 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Ключові стратегії мастила автомобільних штампів для підвищення продуктивності
Коротко
Змащування матриць у автомобільній промисловості — це важливий процес нанесення спеціалізованого складу для утворення захисної плівки між матрицею та заготовкою під час операцій штампування або лиття. Ефективна стратегія змащування є необхідною для зменшення тертя та нагрівання, запобігання передчасному зносу інструменту, забезпечення якісного відокремлення виготовлених деталей і максимально можливого терміну експлуатації дорогих матриць.
Ключова роль змащення в операціях із матрицями в автомобільній промисловості
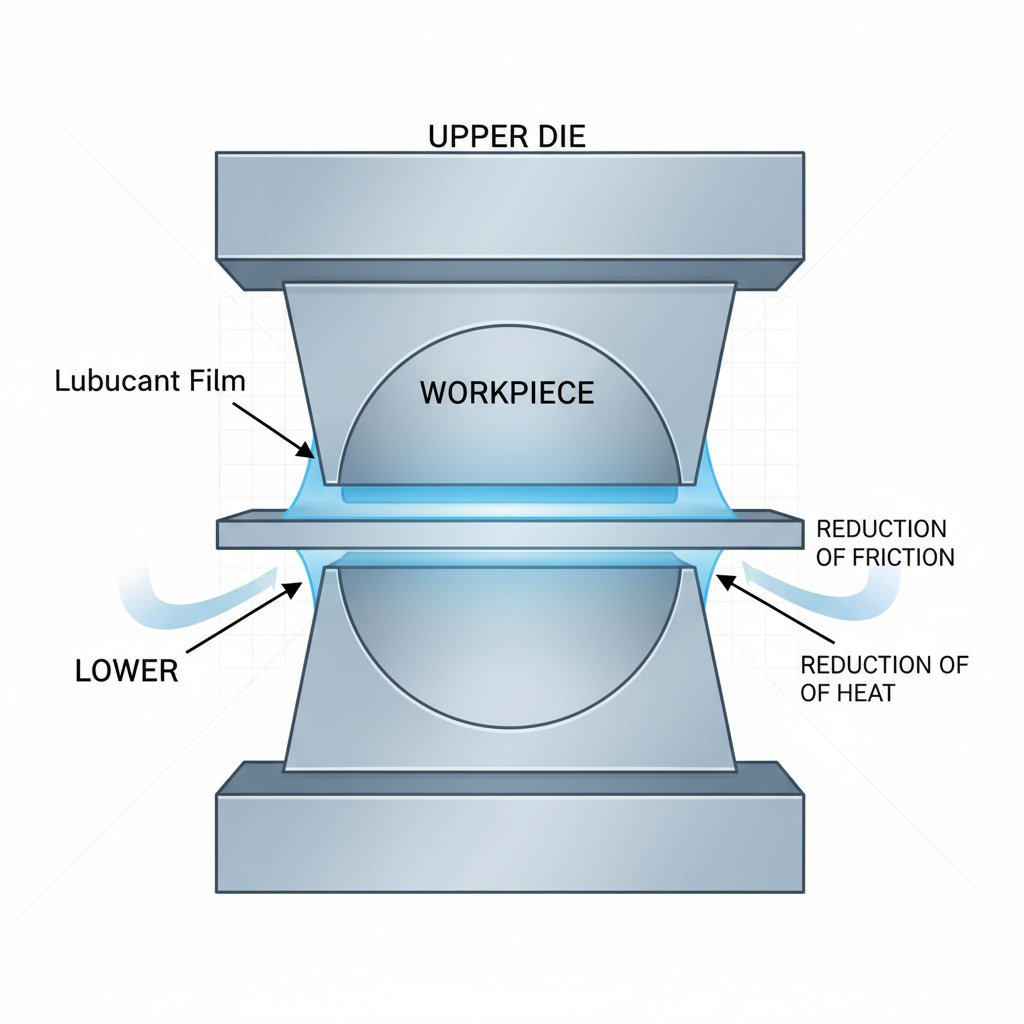
У будь-якому штампуванні, формуванні чи виготовленні деталей взаємодія між інструментом та заготовкою є моментом інтенсивного тертя й виділення тепла. Основною метою змащування матриць є створення міцної плівки на цьому контакті для контролю цих сил. Цей процес полягає не просто у нанесенні рідини; це фундаментальний елемент успішного виробничого процесу, який впливає на все — від якості деталей до експлуатаційних витрат. При правильному виконанні добре продумана стратегія змащення може значно підвищити ефективність усього виробничого циклу.
Функції змащування матриць багатогранні і виходять далеко за межі простого зменшення тертя. Якісний мастильний матеріал створює фізичне розділення між поверхнею матриці та деталлю, що є критично важливим для запобігання пошкодженням і забезпечення чистого випуску. Тривалість служби високоточного інструменту, такого як спеціальні автомобільні штампи, розроблені фахівцями типу Shaoyi (Ningbo) Metal Technology Co., Ltd. , безпосередньо залежить від дбайливо виконаної програми мащення. Без неї навіть найміцніші матриці будуть страждати від передчасного зносу.
Ефективне мащення матриць забезпечує кілька ключових переваг:
- Керування тертям і теплом: Зменшуючи опір між матрицею та заготовкою, мастильні матеріали розсіюють інтенсивне тепло, що виникає під час формування, що є важливим для збереження розмірної стабільності як інструменту, так і деталі.
- Захист матриць: Плівка мастила діє як екран, запобігаючи закипанню, задирам та іншим видам зносу, які виникають через безпосередній контакт металу з металом. Це безпосередньо призводить до подовження терміну служби інструменту та скорочення простоїв на технічне обслуговування.
- Покращена якість деталей: Правильне мащення забезпечує плавний рух матеріалу по поверхні матриці, запобігаючи розривам, тріщинам і косметичним дефектам. Воно також сприяє чистому відокремленню деталі від матриці, уникнення спотворень.
- Контроль корозії: Багато формувальних мастил містять добавки, які захищають як матрицю, так і готову деталь від окиснення та іржавіння під час та після виробничого процесу.
Навпаки, наслідки недостатньої мастили можуть бути серйозними. Недостатнє або неправильне нанесення рідини призводить до збільшення кількості браку, дорогих ремонтів матриць та незапланованих зупинок виробництва. У автомобільній промисловості, де все частіше використовуються легкі матеріали, такі як алюміній, щоб підвищити паливну ефективність, вимоги до технології мастил ще більш посилюються. Ці матеріали вимагають спеціалізованих стратегій мастил для обробки їхніх унікальних характеристик формування та запобігання проблемам, таким як припікання під час операцій лиття під тиском.
Розробка комплексної стратегії мастил
Досягнення високого рівня змащення вимагає відмови від хаотичного, реактивного підходу на користь запланованої, комплексної стратегії. Розробляючи план змащення, особливо в умовах швидкої заміни інструменту (QDC), компанії ніколи не повинні розглядати окремий компонент ізольовано. Ефективна стратегія забезпечує, щоб усі елементи — від вибору мастила та його розведення до методів нанесення та контрольних процесів — працювали узгоджено, скорочуючи час налагодження та запобігаючи помилкам.
Комплексна стратегія починається з розуміння того, що різні роботи мають різні вимоги. Наприклад, автовиробники OEM часто мають специфічні, затверджені рідини для своїх інструментів. Важливою частиною стратегії є вибір між реактивним, графікованим підходом та більш сучасною системою, заснованою на стані обладнання. Хоча графіковане змащування є простішим, стратегія, заснована на стані, контролює фактичний стан мастила та обладнання для оптимізації його застосування, зменшуючи відходи та покращуючи продуктивність. Такий проактивний підхід є важливим для сучасного виробництва з високим різноманіттям продукції.
Щоб створити надійну стратегію змащування, розгляньте наступний контрольний список:
- Проаналізуйте застосування: Оцініть матеріал заготовки (наприклад, високоміцна сталь, алюміній), складність деталі та тип операції (наприклад, штампування, глибока витяжка, лиття під тиском).
- Проконсультуйтеся з постачальниками: Працюйте з постачальником мастил, щоб вибрати правильну рідину. Вони можуть надати важливу інформацію щодо характеристик формування та сумісності з подальшою обробкою, наприклад, фарбуванням або покриттям.
- Визначте параметри застосування: Визначте оптимальний метод нанесення (наприклад, розпилення, валець), розташування сопла, об’єм та час. Інтелектуальні контролери можуть зберігати ці «профілі розпилення», щоб забезпечити відтворюваність і уникнути припущень під час заміни.
- Налаштуйте правильне розведення та контроль: Скористайтеся діаграмою концентрації від постачальника мастил, щоб встановити правильне співвідношення розведення. Регулярно перевіряйте концентрацію рефрактометром, щоб забезпечити стабільність.
- Інтегруйте з роботою пресів: Для максимальної ефективності, особливо з QDC, використовуйте системи, такі як колектори з швидкоз’єднанням для мастильних ліній. Це не лише прискорює заміну, але й запобігає помилкам, наприклад, під’єднанню неправильного шланга до неправильного сопла.
У таблиці нижче порівнюються дві стратегічні установки, наголошуючи на перевагах проактивного підходу, заснованого на системах.
| Фактор | Реактивна (орієнтована на компоненти) стратегія | Проактивна (орієнтована на систему) стратегія |
|---|---|---|
| Нанесення мастила | Ручне або за фіксованим графіком нанесення; часто призводить до надмірного або недостатнього змащування. | Автоматизоване нанесення, що базується на стані обладнання, із точним контролем об’єму та часу. |
| Процес заміни | Індивідуальні підключення шлангів; високий ризик помилок оператора та забруднення. | Використання колекторів зі швидкороз'єднувальними муфтами та запрограмованих рецептів; мінімізує помилки та простої. |
| Моніторинг | Рідкісні або відсутні перевірки концентрації та стану мастила. | Регулярний контроль співвідношення розведення та ефективності системи; коригування на основі даних. |
| Вихід | Нестабільна якість деталей, більше витрат мастила, збільшений знос матриці та тривалі простої. | Стабільна якість деталей, зменшені відходи, подовжений термін служби матриці та підвищена ефективність роботи. |
Вибір правильного мастила: Посібник з типів та властивостей
Саме мастило є основою будь-якої стратегії мащення матриць. Правильний вибір типу мастила є критично важливим і значною мірою залежить від конкретного застосування, зокрема від матеріалу, що штампується, робочих температур і тисків. Чотири основні категорії промислових мастил мають відмінні властивості, які підходять для різних умов роботи.
Основні типи включають оливи, мастила, сухі мастильні матеріали та проникаючі змащувачі. Для більшості застосунків у виливці автомобільних форм найпоширенішими є оливи та спеціалізовані синтетичні сполуки. Наприклад, у процесі виливки алюмінію під тиском при високій температурі водні формові мастила розроблені так, щоб ефективно охолоджувати поверхню форми та запобігати припіканню — поширеній проблемі, спричиненій ефектом Лейденфроста, коли рідина випаровується, не змочивши гарячу поверхню. Аналогічно, для штампування алюмінієвих деталей кузова (BIW) гарячі плавлені мастила можуть забезпечити краще граничне змащування у порівнянні з традиційними оливами.
Правильний вибір вимагає ретельної оцінки кількох факторів. Мастило, яке добре працює при низьких температурах, може руйнуватися під впливом екстремального нагріву під час кування або лиття під тиском. Наведена нижче таблиця містить порівняння поширених типів мастил, що використовуються у процесах обробки металів тиском:
| Тип мастила | Ключові властивості | Краще для | Зважання |
|---|---|---|---|
| На основі оливи (мінеральні/синтетичні) | Відмінне охолодження, широкий діапазон в'язкостей, може містити присадки екстремального тиску (EP). | Загальна штампування, витяжка, операції на високих швидкостях. | Може спричиняти проблеми з обслуговуванням; в'язкість змінюється з температурою. |
| Водні емульсії/синтетики | Надзвичайно хороші властивості охолодження, чисті, негорючі. | Ливарне виробництво при високих температурах, застосування, де потрібна вогнестійкість. | Потребує ретельного контролю концентрації; існує ризик росту бактерій. |
| Сухі плівкові мастила (графіт, ПТЕФ) | Витримує екстремальні температури та тиски; забезпечує чисту, неолійну поверхню. | Кування, пресування та застосування, де є ризик рідкого забруднення. | Може бути важко рівномірно нанести; можливо, потрібна підготовка поверхні. |
| Гарячі мастила | Наносяться у вигляді твердої речовини та плавляться під дією тепла; забезпечують чудове граничне змащування. | Штампування складних матеріалів, таких як алюмінієві сплави. | Потребує спеціального обладнання для нанесення. |
Щоб керувати процесом вибору, поставте такі запитання:
- Який матеріал заготовки та його товщина?
- Які максимальні температури та тиски задіяні в процесі?
- Чи є специфічні вимоги до остаточної обробки поверхні деталі?
- Які екологічні, гігієнічні та безпечністьні аспекти слід враховувати?
- Чи сумісний мастильний матеріал із наступними процесами, такими як зварювання, фарбування чи покриття?
Оптимізація продуктивності шляхом стратегічного змащування
У кінцевому підсумку ефективне змащування матриць у автомобільній промисловості — це набагато більше, ніж просто технічне обслуговування; це стратегічна необхідність для будь-якої сучасної операції формування металу. Переходження від просто додавання рідини до управління повною системою змащування є важливим для досягнення пікової продуктивності. Успішна стратегія враховує, що вибір мастильного матеріалу, метод його нанесення та моніторинг процесу — це взаємопов’язані елементи, які безпосередньо впливають на продуктивність, якість та рентабельність.
Уважно аналізуючи специфічні вимоги кожного застосування, співпрацюючи з кваліфікованими постачальниками та використовуючи технології для забезпечення точності та відтворюваності, виробники можуть отримати суттєві переваги. Результати є очевидними: збільшення терміну служби матриць, зниження рівня браку, прискорення заміни оснащення та чистіше та безпечніше робоче середовище. У конкурентному автомобільному секторі володіння процесом мащення матриць є ключовим фактором, що забезпечує високий рівень експлуатаційної ефективності.
Поширені запитання щодо мащення матриць
1. Що таке мастило для лиття під тиском?
Для лиття під тиском, особливо з використанням металів з високою температурою, таких як алюміній, зазвичай застосовують спеціалізовані водні мастила. Ці продукти призначені для змащування форми з метою полегшення витягування деталей і, що особливо важливо, для охолодження поверхонь форми між циклами. Вони повинні витримувати екстремальні температури та запобігати проблемам, таким як припаювання. Деякі спеціалізовані продукти, наприклад, що містять графіт, також використовуються завдяки їхньій стабільності при високих температурах.
2. Які бувають 4 типи мастил?
Чотири основні типи промислових мастил — це масла, мастила-смазки, проникаючі змащувачі та сухі мастила. Масла є рідкими й чудово передають тепло. Мастила-смазки — напівтверді речовини, які добре прилипають до поверхонь. Проникаючі змащувачі мають дуже низьку в'язкість, щоб потрапляти в найвужчі щілини. Сухі мастила, такі як графіт або PTFE, — це тверді речовини, які зменшують тертя у високотемпературних або чистих умовах.
3. Що таке метод змащення типу 3?
Це зазвичай стосується одного з трьох поширених методів мащення механізмів, таких як передачі. Основними методами є мащення консистентним мастилом, розбризкуванням (коли компоненти занурюються в масляну ванну) та примусовою циркуляцією масла (коли насос активно подає масло до критичних точок). Вибір методу залежить від швидкості, навантаження та конструктивних вимог машини.
4. Які три або чотири типи систем мащення?
У контексті промислового обладнання системи мащення стосуються методу подачі мастила. Вони включають ручні системи (наприклад, шприц для консистентного мастила), централізовані системи, які автоматично подають мастило до кількох точок з одного резервуара, системи масляного туману, які розпилюють розпилений мастильний матеріал, та циркуляційні системи, які безперервно фільтрують і повторно використовують масло. У формах система часто є автоматизованою системою розпилювання або роликовою системою, призначеною для точного нанесення.