 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Kaynaklı Sac Metal Uzmanlık Şirketlerinin Sırları: Ham Çelikten Bitmiş Parçalara

Kaynaklı Sac Metal Uzmanlık Şirketi Nedir?
Dükkândan hazır alınabilen bir ürün olarak mevcut olmayan, özel bir bağlantı parçası, karmaşık bir muhafaza ya da bir yapısal bileşen ihtiyacınız olduğunu düşünün. Bu tür durumlarda nereye başvurursunuz? Tam da burada kaynaklı sac metal uzmanlık şirketi büyük önem kazanır. Bu özel imalatçılar, ham metal malzemeyi tam olarak sizin belirttiğiniz teknik özelliklere göre tasarlanmış, hassas mühendislikle üretilmiş bileşenlere dönüştürür—tasarım kavramları ile işlevsel gerçekler arasındaki boşluğu doldurur.
Kaynaklı Sac Metal Uzmanlık Hizmetlerinin Tanımı
Kaynaklı sac metal uzmanlık şirketi, özel metal parçalar ve montajlar oluşturmaya odaklanır ve bunu uzman sac metal kaynak teknikleriyle gerçekleştirir kesme, şekillendirme ve bitirme işlemlerini bir araya getirerek çalışır. Standartlaştırılmış ürünleri seri üretim yapan tesislerden farklı olarak bu uzmanlar, çerçeveler, bağlantı parçaları, muhafazalar ve yapısal montajlar gibi benzersiz bileşenleri üretmek için CAD dosyalarından, mühendislik çizimlerinden veya müşteri açıklamalarından yararlanır.
Özel imalatçıları diğerlerinden ayıran nedir? Birkaç temel farkı göreceksiniz:
- Özelleştirme imkanları: Her proje, tasarım yorumundan nihai denetimine kadar bireysel dikkatle ele alınır
- Malzeme Uzmanlığı: Çeşitli alaşımların sac metal kaynak işlemleri sırasında nasıl davrandığını derinlemesine anlama; bunun yanı sıra geri yayılma (spring-back) hesaplamaları ve tane yönü dikkatleri
- Hassas toleranslar: Genel imalat ±1/16" ile ±1/8" aralığında çalışırken, özel imalat atölyeleri genellikle ±0,005" ile ±0,010" aralığında toleranslara ulaşır
- Kalite Sertifikasyonları: Havacılık, tıbbi cihaz, otomotiv ve diğer düzenlenmiş sektörler için belgelendirilmiş kalite sistemleri
Bu şirketler aynı zamanda daha derin nüfuziyet gerektiren veya koruyucu gaz kullanımının pratik olmadığı açık hava çalışma koşulları gibi özel uygulamalar için flüks çekirdekli kaynak yöntemiyle sacları birleştirmeyi de gerçekleştirir.
İmalatta Neden Hassas İmalat İşlemi Böyle Önemlidir?
Peki neden hassasiyet bu kadar büyük önem taşır? Şunu göz önünde bulundurun: Uygun şekilde oturmayan parçalar, maliyetli saha düzenlemeleri gerektirir; bu da işçilik giderlerini artırır ve proje zaman çizelgelerini uzatır. Boyutsal değişkenlikler ürün arızalarına, garanti taleplerine ve itibar zararına yol açabilir. Tam toleranslar gerektiren sektörlerde yetersiz kalite saclama ve kaynak yetenekleri, maliyetli gecikmelere veya doğrudan reddedilmeye neden olur.
Kaliteli saclama kaynak hizmetleri şu yollarla değer sağlar:
- Toplam proje maliyetlerinde azalma: Tekrar işlenme ve saha düzenlemelerinin ortadan kaldırılması
- Montaj verimliliğinde iyileşme: Hassas parçalar ilk kez doğru şekilde birbirine oturur
- Geliştirilmiş Ürün Performansı: Boyutsal doğruluk, doğrudan işletme güvenilirliğini etkiler
- Düzenlemelere uygunluk: Tam izlenebilirlik, istatistiksel süreç kontrolü ve ilk parça inceleme belgeleri
Özel imalat alanına yapılan yatırım, montaj süresinin kısalması, tekrar işlemenin ortadan kalkması ve ürün performansının artması yoluyla geri dönüş sağlar. İnsani güvenliğin tam boyutsal doğrulukta bağlı olduğu tıbbi cihazlar geliştiriyorsanız ya da hassas EMI koruması gerektiren elektronik muhafazalar üretiyorsanız, deneyimli sac metal kaynak hizmetleriyle ortaklık kurmak, bileşenlerinizin uygulamalarınızın gerektirdiği yüksek standartlara tam olarak uygun olmasını sağlar.
Sac Metal İmalatında Kullanılan Kaynak Yöntemleri
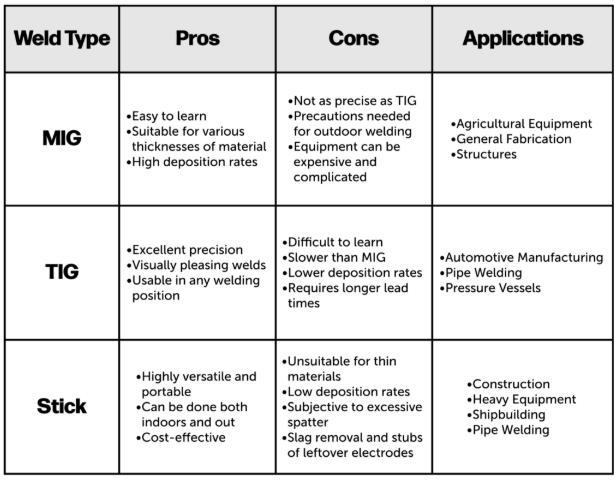
Bazı sac metal bileşenlerinde neredeyse görünmez dikişler görülürken, diğerlerinde belirgin kaynak kabartıları nedeniyle dikkat çekildiğini hiç merak ettiniz mi? Cevap, her uygulama için doğru kaynak yönteminin seçilmesindedir. Sac metalde kullanılan kaynak türlerini anlamak, üreticilerle etkili iletişim kurmanıza yardımcı olur ve projelerinizin dayanıklılık, görünüm ve maliyet verimliliği açısından en uygun birleştirme tekniğini almasını sağlar.
Üretim Verimliliği İçin MIG Kaynağı
Üretim hızı önemli olduğunda, MIG kaynaklı sac metal işlemenin özel imalatçılar için tercih edilen seçeneği haline gelir . Metal İnert Gaz (MIG) kaynağı —aynı zamanda Gazla Metal Ark Kaynağı (GMAW) olarak da bilinir— atmosferik kirlenmeye karşı koruma sağlayan bir inert koruyucu gaz ile birlikte sürekli beslenen bir tel elektrot kullanır; bu tel eriyerek kaynak banyosuna karışır.
MIG kaynak makinesiyle sac metal kaynağının neden bu kadar popüler olduğu? Aşağıdaki avantajları göz önünde bulundurun:
- Hızlı kaynak süreleri: Sürekli tel beslemesi, kaynakçıların elektrot değiştirmek için durmaksızın eklemeleri hızlıca tamamlamasını sağlar
- Çeşitli Malzemelerle Uyumluluk: Karbon çelik, paslanmaz çelik ve alüminyum ile mükemmel uyum gösterir
- Daha kolay teknik: Operatörler, diğer yöntemlere kıyasla daha az eğitimle kaliteli sonuçlar elde edebilir
- Temiz çalışma: Az miktarda cüruf ve sıçrama, kaynaktan sonraki temizlik işlemlerini azaltır
MIG kaynak, üretim hacminin daha hızlı kaynak hızlarını haklı çıkardığı otomotiv gövde imalatı, endüstriyel ekipman üretimi ve yapısal montajlarda üstün performans gösterir. Derin nüfuziyet gerektiren kalın malzemeler için imalatçılar bazen dış koruyucu gaz gerekmeden açık alanda da uygulanabilen, toz dolgulu ark kaynağı (FCAW) gibi toz dolgulu kaynak sac levha tekniklerine başvururlar; bu da farklı ortamlar için oldukça çok yönlü bir çözüm sunar.
Kusursuz Uygulamalar İçin TIG Kaynağı
Projeniz olağanüstü kaynak kalitesi ve görsel görünüm gerektirdiğinde, TIG kaynağı sac levha uygulamalarında eşsiz sonuçlar sağlar. Tungsten İnert Gaz (TIG) kaynağı — teknik adıyla Gazla Korunan Tungsten Ark Kaynağı (GTAW) — arkı oluşturmak için tüketilmeyen bir tungsten elektrot kullanır; kaynakçı, gerektiğinde doldurma malzemesini elle ilave eder.
Neden imalatçılar kritik bileşenler için TIG kaynağını önerir? Bu süreç aşağıdaki avantajları sunar:
- Üstün hassasiyet ve kontrol: Kaynakçılar, ince malzemelerde delinmeyi önlemek için ısı girdisini tam olarak kontrol edebilirler
- Olağanüstü kaynak estetiği: Genellikle ek işlenecek bir yüzey gerektirmeyen, temiz ve görsel olarak çekici dikişler oluşturur
- Malzeme Esnekliği: Paslanmaz çelik, alüminyum, titanyum ve egzotik alaşımlar dahil olmak üzere geniş bir metal yelpazesini işleyebilir
- Sıçrama yok: Kirli olmayan çalışma alanları ve bileşenler oluşturur
TIG kaynağı, temizliğin kritik olduğu gıda işleme ekipmanları, yakıt hatları ve tankları, egzoz sistemleri ile havacılık bileşenleri gibi uygulamalarda yaygındır. Çubuk kaynak (stick welding), saha onarımları ve açık hava uygulamaları için hâlâ bir seçenek iken; TIG kaynak, kalitenin hızdan daha önemli olduğu kontrollü atölye ortamlarında tercih edilen yöntemdir.
Montaj İşlemleri İçin Nokta Kaynağı
Nokta kaynaklı sac metal, malzemeleri birleştirmek için ark yerine elektriksel direnci kullanan tamamen farklı bir yaklaşım sunar. İki elektrot, üst üste getirilen metal levhalara basınç ve elektrik akımı uygular; bu da temas noktasında levhaları birleştirmek için yeterli ısı üretir.
Bu yöntem birkaç belirgin avantaj sağlar:
- Olağanüstü hız: Her kaynak saniyenin onda birleri gibi çok kısa sürede tamamlanır
- Doldurma malzemesi gerekmez: Tüketim maliyetlerini azaltır ve doldurma malzemesi seçimiyle ilgili endişeleri ortadan kaldırır
- Kolay otomasyon: Robotik üretim hatlarına sorunsuz şekilde entegre edilebilir
- Minimum sonrası işlem: Kaynaklar neredeyse hiçbir temizlik veya bitirme işlemi gerektirmez
- Daha güvenli çalışma: Açık alev veya koruyucu gaz gerekmez
Nokta kaynağı, otomotiv gövde montajında, ev aletleri üretiminde ve ince üst üste binen levhaların hızlı bir şekilde birleştirilmesi gereken her türlü uygulamada öncelikli yöntemdir. Modern otomotiv gövdelerinin binlerce tutarlı ve güvenilir birleştirme ile monte edilebilmesinin nedeni budur.
Projeniz İçin Kaynak Yöntemlerini Karşılaştırma
Doğru kaynak tekniğini seçmek, belirli gereksinimlerinize bağlıdır. Sac metal için bir lazer kaynağı, mikro-bileşenler ve ısıya duyarlı malzemeler için olağanüstü hassasiyet sağlarken, geleneksel yöntemler daha geniş uygulama alanlarına hizmet verir. İşte temel yöntemlerin karşılaştırması:
| Yötem | En İyi Uygulamalar | Malzeme Kalınlığı Aralığı | Hız |
|---|---|---|---|
| MIG kaynak | Otomotiv gövdeleri, endüstriyel ekipmanlar, yapısal montajlar, üretim fabrikasyonu | 24 gauge'den 1/2" (0,6 mm'den 12,7 mm'ye) | Hızlı—yüksek hacimli üretim için ideal |
| TIG kaynak | Uzay araçları bileşenleri, gıda işleme ekipmanları, yakıt sistemleri, hassas muhafazalar | 26 gauge'den 1/4" (0,5 mm'den 6,4 mm'ye) | Yavaş—hızdan ziyade kaliteye öncelik verir |
| Nokta kaynak | Otomotiv montajı, ev aletleri, muhafazalar, üst üste binen sac birleşimleri | 28 gauge'den 1/8" (0,4 mm'den 3,2 mm'ye) | Çok hızlı — her kaynak için saniyeler |
| Lazer Kaynağı | Tıbbi cihazlar, elektronik ürünler, hassas ölçüm aletleri, ısıya duyarlı malzemeler | 30 gauge'den 1/8" (0,3 mm'den 3,2 mm'ye) | Çok hızlı ve minimum distorsiyonla |
| Toz Dolgulu (FCAW) | Ağır ekipmanlar, açık hava inşaatları, kalın yapısal bileşenler | 18 gauge'den 1" (1,2 mm'den 25,4 mm'ye) | Derin nüfuziyetle hızlı kaynak |
Göre kaynak endüstrisi uzmanları lazer kaynak, ince malzemelerde geleneksel ark kaynağı yöntemlerine kıyasla yaklaşık üç ila beş kat daha hızlı çalışır ve neredeyse görünmez dikişler ile minimum ısı etkilenmiş bölge oluşturur. Bu durum, hem hız hem de hassasiyet gerektiren uygulamalar için idealdir.
Temel çıkarım nedir? Kaynak yönteminizi projenizin önceliklerine göre seçin. Çelik montajlarda hızlı üretim mi gerekiyor? MIG yöntemi size çözüm sunar. Paslanmaz çelik gıda ekipmanlarında kusursuz estetik mi arıyorsunuz? Cevap TIG'dir. Binlerce özdeş muhafaza birleştirme mi yapılacak? Nokta kaynağı eşsiz verimlilik sağlar. Bu farklılıkları anlayarak, belirli uygulamalarınız için doğru yeteneklere sahip bir imalat ortağı seçmenize yardımcı olursunuz.
Sac Metal Kaynak Uzmanlarının İşleyebildiği Malzemeler
Bir sonraki imalat projeniz için hangi malzeme seçilmelidir? Cevap, uygulamanızın mukavemet, ağırlık, korozyon direnci ve bütçe açısından gereksinimlerine bağlıdır. Yetkin bir kaynaklı sac metal uzmanı şirketi, her biri belirli uygulamalar için ideal olan benzersiz özelliklere sahip çeşitli malzemelerle çalışır. Bu seçenekleri anlamak, bilinçli kararlar vermenizi ve imalat ortağınızla etkili iletişim kurmanızı sağlar.
Çelik Sınıfları ve Endüstriyel Kullanımları
Çelik hâlâ sac metal imalatının iş gücü kaynağı , birçok uygulamada mükemmel mukavemet-maliyet oranı sunar. Ancak tüm çelikler aynı değildir. Uzman imalatçılar birkaç ayrı kategoriyle çalışır:
- Sıcak haddelenmiş çelik: Yüksek sıcaklıklarda şekillendirilen bu malzeme, daha düşük maliyetle esneklik ve işlenebilirlik sağlar. Yüzey kalitesi kritik olmayan yapısal bileşenler, çerçeveler ve diğer uygulamalar için idealdir.
- Soğuk haddelenmiş çelik: Daha güçlü ve boyutsal olarak daha doğru ürünler için oda sıcaklığında işlenir—ticari bina inşaatı ve depolama sistemleri için idealdir
- Galvanizli Çelik: Paslanmaya karşı koruma sağlamak amacıyla çinko ile kaplanmış standart çelik levhalar; genellikle inşaat, otomotiv, telekomünikasyon ile rüzgâr ve güneş enerjisi sektörlerinde kullanılır
Galvanizli sac metalin kaynaklanması söz konusu olduğunda imalatçılar benzersiz zorluklarla karşılaşır. Galvanizli sac metal başarıyla kaynaklanabilir mi? Kesinlikle evet—ancak bu, uzmanlık gerektiren bir işlemi içerir. Çinko kaplaması kaynak nüfuziyetini zayıflatabilir ve bitmiş ek yerinde gözenekliliğe neden olabilir. Yetkin kaynakçılar genellikle kaynak yapılacak alanın hemen çevresindeki çinko kaplamayı kaldırır; ardından korozyon korumasını geri kazandırmak için kaynak tamamlandıktan sonra yeniden galvanizleme işlemi uygular.
Galvanizli sac metalin MIG kaynağı ayrıca sağlık açısından dikkat edilmesi gereken hususlar da doğurur. Göre metal imalatı güvenliği uzmanları çinko, kaynak işlemi sırasında buharlaşır ve çinko oksit dumanları oluşturur; bu dumanlar 'metal duman ateşi'ne neden olabilir—bulantı, baş ağrısı ve üşüme gibi grip benzeri belirtilerle kendini gösterir. Ayrıca galvaniz kaplamalardaki küçük miktarlarda kurşun da buharlaşabilir ve potansiyel olarak uzun vadeli sağlık sorunlarına yol açabilir. Galvanizli saclarda kaynak işlemleri için uygun havalandırma, solunum koruyucuları ve güvenlik eğitimi zorunludur.
Alüminyum ve Hafif Metal Uygulamaları
Ağırlık önemli olduğunda alüminyum üstün performans sunar. Çelikten yaklaşık üçte biri kadar ağırlığa sahip olan alüminyum, çok sayıda sektörde vazgeçilmez hâle gelmiştir. Kaynak projeleri için kullanılan saclardan çoğu zaman alüminyum seçilir; çünkü uygulamalar aşağıdaki gereksinimleri karşılamalıdır:
- Bileşen ağırlığında azalma: Yakıt verimliliğini her kilogramın etkilediği havacılık, otomotiv ve ulaşım uygulamaları için kritiktir
- Doğal korozyon direnci: Alüminyum, çevresel bozulmaya karşı koruma sağlayan bir koruyucu oksit tabakası oluşturur
- Mükemmel ısı ve elektrik iletimi: Isı değiştiriciler, elektronik muhafazalar ve elektrik bileşenleri için ideal hale getirir
- Geri dönüştürülebilirlik: Alüminyum, özelliklerini kaybetmeden defalarca geri dönüştürülebilir; bu da sürdürülebilirlik hedeflerini destekler
Sektörün malzeme kılavuzlarına göre, alüminyumun çekme mukavemeti alaşım bileşimiyle değişerek 40 ila 690+ MPa aralığında değerler alır; ilave alaşımlar, mukavemet özelliklerini önemli ölçüde artırır. Gıda ve içecek üreticileri, ambalaj amacıyla alüminyuma güvenerken, taşıt üreticileri, toplam ağırlığı azaltmak için gövde panellerinde alüminyumdan yoğun şekilde yararlanır.
Alüminyumun kaynaklanması, çelikten farklı teknikler gerektirir. Çünkü profesyonel kaynakçılar belirtir , alüminyumun erime noktası daha düşüktür ve ısıyı hızlı iletir; bu nedenle kaynak işlemleri sırasında hassas bir kontrol gereklidir. Alüminyum üzerinde en iyi sonuçlar genellikle TIG kaynağı ile elde edilir; ancak daha kalın kesitler ve üretim ortamları için MIG kaynağı da etkili bir seçenektir.
Korozyona Dayanıklı Olarak不锈钢
Uygulamanız hem dayanıklılık hem de üstün korozyon direnci gerektirdiğinde paslanmaz çelik, tercih edilen malzeme haline gelir. Krom içeriği, paslanmaya ve kimyasal saldırılara karşı koruma sağlayan kendini onaran bir oksit tabakası oluşturur. Uzman imalatçılar genellikle şu paslanmaz çelik türleriyle çalışır:
- Ostenitik (300 serisi): En yaygın tip; mükemmel korozyon direnci ve şekillendirilebilirlik sunar—gıda işleme ekipmanları, tıbbi cihazlar ve mimari uygulamalar için idealdir
- Ferritik (400 serisi): Düşük maliyetli iyi korozyon direncine sahip manyetiktir—otomotiv süslemeleri ve ev aletleri için uygundur
- Martenzitik: Yüksek sertlik elde etmek için ısıl işlem uygulanabilen—kesme aletleri ve cerrahi aletlerde kullanılır
Paslanmaz çelik, hijyenin önemli olduğu ortamlarda üstün performans gösterir. Ticari mutfaklar, farmasötik tesisler ve gıda işleme tesisleri, bakteri büyümesine dirençli ve kolay temizlenebilen gözeneksiz yüzeyinden yararlanır. Malzeme aynı zamanda parlak, modern görünümüyle estetik bir cazibe sağlar—bu da onu görünür mimari elemanlar ve tüketici elektronikleri için popüler kılar.
Paslanmaz çelik, genellikle karbon çelik veya alüminyuma kıyasla daha yüksek maliyetlidir; ancak dayanıklılığı, bakım maliyetlerinde azalma ve kullanım ömrünün uzaması yoluyla uzun vadeli tasarruf sağlar.
Bakır ve Özel Metaller
Ana malzemelerin ötesinde, özel imalatçılar belirli uygulamalar için bakır ve diğer metallerle de çalışır:
- Bakır: Olağanüstü elektriksel ve termal iletkenlik sunar; bu nedenle kablolar, elektronik bileşenler, tesisat parçaları ve dekoratif uygulamalar için hayati öneme sahiptir. Bakır levhalar, paslanmaya neden olacak kadar demir içermez ve diğer elementlerle alaşım yapıldığında daha dayanıklı hale gelir.
- Pirinç ve Bronz: Deniz donanımı, dekoratif armatürler ve müzik aletleri için benzersiz estetik özellikler ile korozyon direnci sağlayan bakır alaşımları
- Titanyum: Uçak sanayii, tıbbi implantlar ve yüksek performanslı uygulamalar için üstün korozyon direncine sahip, dikkat çekici dayanım/ağırlık oranı
Her malzeme, özel kaynak parametreleri, dolgu malzemeleri ve işleme prosedürleri gerektirir. Deneyimli bir imalat ortağıyla çalışmak, malzeme seçiminizin hem performans gereksinimlerinize hem de üretim açısından uygulanabilirliğine uygun olmasını sağlar; bu da herhangi bir sektördeki uygulama için başarılı proje sonuçlarının temelini oluşturur.

Özel Sac Metal İmalatçıları Tarafından Hizmet Verilen Sektörler
Gerçekten bir kaynaklı sac metal uzman şirketinin yeteneklerine kim ihtiyaç duyar? Cevap sizi şaşırtabilir. Sürdüğünüz araçtan çalıştığınız binaya kadar, sac metal imalatı ve kaynak modern yaşamın neredeyse her yönüne dokunur. Bu hizmetlere hangi sektörlerin ihtiyaç duyduğunu anlamak, üretim ortağınızın belirli uygulamanız için kaliteli sonuçlar sunabilmesi için sahip olması gereken uzmanlığı ve özel ekipmanları fark etmenizi sağlar.
Otomotiv ve taşıma bileşenleri
Otomotiv endüstrisi, kaynaklı sac metal imalat hizmetlerinin en büyük tüketicilerinden birini oluşturur. Kaynakça göre sektör uzmanları , modern otomotiv sac metal imalatı, basit presleme ve kaynak işlemlerini aşarak, malzeme bilimi yenilikleri ve dijital simülasyon ustalığı içeren hassasiyet odaklı bir disiplin haline gelmiştir.
Bu sektör hangi bileşenlere ihtiyaç duyar? Liste oldukça kapsamlıdır:
- Şasi Bileşenleri: Araçların yapısal omurgasını oluşturan şasi rayları, traversler ve alt şase takımları
- Süspansiyon parçaları: Doğru hizalama için kesin toleranslar gerektiren kontrol kolları, bağlantı parçaları ve montaj plakaları
- Yapısal birleşimler: Çarpışma koruması sağlayan A-sütunları, B-sütunları, roker panelleri ve taban kapakları
- Gövde panelleri: Araç estetiğini belirleyen motor kapakları, tamponlar, kapılar, yan paneller ve tavanlar
- Batarya muhafazaları: Elektrikli araçlar için kritik bileşenler; yük taşıyan şasi elemanları, termal yönetim merkezleri ve güvenlik yapıları olarak işlev görürler
Otomotiv karoseri sac metaline uygun en iyi kaynak makinesini bulmak, otomotiv uygulamalarının hem dayanıklılık hem de hassasiyet gerektirdiğini anlamayı gerektirir. Birçok imalatçı, farklı malzemelerden oluşan yapıları karşılayabilmek için nokta kaynağı, lazer kaynağı, kendinden delici perçinler ve yapısal yapıştırıcılar gibi hibrit birleştirme tekniklerini bir arada kullanır. Otomotiv sac metaline yönelik projeler için en iyi kaynak makinesini seçerken, geleneksel direnç kaynağı ile uzaktan lazer kaynağı gibi ileri tekniklerdeki yetenekleri değerlendirmelisiniz; çünkü uzaktan lazer kaynağı, geleneksel nokta kaynağının yaklaşık beş katı hızda işlem gerçekleştirir.
Sanayi Ekipmanı Üretimi
Ağır ekipmanlar, makineler ve endüstriyel sistemler, kaynak ve sac metal uzmanlığına büyük ölçüde bağımlıdır. Bu uygulamalar genellikle sağlam yapısal bütünlük ile birlikte hassas boyutsal doğruluk gerektirir.
Endüstriyel ekipman üreticileri, aşağıdaki alanlarda özel imalatçılara güvenir:
- Makine muhafazaları ve koruyucu kafesler: Operatörleri hareketli parçalardan koruyan ancak bakım için erişime izin veren koruyucu muhafazalar
- Kumanda panoları ve elektrik muhafazaları: Hassas elektronik bileşenler için EMI (elektromanyetik girişim) koruması ve çevre koruması sağlayan hassas muhafazalar
- Taşıyıcı Sistemler: Malzeme taşıma operasyonları için kanallar, huniler ve yapısal çerçeveler
- Tarım ekipmanları: Tarım makinesi parçaları, traktör gövdesi parçaları ve depolama sistemleri
- HVAC bileşenleri: Ticari ve endüstriyel iklim kontrolü için kanallar, plenumlar ve hava işleme üniteleri
- Tıbbi cihaz muhafazaları: Karmaşık tanı cihazları, cerrahi aletler ve hastane altyapısı için şasi ve muhafazalar
Üretim endüstrisi kaynaklarına göre, karmaşık makinelerden ameliyat aletlerine kadar birçok tıbbi cihaz, sac metal kullanılarak üretilmektedir. Metal cerrahi aletleri, hassas boyutlarda üretilebilir ve ihtiyaç duyulan miktarlarda sipariş edilebilir; bu da hastanelerin kritik aletlerden hiçbir zaman yoksun kalmamasını sağlar.
Mimari ve İnşaat Uygulamaları
İnşaat endüstrisi, hem yapısal hem de dekoratif uygulamalarda sac metal kaynaklarını temel unsurlar olarak benimsemiştir. Sac metal imalatı, modern mimarinin gerektirdiği dayanıklılık, güç ve uyarlama esnekliğini sunar.
İnşaat uygulamaları şunları içerir:
- Yapısal bileşenler: Destek kolonları, modüler iskelet sistemleri, kat drenajları, ızgaralar, flanşlı kanallar ve endüstriyel geçitler
- Çatı sistemleri: Metal paneller, yağmur olukları kenarları (flaşingler), oluklar ve drenaj bileşenleri
- Cephe elemanları: Dekoratif paneller, güneş perdeleri ve hava koşullarına dayanıklı saçaklar
- İç Özellikler: Korkuluk sistemleri, marangoz işleri (mobilya ve iç mekân elemanları), kule uçları ve özel dekoratif paneller
- Altyapı: Köprü yapısal parçaları, telekomünikasyon ekipmanı muhafazaları ve enerji dağıtım kutuları
İnşaat uzmanlarının belirttiği gibi, mimarlar ve tasarımcılar, hem koruma sağlayıp hem de görsel çekiciliği artıran unsurlar eklemek için sac metal imalatını kullanır. Malzemenin yapısal bütünlüğünü korurken karmaşık şekillere dönüştürülebilme özelliği, hem işlevsel hem de estetik uygulamalar için vazgeçilmez hale gelir.
Özel İmalata İhtiyaç Duyan Diğer Sektörler
Bu ana sektörlerin ötesinde, özel imalatçılar çok sayıda ilave sektöre hizmet verir:
- Havacılık ve Uzay: Dar toleranslar ve titanyum ile özel alüminyum alaşımları gibi egzotik malzemeler gerektiren uçak ve uzay aracı bileşenleri
- Elektronik: Isı dağılımı, elektromanyetik kalkanlama ve estetik açısından özel gereksinimler taşıyan şasi, kasalar ve paneller
- Gıda İşleme: Bakteriyel büyüme direnci sağlayan ve hijyenik kaynaklar gerektiren paslanmaz çelik ekipmanlar
- Ev aletleri: Buzdolapları, çamaşır makineleri, klimalar ve diğer ev aletleri için dış kapaklar ve iç yapısal bileşenler
- Mobilya üretimi: Dayanıklılık ile modern estetiği birleştiren metal masa ayakları, sandalye sırtları ve dekoratif elemanlar
- Otomasyon ve robotik: Özel makineler ve aletler için dayanıklı parçalar ve bileşenler
Her sektörün kendine özgü gereksinimleri vardır—denizcilik uygulamaları tarafından talep edilen korozyon direncinden tıbbi implantlar için gerekli olan biyouyumluluk standartlarına kadar. Yetkin bir özel imalatçı, bu çeşitliliğe sahip gereksinimleri anlar ve çeşitli müşteri ihtiyaçlarını karşılayabilmek için gerekli sertifikaları, ekipmanları ve uzmanlığı sürdürür. Bu sektör çeşitliliği, aynı zamanda projenizin başarısı açısından doğru imalat ortağı seçmenin—özellikle sizin sektörünüze yönelik deneyime sahip bir ortağın—ne kadar önemli olduğunu açıklar.
Özelleştirilmiş İmalat Süreci Açıklaması
Yani projeniz için doğru yeteneklere sahip bir kaynaklı sac metal uzmanı şirketi belirlediniz. Peki bundan sonra ne olur? İmalat sürecini anlayarak gerçekçi beklentiler oluşturabilir, doğru belgeleri hazırlayabilir ve sürecin tamamı boyunca üretim ortağınızla etkili bir şekilde iletişim kurabilirsiniz. Başlangıç sorgusundan nihai teslimata kadar her aşamada nelerle karşılaşacağınızı aşağıda bulabilirsiniz.
Tasarım İncelemesi ve DFM Analizi
Her başarılı proje, kapsamlı bir tasarım incelemesiyle başlar. CAD dosyalarınızı, mühendislik çizimlerinizi veya kavram eskizlerinizi gönderdiğinizde, imalatçının mühendislik ekibi tasarımınızı üretilebilirlik açısından değerlendirir—bu değerlendirme genellikle DFM analizi olarak adlandırılır.
Bu inceleme neyi ele alıyor? Hassas sac metal uzmanlarına göre, doğru DFM analizi malzemenin şekillendirilebilirliğini, makine kapasitelerini, teslim süresini ve maliyet optimizasyonunu dikkate alır. Ancak işte bir ticari sır: En yüksek kalitede parçalara ve hızlı teslimata sahip olmak istiyorsanız, yalnızca DFM’yi anlamak yeterli değildir. CAD modellerinizi mümkün olan en erken aşamada bir hassas sac metal atölyesine iletmek, tasarım kararlarınızı onların uzmanlığıyla şekillendirmenize olanak tanır.
Bu aşamada, imalat ortağınızın aşağıdaki konuları ele almasını bekleyin:
- Malzeme seçimi: Uygulama gereksinimlerinize ve bütçenize göre en uygun malzemeleri önermek
- Tolerans değerlendirmesi: Güvenilir üretim için ayarlanması gerekebilecek boyutları belirlemek
- Büküm yarıçapı optimizasyonu: Büküm özelliklerinin malzeme özelliklerine ve mevcut takımlara uygun olmasını sağlamak
- Kaynak konuları: Montajınız için uygun olan bir MIG kaynak makinesi veya diğer yöntemlerle sac metalin nasıl kaynatılacağı konusunda danışmanlık vermek
- Maliyet azaltma fırsatları: İşlevi zayıflatmadan üretim karmaşıklığını azaltan tasarım değişiklikleri önermek
Bu iş birliğine dayalı yaklaşım, ileride maliyetli değişiklik emirlerini ve tekrar işlenmeyi önler. Sektör uzmanlarının belirttiği gibi, sac metal imalatçınızın işiniz için en iyi kararları hem malzeme hem de yöntem açısından verebilmesi için bazı esnekliklere ihtiyacı vardır.
Prototipleme ve Örnek Üretimi
Tasarım optimizasyonu tamamlandıktan sonra çoğu proje prototipleme aşamasına geçer. Bu kritik aşama, üretim hacimlerine geçmeden önce tasarımı fiziksel olarak doğrulamanızı sağlar.
Özel imalatçılar hangi prototipleme yöntemlerini kullanır? Metal imalat süreç kılavuzlarına göre yaygın yaklaşımlar şunlardır:
- CNC işleme: Yüksek hassasiyet, çok yönlülük ve hızlı teslim süresi sunar—dar toleranslar ve karmaşık geometrilere sahip parçaların üretimi için idealdir
- Sac metal prototipleme: Kutular, paneller ve bükme ve şekillendirme işlemleri gerektiren bileşenler için kullanılır
- Lazer kesim ile manuel şekillendirme: İlk kavram doğrulaması için hızlı yineleme yeteneği sağlar
Prototipler, basit bir uyum kontrolü ötesinde çoklu amaçlar için kullanılır. Bunlar işlevsel testlere olanak tanır, sac metal montajlarının en iyi şekilde kaynaklanma yöntemini belirlemeye yardımcı olur ve sorunları, pahalı üretim sorunlarına dönüşmeden önce ortaya çıkarır. Birçok müşteri, üretim onayını vermeden önce iki veya üç prototip revizyonu üzerinden geçer; bu yatırım, sahada arızaları önlemek suretiyle genellikle kendisini birçok kat daha fazla geri kazandırır.
Üretim ve Montaj
Onaylı prototipler elde edildikten sonra üretim başlar. Üretim süreci genellikle şu sırayı takip eder:
- Malzeme Temini: Gerekli sertifikaları ve fabrika test raporlarını içeren belirtilen malzemelerin sipariş edilmesi
- Kesme İşlemleri: Ham sac levhaların bileşen yuvalarına lazer kesim, su jeti kesim veya kesme işlemi ile dönüştürülmesi
- Şekillendirme İşlemleri: Üç boyutlu şekiller oluşturmak için CNC pres bükme, kalıp çekme veya rulo şekillendirme işlemi uygulanması
- Kaynak ve birleştirme: Malzeme ve uygulama gereksinimlerine göre uygun kaynaklama ve sac kesme tekniklerinin uygulanması
- Yüzey Bitirmesi: Belirtilen görünüm ve koruma özelliklerini sağlamak amacıyla zımparalanma, parlatma, kumlama veya toz boya uygulanması
- Montaj: Donanım, bağlantı elemanları ve alt bileşenlerin tam montajlara entegre edilmesi
Üretim süreci boyunca iş birliği yaptığınız imalat ortağınızdan düzenli iletişim bekleyin. Kaliteli imalat tesisleri, kritik dönüm noktalarında durum güncellemeleri sağlar ve teslimat zaman çizelgelerini veya teknik özelliklerini etkileyebilecek herhangi bir sorun ortaya çıktığında hemen sizi bilgilendirir.
Kalite Kontrol ve Sertifikasyon
Herhangi bir parça sevk edilmeden önce kapsamlı kalite kontrolü, ürünlerin sizin belirttiğiniz teknik özelliklere uygun olduğunu garanti eder. Buna göre kalite yönetimi uzmanları , etkili kalite güvencesi, ham maddelerin ayrıntılı muayenesini, süreç içi izlemeyi, boyutsal doğrulamayı ve imalattan sonraki testleri içerir.
Beklemeniz gereken muayene yöntemleri nelerdir?
- Görsel denetim: Kaynak dikişlerinin, yüzeylerin ve genel işçilik kalitesinin kusurlar açısından incelenmesi
- Boyutsal doğrulama: Kritik boyutların doğrulanması için kumpaslar, mikrometreler, koordinat ölçüm makineleri (CMM) ve ölçüm pimleri kullanılması
- İlk Parça Kontrolü: İlk üretim parçalarının tüm çizim gereksinimlerine karşı kapsamlı belgelendirilmesi
- Fonksiyonel test: Montajların gerçek kullanım koşullarında amaçlandığı gibi çalıştığının doğrulanması
- Yok edici olmayan testleme: Kritik kaynak bütünlüğünün doğrulanması için boyalı penetrant veya ultrasonik muayene gibi yöntemler
Düzenlenmiş sektörler için, üreticiniz malzeme sertifikaları, muayene raporları ve uygunluk sertifikaları da dahil olmak üzere tam belgelendirme paketleri sağlamalıdır. Levha metalini ilgili standartlara uygun olarak MIG kaynağı yapma konusunda deneyimli üreticilerle çalışmak, bileşenlerinizin başlangıçtan itibaren sektör standartlarını karşılamasını sağlar.
Zaman Çerçevesi Beklentileri ve İletişim
Süreç ne kadar süreceğini beklemelisiniz? Zaman çerçeveleri proje karmaşıklığına göre önemli ölçüde değişir; ancak aşağıda genel bir çerçeve verilmiştir:
| Proje Aşaması | Tipik Süre | Anahtar Hizmetler |
|---|---|---|
| Teklif Hazırlama | 24-72 saat | Ayrıntılı maliyet ayrımı, teslim süresi tahmini |
| Üretim için tasarım (DFM) incelemesi | 2-5 iş günü | Mühendislik geri bildirimi, tasarım optimizasyonu önerileri |
| Prototip oluşturma | 5–15 iş günü | Doğrulama ve test amacıyla fiziksel numuneler |
| Üretim | 2–6 hafta | Tüm teknik şartnamelere uygun tamamlanmış parçalar |
| Nihai denetim | 1-3 iş günü | Kalite belgeleri ve sevkiyat hazırlığı |
İletişim tercihleri erken dönemde belirlenmelidir. Sac metal projeleri için en iyi kaynaklama, her iki tarafın süreç boyunca açık iletişim sürdürdüğü ortaklıklardan gelir. Üreticinizden, malzeme mevcudiyeti, üretim ilerlemesi ve gerekli olabilecek tasarım açıklamaları hakkında proaktif olarak bilgi vermesini bekleyin.
Bu iş akışını anlayarak, başlangıçta doğru bilgileri sağlayabilir, karar noktalarını öngörebilir ve kendi zaman çizelgenizi buna göre planlayabilirsiniz. Ancak kaliteli sac metal kaynaklarının gerçekleşmesini gerçekten sağlayan ekipmanlar ve teknikler nelerdir? Tam da bu yetenekleri uzmanlaşmış özel üreticiler edinir — ve bu üreticilerin kapasitelerini anlamak, potansiyel üretim ortaklarınızı değerlendirmenize yardımcı olur.

Kaliteli Sac Metal Kaynakları İçin Ekipmanlar ve Teknikler
İmalat ortağınızı seçtiniz ve süreci anladınız—ancak aslında yıllarca kusursuz çalışan bir kaynak dikişi ile sıradan bir kaynak dikişi arasındaki farkı yaratan nedir? Cevap, doğru ekipman seçimi ve teknik ustalığındadır. Kaynaklı sac metal uzman bir şirket mi değerlendiriyorsunuz yoksa kendi atölyenizi mi kuruyorsunuz, bu temel bilgileri anlamak, kaliteli işçiliği tanımamanızı ve beklentilerinizi etkili bir şekilde iletebilmenizi sağlar.
Malzemenize Uygun Kaynak Makinesini Seçme
Sac metal için en uygun kaynak makinesini seçmek, malzeme türüne, kalınlığına, üretim hacmine ve gerekli kaynak kalitesine bağlıdır. Deneyimli imalatçılar, ekipmanları uygulamalara uyarlarken aşağıdaki faktörleri göz önünde bulundururlar:
- İnce karbon çeliği (24 gauge ve daha ince) için: Ayarlabilir gerilim ve tel ilerleme hızına sahip bir MIG kaynak makinesi, delinmeyi önlemek için gerekli kontrolü sağlar. Pürüzsüz ark başlangıcı ve tutarlı tel beslemesi sağlayan makineleri tercih edin.
- Paslanmaz çelik için: TIG kaynak makineleri, malzemenin özelliklerini bozmadan temiz ve korozyona dayanıklı kaynaklar oluşturmak için gerekli olan hassasiyeti ve ısı kontrolünü sağlar
- Alüminyum için: Alüminyumun benzersiz özelliklerine uygun olarak tasarlanmış, makaralı tabanca veya itme-çekme sistemleriyle donatılmış özel MIG ekipmanları ya da AC TIG kaynak makineleri
- Yüksek hacimli üretim için: Binlerce kaynak boyunca tutarlı parametreleri koruyan otomatik veya yarı otomatik sistemler
Levha metal üzerinde kaynak kalitesini önemli ölçüde etkileyen tel çapı seçimidir. Miller Electric’in kaynak kılavuzlarına göre, tel çapınızı amper aralığınıza uygun şekilde seçmelisiniz:
- 0,023 inç tel: 30–130 amper—ince malzemeler için idealdir
- 0,030 inç tel: 40–145 amper—hafiften orta kalınlığa kadar çeşitli levha kalınlıkları için çok yönlüdür
- 0,035 inç tel: 50–180 amper: orta kalınlıkta işler için uygundur
- 0,045 inç tel: 75–250 amper: daha kalın malzemeler için uygundur
TIG uygulamalarında sac metal kaynak çubukları ile çalışırken, dolgu malzemesi genellikle ana metalin bileşimine uygun olmalıdır. Kritik uygulamalarda, metalurjik uyumluluğu sağlamak amacıyla malzeme tedarikçinizin önerilerine başvurun.
En İyi Sonuçlar İçin Gaz Seçimi
Koruyucu gaz, kaynak kalitesini, nüfuziyet derinliğini ve görünümünü önemli ölçüde etkiler. MIG ile sac metal kaynak yaparken en uygun gazı belirlemek, farklı gaz karışımlarının çeşitli malzemeler üzerindeki performansını anlamayı gerektirir.
Göre endüstriyel koruyucu gaz kılavuzları , işte en iyi sonuç verenler:
| Malzeme | Kalınlık | Önerilen Gaz | Avantajlar |
|---|---|---|---|
| Karbon çelik | 14 gauge’a kadar | %%92 Argon / %8 CO2 | İyi delme ve distorsiyon kontrolü |
| Karbon çelik | 14 gauge – 1/8" (3,175 mm) | %75 Argon / %25 CO2 | Yüksek kaynak hızları, minimum distorsiyon ve sıçrama |
| Paslanmaz çelik | Tüm gauge'ler | %%92 Argon / %8 CO2 | Korozyon direnci kritik değilse iyi kontrol sağlar |
| Alüminyum | En fazla 3/8" (9,525 mm) | kullanılabilir ancak genellikle kararsız bir ark ve zayıf bead profili ile sonuçlanır. En iyi rengi elde etmek için oksijenden kaçınmak tercih edilir. Tri-mix ya da argon/CO₂ karışımları daha üstün seçeneklerdir. | En iyi metal geçişi, ark kararlılığı ve minimum sıçrama |
Neden ince sac kaynakı için en iyi gaz seçimi bu kadar önemlidir? Yanlış karışım aşırı sıçramaya, zayıf nüfuziyete veya birleşimi zayıflatan gözenekliliğe neden olabilir. Saf CO2 derin nüfuziyet sağlar ancak daha fazla sıçramaya yol açar; bu, görünmeyen yapısal işler için kabul edilebilirken, temiz yüzey bitişi gereken görünen bileşenler için sorun yaratır.
Burkulma ve Deformasyonu Önleme
Sıcaklık etkisiyle oluşan bükülme (warping), ince sac kaynakında karşılaşılan en sinir bozucu zorluklardan biridir. Bunun neden meydana geldiğini anlamak, önlenmesine yardımcı olur. İnce sac imalat uzmanlarına göre distorsiyona birkaç faktör katkıda bulunur:
- Malzeme özellikleri: Isı iletkenliği, termal genleşme katsayısı ve akma mukavemeti, metalin kaynak ısısına verdiği tepkiyi etkiler
- Isı girişi: Hızlı veya eşit olmayan ısıtma ve soğutma, malzemenin şeklini bozan termal gerilmeler oluşturur
- Mekanik kuvvetler: Yetersiz bağlama veya yetersiz destek, kaynak sırasında malzemenin hareket etmesine izin verir
Etkili ısı yönetimi teknikleri şunlardır:
- Dikiş kaynağı: Sürekli dikişler yerine, geçişler arasında soğuma aralıkları bırakılarak kısa kaynaklar yapılması
- Geriye doğru kaynak yapma: Genel kaynak yönüne ters yönde ilerleyen segmentler halinde kaynak yapılması
- Dengeli kaynak: Termal gerilmeleri dengelemek için simetrik montajlarda tarafların sırayla kaynaklanması
- Isı Dağıtıcılar: İnce malzemelerden ısıyı uzaklaştırmak için bakır veya alüminyum destek çubuklarının kullanılması
- Kontrollü akım şiddeti: Yeterli nüfuziyet sağlamak için gerekli en düşük ısı girdisini kullanma
Kaynak parametreleri kılavuzlarında belirtildiği gibi, kaynak hızının çok yavaş tutulması aşırı ısı girişine neden olur ve bu da aşırı geniş kaynak dikişlerine ve zayıf nüfuziyete yol açar; daha ince malzemelerde ayrıca delinmeye de neden olur. Doğru kaynak hızını bulmak, nüfuziyet ile ısı yönetimi arasında denge kurmayı sağlar.
Temel Kelepçeler ve Sabitleme Parçaları
Kaliteli saclı parça kaynak kelepçeleri ve sabitleme parçaları, iş parçanızla mücadele etmek ile tamamen kontrol altına almak arasındaki farkı yaratır. Uygun sabitleme sistemleri birden fazla amaçla kullanılır:
- Hizalamayı korur: Bileşenlerin kaynak işlemi boyunca doğru konumda kalmasını sağlar
- Deformasyonu engeller: Parçaları şekil dışı bırakabilecek termal gerilmelere karşı koyar
- Tutarlılığı artırır: Üretim partileri boyunca tekrarlanabilir sonuçlar elde edilmesini sağlar
- Güvenliği Artırır: Yaralanmalara veya kaynak hatalarına neden olabilecek iş parçası hareketlerini önler
Uygulamaya göre gruplandırılmış, sac metal için önerilen kaynak kelepçeleri:
- Genel konumlandırma için: Düzensiz yüzeylere uyum sağlayan döner yastıklı kilitli C-kelepçeler
- Kenar kaynağı için: Kaynak erişimini engellemeden sac kenarı boyunca tutan Kantoor tarzı kelepçeler
- Butt birleştirmeleri için: Tam hizalamayı koruyan manyetik kare ve açı kelepçeleri
- Panel işleri için: Otomotiv karoseri ve benzeri uygulamalar için özel olarak tasarlanmış Intergrip veya panel kelepçeleri
- Üretim Serileri İçin: Hızlı yükleme ve boşaltma sağlayan mandal kelepçeli özel sabitleme sistemleri
İmalatın en iyi uygulamalarına göre, sac metal parçaları işlemler sırasında güvenilir bir şekilde kelepçelenmeli veya sabitlenmelidir—bu, malzemenin stabil kalmasını sağlar ve kaynak kuvvetlerinden kaynaklanan hareketi veya deformasyonu önler. Düzgün basınç dağılımını sağlamak için uygun kelepçeler, kalıplar veya sabitleme sistemleri kullanın.
Destek sistemleri de aynı ölçüde önemlidir. Deformasyonu en aza indirmek için etkili destek uygulayın—bunun için, kaynaktan önce yapılan bükme veya şekillendirme işlemlerinde destek blokları, arka ölçüm cetvelleri (backgauges) veya mandreller kullanılabilir. Doğru destekleme, kuvvetleri dağıtır ve kaynak işlemine başlamadan önce deformasyon olasılığını azaltır.
Bu ekipman ve teknik temelleri anlayarak, imalatçılarla kalite beklentilerini tartışmak için gerekli kelime dağarcığını edinirsiniz. Ancak işler mükemmel gitmediğinde ne olur? Deneyimli kaynakçılar bile zorluklarla karşılaşabilir—profesyonellerin yaygın sorunlara nasıl çözüm ürettiğini bilmek, yetkin ortakları tanımamanıza ve gerçekçi çözümler belirlemenize yardımcı olur.
Yaygın Sac Metal Kaynak Zorluklarının Aşılması
En yetenekli kaynakçılar bile ince malzemelerle çalışırken sorunlarla karşılaşabilir. Delinme, çarpılma ve estetik açıdan kötü görünüşlü kusurlar, projeleri sekteye uğratabilir ve hem imalatçıları hem de müşterileri hayal kırıklığına uğratabilir. Bu zorlukların profesyonelce nasıl ele alındığını bilmek, kaliteli işçiliği tanımanızı ve kaynaklı sac metal uzman bir şirketle ortaklık kurarken gerçekçi beklentiler oluşturmanızı sağlar. En yaygın sorunları ve kanıtlanmış çözümlerini inceleyelim.
İnce Malzemelerde Isı Girdisinin Yönetimi
Neden ince sac metal kaynak yapmak çok fazla baş ağrısı yaratır? Cevap fizik bilimine dayanır. Genellikle 1/8 inç (yaklaşık 3,2 mm) veya daha ince olan bu malzemeler ısıyı hızla emer ancak ısıyı dağıtmak için yeterli kütleye sahip değildir. Bu durum, uygun kaynağın sağlanmasından iş parçasının tamamen eriyip delinmesine kadar çok dar bir işlem penceresi oluşturur.
Göre profesyonel kaynak kılavuzları , ince sac metal kaynak yapmanın en iyi yöntemi birkaç temel stratejiyi içerir:
- Daha düşük amper ayarları: İnce metal TIG kaynağı genellikle 50 amper veya daha azda yapılır; bazı uygulamalar ise yalnızca 5–10 amper gerektirebilir
- Daha yüksek ilerleme hızları: Çok yavaş hareket etmek ısı birikimine neden olur ve delinme riskini önemli ölçüde artırır
- Daha küçük tüketilebilir elemanlar: MIG kaynağı için 0,023 ila 0,030 inç (yaklaşık 0,6–0,76 mm) çapında tel kullanılması, daha büyük çaplı tellere kıyasla ısı girdisini azaltır
- Puls (darbe) kaynak modları: Yüksek ve düşük akım darbeleri arasında geçiş yapmak, kaynak banyosunun tepe noktaları arasında hafifçe soğumasını sağlar
İnce saclı metalin ark kaynağı ile birleştirilmesi özel olarak nasıl yapılır? Bu teknik, olağanüstü düzeyde bir ark kontrolü gerektirir. Mümkün olduğunda arka başlangıcını daha kalın malzeme üzerinde yapın, ardından hızla ince kesime geçin. Bu yaklaşım, hassas bölgeleri hemen aşırı ısıtmadan önce arka kurmanızı sağlar.
Aralıklı kaynaklama da başka bir etkili çözümdür. Sürekli dikişler çekmek yerine, deneyimli kaynakçılar geçişler arasında soğuma dönemleri olan kısa dikişler çeker. Bu yöntem, yoğunlaşmış alanlarda ısı birikimini önlerken yine de tam bir birleşim penetrasyonu elde edilmesini sağlar.
Kaynak Sonrası Burkulma Sorununa Çözüm Bulmak
En iyi önleme çabalarınıza rağmen yine de burkulma meydana gelirse ne olur? Panik yapmayın—profesyonel imalatçılar, kaynak işleminden kaynaklanan burkulan saclı metalin düzeltilmesi için güvenilir yöntemler geliştirmiştir.
Öncelikle çarpılma (burkulma) oluşumunun nedenini anlayın. Kaynak işlemi sırasında ısıtılan bölge genleşirken, çevredeki soğuk metal bu genleşmeye direnç gösterir. Kaynak soğurken ve büzülürken çevredeki malzemeyi çeker ve buna bağlı olarak şekil bozukluğu (distorsiyon) meydana gelir. Malzemenin kalınlığı ne kadar azsa, bu etki o kadar belirgin hâle gelir.
Düzeltme teknikleri şunlardır:
- Mekanik düzeltme: Metal parçayı dikkatlice eski şekline getirmek için çekici, destek plakaları (dolly’ler) ve düzeltme aletleri kullanmak
- Isı ile büzülme: Gerilmiş bölgelere stratejik olarak ısı uygulamak, çarpılmayı dengeleyecek şekilde kontrollü bir büzülme sağlar
- Stres Giderme: Kontrollü ısıtma ve yavaş soğutma döngileri, şekil bozukluğuna neden olan iç gerilmeleri gevşetebilir
- Düzeltme (planishing): Kaynakla oluşan büzülmenin etkisini dengelemek amacıyla hedeflenen alanlarda metalin hafifçe gerilmesini sağlayan hafif çekicilik işlemi
Önleme, düzeltmeden her zaman daha kolaydır. Kaynak uzmanlarına göre, kaynak bölgesine yakın yerlere alüminyum veya bakır çubuk gibi ısı emicileri bağlamak, ısıyı hızlı bir şekilde dağıtmaya yardımcı olur. Daha büyük parçalar için su soğutmalı soğutma plakaları, termal yönetim açısından daha etkili bir çözüm sunar.
Temel bilgi: Kaynak işlemi boyunca sıcaklığı sürekli izlemektir. Geçiş arası sıcaklıkları takip etmek için sıcaklık göstergeli kalemler veya kızılötesi termometreler kullanın. İnce malzemelerde geçiş arası sıcaklıkları düşük tutmak, ciddi bükülme ve çarpılma nedeni olan birikimsel ısı birikimini önler.
Delikleri Doldurma ve Kusurları Onarma
Kullanılmayan montaj deliklerini kapatıyor olmanız ya da kazara meydana gelen delinmeyi onarıyor olmanız fark etmez; sac metalde delik kaynaklaması, standart birleşim kaynaklarından farklı özel teknikler gerektirir.
¼ inç’ten küçük delikler için, profesyonel karoseri tamir kılavuzları bakır bir destek çubuğu kullanılması önerilir. Bakırı deliğin arkasına sıkıştırın—kaynak ısısını emer ve üzerine kaynak dikişi oluşturulabilmesi için bir yüzey sağlar. MIG telinin bakıra yapışmaması, arka tarafta çirkin bir küre oluşumunu engelleyerek iç yüzeyin temiz kalmasını sağlar.
Daha büyük delikler için yama diskleri veya özel olarak kesilmiş dolgu plakaları gereklidir:
- Yamayı doğru boyutta kesin: Yamayı, çevresinde tam füzyon sağlanabilmesi için delikten biraz daha küçük kesin
- Stratejik Yerleştirme: Yamayı hafifçe gömülü konuma getirmek, kaynakları düzleştirerek taşlamayı mümkün kılar ve çıkıntılı alanların oluşmasını önler
- Önce nokta kaynakları uygulayın: Yamanın konumunu sabitlemek için başlangıç nokta kaynaklarını zıt noktalara (180 derece arayla) yerleştirin
- Çevre boyunca dikiş kaynağı uygulayın: Isının eşit dağılmasını sağlamak için yamanın çevresi boyunca kısa dikişler halinde, sırayla alternatif olarak kaynak işlemini tamamlayın
Sac metalindeki delikleri başarıyla kaynaklamak için pahalı ekipmanlardan ziyade doğru teknik daha önemlidir. Arkınızı daha kalın tamir parçası malzemesi üzerinde başlatın, ardından hızla daha ince ana metal üzerine çekin. Bu yaklaşım, daha hassas malzeme üzerindeki ısıyı kontrol eder. Ana metalde karakteristik mavi ısı halkasını izleyin—bu halka ne kadar küçükse, o kadar az çarpılma yaşarsınız.
Delik onarımı sırasında meydana gelen delinme (yakma), aslında değerli dersler öğretir. Tecrübeli imalatçıların belirttiği gibi, delinme sizi kurtarma becerileri geliştirmeye zorlar ve zaten uygun şekilde kaynaklanamayacak olan paslanma ile zayıflamış malzeme gibi gizli sorunları ortaya çıkarır.
Onarımları tamamladıktan sonra kaynakları, agresif kesici diskler yerine flap diskler kullanarak dikkatlice zımparalayın. Flap diskler malzemeyi daha yavaş kaldırır ve daha az ısı üretir—bu da onarımınızın bütünlüğünü korumak açısından kritiktir. Hedefiniz nedir? Sadece minimum düzeyde dolgu maddesi veya son işlem gerektiren pürüzsüz bir yüzey elde etmektir.
Bu sorun giderme becerileri, amatör çalışmaları profesyonel sonuçlardan ayırır. Ancak sorunları çözme yöntemini bilmek, bir imalat ortağı seçerken dikkat edilmesi gereken tek faktör değildir. Hangi sertifikalara, yeteneklere ve hizmet standartlarına bakmanız gerektiğinin bilinmesi, projelerinizin hak ettiği uzmanlığı almasını sağlar.

Doğru Sac Metal İmalat Ortağını Seçmek
Kaynak yöntemleri, malzemeler ve sorun giderme teknikleri hakkında bilgi edindiniz—ancak projenizin gereksinimlerini karşılayabilecek bir imalat ortağı nasıl bulursunuz? Doğru sac metal kaynakçısını seçmek, yalnızca ekipmanı olan birini bulmakla sınırlı değildir. Bu, uygulamalarınızın gerektirdiği sertifikalara, yeteneklere ve kaliteye bağlılık gösteren bir ortağı belirlemeyi içerir. Olağanüstü imalatçıları ortalama olanlardan ayıran kritik değerlendirme kriterlerini inceleyelim.
Dikkat Edilmesi Gereken Sertifikalar ve Kalite Standartları
Belgelenmiş kalite sistemleri olmadan, sac metal parçaları tam olarak belirlenen standartlara uygun şekilde kaynaklayabilir misiniz? Teknik olarak evet—ancak bu durumu müşterilere, denetçilerе ve düzenleyici kurumlara kanıtlamak neredeyse imkânsız hâle gelir. Sertifikalar, bir imalatçının tutarlı sonuçlar elde etmek için gerekli süreçleri, personel eğitimini ve kalite kontrolünü sürdürülebilir şekilde uyguladığını gösteren nesnel kanıtlar sağlar.
Değerlendirilmesi gereken temel sertifikalar şunlardır:
- ISO 9001:2015: Tutarlı ürün kalitesi için sistematik süreçlerin oluşturulmasını sağlayan temel kalite yönetim standardı—ciddi bir imalatçı için zorunludur
- IATF 16949:2016: Otomotiv uygulamaları için kritik öneme sahip olan bu sertifika, küresel otomotiv tedarik zincirinde kalite gereksinimlerini birleştirir. Master Products’ta yer alan sektör uzmanlarına göre IATF 16949, kusurların ve üretim varyanslarının önlenmesine odaklanırken hurda ve israf miktarını en aza indirmeyi amaçlar
- AWS D9.1 Sac Metal Kaynak Kodu: AWS sac metal kaynak kodu, sac metal imalatı yapan kaynakçılar için asgari gereksinimleri belirler—personelin mesleğinde yetkinliğini kanıtlamış olmasını sağlar
- AWS D1.2 Yapısal Kaynak Kodu – Alüminyum: Alüminyum kaynak uygulamaları için malzeme ve tasarım, imalat, muayene ve yeterlilik konularını kapsar
- AS9100: Başarısızlığın kabul edilmediği havacılık uygulamaları için zorunludur
IATF 16949 sertifikasyonu otomotiv sektöründe neden bu kadar önemlidir? Bu standart, müşteriye özel üretim ihtiyaçlarına, beklentilerine ve gereksinimlerine artan dikkat gösterilmesini gerektirir. Sertifikalı üreticilerin de belirttiği gibi, IATF sertifikasyonu, önde gelen otomotiv üreticileri arasında 'tercih edilen tedarikçi' statüsü kazandırır ve daha güçlü ve güvenilir tedarik zincirleri oluşturur.
Örneğin, Shaoyi (Ningbo) Metal Technology otomotiv sac metal şekillendirme ve hassas montaj işlemlerinde IATF 16949 sertifikasını sürdürüyor—bu, şasi, süspansiyon ve yapısal bileşen üretimi için gerekli kalite altyapısını göstermektedir. Bu sertifikasyon seviyesi, bir üreticinin otomotiv kalite gereksinimlerini ciddiye aldığını ortaya koymaktadır.
Üretim Kapasitelerinin Değerlendirilmesi
Sertifikalar kalite sistemlerini doğrular; ancak aynı zamanda bir sac metal işleticisinin belirli projeniz için doğru ekipmanlara ve uzmanlığa sahip olup olmadığını da değerlendirmeniz gerekir. Uygulamanız için en iyi sac metal kaynakçısı, yeteneklerinizi gereksinimlerinizle eşleştirmeye bağlıdır.
Değerlendirilmesi gereken temel yetenek faktörleri:
- Ekipman Aralığı: Tesis, projenizin gerektirdiği kesme, şekillendirme ve kaynak ekipmanlarına sahip mi? CNC lazerler, pres frenler ve çoklu kaynak istasyonları arayın
- Malzeme Uzmanlığı: Belirttiğiniz malzemelerle daha önce başarılı şekilde çalışmışlar mı? Benzer projelere ilişkin örnekler isteyin
- Kapasite ve Ölçeklenebilirlik: Mevcut ve öngörülen büyüme hacim gereksinimlerinizi karşılayabiliyorlar mı?
- Otomasyon seviyesi: Yüksek hacimli üretim için otomatik veya robotik kaynak, binlerce parça boyunca tutarlılığı sağlar
- İkincil İşlemler: Tesis, tedarik zincirinizin karmaşıklığını azaltmak amacıyla yüzey işlemleri, montaj ve donanım kurulumu hizmetleri sunuyor mu?
İmalat sektörü kılavuzlarına göre, üst düzey sağlayıcılar en yeni CNC freze tezgâhları, kaynak istasyonları, kesme aletleri ve son teknoloji imalat ekipmanlarına yatırım yapar. Tesisin ne kadar iyi bakıldığını dikkatle inceleyin—temiz ve düzenli bir çalışma alanı, işçilik gururunu ve kalite kontrolüne bağlılığı yansıtır.
Denetim kapasitelerini göz ardı etmeyin. Gelişmiş sac metal ve kaynak işlemlerinin doğrulanması için aşağıdaki ölçüm ekipmanları gereklidir:
- Koordinat Ölçüm Cihazları (CMM): Karmaşık geometrilerin hassas boyutsal doğrulanması için
- Optik karşılaştırıcılar: Profil ve kontur denetimi için
- Yüzey pürüzlülüğü ölçüm cihazları: Görünüş spesifikasyonlarının önemli olduğu durumlarda
- Kaynak denetimi araçları: Görsel denetim ekipmanları ile kritik uygulamalar için tahribatsız muayene (NDT) kapasitesi de dahil olmak üzere
Hızlı Prototipleme ve Teslim Süreleri
Günümüzün hızlı ilerleyen ürün geliştirme ortamında hız önemlidir. Potansiyel bir iş ortağınız, ilk sorgunuzdan başlayarak fiziksel parçaları elinize geçirene kadar ne kadar sürede harekete geçebilir?
Bu zaman çizelgesi faktörlerini değerlendirin:
- Teklif yanıt süresi: Kaliteli imalatçılar, detaylı teklifleri 24-72 saat içinde verir. Bazı üreticiler, örneğin Shaoyi Metal Technology , hızlandırılmış yanıt sürelerine ihtiyaç duyan müşteriler için 12 saatlik teklif dönüş süresi sunar
- Prototipleme hızı: Doğrulama amacıyla örnek parçaları ne kadar çabuk üretebilirler? Geliştirme zaman çizelgeleri kritik olduğunda 5 günlük hızlı prototipleme kapasitesine dikkat edin
- DFM desteği yanıt verme hızı: Hızlı tasarım geri bildirimi, ürün geliştirme sürecinde tıkanıklıkları önler. Kapsamlı DFM desteği, sorunların maliyetli hâle gelmesinden önce üretilebilirlik sorunlarını belirler
- Üretim teslim süreleri: Standart teslim sürelerini ve acil gereksinimler için hızlandırılmış seçeneklerin olup olmadığını öğrenin
Sektör uzmanlarının önerdiği gibi, zaman çizelgenizi ve bütçe kısıtlarınızı erken iletmelisiniz. İş birliğine karar vermeden önce, imalat şirketinin zaman planınızı karşılayıp karşılayamayacağını ve doğru maliyet tahminlerini sağlayıp sağlayamayacağını doğrulayın.
Proje Yönetimi ve İletişim Standartları
Teknik olarak yetkin olsalar bile, güçlü proje yönetimi becerilerine sahip olmayan imalatçılar hayal kırıklığına neden olabilir. Olası ortaklarınızın müşteri deneyimini nasıl yönettiğini değerlendirin:
- Atanan proje yöneticileri: Projenizi anlayan ve zamanında güncellemeler sunabilen tek bir iletişim noktası
- Proaktif iletişim: Durum güncellemeleriyle sizlere ulaşılıyor mu yoksa bilgiyi her zaman siz mi takip ediyorsunuz?
- Değişiklik emri yönetimi: Üretim sürecinde tasarım değişikliklerini ne kadar verimli işleyebiliyorlar?
- Dokümantasyon kalitesi: Sektörünüzün gerektirdiği malzeme sertifikalarını, denetim raporlarını ve uygunluk sertifikalarını sağlayabiliyorlar mı?
Göre imalat seçimi uzmanları en iyi sağlayıcılar, müşteri odaklı bir yaklaşım sergileyerek hızlı iletişim kurar ve ekstra çaba sarf etmeye istekli olur. Teklif aşamasında dikkat edin: hızlı yanıt veriyorlar mı? Gereksinimlerinizi tam olarak anlamak için zaman harcıyorlar mı?
Son Seçimi Yapmak
Hepsini bir araya getirerek kapsamlı bir değerlendirme kontrol listesi aşağıda yer almaktadır:
| Değerlendirme kriterleri | Ne Kontrol Edilmeli | Neden Önemli? |
|---|---|---|
| Kalite Sertifikaları | ISO 9001, IATF 16949, AWS D9.1 sac metal kaynak kodu uyumluluğu | Belgelendirilmiş kalite sistemlerini ve yetkili personeli garanti eder |
| Teknik Yetenekler | Ekipman listesi, malzeme deneyimi, kapasite | Belirli gereksinimlerinizi yerine getirebilme yeteneğini doğrular |
| Prototipleme Hızı | Örnek ve ilk parça üretim süreleri | Geliştirme zaman çizelgenizi ve piyasaya sürme sürenizi etkiler |
| DFM Desteği | Mühendislik kaynakları ve tasarım geri bildirim kalitesi | Pahalı yeniden tasarımları ve üretim sorunlarını önler |
| İletişim | Yanıt verme hızı, proje yönetimi yaklaşımı | Günlük çalışma ilişkisi kalitesini belirler |
| Sektör Deneyimi | Benzer projeler portföyü, müşteri referansları | Projenizdeki öğrenme eğrisini ve riski azaltır |
Bir imalat ortağı seçmenin, ürün kalitenizi, geliştirme zaman çizelgenizi ve nihayetinde rekabetçi konumunuzu etkileyen stratejik bir karar olduğunu unutmayın. Seçenekleri dikkatle değerlendirmek için yeterli zaman ayırın; mümkün olduğunda örnek parçalar talep edin ve üretim hacimlerine geçmeden önce sertifikaları doğrulayın.
Doğru ortak, yalnızca ekipmanlarla değil; uzmanlık bilgisiyle, sorun çözme yeteneğiyle ve başarınızda gerçek bir yatırım yapma isteğiyle katkı sağlar. IATF 16949 standartlarını karşılayan hassas otomotiv bileşenlerine mi yoksa endüstriyel ekipmanlar için özel muhafazalara mı ihtiyacınız varsa, gereksinimlerinizi bir imalatçının kanıtlanmış güçlü yönleriyle eşleştirmek, başarılı iş birliği ve üstün sonuçlar için temel oluşturur.
Kaynaklı Sac Metal Uzmanlık Şirketleriyle İlgili Sık Sorulan Sorular
1. Sac metal işlemlerinin 5 tanesi nelerdir?
Beş temel sac metal işlemi, kesme, boşaltma, delme, bükme ve çekmedir. Uzman imalatçılar, bu işlemleri MIG, TIG ve nokta kaynak gibi kaynak teknikleriyle birleştirerek tam montajları oluşturur. Ek işlemler arasında kabartma, delik açma ve kenar kesimi bulunur; bunlar otomotiv, endüstriyel ve mimari uygulamalar için karmaşık bileşenlerin üretimine yardımcı olur.
2. Özel sac metal imalatı maliyeti ne kadardır?
Özelleştirilmiş sac metal imalatı genellikle proje başına 418 ABD Doları ile 3.018 ABD Doları arasında, ortalama olarak yaklaşık 1.581 ABD Doları maliyetlidir. Maliyetler, malzeme türüne, kalınlığına, karmaşıklığa ve özelleştirme düzeyine bağlı olarak metrekare başına 4 ila 48 ABD Doları aralığında değişir. IATF 16949 sertifikasyonu gereksinimleri, hassas toleranslar ve üretim miktarı gibi faktörler de nihai fiyatlandırmayı etkiler. Doğru tahminler almak için Shaoyi Metal Technology gibi sertifikalı imalatçılardan teklif isteyin.
3. En yüksek maaş alan sac metal çalışanı kimdir?
Sac metal ustaları, yıllık 57.000$ ile 77.000$ arasında değişen en yüksek maaşları kazanır. Sac metal kalfaları ise 51.000$ ile 64.500$ aralığında, teknisyenler ise 43.500$ ile 61.000$ arasında maaş alır. Havacılık veya tıbbi bileşenler üzerinde TIG kaynak yöntemiyle çalışan uzman kaynakçılar, bu uygulamalar için gerekli olan hassas beceriler nedeniyle genellikle daha yüksek ücretler talep eder.
4. İnce sac metal için en uygun kaynak yöntemi hangisidir?
TIG kaynağı, ince sac metal için en iyi yöntem olarak kabul edilir çünkü hassas ısı kontrolü sağlar ve distorsiyonu en aza indirir. Üretim ortamları için ise küçük tel çapları (0,023–0,030 inç) ve uygun koruyucu gaz karışımlarıyla yapılan MIG kaynağı etkili bir şekilde çalışır. Her iki yöntem de dikiş kaynağı, geriye adım atma ve ısı emici malzemeler ya da bakır destek çubukları kullanımı gibi tekniklerle birlikte kullanıldığında delinmeyi önler.
5. Sac metal imalat ortağı hangi sertifikalara sahip olmalıdır?
Temel kalite standardı olarak ISO 9001:2015’i, otomotiv uygulamaları için ise IATF 16949’u arayın. Sac metal kaynak kodu AWS D9.1’e uyum, yetkili personelin bulunduğunu garanti eder. Havacılık sektörüne yönelik çalışmalarda AS9100 sertifikasyonu zorunludur. Bu sertifikalar; belgelendirilmiş kalite sistemlerini, tutarlı süreçleri ve kusur önleme yöntemlerini doğrular—bu da hassas bileşenler için ortak seçerken kritik faktörlerdir.