 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomotiv Kalıpları İçin Doğru Takım Çeliğini Seçme

Takım çeliği, olağanüstü sertlik, aşınma direnci ve tokluk sağlamak üzere tasarlanmış yüksek karbonlu alaşımlı çeliklerin bir kategorisidir. Otomotiv endüstrisinde, yüksek hacimli üretim süreçleri için dayanıklı takımlar oluşturmak amacıyla belirli türde otomotiv kalıpları için takım çeliği kullanımı esastır. D2 gibi türler soğuk presleme işlemlerinde kullanılırken, H13, die casting (döküm kalıbı) ve dövme gibi yüksek sıcaklık uygulamaları için standarttır ve böylece hassasiyet ile uzun ömür sağlanır.
Takım Çeliğini Anlamak: Özellikleri ve Otomotiv İmalatındaki Rolü
Takım çeliği, özellikle yüksek karbonlu alaşımlı çelik sınıfıdır ve araçlar, kalıplar ve matrisler üretmek için özel olarak formüle edilir ve ısıl işlem uygulanır. Sadece demir ve karbondan oluşan standart karbon çeliğinin aksine, takım çeliği krom, molibden, vanadyum ve tungsten gibi önemli miktarda alaşım elementleri içerir. Bu elementler çelik matrisi içinde sert karbür parçacıkları oluşturarak, büyük basınç ve sıcaklık altında diğer malzemelerin şekillendirilmesi için gereken üstün özellikleri sağlar. 'Matris çeliği' terimi genellikle takım çeliğiyle eş anlamlı olarak kullanılır; ancak özellikle yüksek sertliği ve aşınma direnci nedeniyle kalıp yapım uygulamaları için seçilen takım çeliği türlerini ifade eder.
Otomotiv üretiminde takım çeliğinin performansı, austenitleştirme, sertleştirme ve temperleme içeren dikkatlice alaşımlama ve titiz bir ısıl işlem süreciyle elde edilen mekanik özelliklerin hassas bir dengesine bağlıdır. Bu süreç, çeliğin nihai mikroyapısını belirli bir göreve optimize edecek şekilde şekillendirir. Örneğin, karoser panellerini basmak için kullanılan bir kalıp milyonlarca çevrim boyunca aşındırıcı aşınmaya karşı direnç göstermelidir, buna karşılık bir krank milini dövmek için kullanılan kalıp çatlamadan veya deforme olmadan aşırı darbeye ve ısıya dayanabilmelidir.
Otomotiv kalıpları için takım çeliğini vazgeçilmez kılan temel özellikler şunlardır:
- Olağanüstü Sertlik: Pek çok sertleştirilmiş takım çeliği, 60 HRC'nin (Rockwell C ölçeği) üzerinde sertlik değerleri elde edebilir ve bu da diğer metalleri kesip şekillendirirken biçimlerini korumalarına olanak tanır.
- Yüksek aşınma dayanımı: Sert karbürlerin, özellikle D2 gibi yüksek kromlu kalitelerde bulunması, sac metal ve diğer malzemelerle temas sırasında aşınmaya karşı çeliğin direnmesini sağlar ve bu da kalıp ömrünü uzatmak açısından kritik öneme sahiptir. Protolabs'taki üretim uzmanlarına göre bu özellik, uzun süreli üretim süreçleri boyunca parçaların kalitesinin tutarlı olmasını garanti eder.
- Sertlik: Bu, malzemenin kırılmadan darbe ve enerjiyi emme yeteneğidir. S7 gibi şoka dayanıklı kaliteler, bazı şekillendirme ve delme işlemlerinde görülen büyük şok yüklerine dayanacak şekilde tasarlanmıştır.
- Termal Stabilite: H13 gibi sıcak iş çelikleri, die casting ve dövme işlemlerinde görülen yüksek sıcaklıklarda sertliklerini ve mukavemetlerini koruyacak şekilde üretilmiştir ve böylece yumuşamayı ve erken hasarı önler.
Yüksek hacimli otomotiv üretiminde doğru kalıp çeliğinin kullanılması, operasyonel verimlilik açısından kritik bir faktördür. İyi seçilmiş bir kalıp malzemesi bakım ve değişim için durma süresini azaltır, parça hatalarını en aza indirir ve nihayetinde parça başına maliyeti düşürür. Yüksek performanslı bir kalıp çeliğine yapılan ilk yatırım, üretim hattında artan verimlilik ve güvenilirlik sayesinde geri dönüş sağlar.
Otomotiv Kalıpları İçin Önemli Kalıp Çeliği Sınıfları: Detaylı Karşılaştırma
Belirli bir kalıp çeliği sınıfının seçilmesi, imalat sürecinin gereksinimleri tarafından belirlenir. American Iron and Steel Institute (AISI) sınıflandırma sistemi, bu çelikleri özelliklerine ve sertleştirme yöntemlerine göre gruplandırır. Otomotiv kalıpları için en önemli kategoriler Soğuk İş (A ve D serisi), Sıcak İş (H serisi) ve Darbe Dirençli (S serisi) çeliklerdir. En yaygın sınıfların özelliklerini anlamak, sağlam ve verimli kalıp tasarımı için temel bir gerekliliktir.
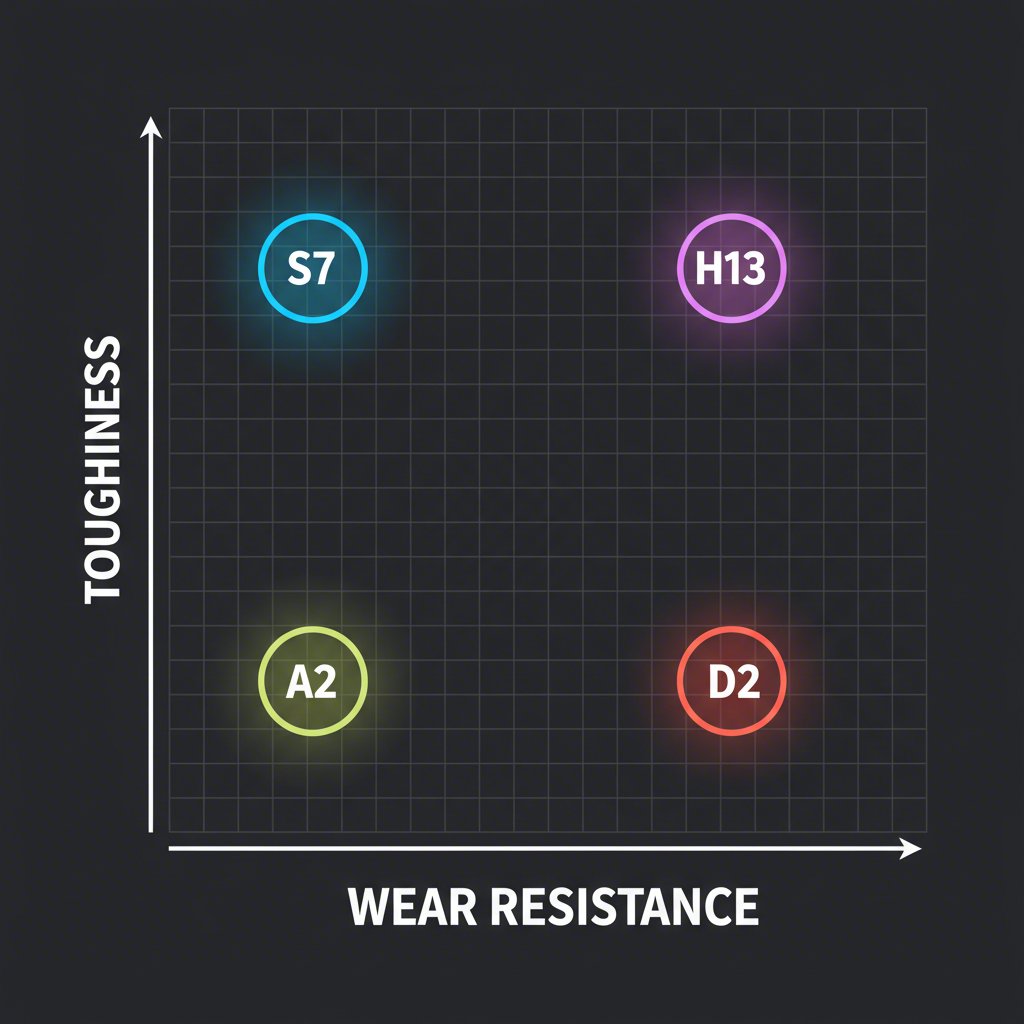
Otomotiv uygulamalarında en sık belirtilen kaliteler arasında D2, A2, H13 ve S7 bulunur. Bunların her biri, eşsiz özellik profillerine sahiptir. D2, yüksek karbonlu, yüksek kromlu bir çeliktir ve dikkat çeken aşınma direnci ile bilinir ve bu da onu kesme ve bükme kalıpları için en iyi seçenek haline getirir. A2, hava sertleştirmeli bir çeliktir ve ısı işlemi sırasında iyi aşınma direnci ile tokluğun dengesini ve mükemmel boyutsal stabiliteyi sunar ve bu da onu şekillendirme kalıpları için çok yönlü bir seçenek yapar. H13, sıcak iş uygulamaları için sektör standardıdır ve termal yorulmaya karşı üstün direnç sağlar. S7 ise olağanüstü darbe tokluğu sağlar ve bu da tekrarlanan, ağır darbeleri dayanması gereken kalıplar için ideal kılar.
Seçimi kolaylaştırmak için aşağıdaki tabloda otomotiv die imalatında kullanılan bu önemli takım çeliği kaliteleri karşılaştırılmaktadır.
| Çelik Sınıfı | AISI Tipi | Ana Özellikler | Birincil Otomotiv Die Uygulaması |
|---|---|---|---|
| H13 | Sıcak İş (H-Serisi) | Yüksek sıcaklık dayanımı, iyi tokluk, termal yorulma direnci | Kalıp döküm, ekstrüzyon ve dövme kalıpları |
| D2 | Soğuk İş (D-Serisi) | Mükemmel aşınma ve sürtünme direnci, yüksek basma mukavemeti | Yüksek hacimli dövme, sacların kesilmesi ve şekillendirme kalıpları |
| A2 | Soğuk İş (A Serisi) | Aşınma direnci ve tokluk arasında iyi denge, mükemmel boyutsal stabilite | Şekillendirme kalıpları, dövme kalıpları, zımbalar, kenar temizleme aletleri |
| S7 | Şok Dirençli (S Serisi) | Üstün darbe tokluğu, iyi aşınma direnci, yüksek mukavemet | Şok emilimi gerektiren ağır hizmet dövme, delme ve şekillendirme kalıpları |
Bu türler arasında seçim yapmak genellikle bir uzlaşma gerektirir. Örneğin, D2 üstün abrasif aşınma direnci sunarken, S7'ye kıyasla daha gevrek olabilir. Bir mühendis basit bir sacla kesme kalıbı için D2'yi tercih edebilirken, yüksek darbe kuvvetlerine maruz kalan bir sikke basım kalıbı için daha tok olan S7'yi tercih edebilir. Benzer şekilde, A2 D2'ye göre daha iyi tokluk sunsa da, yüksek aşınma durumlarında D2'nin ömrünü yakalayamaz. Nihai seçim, kalıbın kullanım ömrü boyunca karşılaşacağı spesifik gerilmelerin kapsamlı bir analizine bağlıdır.
İşlemeye Uygun Çeliğin Seçilmesi: Otomotiv Kalıpçılığındaki Uygulamalar
Uygun takım çeliği sınıfının seçilmesi, bu çeliğin kullanılacağı özel üretim süreciyle doğrudan ilişkilidir. Kapı paneli için sacın basılmasından motor parçasının dövülmesine kadar otomotiv endüstrisinde metal şekillendirme yöntemlerinin her biri kalıba benzersiz stresler uygular. Çeliğin özelliklerini bu taleplerle uyumlu hale getirmek başarı için çok önemlidir.
Sac Kesme ve Şekillendirme Kalıpları
Sac kesme, delme ve şekillendirme işlemleri oda sıcaklığında sac metalin şekillendirildiği soğuk iş süreçleridir. Bu uygulamalarda kalıplar için temel zorluk, parça ile sürekli temas sonucu meydana gelen aşındırıcı aşınmadır ve aynı zamanda keskin, dayanıklı kesim kenarlarına ihtiyaç duyulmasıdır. Bu nedenlerden dolayı yüksek karbonlu, yüksek kromlu soğuk iş çelikleri sektörde standart haline gelmiştir. Southern Tool Steel gibi önde gelen tedarikçiler önerilen D2 Kesici Çelik aşınma direnci en öncelikli olan yüksek hacimli presleme işlemlerinde kullanılır. Zengin krom karbür içeriği, olağanüstü ömür sağlar. Tokluk ve aşınma direnci arasında daha iyi bir denge gerektiren ya da daha karmaşık şekillerin çatlama riskini artırdığı uygulamalar için A2 Takım Çeliği boyutsal kararlılığı ve dayanıklı yapısı nedeniyle mükemmel bir seçimdir. Karmaşık ve son derece güvenilir pres kalıpları gerektiren projelerde, özel üreticiyle çalışmak önemlidir. Örneğin Shaoyi (Ningbo) Metal Technology Co., Ltd. özel otomotiv pres kalıplarının uzman tasarım ve üretimini sunar ve OEM'ler ile Birinci Kademe tedarikçilere yönelik olarak araç performansını ve ömrünü optimize etmek için derin malzeme bilgisinden yararlanır.
Döküm Kalıpları & Dövme Kalıpları
Döküm ve dövme, metalin çok yüksek sıcaklıklarda şekillendirilmesini içeren sıcak iş prosesleridir. Bu ortamlarda kullanılan kalıplar, ani ısınma ve soğuma döngüleri gibi şiddetli termal şoklara, erimiş metalden kaynaklanan aşınmaya ve yüksek basınç kuvvetlerine dayanabilmelidir. Bu uygulamalar için birincil malzeme H13 Takım Çeliği . Meviy uzmanlarının açıkladığı gibi h13, kalıp kızıl kıvılcım halindeyken dahi sertliğini ve mukavemetini koruyacak şekilde tasarlanmıştır ve bu da erken kalıp arızalarını önlemek açısından hayati öneme sahiptir. Mükemmel tokluğu ve termal yorulmaya karşı direnci, çatlama olmadan binlerce döngüyü dayanmasını sağlar ve bu nedenle motor blokları, şanzıman gövdeleri ve süspansiyon bileşenleri gibi karmaşık otomotiv parçalarının üretiminde tercih edilen seçim haline gelmiştir.
Darbe ve Şok Yüklemeye Maruz Kalıplar
Ağır hizmet tipi delme, dövme veya kesme gibi bazı otomotiv imalat işlemleri, kalıba ani ve yoğun darbe kuvvetleri uygular. Bu tür durumlarda, çatlama veya kırılma nedeniyle ciddi hasarlardan kaçınmak için maksimum tokluğa sahip bir çelik gereklidir. S7 takım çeliği bu amaçla özel olarak tasarlanmıştır. Yüksek aşınma dirençli türlerine göre çok daha tok olan S7'nin bileşimi, üstün darbe dayanımı sağlayacak şekilde optimize edilmiştir. Tamamen aşındırıcı uygulamalarda diğerlerine göre daha kısa ömürlü olabilir ancak önemli şok yüklerini emmesi gereken takımlar için en güvenli ve en güvenilir seçimdir.
Seçim Kriterleri: Kalıplarınız İçin En İyi Takım Çeliğini Nasıl Seçersiniz
Bir otomotiv kalıbı için optimal takım çeliğini seçmek, performans, üretilebilirlik ve maliyeti dengeleyen kritik bir mühendislik kararidır. Tüm operasyonel değişkenleri dikkate alan sistematik bir yaklaşım, daha güvenilir ve maliyet açısından verimli bir araç sağlar. Seçim nadiren tek bir özelliğe dayanır; bunun yerine belirli bir uygulamaya uygun şekilde rekabet halindeki özellikler arasında en iyi uzlaşımı bulmayı gerektirir.
Mühendisler, bilinçli bir karar vermek için birkaç kritik faktörü değerlendirmelidir. Bu faktörler, kalıbın üretimde nasıl performans göstereceğini ve ne kadar süre dayanacağını belirler. Bunlardan herhangi birinin göz ardı edilmesi, erken araç arızasına, maliyetli durmalara ve parçaların kalitesiz üretilmesine yol açabilir. Birincil hususlar şunları içerir:
- Çalışma Sıcaklığı: Bu, ilk ve en önemli ayrım olup; süreç, sacın preslenmesi gibi soğuk işlem uygulaması mı yoksa dövme gibi sıcak işlem süreci mi? Yüksek sıcaklıklı ortamlar için H13 gibi sıcak iş takım çelikleri zorunludur, buna karşılık oda sıcaklığında yapılan işlemler için soğuk iş çelikleri daha yüksek sertlik sunar.
- Aşınma Direnci vs. Tokluk: Takım çeliği seçiminde klasik uzlaşım budur. Kesme ve presleme için ideal olan yüksek aşınma direnci genellikle yüksek sertlik ve karbür içeriği ile sağlanır; ancak bu durum çeliği daha gevrek hale getirebilir. Darbe uygulamaları için ideal olan yüksek tokluk ise, çeliğin kırılmadan hafifçe şekil değiştirebilmesini gerektirir ve bu genellikle bir miktar aşınma direncinden ödün verilerek elde edilir.
- Gerekli Sertlik (HRC): İstenen sertlik, Rockwell C ölçeğine göre ölçülür ve uygulamaya göre belirlenmelidir. Bir kesme kalıbı, keskin kenarını korumak için 60-62 HRC sertliğe ihtiyaç duyabilirken, bir şekillendirme kalıbı tokluğunu artırmak amacıyla biraz daha düşük sertlikte temperlenebilir.
- Boyutsal Stabilite: Karmaşık ve yüksek hassasiyetli kalıplar için, çeliğin ısıl işlem süreci boyunca şekil ve boyutunu koruması çok önemlidir. A2 gibi hava sertleştirmeli çelikler, çarpılmayı en aza indirerek ve maliyetli sonrası ısıl işlem işleme ihtiyacını azaltarak mükemmel boyutsal kararlılık gösterir.
- Maliyet ve İşlenebilirlik: Performans en önemli olsa da bütçe her zaman bir faktördür. Yüksek alaşımlı, yüksek performanslı çelikler daha basit türlerden daha pahalı olabilir ve işlenmesi daha zor olabilir. Kalıbın beklenen ömrü ve performansına karşı, ham madde, işleme ve ısıl işlem dahil olmak üzere toplam maliyet dikkate alınmalıdır.
Bunu uygulamaya dökmek için şu senaryoyu düşünün: basit otomotiv bağlantı parçaları üreten yüksek hacimli bir pres kalıbı (soğuk iş süreci) için aşındırıcı aşınma ana endişe konusudur. D2, olağanüstü aşınma direnci nedeniyle güçlü bir aday olacaktır. Ancak aynı kalıp keskin iç köşelere sahipse veya yüksek mukavemetli çelik şekillendirmek için kullanılıyorsa, çatlama riski artar. Bu durumda, daha sık bilenmeyi gerektirse bile, erken kırılmayı önlemek için daha tok olan A2 veya hatta S7 daha iyi bir seçim olabilir. Bir malzeme nihai karar verilmeden önce, tasarımcı her zaman şu temel soruları sormalıdır:
- Engellemem gereken birincil arıza modu nedir (aşınma, çatlama, kırılma veya ısı distorsiyonu)?
- Kalıbın maruz kalacağı maksimum sıcaklık ve darbe kuvvetleri nelerdir?
- Isıl işlem sonrası boyutsal hassasiyet ne kadar kritiktir?
- Hedef üretim hacmi ve beklenen kalıp ömrü nedir?
- Malzeme, işleme ve tedavi için toplam bütçe nedir?
Sıkça Sorulan Sorular
1. Döküm kalıplarında hangi takım çeliği kullanılır?
Kalıpçılıkta en yaygın kullanılan takım çeliği H13'tür. Bu çelik, sıcak iş (H-serisi) kategorisine aittir ve kalıp döküm sürecinde meydana gelen yüksek sıcaklıklara ve termal çevrimlere dayanacak şekilde özel olarak tasarlanmıştır. Kırmızı sertliği, tokluğu ve termal yorulmaya karşı direnci arasındaki mükemmel dengesi sayesinde alüminyum ve çinko gibi erimiş metallerle çalışırken çatlamadan veya erken yumuşamadan işlem görmenin ideal çözümüdür.
kalıplarda hangi çelik kullanılır?
Uygulamaya bağlı olarak kalıplarda çeşitli takım çelikleri kullanılır. Sac kesme ve şekillendirme gibi soğuk iş uygulamalarında D2 ve A2 yaygın tercihlerdir. Dövme ve kalıp döküm gibi sıcak iş süreçlerinde ise H13 sektör standardıdır. Yüksek darbe direnci gerektiren uygulamalarda genellikle S7 şok dirençli çelik kullanılır. Seçim, çalışma sıcaklığı, aşınma gereksinimleri ve darbe yüklemesi gibi faktörlere bağlıdır.
kalıp çeliği ile takım çeliği arasındaki fark nedir?
Takım çeliği, takımlar yapmak için tasarlanmış çeliklerin genel kategorisidir. Kalıp çeliği, özellikle kalıp yapımına uygun olan takım çeliği sınıfları ifade etmek için sıklıkla kullanılan bir terimdir. Temel olarak tüm kalıp çelikleri takım çeliğidir, ancak tüm takım çelikleri kalıp yapımına optimize edilmemiştir. Kalıp çelikleri, yüksek sertlik, aşınma direnci, tokluk ve sıcak iş kalıpları söz konusu olduğunda termal stabilite gibi özel özellik kombinasyonları nedeniyle seçilir.