 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Необхідний посібник з компонентів та функцій матричних наборів
Коротко
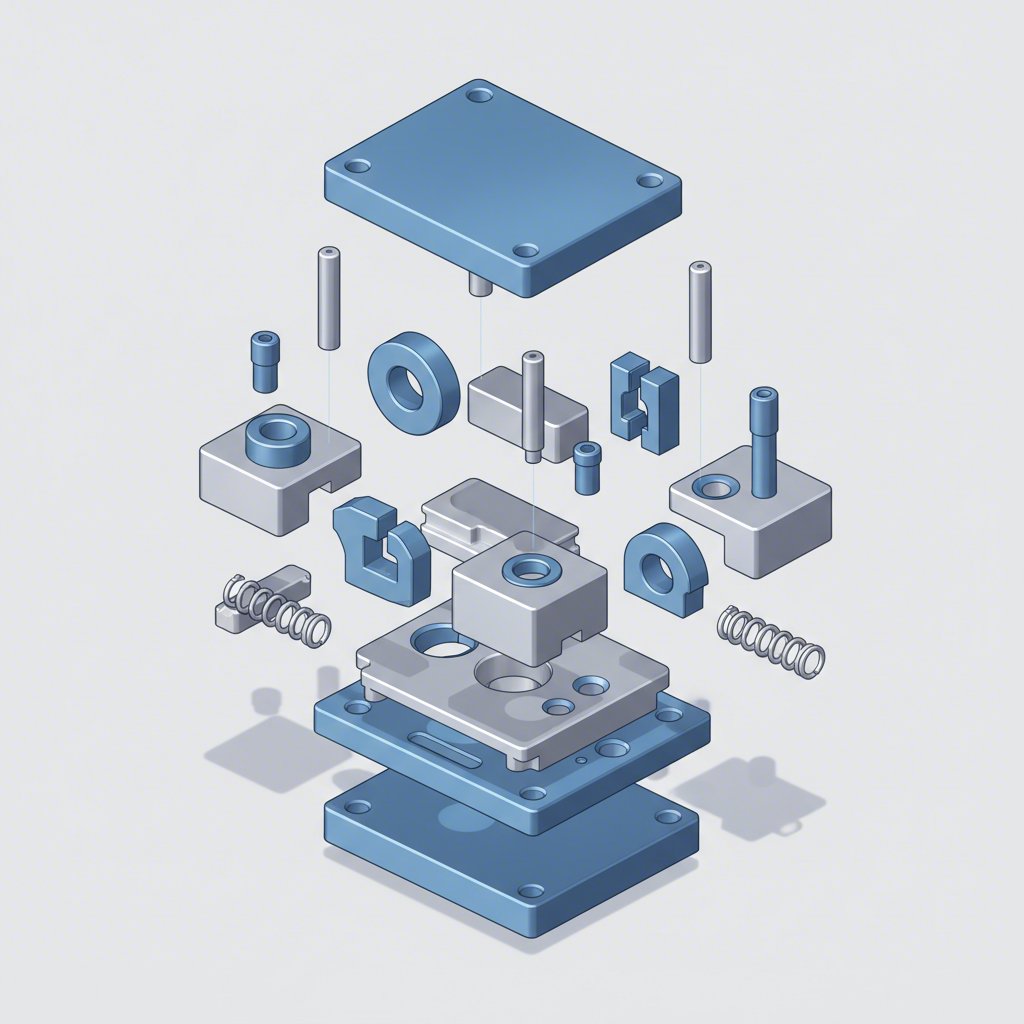
Набір матриць — це прецизійний виробничий інструмент, який вирізає та формує листовий метал у певну форму. Його основні компоненти працюють разом, забезпечуючи точність і повторюваність. До ключових частин належать базові плити матриць (або колодки), що утримують усе, направляючі штифти та втулки для точного вирівнювання, а також робочі елементи, такі як пуансони та матричні блоки, які виконують безпосередньо операції вирізання та формування. Додаткові компоненти, наприклад пружини та накладки, контролюють рух матеріалу та забезпечують необхідне зусилля.
Основа: Основна анатомія набору матриць
В основі будь-якої штампувальної операції лежить матричний комплект, який служить міцною основою для всіх інших робочих компонентів. Основними елементами цієї основи є матричні пластини, також відомі як плити матриці. Повний комплект матриці складається з верхньої плити (яка утримує штампувальну групу) та нижньої плити (яка утримує робочий блок матриці), які точно центруються за допомогою направляючих елементів. Ці пластини виготовляються з високоякісної сталі або алюмінію з великою точністю, щоб бути абсолютно плоскими та паралельними — це критично важливо для виготовлення однакових деталей високої якості. Вибір матеріалу залежить від конкретного застосування: хоча сталь є поширеною завдяки своїй довговічності, алюміній часто вибирають за його меншу вагу, швидке оброблення та чудові амортизуючі властивості, що робить його ідеальним для високонавантажених пробивних матриць.
Конструкція та товщина плит матриці безпосередньо пов’язані з величиною зусилля, яке матриця повинна витримувати. Наприклад, штемпельна матриця, яка стискає метал під величезним тиском, потребує значно більшої та міцнішої плити, ніж проста матриця, що використовується для легких операцій гнучки. Ця основна міцність запобігає деформації й забезпечує ефективну передачу зусилля від преса до заготовки. Нижня плита матриці, як правило, обробляється з наявністю стратегічно розташованих отворів. Ці відкриття дозволяють відходам і уламкам, що утворюються під час прошивання або вирубки, падати крізь них і видалятися з преса, запобігаючи пошкодженню матриці та зупинкам у роботі.
Крім того, матричний комплект є інтерфейсом між інструментом та прес-машиною. Верхні та нижні плити мають елементи кріплення, такі як хвостики або отвори для болтів, які фіксують весь збірний інструмент у повзуні преса та на підсилювальній плиті. Таке надійне кріплення є необхідним для безпеки та експлуатаційної точності. Для складних застосувань, особливо в таких галузях, як автомобілебудування, конструкція матричного комплекту має першорядне значення. Компанії, такі як Shaoyi (Ningbo) Metal Technology Co., Ltd. спеціалізуються на створенні спеціальних штампів, основні компоненти яких розроблені для витримання екстремальних навантажень при виготовленні складних автомобільних деталей із високою точністю та довговічністю.
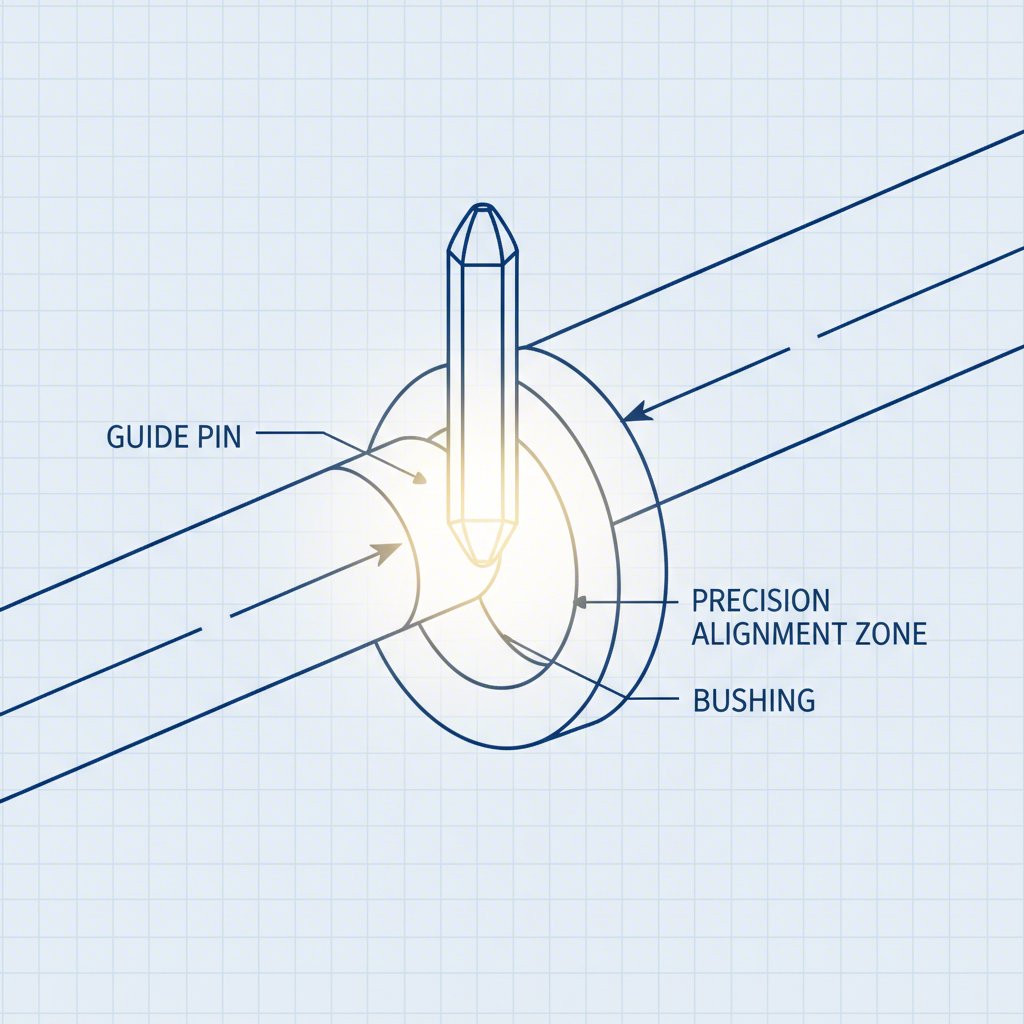
Точність у русі: направляючі пальці, втулки та упорні блоки
Хоча матричні плити забезпечують основу, виняткову точність штампа досягнуто завдяки його системі напрямних. Основними компонентами, відповідальними за це, є напрямні пальці (також звані стовпами або напрямними штифтами) і напрямні втулки. Ці елементи працюють у поєднанні, забезпечуючи ідеальне сполучення верхньої та нижньої частин штампа при кожному ході преса, часто з допусками до 0,0001 дюйма. Точне сполучення є вирішальним для збереження правильного зазору між різальними пуансонами та матричними блоками, що безпосередньо впливає на якість деталей, знос інструменту та термін служби штампа.
Існує два основних типи систем направляючих пальців, кожен з яких підходить для різних експлуатаційних вимог. Традиційним варіантом є фрикційні пальці — це загартовані прецизійно оброблені сталеві пальці, які ковзають усередині алюмінієво-бронзових втулок. Ці втулки часто оснащуються графітовими вставками для самозмащення, щоб мінімізувати тертя та знос. Альтернативою є система типу кульового підшипника, у якій пальці рухаються по ряду кульок, розташованих у сепараторі. Така конструкція значно зменшує тертя, дозволяючи досягати більших швидкостей пресування без надмірного нагрівання, а також полегшує технікам розділення половин матриці для обслуговування.
| Функція | Фрикційні пальці | Штифти з кульковими підшипниками |
|---|---|---|
| Рівень тертя | Вище | Дуже низька |
| Швидкість роботи | Нижній до середнього | Високих |
| Точність | Добре до високого | Дуже високий |
| Вартість | Нижче | Вище |
У операціях, де виникають значні бічні зусилля — наприклад, при штампуванні або у формах із кулачковим приводом — лише напрямні піни можуть бути недостатніми для запобігання деформації. У таких випадках додаються упорні блоки. Це міцні, прецизійно оброблені сталеві блоки, прикріплені до обох плит штампу, які взаємодіють один з одним, щоб сприймати бічні навантаження. Зазвичай використовуються накладки зі зносостійких матеріалів із різних металів, наприклад, сталь проти алюмінієво-бронзи, щоб запобігти заїданню та забезпечити плавну роботу. Це важливий принцип проектування штампів: напрямні компоненти мають призначення центрувати справно функціонуючий штамп, а не компенсувати погано відремонтований або неправильно вирівняний повзун преса.
Робочий кінець: пуансони, матриці та тримачі
Компоненти, які виконують безпосередню роботу з різання та формування листового металу, — це пробивний пуансон і матриця. Пуансон є чоловічою частиною, як правило, закріпленою на верхньому тримачі матриці, яка просувається в матеріал. Блок матриці, або порожнина матриці, — це жіноча частина, закріплена на нижньому тримачі, яка визначає остаточну форму деталі. Точне співвідношення та зазор між пуансоном і блоком матриці визначають якість зрізу або форми.
Пуансоны та блоки матриць використовуються для виконання різноманітних операцій, а їхня термінологія відображає їхнє призначення. Наприклад, операція «заготовки» передбачає, що вирізана з листа деталь є бажаною заготовкою. Навпаки, операція «протикання» полягає в тому, що пуансон створює отвір у деталі, а вирізаний матеріал, який називається відходом, викидається як сміття. Ці робочі компоненти відповідають за численні процеси, зокрема:
- Вирубка: Вирізання зовнішнього контуру деталі з листового матеріалу.
- Прошивання: Створення внутрішніх отворів або елементів у деталі.
- Клейміння: Застосування високого тиску для штампування детального відбитка в металі.
- Витягування: Розтягування та формування листового металу в глибокі форми, схожі на чашу.
- Згинання: Формування матеріалу вздовж прямої осі.
Для полегшення обслуговування та швидкої заміни пуансони часто фіксуються за допомогою тримачів. Найпоширенішим є кульковий замок. Цей пристрій використовує підпружинене кулькове підшипникове кільце, яке зачіпляється за грушуоподібний паз на хвостовику пуансона. Така система дозволяє техніку з обслуговування штампів швидко знімати зношений або пошкоджений пуансон і встановлювати новий без демонтажу всього штампа, значно скорочуючи час простою. Ця модульність є ключовою рисою сучасного ефективного дизайну штампів.
Контроль матеріалу та прикладення зусилля: Плунжери та пружини
Ефективне керування листовим металом під час високошвидкісної штампувальної операції є таким же важливим, як і самі процеси різання та формування. Це завдання виконують різні плити та пружини всередині штампувального інструмента. Плита — це пластина, що працює під тиском і утримує, контролює або знімає метал. Наприклад, прижимна плита — це пластина на пружинах, яка оточує різальні пуансони. Після того, як пуансон проникає в матеріал, пружність металу змушує його затискати пуансон; прижимна плита утримує матеріал унизу, дозволяючи пуансону чисто вийти.
Під час операцій формування використовуються інші типи накладок. Натискні накладки є обов’язковими при згинанні протягуванням, оскільки вони міцно утримують матеріал до нижньої частини матриці, забезпечуючи чіткий і точний згин. Під час операцій глибокого витягування витяжні накладки (також звані прихватами) прикладають контрольований тиск до периметра заготовки. Цей тиск має важливе значення для регулювання протягування матеріалу в порожнину матриці. Занадто малий тиск призводить до зморшкуватості матеріалу, тоді як надмірний тиск обмежує рух і може призвести до розриву або тріщин деталі. Ці накладки, як правило, закріплюються за допомогою компонентів, таких як втулки або болти з буртом, які дозволяють їм рухатися вгору та вниз, забезпечуючи постійне зусилля.
Зусилля для цих накладок забезпечується пружинами. Вибір пружини залежить від величини зусилля, ходу та вимог до терміну служби конкретного застосування. Існує три основні типи:
- Гвинтові пружини: Виготовлені з пружинної сталі, ці пружини є поширеними, економічно вигідними та підходять для застосувань, що вимагають помірного зусилля.
- Пружини з поліуретану: Вони забезпечують добрий тиск для обрізки й часто використовуються у прототипах або короткострокових інструментах через нижчу вартість.
- Газові пружини з азотом: Це циліндри, заповнені азотом, які можуть створювати надзвичайно високий і постійний зусилля на протязі всього ходу преса. Вони мають дуже довгий термін служби й є переважними для вимогливих застосувань, таких як глибока витяжка.
Поширені запитання
1. Що таке компонент матриці?
Елемент матриці — це будь-яка окрема деталь, яка входить до повного складального комплекту штампа. Ці елементи працюють разом для різання або формування листового металу. Основні приклади включають плити матриць (основу), направляючі пальці та втулки (для центрування), пуансони та робочі вставки матриць (елементи різання/формування), пружини (для створення зусилля) та знімачі (для контролю матеріалу). Кожен елемент має конкретну функцію, що є важливою для загальної продуктивності та точності матриці.
2. Які компоненти входять до складу лиття під тиском?
Хоча це звучить подібно, лиття під пресом — це інший виробничий процес, ніж штампування. Лиття під пресом полягає у примусовому впресовуванні розплавленого металу під високим тиском у формоутворюючу порожнину, яка називається матрицею або формою. Основні компоненти включають дві половинки матриці (матриця кришки та матриця виштовхування), систему виштовхувачів для виштовхування затверділої деталі, а також ливникові канали чи ворота, що направляють розплавлений метал у порожнину. Матеріалами, що використовуються, зазвичай є кольорові сплави, такі як алюміній, цинк та магній.
3. Що таке вирізані штампом компоненти?
Вирізані штампом компоненти — це деталі, виготовлені за допомогою процесу, який називається вирізання штампом, і який часто використовується для більш м’яких матеріалів, таких як папір, пластик, тканина або піна, а також для тонких металів. У цьому контексті «штамп» може бути гострим спеціально виготовленим різальним інструментом (сталевим штампом) із ножем у формі правила, який впресовується в матеріал, щоб вирізати певну форму, подібно до форми для печива. Готові вироби використовуються в усьому: від упаковки та прокладок до електричних ізоляторів та медичних приладів.