 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Flux Core Kaynak Makinesi Nedir? Tahminler Yapmadan Kaynağa Başlayın

Flux Core Kaynak Makinesi Nedir?
Flux core kaynak makinesi, içi flüks ile dolu tüp şeklinde tel kullanan bir tel beslemeli kaynak makinesidir. Birçok kurulumda bu flüks, kaynak işlemi sırasında koruyucu atmosfer oluşturur; bu nedenle makine genellikle ayrı bir gaz tüpüne ihtiyaç duymadan çalışabilir. Eğer aramışsanız flux core kaynak makinesi nedir , işte bunun basit Türkçe cevabı.
Flux core kaynak makinesi, katı tel yerine içi flüks dolu boş tüp şeklinde tel kullanan bir tel beslemeli kaynak makinesidir ve genellikle kendini koruyan tel ile gazsız kaynak yapılmasına olanak tanır.
- Makine Türü: Tel beslemeli kaynak makinesi
- Tel türü: İçi flüks dolu boş tüp şeklinde tel
- En bilinen avantajı: Genellikle dış bir koruyucu gaz tüpüne gerek kalmadan iyi çalışır
Flux Core Kaynak Makinesi Nedir? (Basit Türkçe Açıklama)
Bunu, kaynak yaparken telin otomatik olarak bir tabanca üzerinden beslendiği bir makine olarak düşünün. Büyük fark, telin kendisindedir. Standart MIG’de kullanılan katı telden farklı olarak flux core yöntemi, içinde flux bulunan içi boş bir tel kullanır. Günlük konuşmada, flux kaynak makinesi nedir genellikle bu tür tel beslemeli sistemleri ifade eder. Eğer aynı zamanda flux core nedir sorusunu da soruyorsanız, bu, içinde flux bulunan tüp şeklindeki tel ile bunun etrafında geliştirilen kaynak yöntemini tanımlar.
Makinenin Gaz Şişesi Kullanmadan Nasıl Koruyucu Ortam Oluşturduğu
Ark, teli ısıttığında içindeki flux reaksiyona girer ve ergimiş kaynak banyosunu hava kirliliğinden korumaya yardımcı olur. Bu nedenle kendinden koruyucu flux core yöntemi, açık havada yapılan işler ve taşınabilir uygulamalar için popülerdir. Kaynakla ilgili referanslar, UTI yaşıyor musunuz? ve AWS her ikisi de FCAW’yi (Flux Core Arc Welding), koruma amacıyla flux dolgulu tel kullanan bir tel beslemeli ark kaynak yöntemi olarak tanımlar. Dolayısıyla insanlar flux kaynak nedir genellikle bu koruma eylemi ve bunun arkasındaki süreci sorarlar.
Neden İnsanlar Kaynak Makinesi ile FCAW’ı Karıştırır?
İşte burada başlangıç seviyesindeki kişiler takılır. kaynak makinesi kaynak makinesidir. FCAW , yani toz dolgulu yaylı kaynak, makinenin gerçekleştirdiği işlemdir. Bu örtüşme nedeniyle " toz dolgulu kaynak nedir ve toz dolgulu kaynak makinesi nedir " gibi aramalar genellikle aynı tartışmaya yol açar. Bu isimler birbirleriyle değiştirilebilirmiş gibi görünse de tam olarak aynı değildir. Bu ayrım, özel toz dolgulu üniteleri, aynı zamanda toz dolgulu tel ile de çalışabilen MIG makineleriyle karşılaştırmaya başladığınızda daha da önem kazanır.

Toz Dölgulu Kaynak Makinesi mi Yoksa FCAW mı? Açıklandı
Bu kavram karmaşası, bu terimlerin aynı şeyi ifade edermiş gibi görünmesinden kaynaklanır; ancak öyle değildir. Bunlardan biri ekipmanı, diğeri ise kaynak yöntemini belirtir. Bu ayrım, yeni bir makine mi, farklı bir tel mi yoksa sadece bir ayar değişikliği mi gerektiğini belirlemeye çalışırken büyük önem taşır.
Flux Core Kaynak Makinesi vs FCAW Süreci
Eğer soruyorsanız fCAW kaynağı nedir , kısa cevap basittir. FCAW anlamına gelen şey is flux Cored Ark Kaynaklama , yani süreç adıdır. Bir akış çekirdekli kaynak makinesi bu süreci gerçekleştirmek için kullanılan makinedir. Teknik terimlerle ifade edilirse, AWS, FCAW’ı, içi flüks dolgulu sürekli beslenen tüketilebilir bir elektrot kullanan yarı otomatik veya otomatik bir ark kaynağı süreci olarak tanımlar.
Bu nedenle kılavuzlar, eğitimler ve kaynak tabloları genellikle FCAW ifadesini kullanırken, çevrimiçi listelemelerde sadece "flux core kaynak makinesi" denilebilir. Gayriresmi sohbetlerde bu iki kavram birbirleriyle karıştırılır. Uygulamada bunları ayırmak faydalıdır: kaynak makinesi araçtır ve flüks çekirdekli kaynak bu aracın gerçekleştirdiği işlemdir.
Flüks Çekirdekli Tel ile Kullanılan MIG Kaynak Makinesi vs Sadece Flüks Çekirdekli Kaynak Makineleri
Çoğu karışıklığın arkasındaki alıcı sorusu budur. Bazı makineler çoğunlukla flüks çekirdekli tel için, genellikle kendinden korumalı tel için tasarlanmıştır. Diğerleri ise doğru kutuplama ve besleme parçalarını desteklerse flüks çekirdekli tel ile de çalışabilen MIG tarzı tel besleme makineleridir. Şuradan alınan rehberlik bilgisi, WeldGuru birçok MIG kaynak makinesinin, kutuplama ve tahrik makarası ayarı gibi değişiklikler yapılarak flüks çekirdekli tel kullanabileceğini belirtir. Bu yüzden insanlar mig flüks çekirdekli ya da şu ifadeyi kullanır flux core mig kaynak makinesi .
Flüks çekirdekli telle çalışmak üzere özel olarak tasarlanmış bir ünite genellikle daha basittir. Uyumlu bir MIG makinesi ise daha esnektir çünkü gazlı katı tel ile flüks çekirdekli tel arasında ikinci bir kaynak makinesine gerek kalmadan geçiş yapabilir. Her iki durumda da tel hâlâ bir tabancadan beslenir. Değişen şey, tel türü, koruma yöntemi ve makine ayarıdır.
| Makine Türü | Koruyucu yaklaşım | Tel tipi | Esneklik | Genel Kullanım Davası |
|---|---|---|---|---|
| Yalnızca flüks çekirdekli tel için tasarlanmış ünite | Genellikle telin içindeki flüks sayesinde kendinden korumalıdır | Flüks çekirdekli tüp şeklinde tel | Aşağı | Dış mekânda onarım ve taşınabilir işler |
| MIG modunda çalışan MIG kaynak makinesi | Dış koruyucu gaz | Katı tel | Orta | İç mekânda imalat ve daha temiz kaynaklar |
| Flux çekirdekli modda uyumlu MIG kaynak makinesi | Kullanılan tel türüne bağlıdır; genellikle kendini koruyan teldir | Flüks çekirdekli tüp şeklinde tel | Daha yüksek | Birden fazla kurulum için tek bir tel beslemeli makine isteyen kullanıcılar |
| Çoklu işlem makinesi | Seçilen işleme bağlıdır | Kullanılan moda bağlıdır | En yüksek | Birkaç farklı kaynak seçeneğine ihtiyaç duyan atölyeler veya hobi kullanıcıları |
Çoklu İşlem Makinelerinin Yeri
Çoklu işlem makineleri ek bir katman ekler. Yeni bir işlem yaratmazlar. Bunun yerine tek bir güç kaynağına tel beslemeli kaynak ile diğer yöntemler — genellikle stick (örtülü elektrot) ve bazen TIG — arasında geçiş yapma yeteneği kazandırırlar. Dolayısıyla zaten sahip olduğunuz bir makine varsa asıl soru, ön panelda ne yazdığı değil; makinenin destekleyip desteklemediğidir flüks çekirdekli kaynak doğru kutuplama, kablo yolu ve tüketim malzemeleriyle.
Bu detaylar, pazarlama etiketlerinden daha fazla önem taşır. Bir makine teoride uyumlu olabilir ancak tahrik sistemi veya uç bağlantıları doğru ayarlanmamışsa gerçek kullanımında sinir bozucu hale gelebilir. İşte burada makinenin gerçek parçaları, özellikle kabloları yönlendiren, tutan ve enerjilendiren bileşenler önem kazanır.
Flux Çekirdekli Kaynak Makinesi Parçaları ve Tel Temelleri
Kabloyu yönlendiren, tutan ve enerjilendiren parçalar, dikkatinizin büyük kısmını hak eder. Bir akış çekirdeği kaynak makinesi fluk çeker çekirdekli kaynak makinesinde
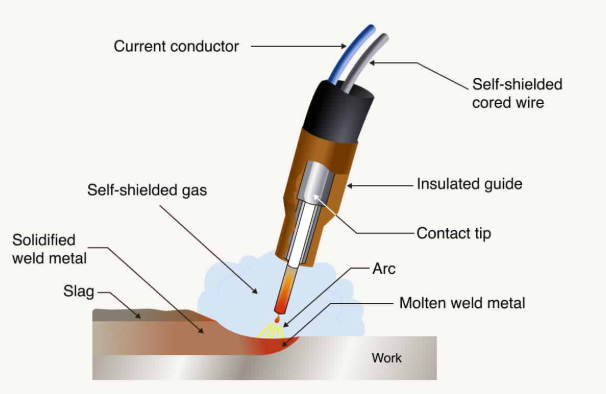
Flux Çekirdekli Kaynak Makinesinin Ana Parçaları
Genel yerleşim, herhangi bir tel beslemeli kaynak makinesine çok benzer. Bir Arccaptain temel parça kılavuzu, birçok tel beslemeli makinede bulunan aynı temel sistemi vurgular: güç kaynağı, tel besleyici, tabanca ve topraklama kelepçesi.
- Güç kaynağı: Kaynak akımını oluşturur.
- Tabanca ve tetik: Tabanca, telin yönünü belirler ve tetik, tel beslemesini ve kaynak çıkışını başlatır.
- Kablo ve astar: Kablo, gücü taşırken astar, teli besleyiciden tabancaya yönlendirir.
- Topraklama kelepçesi: İş parçasını bağlar ve elektrik devresini tamamlar.
- Tel makarası ve besleyici: Makara, elektrodu tutar ve tahrik silindirleri onu ileriye doğru iter.
- Temas Ucu: Tabancanın ucunda teli yönlendirir ve tele akım aktarır.
- Polarite terminalleri: Kullanılan tele göre makineyi bağlamanızı sağlar.
- Nozül veya difüzör: Bazı düzenlemelerde, özellikle koruyucu gaz kullanılan durumlarda bulunabilir.
Doğru Fluks Çekirdekli Tel ve Temas Ucunu Seçmek
Eğer soruyorsanız fluks çekirdekli tel nedir , içi fluksla dolu boş bir tüp şeklindeki elektrottur. Bazıları fluks çekirdekli kaynak teli kendi koruyucu gazını üreten kendinden korumalı türdedir. Diğer türleri ise dış gazla korunur ve hâlâ harici gaz gerektirir. Alıcılar ayrıca fluks çekirdekli tel , fluks çekirdekli MIG teli , veya kaynak teli fluks çekirdekli , gibi karışık arama terimleriyle karşılaşabilir; ancak satın alma kararı aslında koruma türüne, tel çapına ve makine uyumluluğuna dayanır.
Tema ucunun önemi, birçok başlangıç seviyesi kullanıcı tarafından fark edilenden daha fazladır. İmalatçı ucun iki görevi olduğunu açıklar: telin yönlendirilmesi ve kaynak akımının iletilmesi. Aynı kaynak, tüplü tellerin genellikle standart veya biraz büyük boyutlu uçlarla en iyi beslendiğini belirtir; çünkü çok sıkı bir uç, besleme kuvvetini artırarak telin eğilmesine (buckling) ve geri yanmaya (burnback) neden olabilir. Çok gevşek bir uç ise telin sapmasına izin vererek arkın daha az kararlı hale gelmesine neden olabilir.
Bobin uyumluluğu da önemlidir. Makinenizin tasarlandığı ve telin düzgünce beslenmesini sağlayacak şekilde desteklediği bobin tipini kullanın. Daha küçük bobinler, toplu ambalajlara kıyasla telle daha fazla kavis (cast) oluşturur; bu da telin uçtan ve astar borudan (liner) geçişini nasıl etkilediğini belirler.
Sürücü Silindirleri, Kutupluluk ve Besleme Sistemi Temelleri
Miller, kendinden korumalı akış çekirdekli tel katı tel kadar sert değildir; bu nedenle dişli tahrik silindirleri genellikle önerilir. Bunlar, telin üzerine baskı yapmadan ve standart silindirler kadar kolayca ezilip deformasyona uğramasını önleyerek teli kavrar. fluks çekirdekli kaynak teli .
Bobin, tahrik silindirleri, astar boru, uç ve kutuplama uyumlu olduğunda makine öngörülebilir bir şekilde çalışmaya başlar. Bu, arkın kendisini anlamayı kolaylaştıran andır; çünkü tetiğe her basış aynı olay zincirini başlatır.
Flux Çekirdekli Kaynak Nasıl Çalışır
Doğru şekilde yüklenmiş bir tel beslemeli makinenin tetikine basıldığında süreç çok hızlı gerçekleşir. Tel, tabancadan geçer, akım telde enerji oluşturur ve tel ile iş parçası arasında bir ark oluşur. Bu ark, içi boş tüp şeklindeki teli ve ana metali aynı anda eriterek kaynak banyosunu oluşturur. İçinde toz korumalı ark kaynağı , telin içindeki toz, ısı altında tepkimeye girer ve bu ergimiş banyoyu çevre havasından korumaya yardımcı olur. Bu, toz korumalı kaynağın toz korumalı kaynak genellikle ayrı bir gaz tüpü olmadan yapılabilmesinin temel nedenidir.
Arkin Başlaması Durumunda Ne Olur
Basit bir toz korumalı ark kaynağı tanımı içinde toz bulunan tüp şeklinde bir elektrot kullanan tel beslemeli ark kaynağıdır. Terim toz korumalı ark telin sürekli olarak tüketilmesiyle oluşan arka işaret eder. Rehberlik Earlbeck süreci iki ana versiyona ayırır, ancak her iki versiyonda da temel işlem aynı kalır: tel besleme, ark oluşturma, metalin eritilmesi, ergimiş birikintinin korunması ve ardından dikişin cüruf altında soğutulması.
Kendinden Korumalı Karşılaştırması ile Gazla Korumalı Toz Dolgulu Kaynak
En büyük fark, korumanın nereden sağlandığındadır. Kendinden korumalı FCAW-S, kaynak bölgesinde gerekli korumayı sağlamak için telin içindeki toz dolguyu kullanır; bu yüzden gazsız toz dolgulu dış mekânlarda ve rüzgârlı koşullarda popülerdir. Gazla korumalı FCAW-G, genellikle çift korumalı olarak adlandırılır; yine toz dolgulu tel kullanır ancak daha pürüzsüz bir ark, daha az sıçrama ve kontrollü ortamlarda daha temiz görünen kaynaklar elde etmek için dışarıdan koruyucu gaz ekler. Her ikisi de aynı toz dolgulu fcaw ailesine aittir çünkü her ikisi de toz dolgulu tel ve aynı temel tel beslemeli ark sürecine dayanır.
| Tip | Koruma Yöntemi | Dış mekâna uygunluk | Temizlik gereksinimleri | Tipik nüfuz derinliği |
|---|---|---|---|---|
| Kendini koruyan FCAW-S | Teldeki akışkan, koruma oluşturur | Dış mekânda çalışma için güçlü bir seçenek | Daha fazla sıçrama ve cüruf temizliği gerekir | İyi nüfuziyet |
| Gazla korunan FCAW-G | Teldeki akışkan artı dış gaz | Rüzgârda daha az uygundur | Daha az sıçrama, ancak cüruf hâlâ temizlenmelidir | Daha pürüzsüz ergime banyosu kontrolüyle iyi nüfuziyet |
Neden Slag Oluşur ve Bu Ne Anlama Gelir
Slag, sadece kalan artıklar değildir. Unimig bunu, erimiş akışkanın yukarı çıkıp kaynak üzerinde sertleşmesiyle oluşan metalik olmayan bir yan ürün olarak tanımlar. Bu tabaka, dikişin soğurken korunmasına yardımcı olur ve katılaştıkça dikişin şeklini korumasına katkı sağlayabilir. Karşılıklı etki temizlik işlemidir. Slag, özellikle geçişler arasında kaldırılmazsa, kaynak içine hapsolabilir ve kusurlara neden olabilir.
Kaynakçı makinedir. FCAW, bu makinenin gerçekleştirdiği süreçtir.
Bu olaylar zinciri, neden kurulum ayrıntılarının o kadar önemli olduğunu açıklar. Tel türü, kutupluluk ve temas ucunun boyutu yalnızca tel beslemesini etkilemez; aynı zamanda ark davranışını, ergime havuzunun görünümünü ve ilk dikişinizi oluştururken onu değerlendirmenin kolaylığını da değiştirir.
İlk Dikişinizi Flaks Çekirdekli Kaynak Yöntemiyle Nasıl Atarsınız
Parçaların yalnızca doğru sırayla monte edilmesi durumunda önemi vardır. Flaks çekirdekli bir kaynak makinesiyle yeni tanışan herkes için tekrarlanabilir bir ilk kullanım rutini, zaman, tel ve hayal kırıklığından tasarruf sağlar. Eğer buraya başlangıç seviyesi flaks çekirdekli kaynak için geldiyseniz ya da hatta arama yaptınız dummies için flux çekirdekli kaynak , basit tutun: makinenin flux çekirdekli tel ile çalıştırılabileceğini doğrulayın, teli doğru şekilde yükleyin, başlangıç noktası için tabloyu veya kılavuzu kullanın ve gerçek işe geçmeden önce hurda malzeme üzerinde test edin. Bu, yaklaşım için en güvenli yoldur. tel beslemeli kaynak makinesiyle kaynak yapma .
- Kuru, iyi havalandırılmış bir alanda çalışın ve yanıcı maddeleri uzak tutun.
- Kaynak maskesi, güvenlik gözlüğü, eldivenler, uzun kollu gömlek, tam boylu paça olmayan pantolon ve deri çizmeler giyin.
- Yanınızda bir yangın söndürücü bulundurun.
- Boyali veya galvanizli metal üzerine kaynak yapmayın.
- Birleştirme bölgesini ve topraklama kelepçesinin bağlanacağı yeri temizleyin.
Flux Çekirdekli Telin Doğru Şekilde Yüklenmesi
Makine ayarı, tel yolundan başlar. Miller ve Lowe's bunun neden önemli olduğunu gösterir: çekirdekli tel, katı telden daha yumuşaktır; bu nedenle doğru tahrik makarası ve dikkatli gerilim ayarı, tel ilerletmeyi daha sorunsuz hale getirir.
- Cihaz kapalıyken, flux-korumalı (çekirdekli) telle uyumlu olup olmadığını doğrulayın ve doğru tel çapı, temas ucunu ve herhangi bir meme parçasını öğrenmek için kılavuza başvurun.
- Kablo, astar boru, temas ucu ve telin durumunu kontrol edin. Aşınmış sarf malzemelerini değiştirin ve paslı tel kullanmayın.
- Önerilen tahrik makarasını takın. Kendi kendine korumalı flux-koruma (çekirdekli) tel için genellikle dişli tahrik makarası kullanılır.
- Ruloyu yerleştirin ve teli besleyici ile astar boru boyunca geçirerek ardından tabancadan geçirin.
- Uyumlu temas ucunu takın ve teli önerilen dışa uzunluğa göre kesin. Lowe’s, tipik flux-koruma dışa uzunluğunu 3/4 inç ile 1 inç arasında listeler.
- Cihazı kılavuzdan veya flux-koruma kaynak ayarları tablosundan kapı panelindeki tablodan ayarlayın. Bu ayarları nihai çözümler değil, başlangıç noktaları olarak kullanın.
Polarite Topraklaması ve Besleme Gerilimi Kontrolü
Burada birçok ilk aşamadaki kaba kaynak işlemi başlar. Flux çekirdekli kaynak polaritesi kullandığınız tel ile uyumlu olmalıdır. Birçok kendini koruyan yumuşak çelik teli için Miller, DC elektrot negatifini önerir; ancak her zaman tel etiketini ve kaynak makinenizin kullanım kılavuzunu kaynaktan önce kontrol edin.
Besleme gerilimi de tahmin işine bırakılmamalıdır. Aşırı gerilim telin basık hâle gelmesine neden olabilir. Yetersiz gerilim ise telin kaymasına ve düzensiz beslenmesine yol açabilir. Hobart Brothers’tan pratik bir yöntem: önce hafif sürükleyici makara gerilimiyle başlayın, teli bir kaynak eldiveninizin avucuna doğru besleyin, sonra kayma duruncaya kadar gerilimi artırın ve yaklaşık yarım tur daha ekleyin. Son olarak topraklama kelepçesini, kaynak alanına mümkün olduğunca yakın, temiz ve çıplak metal yüzeye bağlayın.
Deneme Kaynağı Yapmak ve Dikişi Okumak
Bilmek isterseniz flux çekirdekli nasıl kaynak yapılır malzeme israf etmeden, işe mümkün olduğunca yakın bir atık parçada kısa bir test dikişi oluşturun. Hem Miller hem de Lowe's, grafik ayarlarını kabaca bir kılavuz olarak kullanmanızı ve test kaynakları sonrasında ince ayar yapmanızı önerir. Durağan bir ark sesi dinleyin, tel ilerlemesinin düzgün olduğunu gözlemleyin ve açıkça delinme, teli takılma veya aşırı sıçramaya neden olmayan, eşit şekilde izleyen bir dikiş görünüz.
Bir seferde yalnızca bir ayar yapın. Tel ilerleme hızı, ısı aralığı veya tabanca mesafesi gibi küçük değişiklikler, rastgele düğmeleri çevirerek yapılan ayarlardan çok daha fazla bilgi verir. Bu erken dönem fluks çekirdekli kaynak ipuçları önemlidir çünkü bir makine teorik olarak doğru şekilde ayarlanmış olsa bile, pense teması, gerilim veya kutupluluk uygun değilse yine de kötü kaynak yapabilir. Ark davranışını göstermeye başladıktan sonra zorluk, kurulumdan el kontrolüne kayar; bu noktada teknik, göze çarpan tüm farkı yaratır.

Daha İyi Dikişler İçin Fluks Çekirdekli Kaynak Teknikleri
Bir makine doğru şekilde yüklenebilir ve yine de pürüzlü dikişler üretebilir. Dolgu çekirdekli kaynakta, elle kontrol görünür işin büyük kısmını yapar. Çubuk uzunluğundaki (stickout), ilerleme açısındaki ve hızdaki küçük değişiklikler, dağınık pratik kaynakları sağlam sonuçlara dönüştürebilir. En etkili dolgu çekirdekli kaynak teknikleri gözle görülür derecede çarpıcı değildir. Bunlar, her geçişte aynı şekilde tekrarlanan basit alışkanlıklardır.
En Çok Öneme Sahip Dolgu Çekirdekli Kaynak Teknikleri
Miller, dolgu çekirdekli kaynak için bir sürükme tekniği önermekte; standart koşullarda normal ilerleme açısı yaklaşık 5 ila 15 derece arasındadır. Aynı kılavuzda, dolgu çekirdekli tel için tipik çubuk uzunluğunun (stickout) yaklaşık 3/4 inç olduğu belirtilmektedir. Bernard ayrıca, torç ile iş parçası arasındaki mesafenin fazla olması ve tel besleme hızının yavaş olması yanma geri dönüşüne (burnback) neden olabileceğini, besleme sorunlarının da arkı erken söndürebileceğini belirtir.
- Birleşimden sürekli olarak daha yakın ya da daha uzaklaşmak yerine, sabit bir çubuk uzunluğu (stickout) koruyun.
- Dikiş havuzunu itmek yerine sürükleyin. Atölye kuralı hatırlaması kolaydır: Eğer cüruf varsa, sürüklersiniz.
- Küçük bir tabanca açısı kullanın. Miller, fazla açının sıçramayı artırabileceğini, nüfuz derinliğini azaltabileceğini ve ark kararsızlığına neden olabileceğini belirtir.
- Dolgu banyosunun arkın önüne geçip cürufu hapsedebilmesini engellemek için sabit bir ilerleme hızı ile kaynak yapın.
- Geçişler arasında kırma çekiç, tel fırça veya taşlama makinesi ile temizlik yapın.
Bu temel kurallar, bunlara ne ad verdiğinizden bağımsız olarak geçerlidir: fluks çekirdekli MIG kaynağı ipuçları veya sadece fluks çekirdekli tel ile kaynak yapma . Pürüzsüz ve tekrarlanabilir hareket, hızlı kaynak yapmaya çalışmaktan daha önemlidir.
Sıçrama, Nüfuz Derinliği ve Dikiş Şeklini Nasıl İyileştirebilirsiniz
Dikiş şekli genellikle neyin değiştiğini gösterir. Bernard, tel besleme ayarı için aşırı gerilimin solucan izi (worm tracking) oluşturabileceğini, düşük ısı girdisinin ise cüruf inklüzyonlarına neden olabileceğini belirtir. Miller ayrıca, küçük bir yan-yana hareket ve kenarlarda kısa bir duraklama yapılması durumunda daha geniş bir birleşim bölgesinin doldurulmasına ve dokuma (weaving) gerektiğinde alt kesilmeyi (undercut) önlemeye yardımcı olabileceğini vurgular.
- Aşırı sıçrama: Aşırı tabanca açısını kontrol edin ve ayarlarınızın tel ile malzemeyle uyumlu olduğunu doğrulayın.
- Yetersiz nüfuziyet: Isı girdisini doğrulayın, ergimiş birikintiyi geçmeyin ve arkı izleyen kenarda tutun.
- Kenarlarda alt kesilme: Dalgalandırma yapıyorsanız, kaynak metalinin kenarları doldurabilmesi için her iki tarafta biraz duraklayın.
- Ark sürekli kesiliyor: Makineyi suçlamadan önce yanma geri dönüşünü, kuş yuvası oluşumunu, kılavuz boru sorunlarını veya yanlış tahrik makarası basıncını kontrol edin.
Bu tür semptomlara dayalı okuma, rastgele uygulamayı kullanışlı hâle getirir fluks çekirdekli kaynak teknikleri .
İyi Fluks Çekirdekli Kaynaklar Sağlayan Basit Ayarlamalar
- Bir seferde yalnızca bir değişiklik yapın. Başlangıç noktası olarak makine şemasını kullanın, ardından düğmeleri rastgele çevirerek değil, kademeli olarak ayarlamalar yapın.
- Tel uçta geriye doğru yanıyorsa, öncelikle tel besleme hızını ve tabanca mesafesini kontrol edin.
- Besleme düzensiz hissediliyorsa, boru astarı, temas ucunu ve tahrik makarası gerilimini kontrol edin.
- Çoklu geçişli kaynaklar yapılırken bir sonraki geçiş için yeterli alan bırakın ve devam etmeden önce tüm cürufu temizleyin.
İyi fluks çekirdekli kaynaklar genellikle tekrarlanabilir alışkanlıklardan kaynaklanır: aynı dış uzunluk, aynı sürüklenme açısı, aynı hız ve aynı temizlik işlemi. fluks çekirdekli kaynak teli ile yumuşak çalışmak, daha tahmin edilebilir dikiş şekli oluşturmayı, daha az tahmin işini ve daha fazla iyi fluks çekirdekli kaynak sağlar. Bu tutarlılık, sürecin gerçek dünya uygulamalarında değerlendirilmesini de kolaylaştırır; çünkü her malzeme, konum ya da yüzey bitirme gereksinimi bu yöntemin güçlü yönlerine uygun değildir.
Flux kaynak makinesi ne işe yarar?
İşin uygunluğu, kurulum kadar önemlidir. Eğer soruyorsanız flux kaynak makinesi ne işe yarar veya flux çekirdekli kaynak nerede kullanılır , kısa cevap şu şekildedir: Flux çekirdekli kaynak, tel beslemeli hız, sağlam nüfuziyet ve dış ortamda çalışmaya devam edebilen bir süreç gerektiğinde öne çıkar. AWS fCAW’ı yapısal çelik, köprüler, gemi inşaatı, boru hatları ve ağır ekipman onarımları için vurgular; Miller ise kendini koruyan flux çekirdekli kaynağın, kısmen paslı veya kirli malzemeler üzerinde daha hoşgörülü olan ideal bir dış mekân kaynağı olduğunu belirtir. Dolayısıyla flux çekirdekli kaynaklar kalitelimi ? Evet, iş bu sürecine uyuyorsa.
Flux Çekirdekli Kaynak Makinesinin En İyi Kullanım Alanları
Birçok kullanıcı için en büyük avantaj gazsız flüks çekirdekli kaynak kendini koruyan tel, gaz tüpü taşınma ihtiyacını ortadan kaldırır; bu da taşınabilir onarım işlerini daha basitleştirir. Bu süreç ayrıca sadece hızlı tutturma işleri için değil, daha kalın kesitlerde yüksek birikim oranı ve derin nüfuziyet açısından da değerlidir.
- Dış mekânda kaynak: Telin içindeki flüks, koruma sağlar; bu nedenle rüzgâr, yalnızca gaz kullanan telli işlemlere göre daha az sorun yaratır.
- Onarım ve ağır işlevli imalat: AWS, FCAW uygulamalarının yaygın örnekleri arasında yapı çelikleri, köprüler, gemi inşaatı, boru hatları ve ağır ekipman onarımlarını listeler.
- Daha kalın yumuşak çelik: Bu süreç, daha derin nüfuziyet ve daha hızlı metal birikimi avantajlarından yararlanan uygulamalara oldukça uygundur.
- Kusurlu olabilecek yüzeyler: Miller, bu yöntemin geleneksel MIG’e kıyasla hafifçe paslı, kirli veya kontamine olmuş malzemelere daha dayanıklı olduğunu belirtir.
Flux Çekirdeğinin En İyi Seçim Olmadığı Durumlar
Her proje için otomatik olarak en iyi çözüm değildir. Miller, flux çekirdekli kaynakların temizlenmesi için kırılarak alınması gereken bir cüruf bıraktığını ve genellikle görünüş açısından MIG kaynaklara kıyasla daha az estetik olduğunu belirtir; bu nedenle temizlik ve görünüm önemliyse birçok operatör, kapalı alanlarda MIG’i tercih eder. İnce metal üzerinde de işlem daha hızlı zorlaşabilir çünkü delinme riski artar ve teknik daha hassas olmak zorundadır.
Aynı durum paslanmaz çelik için de geçerlidir. Weldguru, kendinden korumalı flux çekirdekli paslanmaz çelik kaynağının küçük yapısal kaynaklar için mümkün olduğunu ancak görünüş açısından en temiz seçenek olmadığını ve son işlem hassasiyeti gerektiren işler için uygun olmadığını belirtir. Örneğin flux çekirdekli alüminyum kaynağı veya flux çekirdekli tel ile alüminyum kaynağını yapabilir miyim aramaları, tek bir tel sisteminin tüm metalleri kapsadığı varsayımından kaynaklanır. Burada yer alan kaynaklar, bu sürecin kullanım alanının çoğunlukla düşük karbonlu çelik ve bazı paslanmaz çelik uygulamaları olduğunu çok daha açık bir şekilde göstermektedir.
Malzeme Konumu ve Son İşlem Gereksinimlerine Göre Nasıl Karar Verilir
- Malzeme Kalınlığı: Daha ağır çelik, ısı kontrolünün daha az bağışlayıcı olduğu ince saca göre genellikle FCAW için daha uygundur.
- Çalışma ortamı: Dış mekânlarda veya sahada, kendini koruyan toz çekirdekli telin açık bir avantajı vardır.
- Temizlik toleransı: Cürufun kırılıp temizlenmesi ve sıçramanın yönetilmesi sizi rahatsız ediyorsa, daha temiz bir iç mekân işlemi daha uygun olabilir.
- Yüzey bitimi beklentileri: Son dikişin görünüşü temiz olmalı ve sonrasında minimum düzeyde işçilik yapılmalıdır; bu durumda toz çekirdekli kaynak genellikle ilk tercih edilen yöntem değildir.
- Metal türü: Teli malzemeyle eşleştirin. Paslanmaz çelik için doğru paslanmaz çelik toz çekirdekli teli gerekir; bunun yerine yumuşak çelik varsayımı yapılmamalıdır.
Bu çerçeve, cevabı soyut değil, pratik hâle getirir. Toz çekirdekli kaynak makinesi, dış mekânlarda çelik işleri, onarım ve daha kalın imalatlar için güçlü bir seçenektir. Ancak ince, görünüm odaklı projeler için daha az uygundur. Bu şekilde değerlendirildiğinde asıl soru, toz çekirdekli kaynak yönteminin iyi mi yoksa kötü mü olduğuna değil, önünüzdeki malzeme için en az uzlaşma gerektiren sürecin hangisi olduğuna dayanır.
Toz Çekirdekli Kaynak vs. MIG, Elektrod (Stick) ve TIG
Kaynak işlemi seçimi, genel olarak en iyisi hangisi sorusunu sormayı bırakıp işin aslında neye ihtiyacı olduğunu sormaya başladığınızda daha kolay hale gelir. Çoğu fluks çekirdekli vs MIG karar dört şeye bağlıdır: nerede kaynak yapacağınız, bitmiş dikişin ne kadar temiz görünmesi gerektiği, çeliğin kalınlığı ve taşımak istediğiniz kurulum miktarı. Bir genel karşılaştırma ile ESAB ve Arccaptain’in pratik saha kılavuzu büyük resme uyum sağlar: MIG ve fluks çekirdekli kaynak, ikisi de hızlı tel beslemeli yöntemlerdir; stick kaynak dış mekânlarda dayanıklıdır; TIG ise en fazla kontrolü ve en iyi görünümü sunar ancak en çok beceri ve zaman gerektirir.
Günlük Alım Kararları İçin Fluks Çekirdekli Kaynak vs MIG
Çoğu başlangıç seviyesi kullanıcı için, mIG mi yoksa fluks çekirdekli mi kaynak aynı makinenin iki versiyonu arasında seçim yapmak gibi hissedilir. Bu izlenim kısmen doğrudur ve kısmen yanıltıcıdır. İkisi de tel beslemeli yöntemlerdir ve çoğu MIG tarzı makine fluks çekirdekli tel kullanabilir. Ancak mIG kaynak vs FCAW sadece bir tel değişimi değildir. MIG, daha az cüruf ve daha az post-weld temizlik ile daha temiz kaynaklar elde etmeye yardımcı olan dış koruyucu gaz kullanır. Toz dolgulu ark kaynağı (FCAW), içinde akışkan madde bulunan tüp şeklinde tel kullanır. Kendi kendine koruyucu modda genellikle gaz tüpüne gerek duyulmaz ve rüzgâr koşullarına çok daha iyi dayanır.
İşte bu yüzden ifade toz dolgulu MIG aramalarda çok sık karşınıza çıkar. İnsanlar genellikle FCAW için ayarlanmış bir MIG tipi tel besleyici sistemden bahsederler. Benzer şekilde, toz dolgulu tel ile MIG kaynağı genelde atölye dilinde kullanılan bir terimdir; ancak teknik olarak bu hâlâ standart gazla korunan MIG değil, toz dolgulu kaynak işlemidir. gazsız MIG kaynağı aramaları genellikle aynı kendiliğinden koruyucu sistemi işaret eder.
| İşlem | Koruma Yöntemi | Dış Ortam Performansı | Temizlik | Taşınabilirlik | Öğrenme Eğrisi | İnce metal kontrolü | Hız | Tipik Kullanım |
|---|---|---|---|---|---|---|---|---|
| Toz dolgulu, kendiliğinden koruyucu FCAW | Telden geçen akım, ayrı bir gaz tüpü gerekmez | Rüzgârda çok iyi performans gösterir | Daha fazla duman, sıçrama ve cüruf oluşur | Yüksek | Başlangıç seviyesi ile Orta seviye arası | İnce metalde orta düzeyde, orta kalınlıkta ve kalın çelikte daha güçlüdür | Hızlı | Dış mekânda onarım, daha ağır çelik, saha çalışmaları |
| MIG, GMAW | Dış koruyucu gaz gereklidir | Rüzgârlı koşullarda kötü performans gösterir | Daha temiz kaynaklar, daha az cüruf | Orta derecede | Yeni başlayanlar için uygun | Daha ince malzemelerde daha iyi kontrol sağlanır | Hızlı | İç mekânda imalat, garaj işleri, temiz bitmiş kaynaklar |
| Çubuk elektrotlu kaynak, SMAW | Flüks kaplı çubuk koruyucu atmosfer oluşturur | Dış mekânlarda çok iyi performans gösterir | Daha fazla cüruf ve temizlik işlemi gerektirir | Yüksek | Başlangıç seviyesi kullanıcılar için uygun ila orta düzey | İnce saclara uygulanması daha az uygundur | Orta derecede | Onarım işleri, kirli veya paslı çelik, çiftlik ve saha işleri |
| TIG, GTAW | Dıştan inert gaz gerekir | Rüzgâra duyarlı | Çok Temiz | Orta ile Yüksek | Öğrenilmesi en zor olan | İnce metal üzerinde en iyi kontrol | Yavaş | Yüksek hassasiyet gerektiren işler, paslanmaz çelik, alüminyum, görünüm açısından kritik kaynaklar |
Flux Core (Toz Dolgulu Tel) Yönteminin Elektrod (SMAC) ve TIG ile Karşılaştırılması
The sMAC vs. FCAW bu karşılaştırma özellikle açık havada yapılan çelik işleri için oldukça faydalıdır. Hem SMAC hem de FCAW yöntemleri, MIG ya da TIG’e göre daha sert ortamlara dayanıklıdır. Aradaki fark, tel besleme tarzındadır. SMAC yönteminde kısa ömürlü tüketilebilir elektrot çubukları kullanılır ve her çubuk bittiğinde işlem durdurulur. Buna karşılık FCAW yöntemi sürekli tel beslemesi sağladığından genellikle daha hızlıdır ve ergimiş birikintiyi (puddle) daha az kesintiyle sürdürebilir. Yüzeyler kirliyse veya en basit çözüm aranıyorsa SMAC yöntemi hâlâ güçlü bir seçenektir.
TIG yöntemi ise tam ters uçta yer alır. ESAB, TIG’ı daha yavaş ve ustalaşılması daha zor bir yöntem olarak tanımlar; ancak en estetik kaynakları üretir ve en yüksek hassasiyeti sağlar. Eğer işin görünümü, temizliği ya da ince metal üzerindeki hassas işlemler hızdan daha önemliyse, genellikle TIG yöntemi tercih edilmelidir. Ancak iş açık havada çelik onarımı ya da kalın malzemelerle ilgiliyse, flux core yöntemi çok daha pratik bir çözümdür.
Taşınabilir dış mekan çelik işleri için flüks çekirdekli kaynak yöntemini, daha temiz iç mekan imalatı için MIG’i, kaba onarım işleri için stick’i ve hassaslık ile yüzey kalitesi gerektiren uygulamalar için TIG’i seçin.
Kendinden Korumalı vs Gazla Korunan FCAW Karşılaştırması
FCAW ailesi içinde bir sonraki seçim, koruma yöntemi şeklidir. Earlbeck, kendinden korumalı FCAW’nin saha işleri ve rüzgârlı ortamlar için tasarlandığını belirtir; buna karşılık çift korumalı FCAW, flüks çekirdekli tel ile harici koruyucu gazı birleştirerek daha temiz kaynak dikişleri, daha iyi ergime banyosu kontrolü ve iç mekan imalatında daha az sıçrama sağlar.
| FCAW türü | Koruyucu yaklaşım | En uygun kullanım alanı | Temizlik ve görünüm | En Uygun Olanı |
|---|---|---|---|---|
| Kendini koruyan FCAW-S | Yalnızca flüks tarafından oluşturulan koruma | Dış mekan, saha işleri, rüzgârlı alanlar | Daha fazla cüruf ve sıçrama, daha pürüzlü görünüm | Taşınabilir onarım ve yapısal çelik işleri |
| Gazla korunan FCAW-G | Flux çekirdekli tel artı dış gaz | Kapalı alanlarda veya kontrollü atölye koşullarında | Daha temiz dikiş, daha az sıçrama, daha iyi ergime banyosu kontrolü | İmalat atölyeleri ve daha ağır üretim tarzı işler |
Bu karşılaştırma seçim sürecini hızla daraltır; ancak yalnızca bu durum sorunları önlemez. İki kaynakçı doğru işlemi seçse bile, kutuplama, tel ilerleme hızı, ilerleme hızı veya tüketim malzemeleri uygun değilse çok farklı sonuçlar elde edebilirler. Bu belirtiler, ark bozulmaya başladığında kendi hikâyesini anlatır.

Flux Çekirdekli Kaynakta Sorun Giderme ve Ölçeklendirme
En çok flux çekirdekli ark kaynağı ekipmanı kaynağın tamamen başarısız olması öncesinde sizi uyarı işaretleriyle bilgilendirir. Dikiş yüzeyi pürüzlü hâle gelir, tel titrer, cüruf birleşim yerinde gizlenmeye başlar ya da ince çelik beklenenden daha hızlı erir. Bu durum faydalıdır çünkü taşınabilir flux kaynağı makinesi veya küçük fCaW kaynak makinesi genellikle rastgele arızalanmaz. Bernard ve Hobart Brothers’tan pratik rehberlik, aynı birkaç nedene işaret eder: önerilen aralığın dışındaki parametreler, kötü tel besleme, katmanlar arası yetersiz temizlik ya da kaynak sırasında kayan teknik.
Yaygın Tozlu Çekirdekli Kaynak Sorunları ve Çözümleri
| Belirti | Muhtemel Sebep | İlk çözüm |
|---|---|---|
| Aşırı sıçrama | Tel üreticisinin önerdiği aralığın dışına çıkan ayarlar ya da teknik | Önerilen parametrelere dönün ve sürüklemeli kaynak tekniğinizi sabitleyin |
| Solucan izi | Tel besleme hızı ve akım değerine göre aşırı gerilim | Sorun giderilinceye kadar gerilimi 0,5 volt aralıklarla azaltın |
| Zayıf nüfuz | Yetersiz ısı girdisi, hızlı ilerleme veya kötü birleşim erişimi | Tel üreticisinin önerdiği aralıkta ısı girdisini artırın ve birleşim hazırlığını iyileştirin |
| Slag inklüzyonları | Yanlış dikiş yerleştirilmesi, yanlış ilerleme açısı, düşük ısı girdisi veya yetersiz geçişler arası temizlik | Geçişler arasında temizlik yapın, çekme açısını ayarlayın ve ek geçişler için yer bırakın |
| İnce malzemede delinme | Aşırı ısı girdisi | Daha düşük voltaj aralığı kullanın, tel besleme hızını azaltın ve ilerleme hızını artırın |
| Düzensiz tel beslemesi | Kuş yuvası oluşumu, yanlış tahrik silindirleri, fazla gerilim veya tıkanmış ya da yanlış astar | Teli temizleyin, gerilimi sıfırlayın, dişli V-oluklu silindirler kullanın ve astarı kontrol edin |
| Tel değişimi sonrası kutupluluk hatası | Makine ayarı, kullanılan tele artık uymuyor | Daha fazla ayar değiştirmeden önce tel etiketini ve makine kılavuzunu durdurun ve doğrulayın |
Sorunun Kurulum Tekniği veya Sarf Malzemeleri Kaynaklı Olduğuna Dair Belirtiler
Desenler şurada önemlidir: akış kaynak yöntemi . Sorun yeni bir makara takıldıktan, uç değiştirildikten veya tabanca yeniden iplendirildikten hemen sonra başlıyorsa, öncelikle sarf malzemeleri ve besleme parçalarına bakın. Bernard ve Hobart, kuş yuvası oluşumunu yanlış tahrik silindirleri, fazla tahrik silindiri gerilimi, astar tıkanıklığı, kötü astar kesimi veya yanlış astar boyutu ile ilişkilendirir. Yanma geri dönüşü genellikle yavaş tel beslemesi veya tabancanın iş parçasına çok yakın tutulmasıyla ilgilidir. Her iki kaynak da temas ucunun iş parçasına olan mesafesini yaklaşık 1 1/4 inç veya daha az tutmayı önerir.
- Tel besleyicide dolanıyorsa, makineyi suçlamadan önce tahrik sistemini kontrol edin.
- Eğer paslar arasında kusurlar ortaya çıkarsa, cüruf temizliği ve dikiş yerleştirme işlemlerini kontrol edin.
- Eğer bir pas boyunca dikiş şekli değişiyorsa, muhtemelen açınız veya ilerleme hızınız değişmektedir.
- Eğer pürüzlü bir dikiş ve görünür gözenekler görüyorsanız, ana metal yüzeyini tekrar temizleyin ve pası, yağı, boyayı, nemi ve kirleri kaldırın.
Atölye Kaynağından Üretim Destek Düzeyine Geçiş Zamanı
Elde taşınabilir bir makine, hâlâ tamir işleri, açık havada yapılan çelik işleri, prototipleme ve düşük hacimli imalat için oldukça mantıklıdır. Daha büyük atölye tabanlı toz korumalı kaynak makineleri aynı zamanda bakım ve yapısal işler için de uygundur. Ancak her parça bir öncekine tam olarak uymak zorunda olduğunda, her kaynağın izlenebilir olması gerektiğinde ve üretim kapasitesi (throughput), dikiş kalitesi kadar önemli hale geldiğinde durum değişir. JR Otomasyon, otomotiv birleştirme işlemlerini; otomatik sistemlerin veriye dayalı kaliteyi büyük ölçekte desteklediği, tekrarlanabilirliğe dayalı bir ortam olarak tanımlar.
O da burada toz korumalı ark kaynağı işlemi sadece bir atölye becerisinden çıkıp üretim sistemi kararına dönüşür. Tekrarlanabilir şasi parçaları veya diğer yüksek hacimli montajlar için üreticiler, genellikle manuel veya yarı otomatik yöntemlerin ötesine geçer akış çekirdekli kaynak ve robotik hatlara sahip bir uzman ortak ile resmi kalite kontrol sistemini değerlendirmeye başlar. Bunun bir örneği, Shaoyi Metal Technology , çelik, alüminyum ve diğer metaller için robotik kaynak hatları ve IATF 16949 sertifikalı bir kalite sistemi aracılığıyla özel kaynak hizmeti veren bir firmadır. Temel onarım için akış çekirdekli bir sistem genellikle yeterlidir. Tekrarlanabilir üretim için daha akıllıca adım, varyasyonu başlamadan önce azaltan seçenektir.
Onarım ve imalat için akış çekirdekli bir kaynak makinesi kullanın. Tekrarlanabilirlik gerçek iş haline geldiğinde ise otomasyonu ya da bir uzman ortağı tercih edin.
Akış Çekirdekli Kaynak Makineleriyle İlgili Sık Sorulan Sorular
1. Akış çekirdekli kaynak makinesi, FCAW ile aynı mıdır?
Hayır. Bir flüks çekirdekli kaynak makinesi, makine veya tel besleme düzenlemesidir; buna karşılık FCAW ya da flüks çekirdekli ark kaynağı, kaynak işleminin kendisidir. Bu fark önemlidir çünkü bir makine çoğunlukla flüks çekirdekli kaynak için tasarlanmış olabilirken, başka biri MIG veya çok işlemli bir ünite olabilir ve doğru tel, kutupluluk ve besleme parçaları takıldığında yalnızca FCAW işlemini gerçekleştirebilir.
2. Flüks çekirdekli kaynak makineleri her zaman gaz olmadan çalışır mı?
Her zaman değil. Küçük ve taşınabilir birçok ünite, kendi koruyucu atmosferini oluşturan ve gaz tüpüne ihtiyaç duymayan kendinden koruyucu tel ile kullanılır. Ancak bazı flüks çekirdekli teller gazla korunur; bu nedenle gaz gerekip gerekmediği, kaynak makinesinin adından ziyade yüklediğiniz tel türüne bağlıdır.
3. Bir MIG kaynak makinesi flüks çekirdekli tel kullanabilir mi?
Genellikle evet, makine flüks çekirdekli tel ile uyumluysa ve doğru şekilde yapılandırılırsa. Bu genellikle kaynak öncesinde kutupluluğu, besleme makaralarını, temas ucunun boyutunu ve tel yolunu kontrol etmeyi gerektirir. Bir MIG tarzı makine flüks çekirdekli tel kullanırken, standart gaz korumalı MIG kaynağı yerine FCAW (Flüks Çekirdekli Ark Kaynağı) gerçekleştirir.
4. Flüks çekirdekli kaynak makinesi en iyi hangi amaçlarla kullanılır ve başlangıç seviyesi kullanıcılar için mi uygundur?
Flüks çekirdekli kaynak makineleri, rüzgârın gaz korumalı kaynağı zorlaştırdığı dış mekânlarda onarım, bakım ve daha kalın çelik parçaların birleştirilmesi gibi işlemler için özellikle uygundur. Birçok başlangıç seviyesi kullanıcı, teli sürekli besleyen yapısı ve kendiliğinden korumalı tel ile basit kurulumu nedeniyle bu makineleri tercih eder. Ancak yeni kullanıcıların temiz sonuçlar elde edebilmeleri için yine de cürufu, sıçramayı ve sabit el kontrolünü yönetmeleri gerekir.
5. Flüks çekirdekli kaynak makinesi ne zaman yeterli olur ve üretici ne zaman otomatikleştirilmiş kaynak destek sistemleri kullanmalıdır?
Onarım işleri, prototipler ve düşük hacimli imalat için genellikle elde tutulan veya atölyede kullanılan çekirdekli tel kaynak makinesi yeterlidir. Bir şirket tekrarlanabilir parçalara, daha sıkı tutarlılığa ve büyük üretim miktarlarında izlenebilir kaliteye ihtiyaç duyduğunda otomatikleştirilmiş kaynak işlemi daha uygun bir çözüm haline gelir. Otomotiv şasi parçaları için üreticiler, robotik kaynak hatları ve hassas üretim için IATF 16949 sertifikalı kalite sistemi sunan Shaoyi Metal Teknoloji gibi uzman ortaklara başvurabilir.