 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

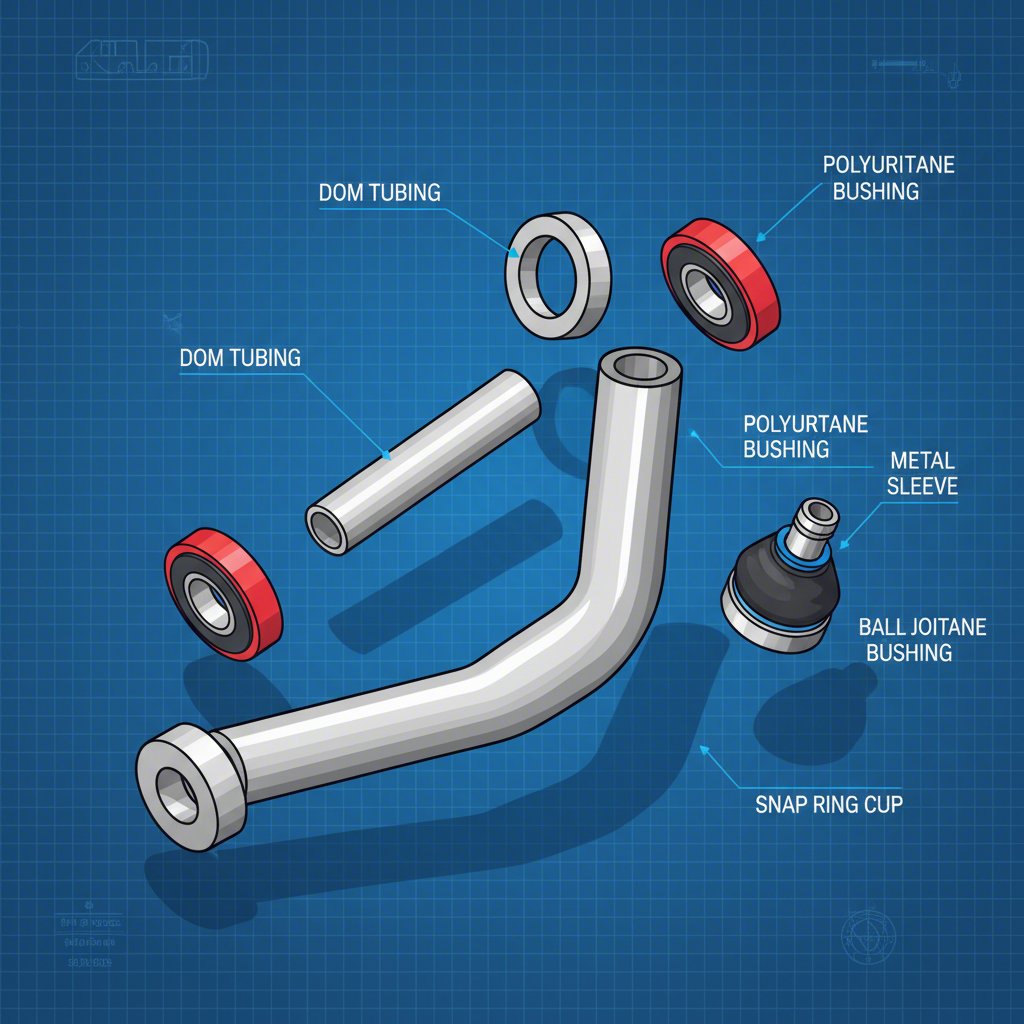
Boru Tipi Kontrol Kolu İmalatı İçin Gerekli Parçalar
Özet
Özel borulu kontrol kollarının imalatı, belirli bir parça seti ve hassas bir süreç gerektirir. Temel bileşenler arasında yüksek mukavemetli DOM veya Chromoly borular, rodlar için dişli kaynaklı somunlar, yüksek kaliteli burçlar (Delrin veya poliüretan) ve işlenmiş top mafsal kapları yer alır. İmalat süreci, doğru tasarım, boruların kesilmesi ve çentilmesi, geometriyi korumak amacıyla katı bir jikte montaj ve maksimum mukavemet ile güvenlik için dikkatli TIG kaynağına dayanır.
Kontrol Kolu İmalatı İçin Gerekli Bileşenler
Bir set borulu kontrol kolu sıfırdan inşa etmek, aracınızın süspansiyon geometrisi üzerinde tam kontrole sahip olmanızı sağlayan ödüllendirici bir projedir. Ancak başarı, doğru malzemelerle başlamaya bağlıdır. Bunlar yerel bir demirbaşçıdan bulabileceğiniz parçalar değildir; bunlar büyük streslere dayanacak şekilde tasarlanmış özel bileşenlerdir. Yüksek kaliteli parçaları temin etmek, imalat sürecindeki ilk ve en kritik adımdır.
Herhangi bir borulu kontrol kolunun temeli kendisidir. Çoğu imalatçı, Mandrel Üzerinde Çekilmiş (DOM) çelik ile 4130 Chromoly çelik arasında seçim yapar. Şirketlerin ürünlerinde belirtildiği gibi Porterbuilt , kalın cidarlı DOM boru, yüksek mukavemeti, mükemmel düzgünlüğü ve maliyet etkinliği nedeniyle sokak ve performans uygulamaları için popüler bir tercihtir. Kromoly, her onsunun önemli olduğu yarış uygulamaları için tercih edilen, daha yüksek mukavemet/ağırlık oranına sahip bir malzemedir ve bu seçim, yüksek kaliteli özel imalatlarda detaylandırılmıştır. Seçim, projenizin bütçesine ve performans hedeflerine bağlıdır.
Boru ötesinde, işlevsel ve ayarlanabilir kollar oluşturmak için birkaç temel bileşene ihtiyacınız olacaktır. JOES Racing Products ve CB Chassis Products gibi çevrimiçi tedarikçiler bu parçaların kapsamlı bir yelpazesini sunar. Tipik bir alışveriş listesi şunları içerir:
- Kaynakla Montaj Boru Uçları (Bunglar): Bu dişli gömme parçalar, heim eklemeleri (rodyalar) veya dişli ayarlayıcıları kabul etmek üzere DOM boru uçlarına kaynaklanır ve hassas hizalama değişikliklerine izin verir.
- Burçlar ve Kolluklar: Bu bileşenler kontrol kollarının şasi tarafındaki pivot noktalarına preslenir. Yüksek performanslı seçenekler arasında minimum sehim ve uzun ömür için Delrin ya da performans ile titreşim sönümleme dengesi için poliüretan bulunur.
- Rot Ayak Kupası veya Plakaları: Bu parçalar, kontrol kolunun tekerlek tarafındaki rot ayağını tutar. Rot ayakları için cıvatalı tiplerde plaka ya da presli tiplerde işlenmiş kupalar kullanılabilir ve kesin konumlandırılıp kaynakla birleştirilmelidir.
- Montaj Sekmeleri ve Braketler: Bu parçalar, kontrol kolu pivot noktaları için sabitleme noktaları sağlamak üzere aracın şasisine kaynaklanır.
Özel spesifikasyonlar, yüksek hacimli üretim veya CNC ile kesilmiş plakalar ve rot ayak kupaları gibi bileşenlerde üstün hassasiyet gerektiren projeler için özel üretici firmalarla ortaklık kurmak faydalı olabilir. Örneğin Shaoyi (Ningbo) Metal Technology Co., Ltd. süspansiyon parçaları için kritik olan hassasiyeti sunan özel otomotiv presleme ve metal parça imalatı sağlar. Bu, hem güvenlik hem de performans açısından hayati öneme sahip olan mükemmel uyum ve metalürjik tutarlılığı garanti eder.
Malzeme Karşılaştırması: DOM Çeliği vs. 4130 Chromoly
| Özellik | DOM Çeliği | 4130 Chromoly |
|---|---|---|
| Dayanıklılık | Çoğu uygulama için çok güçlü ve dayanıklıdır. | Aynı mukavemet için daha ince duvarlara ve daha hafif ağırlığa izin veren daha yüksek çekme mukavemeti. |
| Ağırlık | Eşdeğer mukavemete sahip Chromoly'ye göre daha ağırdır. | Daha hafiftir ve yarışlara ve süspansiyon dışı ağırlık azaltımına idealdir. |
| Maliyet | Daha uygun fiyatlı ve yaygın olarak temin edilebilir. | Çok daha pahalıdır. |
| Kaynaklanabilirlik | MIG veya TIG ile kaynak yapması daha kolay; ısıya karşı daha az duyarlı. | TIG kaynak gerektirir. Ön ve son ısıtma genellikle yalnızca 0,120 inçten daha kalın cidar kalınlıkları için gereklidir. |
| İdeal Uygulama | Sokak performansı, özel kamyonlar (C10, S10) ve genel imalat. | Profesyonel motor sporları, off-road yarışlar ve ağırlığın kritik olduğu uygulamalar. |
İmalat Süreci: Tasarımdan Nihai Kaynağa
Bileşenleriniz temin edildikten sonra imalat süreci başlar. Bu süreçte hassasiyet, sabır ve doğru araçlar büyük önem taşır. Kontrol kolları üretmek sadece tüpleri birbirine kaynatmak değildir; bu, doğrudan aracınızın yönlendirme ve güvenliğini etkileyen bir mühendislik çalışmasıdır. Son ürün hem güçlü hem de geometrik olarak mükemmel olmalıdır; bu nedenle süreç kesinlikle sistematik yürütülmelidir.
Ham maddeden nihai ürüne giden yol net bir işlem sırasını takip eder. Ayrıntılı bir imalat günlüğünde anlatıldığı gibi Wilhelm Raceworks , görünüşte önemsiz olan, keskin köşeler yerine geniş yarıçaplar sağlama gibi detaylar bile parçanın gerilim ve yorulmaya karşı direncinde büyük etkiye sahip olabilir. Profesyonel bir yaklaşım, her aşamada dikkatli planlama ve uygulama gerektirir.
İmalat sürecinin adım adım açıklaması şu şekildedir:
- Tasarım ve Ölçüm: İlk adım, stres analizi için CAD yazılımı kullanarak ya da taşıtınızın süspansiyon bağlantı noktalarını dikkatlice ölçerek tasarımınızı son haline getirmektir. Hedeflenen kamber, kaster ve rol merkezini elde etmek için istenen uzunluğu, top mili açısını ve eksen noktalarını belirlemeniz gerekir.
- Kesme ve Kanal Açma: DOM veya Kromoly boruları tasarımda belirlenen tam uzunluklara göre kesin. Diğer borularla birleşecek uçlara mükemmel şekilde oturması için 'kanal açılmalı' veya 'izo edilmeli' ve kaynak için güçlü bir eklem oluşturulmalıdır. Bu iş için en iyi araç, boru kanal açma makinesidir.
- Torna İşlemleri ve Hazırlık: Topuz mili tutucu gibi özel parçalar torna veya freze tezgâhında işlenmek zorunda kalabilir. Kaynak yapmadan önce, kaynak dikişini etkileyebilecek her türlü yağı, greysi veya pası temizlemek için tüm bileşenleri iyice temizleyin.
- Jig Yapımı: Bu adımı en azından tartışmasız en kritik adım olarak gösterebiliriz. İmalat jig'i, kontrol kolunun tüm bireysel bileşenlerini nihai konumlarında sabit tutan bir sabitleyicidir. Kontrol kolunun kaynak ısısıyla çarpılmamasını ve son geometrisinin doğru olmasını sağlamak için hassas ve sert bir jig inşa etmek esastır.
- Nokta Kaynağı ve Doğrulama: Tüm bileşenleri jig'e yerleştirin ve bir arada tutmak için küçük 'nokta' kaynakları uygulayın. Nokta kaynağı yaptıktan sonra kolu jig'den çıkarın ve nihai kaynak öncesi boyutlarını ve boşluklarını doğrulamak amacıyla taşıt üzerine takarak deneyin.
- Nihai Kaynak Süspansiyon bileşenleri için Tungsten İnert Gaz (TIG) kaynak yöntemi, yüksek hassasiyeti ve sağlam, temiz kaynak dikişleri oluşturması nedeniyle tercih edilir. Isının eşit dağılmasını sağlamak ve çarpılmayı en aza indirmek için dikişler birbirini takip eden şekilde kaynak edilmelidir. 4130 Chromoly malzeme için, malzemenin gevrekleşmesini önlemek amacıyla yavaş soğutma (örneğin parçanın kaynak battaniyesiyle sarılması) gereklidir; ancak ön ısıtma genellikle yalnızca cidar kalınlığı 0,120 inç'ten fazla olan borularda gerekir.
- Bitirme: Kaynak sonrası ve soğutmadan sonra kontrol kolu, korozyona karşı koruma amacıyla toz boyama veya boya ile kaplanabilir. Son olarak, burçlar preslenerek yerine takılır ve top mili monte edilerek montaj tamamlanır.
Boru Kollu ve Levha Kollu Tasarımlar: Kritik Bir Tasarım Seçimi
Özel kontrol kolları tasarlanırken, bir imalatçının karşılaştığı temel seçimlerden biri tüp şeklinde mi yoksa plakalı bir tasarım mı kullanılacağıdır. Her ikisi de son derece güçlü olabilir, ancak yapısı onlara farklı karakteristikler kazandırır ve bu da onları farklı uygulamalar için uygun hale getirir. Bu farkları anlamak, aracınızın öngörülen kullanımına uygun bir süspansiyon sistemi inşa etmenin anahtarıdır.
Adından da anlaşılacağı gibi tüp şeklindeki bir kontrol kolu, çoğunlukla yuvarlak veya bazen kare kesitli borulardan yapılır. Bu tasarım, yol üzerindeki performans sürüşünde sıkça görülen burulma yükleri ile itme-çekme (çekme ve basma) kuvvetleri gibi çok yönlü kuvvetlere direnmek açısından mükemmeldir. Yuvarlak şekil gerilmeleri eşit şekilde dağıttığından, sokak arabalarından yol yarışlarına kadar çoğu uygulama için verimli ve hafif bir çözümdür.
Genellikle ekstrem arazi yarışlarında görülen bir plaka kolu, düz levha çelikten kesilip birbirine kaynaklanarak kutu şeklinde bir yapı oluşturacak şekilde birden fazla parçadan imal edilir. Bu üretim yöntemi, özellikle büyük bir sıçramadan iniş yaparken oluşan doğrudan dikey darbelere karşı son derece güçlü ve sert bir kol oluşturur. Genellikle tüplerden yapılan kola göre daha ağır olsa da, zorlu ortamlarda bu dayanıklılık bir avantaj sağlayabilir. Bir forum kullanıcısının belirttiği gibi: 'Plaka kollar daha güçlü olacaktır. Tüpler ise etrafına herhangi bir açıdan darbe gelebilecek bir şey olan devirme kafesinde daha iyidir.' Bu, iki tasarım arasındaki temel ödünleşimi ortaya koymaktadır.
Karşılaştırma: Tüplü ve Plakalı Kontrol Kolları
| Karakteristik | Tubüler kontrol kolları gibi | Plakalı Kontrol Kolları |
|---|---|---|
| Mukavemet Profili | Burulmaya karşı mükemmel direnç ve çekme/basma mukavemeti. Çok yönlü yükleri taşımada verimlidir. | Doğrudan dikey ve yan yükler karşısında son derece yüksek mukavemet. Ağırlığına göre daha güçlü olabilir ancak daha az verimli olabilir. |
| Ağırlık | Genellikle yuvarlak boru kullanımının verimliliği nedeniyle aynı mukavemette daha hafiftir. | Kutu yapıyı oluşturmak için daha fazla malzeme gerektirdiği için genellikle daha ağırdır ve hacimlidir. |
| İmalat karmaşıklığı | Hassas boru kesmeye ve sağlam bir jige ihtiyaç vardır. Eğri eklem yerlerinde kaynak işlemi karmaşık olabilir. | Levhalarda CNC veya plazma kesim ve kapsamlı kaynak işlemi gerekir. Genellikle iç kısmında takviye gereklidir. |
| Maliyet | DOM borusu için malzeme maliyeti orta seviyededir. Kromoly malzeme maliyetini önemli ölçüde artırır. | Çelik levha için malzeme maliyetleri yüksek olabilir ve işçilik/kesim maliyetleri genellikle daha büyüktür. |
| İdeal Uygulama | Sokak performansı, yol yarışları, drag yarışları, özel kamyonlar ve çoğu karayolu aracı. | Zorlu darbelerle karşılaşan trofi kamyonlar, kaya tırmanıcıları ve aşırı off-road araçlar. |