеріалу: Виробники заготовок можуть використовувати сплави підвищеної специфікації, такі як EN40B, які є непрактичними для штампувальних матриць
- Перевірка перед обробкою: Прутковий матеріал можна перевірити на наявність дефектів до початку будь-якої обробки
- Вільний дизайн: Можливі індивідуальні ходи та конфігурації противаг без дорогого розроблення матриць
Однак погано оброблений фрезеруванням колінчастий вал із заготовки з недостатнім зняттям напружень може демонструвати гіршу втомну міцність, ніж належним чином виготовлений штампований аналог. Сам процес обробки може створити концентрації напружень, якщо його неправильно виконати, а розрізання структури зерна усуває переваги спрямованої міцності, які забезпечує штампування.
Практичний висновок? Не вважайте заготовку кращою лише на підставі вищої ціни. Точний штампований колінчастий вал від сертифікованого виробника часто перевершує бюджетний колінчастий вал із заготовки менш суворого виробника. Підбирайте вал залежно від реальних потреб у потужності та інвестуйте в якість виготовлення, незалежно від методу виробництва.
Спеціфічні для застосування міркування
Показники максимальної потужності розкривають лише частину історії. Ні менш важливо те, як ви використовуєте цю потужність, обираючи тип конструкції колінчастого вала:
Тривала робота на високих обертах: Двигуни NASCAR, що працюють 500 миль на 9000+ об/хв, потребують колінчастого вала із заготовки не через пікову потужність, а через накопичені цикли втоми матеріалу. Колінчасті вали із заготовки використовуються в 900-сильному двигуні NASCAR, тоді як у 1500-сильному двигуні для драг-рейсингу може бути штампований вал — різниця полягає в тривалості навантаження.
Миттєві стрибки крутного моменту: Оксид азоту та агресивні системи підсилення створюють ударні навантаження, що відрізняються від кривих потужності природно аспірованих двигунів. Ці раптові зусилля можуть перевищувати межу міцності матеріалу, навіть якщо середній рівень потужності свідчить про те, що кованої конструкції має бути достатньо.
Подвійне призначення для дороги/треку: Двигуни, які використовуються як у повсякденній їзді, так і час від часу на треку, виграють від кованої конструкції завдяки її стійкості до втомних навантажень. Багаторазові термічні цикли та різноманітні умови навантаження сприяють наявності вирівняної зернистої структури замість обробленої заготовки.
Спеціалізоване змагання: Двигуни для змагань однієї мети можуть оптимізувати вибір колінчастого валу під конкретні умови. Двигун малого блоку для змагань у категорії «брекет» із постійними заїздами за 10 секунд має інші вимоги, ніж автомобіль для змагань «хедс-ап» із максимальними навантаженнями та мінімальним охолодженням між заїздами.
Розуміння цих нюансів допомагає уникнути надмірних витрат на можливості, які ви ніколи не використаєте, та недостатньої міцності компонентів, що вийдуть з ладу під граничними навантаженнями. Таблиця порівняння міцності надає початкові орієнтири, але продумане застосування цих принципів забезпечує відповідність вибору колінчастого валу вашим цілям.
Розуміння режимів руйнування колінчастого валу та їх запобігання
Знати, який метод виготовлення колінчастого валу підходить для ваших цілей за потужністю — це лише половина справи. Розуміння того, як саме ці компоненти руйнуються, і вчасне виявлення ознак перед катастрофічним пошкодженням може врятувати усі ваші інвестиції в двигун. Незалежно від того, використовуєте ви штампований чи литий колінвал, механізми руйнування значно відрізняються залежно від методу виготовлення, а раннє виявлення проблем — найкращий захист.
Ось неприємна правда: навіть найміцніший колінчастий вал з часом вийде з ладу, якщо його експлуатувати в умовах, що перевищують проектні обмеження. Згідно з даними експертів автопрому , додаткове навантаження на двигун, яке виникає, коли ви постійно різко розганяєтеся з місця, змушує колінчастий вал сприймати різкі піки крутного моменту, які він не може витримувати вічно. З часом температура стає надто високою, а навантаження на підшипники — надмірним. Розуміння механізмів таких пошкоджень допомагає запобігти їм.
Як колінчасті вали руйнуються під екстремальними навантаженнями
Колінчасті вали з кованої та суцільної заготовки руйнуються різними способами — знання цього може допомогти виявити проблеми до того, як вони призведуть до катастрофи.
Типові сценарії пошкодження кованих колінчастих валів: Ковані вали зазвичай руйнуються через втомні тріщини, які виникають у точках концентрації напружень. Найпоширеніші місця зародження пошкоджень включають:
- Місця перетину масляних каналів: У місцях, де масляні канали переходять у поверхні шийок, напруження концентрується на ділянці переходу. Багаторазові цикли навантаження можуть призвести до утворення мікроскопічних тріщин, які з часом поширюються.
- Радіуси закруглень: Криволінійні переходи між шийками та колінами піддаються найвищим концентраціям напружень під час роботи. Недостатній радіус галтелі або погана якість поверхні в цих зонах прискорює утворення тріщин.
- Місця кріплення противаг: Стик між противагами та основним корпусом зазнає значного згинного напруження, особливо при високих обертах.
Оскільки штамповані колінчасті вали мають вирівняну структуру зерна, тріщини, як правило, поширюються по передбачуваних траєкторіях. Це насправді дає невелику перевагу — втомні тріщини часто розвиваються достатньо повільно, щоб дати попередження перед повним руйнуванням. Штампований колінчастий вал може працювати десятки циклів або тисячі кілометрів із розвиваючоюся тріщиною, даючи вам можливість виявити проблему.
Характеристики руйнування цільних колінчастих валів: Цільні вали можуть раптово і непередбачувано руйнуватися за наявності проблем. Два основні типи руйнування домінують:
Стресові концентратори, спричинені обробкою: Коли обробка з ЧПУ ріже через структуру зерна матеріалу, будь-які сліди інструменту, гострі внутрішні кути чи поверхневі дефекти стають потенційними точками зародження тріщин. На відміну від кування, де зерно безперервно проходить через напружені ділянки, оброблені поверхні переривають структуру зерна на кожному розрізі. Якщо якість обробки погана, ці переривання стають місцями руйнування під навантаженням.
Невиявлені дефекти матеріалу: Хоча виготовлення з заготовки дозволяє провести перевірку матеріалу до обробки, внутрішні дефекти можуть залишитися непоміченими. Включення, порожнини або локальні концентрації сплаву у глибині прутка можуть проявитися лише тоді, коли колінчастий вал опиниться під максимальним навантаженням — що часто призводить до раптового, катастрофічного руйнування без попередження.
Характер пошкодження також значною мірою залежить від того, чи працює ваш двигун при стабільних високих обертах або піддається миттєвим стрибкам крутного моменту. Двигун із порядком роботи циліндрів 351w, що працює зі стабільними обертами на кільцевих трасах, поступово накопичує втомні пошкодження. Порядок запалювання 351 Віндзор створює передбачувані імпульси запалювання, які однаковим чином навантажують колінчастий вал, що дозволяє втомним тріщинам розвиватися поступово.
Навпаки, двигун для драг-рейсингу з установкою закису азоту піддається величезним миттєвим стрибкам крутного моменту, які можуть раптово перевищити межу міцності матеріалу. Для двигуна 351 Віндзор порядок роботи циліндрів — незалежно від конкретного варіанта — має менше значення, ніж раптові ударні навантаження, які можуть спричинити миттєве руйнування, якщо колінчастий вал уже був уражений.
Попередження про катастрофічне руйнування
Щоб запобігти руйнуванню двигуна через вихід з ладу колінчастого валу, потрібна пильність. Ці ознаки свідчать про наявність проблем, які вимагають негайного втручання:
- Незвичайні вібрації: Нові вібрації, які раніше не присутніми, особливо в певних діапазонах обертів, можуть вказувати на розвиток тріщин або проблем із підшипниками. Звертайте увагу на гармонічні частоти, які змінюються з часом.
- Зношення підшипників: Під час розбирання уважно перевіряйте головні та шатунні підшипники. Нерівномірний знос, задири або видимий мідний шар крізь матеріал підшипника вказують на проблеми з вирівнюванням або пошкодження шийок, що нерівномірно навантажують колінчастий вал.
- Показники аналізу мастила: Регулярний аналіз мастила може виявити підвищений вміст частинок заліза, хрому або матеріалу підшипників до того, як пошкодження стає видимим. Аналіз тенденцій цих значень протягом часу дозволяє виявити розвиток проблем.
- Незвичайні шуми: Стукіт, гуркіт або ритмічні звуки, які відповідають швидкості двигуна, часто вказують на зазори в підшипниках або пошкодження шийок, що впливають на навантаження колінчастого валу.
- Проблеми з гасителем коливань: Пошкоджений або неправильно підібраний гаситель коливань дозволяє крутильні вібрації пошкоджувати колінчастий вал. Регулярно перевіряйте гасителі на наявність розшарування гуми або витоку рідини.
- Коливання тиску мастила: Нестабільний тиск мастила, особливо на холостому ходу або під час уповільнення, може вказувати на зміну зазорів у підшипниках через знос шийок колінчастого валу або його прогин.
Як зазначає експерти відраслі , дешеві підшипники, болти сторонніх виробників і погано оброблені компоненти не зможуть забезпечити потрібну точність, що збільшує ризик неправильного вирівнювання, поганих масляних зазорів і нерівномірного навантаження на шийки колінчастого валу. Колінчастий вал настільки міцний, наскільки міцні деталі, що його підтримують.
Запобігання завдяки правильній установці
Найкраща поломка колінчастого валу — це та, що ніколи не відбувається. Кілька факторів значно подовжують термін служби колінчастого валу незалежно від методу виготовлення:
Правильне балансування: Точно збалансований обертовий механізм усуває вібрації, що призводять до напруження і прискорюють втомне руйнування. Професійне балансування враховує поршні, пальці, кільця, шатуни та всю обертову масу для досягнення максимально можливого балансу.
Вибір демпфера коливань: Гармонічний демпфер контролює крутильні коливання, які інакше згинали б колінчастий вал ніби пружину з кожним імпульсом запалювання. Важливо точно підібрати характеристики демпфера до конкретних гармонічних частот вашого двигуна — неправильний демпфер може фактично посилювати шкідливі вібрації.
Термічна обробка та поверхневе оздоблення: Правильна термічна обробка максимізує властивості матеріалу, тоді як відповідне поверхневе оздоблення усуває концентрації напружень. Обкатка галтелей — процес, що зміцнює критичні ділянки радіусів галтелей — значно підвищує довговічність колінчастих валів, виготовлених шляхом кування або злитків.
Якість супутніх компонентів: Ваш колінчастий вал залежить від опорних підшипників, шатунних вкладишів і належного мащення для тривалої роботи. Використання оригінальних (OEM) або найякісніших неоригінальних компонентів, виготовлених за точними специфікаціями, забезпечує плавне обертання колінчастого валу навколо справжньої осі, повністю підтримуваного масляною плівкою.
При створенні серйозних потужних комбінацій — чи ви використовуєте паливний насос holley blue для задоволення агресивних потреб у паливі, чи досліджуєте можливості насоса c6 forum aux fuel pump boost для вашого турбованого застосування — пам'ятайте, що можливості паливної системи ніщо, якщо ваша обертовою збірка вийде з ладу. Колінчастий вал повинен витримати потужність, яку дозволяє ваша паливна система.
Порада досвідчених майстрів залишається незмінною: уникайте різкого прискорення, рапзкого гальмування та непотрібних високих обертів під час обкатки. Ці маленькі звички накопичуються з часом, допомагаючи колінчастому валу, підшипниках і всій нижній частині двигуна тривати значно довше. Як тільки ваш двигун буде належним обкатаний, узгоджуйте свій стиль керування з можливостями колінчастого валу — і ніколи не вважайте жоден компонент незнищенним.
Остатні рекомендації для будь-якого рівня продуктивності
Після вивчення металургії, технологічних процесів, режимів руйнування та даних експлуатаційних характеристик настав час відкинути зайве й надати вам остаточні рекомендації. Незалежно від того, чи створюєте ви автомобіль для вихідних з двигуном Ford 460, чи спеціалізований автомобіль для драг-рейсингу потужністю у кілька тисяч кінських сил, правильний вибір колінчастого валу відповідно до реальних цілей за потужністю допоможе уникнути зайвих витрат і катастрофічних поломок.
Суперечка щодо міцності цільного та штампованого колінчастого валу зводиться до одного: що саме потрібно для вашої конкретної конструкції? Не те, що звучить вражаюче на виставці автотюнінгу, а те, що надійно витримуватиме ваші цілі за потужністю протягом тривалого часу. Розглянемо детальніше залежно від призначення.
Підбір типу колінчастого валу відповідно до цілей вашої конструкції
Ваш вибір колінчастого валу має ґрунтуватися на логічному алгоритмі, який враховує рівень потужності, передбачене призначення та пріоритети бюджету. Ось остаточні рекомендації, упорядковані за призначенням:
- Конструкції з потужністю менше 600 кінських сил: Якісні ковані колінчасті вали зі сталі 4340 забезпечують чудове співвідношення ціни та надійності для цього діапазону потужностей. Незалежно від того, чи збираєте ви двигун Ford 460 для експлуатації на дорогах загального користування, чи малий блок для змагань у вихідні, преміальна кована конструкція витримує ці рівні потужності з значним запасом міцності. Ви витратите від 800 до 1800 доларів на колінчастий вал, який надійно витримає ваші цілі за потужністю, залишивши бюджет на інші компоненти обертового механізму. Переваги структури зерна при куванні — упрочнення деформацією та орієнтований потік зерна — забезпечують опір втомленню, що перевершує вимоги більшості проектів для вулиці/треку.
- побудови для вулиці/треку потужністю 600–1500 к.с.: Преміальні штамповані колінчасті вали з сертифікованим контролем якості стають оптимальним вибором. Саме тут надзвичайно важливою є послідовність виробництва — вам потрібна підтверджена якість матеріалу, правильна термообробка та задокументовані процеси контролю. Незалежно від того, чи використовуєте ви форсований двигун Ford 460 чи турбозаряджувану імпортну платформу, сертифіковані штамповані вали від авторитетних виробників забезпечують необхідну міцність без ціни на заготовки з бруска. Згідно з даними Engine Labs, такі виробники, як Callies, довели, що штамповані вали надійно витримують потужність у діапазоні 1200–1800 кінських сил у правильно спроектованих застосуваннях.
- Спеціалізовані для драг-рейсингу понад 1500 кінських сил: Розгляньте штучні колінчасті валі для випадків, коли необхідні нестандартні ходи, екстремальні тиски наддуву або використання закису азоту, що перевищують межі витривалості штампованих деталей. Якщо ви підбираєте двигун Ford 460 у комплекті для серйозних змагань або розробки спеціального двигуна зі збільшеним ходом, вільний дизайн та підтверджена якість матеріалу штучного виробу виправдовують інвестиції у розмірі 2500–8000+ доларів США. Здатність точно задавати розміри ходу, розташування противаг та розміри шийок стає практичною необхідністю, а не розкошшю, на таких рівнях потужності.
- Професійні автоперегонові команди та великі виробники: Точні гаряче-штамповані компоненти з сертифікацією IATF 16949 пропонують найкраще поєднання міцності, узгодженості та вартості. Коли ви будуєте кілька двигунів або ваш змагальний сезон залежить від надійності компонентів, сертифіковані процеси виробництва елімінують варіативність, що характерна для звичайних штампованих деталей. Партнери як Shaoyi (Ningbo) Metal Technology забезпечують швидке прототипування всього за 10 днів у поєднанні з можливістю високоволюмного виробництва — саме те, що потрібно професійним програмам для розробки та змагань.
Остаточний висновок щодо вибору міцності
Ось що розуміють досвідчені майстри двигунів, але що часто ухиляється від уваги звичайних ентузіастів: перевага цільного матеріалу стає суттєвою лише при певних порогах потужності. Як стверджує Брук Пайпер із Callies Performance Products: «У дев’яти випадках із десяти наш кованний матеріал виконає роботу». Це не приниження цільного матеріалу — це чесне визнання того, що більшість конструкцій ніколи не наближаються до меж, де цільна побудова дає реальні переваги.
Розгляньте математику. Преміальний штампований колінчастий вал коштує на 1000–1200 доларів менше, ніж аналогічний варіант із цільного шматка металу. Якщо ваш двигун виробляє 1200 кінських сил, а ви використовуєте штамповані колінвали, розраховані на 1800 кінських сил, де додаткові витрати на цільний метал дають перевагу? Ніде. Ці 1200 доларів краще витратити на якісніші шатуни, поршні вищої якості чи прецизійний гаситель крутильних коливань — компоненти, які справді підвищують надійність і продуктивність вашого двигуна.
Виняток підтверджує правило. Коли ви прагнете до потужності великого блоку 460, яка сягає 2000+ кінських сил, або створюєте двигуни, в яких порядок запалювання ford 460 створює жорстокі стрибки тиску в циліндрах через примусове нагнітання, конструкція з цільного шматка металу стає розумним вибором. Підтверджена якість матеріалу та свобода проектування виправдовують інвестиції, оскільки ви дійсно використовуєте ці можливості.
Більшість будівельників краще використовують якісні штамповані колінчасті вали та супутні компоненти, замість того, щоб гнатися за технічними характеристиками заготовок, які їм ніколи не знадобляться.
Стратегія повного обертового агрегату
Вибір колінчастого валу ніколи не повинен здійснюватися ізольовано. Обертовий агрегат працює як система — колінчастий вал, шатуни, поршні, підшипники та гаситель крутильних коливань мають працювати разом, щоб витримати ваші потужнісні цілі. Несумісні компоненти створюють слабкі ланки, які зводять нанівець мету інвестування в преміальний колінчастий вал.
Ось як про це варто подумати стратегічно:
- Узгодьте міцність шатунів із можливостями колінчастого валу: Використання преміального штампованого колінчастого валу разом із економичними шатунами створює непотрібну точку відмови. Передбачте бюджет на шатуни типу H-подібних або якісні штамповані шатуни, які гармонують із вибором вашого колінчастого валу.
- Вибір поршнів впливає на навантаження колінчастого валу: Важчі поршні збільшують масу, що рухається вперед-назад, та навантаження на колінчастий вал. Легші ковані поршні зменшують навантаження, але вимагають ретельного підбору комплекту кілець. Збалансуйте ці компроміси з огляду на ваші цілі за обертовими частотами.
- Якість підшипників має вирішальне значення: Колінчастий вал спирається на масляну плівку, яку забезпечують корінні та шатунні вкладиші. Згідно з Tomorrow's Technician , забруднення — це головна причина виходу з ладу вкладишів і колінчастого валу. Преміальні тришарові або покриті матеріалом вкладиші забезпечують ту захистну функцію, яку вимагають серйозні двигуни.
- Вибір демпфера коливань: Неправильний демпфер може фактично посилювати шкідливі вібрації замість того, щоб їх стримувати. Узгоджуйте характеристики демпфера з конкретними гармонічними частотами вашого двигуна — особливо важливо при зростанні потужності.
Для професійних виробників двигунів, які закуповують компоненти для кількох проектів, або гоночних команд, що потребують стабільної якості протягом усієї програми, співпраця з виробниками, сертифікованими за IATF 16949, спрощує закупівлю та гарантують відповідність специфікаціям. Власна інженерна підтримка на етапі проектування оптимізує співвідношення міцності до ваги саме для вашого конкретного застосування, замість використання того, що випускають універсальні штампи для кування.
Ваша рамка рішень
Коли ви будете готові обрати колінчастий вал, розгляньте такі запитання:
- Який у вас реальний цільовий показник максимальної потужності — не той номер, який ви говорите друзям, а фактична потужність, яку виробить ваш двигун?
- Як буде використовуватися двигун? Як основний засіб пересування, лише на вихідних, виключно для змагань чи професійних перегонів?
- Який у вас загальний бюджет на обертовий механізм? Чи можете ви дозволити собі преміум-варіант з кованої сталі з якісними супутніми компонентами, чи ціна на фрезеровані деталі змусить вас робити компроміси в інших місцях?
- Чи потрібні вам індивідуальні характеристики плеча кривошипа, чи стандартні штамповані варіанти відповідають вашим вимогам?
- Наскільки важлива стабільність виробництва? Одиничні збірки допускають більшу мінливість, ніж професійні програми, які вимагають ідентичних компонентів у кількох двигунах.
Відповісти чесно на ці запитання — і вибір колінчастого валу стане очевидним. Суперечка щодо міцності цільного та штампованого колінчастих валів вирішується сама собою, коли метод виготовлення відповідає реальним вимогам, а не прагненню до специфікацій, що звучать вражаюче, але не дають практичної користі.
Чи ви збираєте помірний вуличний двигун чи монструальну драг-машину, мета залишається однаковою: створити обертовий механізм, який надійно витримуватиме ваші потужнісні цілі протягом тривалого часу. Робіть правильний вибір, інвестуйте в якісне виробництво, і ваш колінчастий вал стане останнім, про що ви будете хвилюватися, коли натиснете педаль газу.
Поширені запитання щодо міцності колінчастого валу
1. Який колінчастий вал є найміцнішим?
Найміцніший колінчастий вал залежить від вашого застосування. Преміум цільні колінчасті вали, виготовлені зі сталі EN40B або 4340, забезпечують найвищий потенціал міцності для екстремальних умов із потужністю понад 2000 кінських сил. Проте якісні штамповані колінчасті вали 4340 від виробників, таких як Callies, мають кращу витривалість завдяки вирівняному потоку зерна та матеріалу, загартованого деформацією. Для більшості спортивних двигунів потужністю менше 1500 кінських сил прецизійні гарячештамповані колінчасті вали з сертифікацією IATF 16949 забезпечують оптимальну міцність і надійність. Виробники, сертифіковані за IATF, такі як Shaoyi Metal Technology, гарантують стабільну якість завдяки суворому контролю процесів і підтвердженим характеристикам матеріалів.
2. Чи є цільний вал за своєю природою міцнішим, ніж штампований?
Ні, заготовка не є за своєю природою міцнішою за штампування. За словами експертів галузі, якщо два колінчасті вали виготовлені з однакового матеріалу — один штампований, інший із бруска — то штампований вал буде міцнішим завдяки стиснутій та вирівняній структурі зерна, яка повторює контури деталі. Переваги брускового варіанта полягають у свободі проектування, можливості перевірки матеріалу перед обробкою та здатності використовувати сплави вищої специфікації. Процес штампування створює сталеві деталі, загартовані деформацією, з напрямленою міцністю, тоді як обробка бруска передбачає розрізання наявної зернистої структури. Обидва методи дозволяють отримати виняткові колінчасті вали за правильної реалізації, проте вони найкраще працюють у різних діапазонах потужності та застосувань.
3. На якій потужності слід переходити з литого на штампований колінчастий вал?
Галузевий консенсус рекомендує переходити з литих на штамповані колінчасті вали при потужності понад 450-500 к.с. Литі колінчасті вали мають межу міцності на розрив близько 60 000–80 000 фунтів на квадратний дюйм порівняно зі штампованими — 125 000–200 000 фунтів на квадратний дюйм. Для потужностей у діапазоні 500–1200 к.с. мінімальною рекомендацією стає якісна штампована сталь 4340. Понад 1200 к.с. необхідні преміальні штамповані вали з сертифікованим контролем якості. Застосування, де потужність перевищує 1800 к.с., зазвичай вимагає загартованих валів для максимальної міцності та індивідуальних характеристик.
4. Що спричиняє поломку колінчастого валу у двигунах підвищеної продуктивності?
Пошкодження колінчастого валу зазвичай виникають через тріщини від утомлення у точках концентрації напружень, зокрема на перетинах масляних отворів, радіусах галтелей та основах противаг. Кований колінчастий вал зазвичай руйнується поступово внаслідок втомного тріщинування, що дає попереджувальні ознаки, тоді як цільні вали можуть раптово ламатися через стресові концентратори, спричинені обробкою, або непомічені дефекти матеріалу. До чинників, що сприяють цьому, належать неправильна термічна обробка, погана якість підшипників, невідповідні демпфери крутильних коливань і перевищення допустимої потужності для валу. Регулярний аналіз мастила, огляди підшипників і увага до незвичайних вібрацій допомагають виявити проблеми до катастрофічного пошкодження.
5. Як структура зерна впливає на довговічність колінчастого валу?
Структура зерна суттєво впливає на втомну міцність і довговічність колінчастого валу. Кування вирівнює кристалічну структуру зерна металу вздовж контурів колінчастого валу, створюючи напрямкову міцність у місцях з найбільшою концентрацією напружень. Така вирівняна структура краще протистоїть зародженню і поширенню тріщин порівняно з випадковими або перерваними структурами зерна. Обробка заготовки різанням порушує існуючу лінійну структуру зерна, потенційно створюючи ділянки концентрації напружень на оброблених поверхнях. Литі колінчасті вали мають випадкову орієнтацію зерна з непередбачуваними слабкими ділянками. Правильна термообробка додатково підвищує переваги структури зерна незалежно від методу виготовлення.