 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Деталі, виготовлені литтям під тиском: баланс форми, функціональності та обробки поверхні

Коротко
Різниця між естетичні та функціональні деталі з литого металу це не бінарний вибір, а діапазон пріоритетів проектування. Успіх залежить від поєднання візуальної привабливості з експлуатаційними вимогами, такими як міцність і стійкість до корозії. Цього балансу досягають переважно шляхом стратегічного вибору матеріалів, дотримання принципів проектування для забезпечення технологічності (DFM) та обов’язкового застосування спеціальних поверхневих покриттів, адаптованих до призначення деталі.
Визначення діапазону: естетичні та функціональні пріоритети
У світі виробництва суперечка між формою та функцією постійна. Для деталей з литого металу це не питання вибору одного замість іншого, а скоріше рух уздовж діапазону пріоритетів. Майже кожен компонент потребує поєднання естетичної привабливості та функціональної ефективності. Ключове значення має чітке визначення основної мети на початковому етапі проектування, оскільки це рішення впливає на всі наступні вибори — від матеріалу до остаточної обробки поверхні.
Естетичні міркування стосуються візуальних і тактильних якостей деталі. Вони мають першорядне значення для продуктів, призначених для споживачів, оскільки зовнішній вигляд і відчуття безпосередньо впливають на сприйняття їхньої цінності. До таких факторів належать гладкість поверхні, узгодженість кольору, текстура та відсутність візуальних дефектів, таких як лінії роз'єднання або сліди усадки. Стильний корпус ноутбука, поліроване внутрішнє оздоблення автомобіля чи декоративний корпус преміум-побутової техніки — все це приклади, коли естетика є визначальним чинником. Досягнення високоякісного косметичного покриття часто вимагає дбайливого проектування форми та додаткових операцій остаточної обробки, що може збільшити витрати.
Функціональні вимоги, з іншого боку, визначаються експлуатаційним середовищем та механічним призначенням деталі. До цих пріоритетів належать структурна цілісність, стійкість до зносу, захист від корозії, теплопровідність і розмірна точність. Для внутрішнього кріплення двигуна, корпусу коробки передач або авіаційного компонента функція є безумовною. Деталь має надійно працювати під дією навантажень, перепадів температур та впливу хімічних речовин або вологи. Покриття поверхні в цьому контексті важливіше не для зовнішнього вигляду, а для підвищення довговічності та міцності, як зазначено в посібнику від Kenwalt Die Casting .
Урівноваження між цими пріоритетами часто є питанням техніки та економіки. Наприклад, проектування частини з складними кривими з естетичних причин може створювати проблеми для потоку розплавленого металу, потенційно зруйнуючи внутрішню цілісність. А навпаки, оптимізація частини для максимальної міцності може призвести до менш привабливої обробки. Мета будь-якої групи продуктів полягає в тому, щоб чітко визначити кінцеве використання і досягти найбільш ефективного балансу, забезпечуючи, що кінцевий компонент буде привабливим і надійним, не перевищуючи бюджетних обмежень.
Критична роль поверхневих обробки
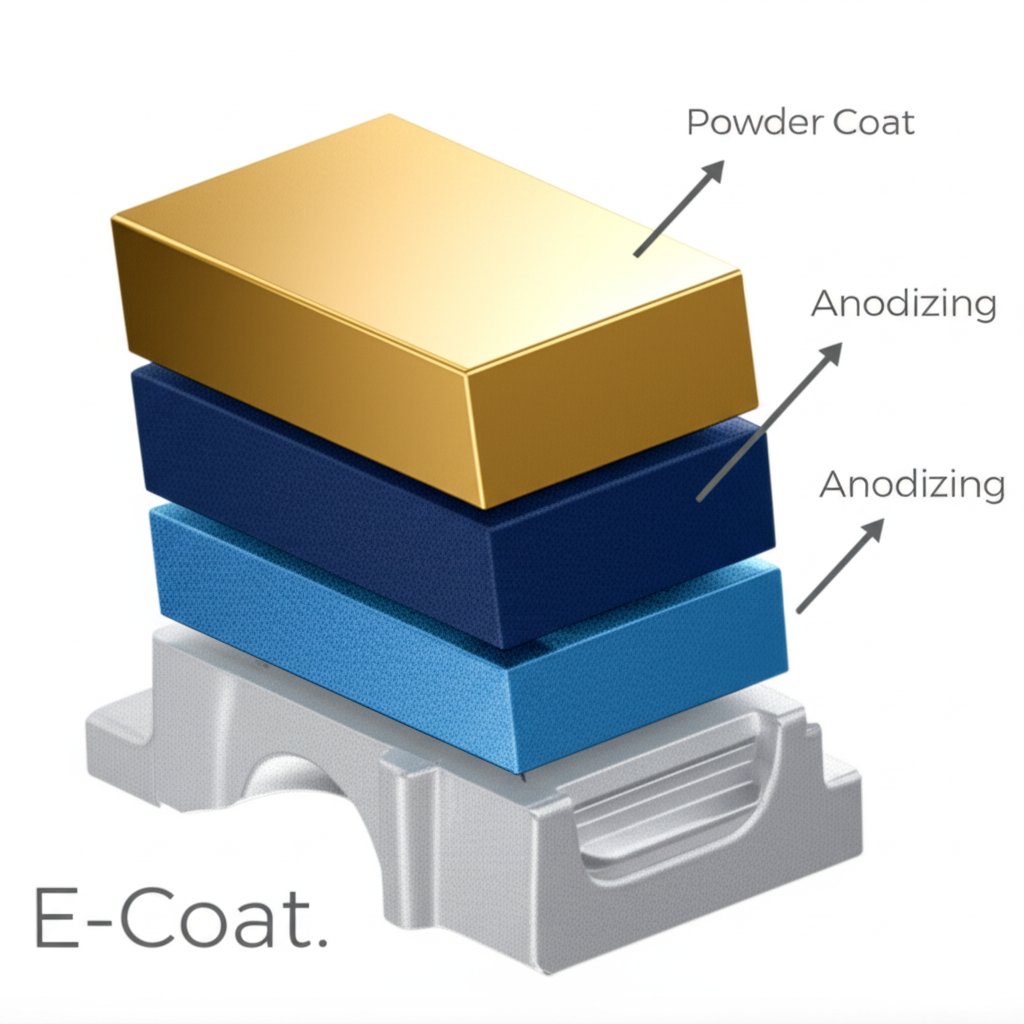
Поверхні є найпотужнішим інструментом для підвищення естетичних і функціональних якостей литів. Окончальна обробка - це не просто покриття, це важливий етап виробництва, який може перетворити сирий литий в високопродуктивний, візуально привабливий компонент. Як Zetwerk пояснює, що обробка поверхні виходить за межі зовнішнього вигляду та суттєво впливає на продуктивність. Вибір обробки безпосередньо задовольняє пріоритети, визначені на етапі проектування, чи то мета — дзеркальний блиск, стійкість до корозії чи покращена електропровідність.
Доступно кілька поширених варіантів оздоблення, кожен з яких пропонує унікальну комбінацію переваг. Анодизація — це електрохімічний процес, який створює твердий, стійкий до корозії оксидний шар на алюмінієвих деталях, ідеальний для побутової електроніки, яка потребує міцності та преміального відчуття. Порошкове покриття забезпечує товсте, довговічне й декоративне покриття в широкому асортименті кольорів, що робить його ідеальним для автозапчастин та обладнання для вуличного використання. Для найвищих естетичних вимог полірування створює гладку, відбиваючу поверхню, тоді як електроліз додає тонкий шар іншого металу (наприклад, хрому або нікелю) задля краси, стійкості до зносу та провідності.
Для більш промислових або функціональних потреб існують такі обробки, як хроматне перетворювальне покриття пропонують чудовий захист від корозії при низькій вартості, що робить їх придатними для авіаційно-космічної та електронної промисловості, де важливіше продуктивність, а не зовнішній вигляд. Аналогічно, піскоструменева або дробоструменева обробка є економічно вигідним способом очищення деталі та створення рівномірної матової текстури, що також є чудовим підготовчим етапом для фарбування чи нанесення покриття.
Вибір правильного виду оздоблення вимагає ретельного аналізу застосування деталі, умов експлуатації та бюджету. Комплексний посібник із вартості та порівняння може бути надзвичайно корисним для ухвалення обґрунтованого рішення. Щоб спростити цей вибір, у таблиці нижче порівнюються поширені види оздоблення за їх основними перевагами та типовими сферами застосування.
| Тип оздоблення | Основна перевага | Стійкість до корозії | Відносна вартість | Зазвичай застосовуються |
|---|---|---|---|---|
| Анодизація | Естетичне та функціональне | Високий | Середній | Споживча електроніка, медичні пристрої, архітектурні елементи |
| Порошкове покриття | Функціональне та естетичне | Дуже високий | Середній | Автомобільні деталі, меблі для вулиці, промислові корпуси |
| Полірування | Естетичні | Низький (окрім покритих) | Високий | Преміальні декоративні елементи, люксове обладнання, світловідбивачі |
| Гальванопокриття (наприклад, хромування) | Естетичне та функціональне | Дуже високий | Високий | Автомобільне оздоблення, сантехнічні приладдя, електричні з'єднувачі |
| Хроматне перетворення | Функціональний | Середній | Низькими, | Деталі літаків і ракет, електроніка, грунт для фарби |
| Вистріл | Функціональне (підготовка) | Відсутній | Низькими, | Попередня обробка перед нанесенням покриття, промислові компоненти |
Основні принципи проектування для оптимізованих деталей
Значно раніше, ніж буде нанесено поверхневе покриття, базовий дизайн литої деталі визначає її остаточний успіх. Дотримання принципів проектування для технологічності (DFM) є необхідним для створення компонентів, які є функціонально надійними та естетично привабливими. Ці принципи забезпечують ефективне виробництво деталей із мінімальною кількістю дефектів та за нижчої вартості. Як детально описано в комплексному посібнику з проектування , ключові змінні, такі як товщина стінок, закруглення та кути випуску, мають критичне значення.
Одним із найважливіших принципів є збереження однорідна товщина стінки . Різкі зміни товщини можуть призвести до нерівномірного охолодження розплавленого металу, що спричиняє дефекти, такі як пористість (внутрішні порожнини) та усадкові раковини (впадини на поверхні). Це не лише послаблює деталь (функціональна відмова), але й погіршує її зовнішній вигляд (естетична відмова). Зберігаючи однакову товщину стінок, конструктори забезпечують плавний потік металу та структурну цілісність.
Закруглення та радіуси —заокруглення гострих внутрішніх і зовнішніх кутів—є ще одним важливим елементом. Гострі внутрішні кути створюють концентрації напруження, через що деталь схильна до тріщин під навантаженням. Додавання достатнього закруглення дозволяє рівномірніше розподілити напруження, значно підвищуючи міцність деталі та термін її втомного руйнування. З естетичної точки зору, заокруглені краї надають більш плавного та оздобленого вигляду. Аналогічно, кути відриву (незначне ухил на вертикальних стінах) необхідні для видалення деталі з форми без пошкодження, зберігаючи її ретельно розроблену поверхневу обробку.
Вибір матеріалу також відіграє ключову роль. Сплави алюмінію популярні завдяки чудовому поєднанню легкості та міцності, що робить їх ідеальними для багатьох автомобільних та електронних застосувань. Сплави цинку мають високу рухливість, що дозволяє створювати складні деталі та дуже тонкі стінки, що ідеально підходить для невеликих складних компонентів. Для застосувань, які вимагають надзвичайної міцності та довговічності, особливо в автомобільній галузі, можуть розглядатися альтернативні процеси. Наприклад, деякі високонавантажені компоненти вигрівають від гарячої штампування. Компанії, такі як Shaoyi (Ningbo) Metal Technology спеціалізуються на прецизійних кованних автозапчастин, пропонуючи міцні рішення там, де механічні характеристики є абсолютним пріоритетом.
Щоб забезпечити успішне проектування, інженери повинні переглянути контрольний список цих основних принципів перед остаточним затвердженням моделі:
- Товщина стіни: Чи є це максимально рівномірним? Чи плавні переходи?
- Кути випуску: Чи є достатній ухил (зазвичай 1-3 градуси) на всіх поверхнях, паралельних отвору матриці?
- Закруглення та радіуси: Чи всі гострі внутрішні та зовнішні кути мають достатньо великі радіуси?
- Лінія роз'єму: Чи розташування лінії роз'єму в несуттєвій або менш помітній зоні для мінімізації її естетичного впливу?
- Ребра та виступи: Чи використовуються ребра для підвищення міцності тонких стінок замість збільшення загальної товщини? Чи є вони правильно пропорційовані (наприклад, 50-60% товщини стінки)?
Знайдіть правильний баланс для вашого проекту
У кінцевому підсумку створення успішного литого під тиском компонента — це стратегічний компроміс і продуманий дизайн. Мова йде не про вибір між естетикою та функціональністю, а про визначення оптимального поєднання обох аспектів для конкретного застосування. Забезпечуючи пріоритетність вимог на ранніх етапах, конструктори можуть приймати обґрунтовані рішення, які будуть визначати весь процес виробництва. Для споживчого продукту може бути важливим бездоганна поверхнева обробка, тоді як для промислового компонента найвищий пріоритет матимуть міцність матеріалу та стійкість до корозії.
Шлях від концепції до готової деталі ґрунтується на комплексному підході. Він починається з фундаментальних принципів проектування, які запобігають дефектам і забезпечують технологічність. Далі йде ретельний вибір матеріалу, узгоджений із цілями щодо експлуатаційних характеристик і вартості. Нарешті, процес завершується вибором поверхневого покриття, яке підкреслює власні якості деталі, забезпечуючи необхідну довговічність, захист і візуальну привабливість. Завдяки володінню взаємодією цих елементів виробники можуть виготовляти литі під тиском деталі, які не лише відповідають призначенню, але й відрізняються винятковою якістю.
Поширені запитання
1. Який матеріал є найбільш придатним для лиття під тиском?
Сплави алюмінію є одними з найпопулярніших матеріалів для лиття під тиском, оскільки вони забезпечують чудовий баланс міцності, легкості та стійкості до корозії. Це робить їх чудовим вибором для широкого спектру застосувань — від автозапчастин до побутової електроніки. Сплави цинку також поширені, їх цінують за здатність утворювати складні деталі з високою точністю.
2. У чому різниця між литтям під тиском і звичайним литтям?
Основна різниця полягає в процесі та матеріалах. Лиття під тиском використовує високий тиск для вприскування розплавленого металу в багаторазову сталеву форму (матрицю), що робить його ідеальним для виробництва великих обсягів кольорових металів, таких як алюміній і цинк. Інші методи лиття, наприклад, лиття в піщані або керамічні форми, використовують одноразові форми і часто краще підходять для менших обсягів або лиття чорних металів, таких як залізо та сталь.
3. Які недоліки лиття під високим тиском (HPDC)?
Значним недоліком HPDC є потенціал для порозітності. Оскільки розплавлений метал вливається так швидко, повітря може увійти в нього, створюючи крихітні порожнини всередині частини. Ця пористота може послабити механічні властивості компоненту і порушити його структурну цілісність. Висока початкова вартість інструментації (сталевої марки) також робить її менш економічною для невеликих серій виробництва.
4. Чи є лиття на друку додатковим виробництвом?
Ні, лиття на маторі - це процес формування, а не додавання. Адітивна промисловість, як 3D-друкування, створює об'єкт шар за шаром з нічого. На відміну від цього, лиття на розлив формує частину, вводивши розплавлений матеріал у вже існуючу форму або розлив, щоб дати їй остаточну форму.