 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Dövme Bileşenler için Gerekli Yüzey İşlemleri Açıklanıyor
Dövme Bileşenler için Gerekli Yüzey İşlemleri Açıklanıyor

Özet
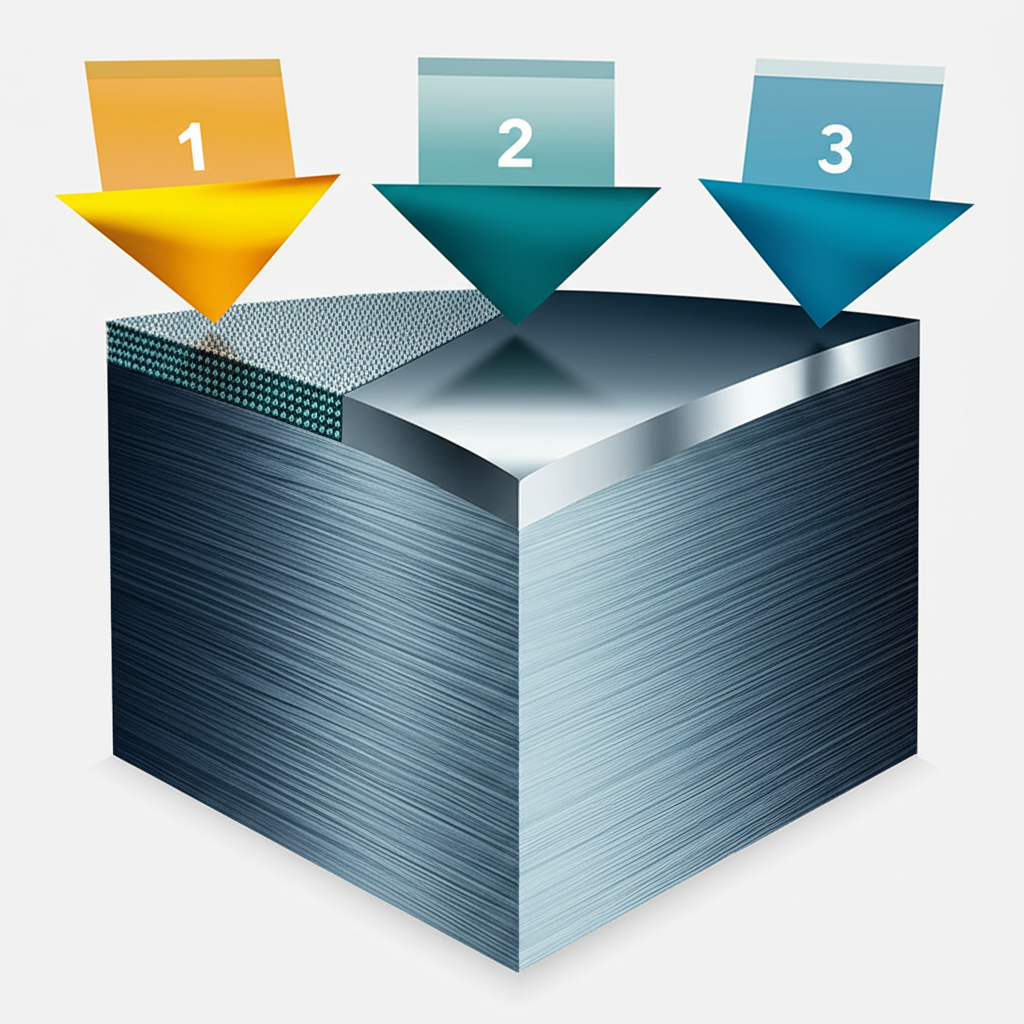
Dövme bileşenler için yüzey işleme, dayanıklılık, korozyon direnci ve görünüm gibi kritik özellikleri artıran çeşitli son işlemler grubunu ifade eder. Bu işlemler, dövme parçaların hedeflenen uygulamalarda performansını ve ömrünü en iyi duruma getirmek açısından hayati öneme sahiptir. Temel kategoriler arasında boyama ve galvanizleme gibi katman ekleyen kaplamalar, kum püskürtme gibi mekanik yüzey işlemleri ile yüzeyin metalürjik yapısını değiştiren sertleştirme gibi termal işlemler yer alır.
Kaplama ve Kaplama Yöntemlerine İlişkin Kapsamlı Bir Rehber
Kaplamalar, dövme bileşenlere koruyucu veya dekoratif bir katman uygulamayı içeren yüzey işlemlerinin en yaygın kategorilerinden biridir. Bu yöntemler, zorlu bir ortamda paslanmayı önlemek ya da marka amaçlı belirli bir renk elde etmek gibi istenen sonuca göre seçilir. Seçim süreci temel malzeme, çevresel etkilenim ve performans gereksinimlerine büyük ölçüde bağlıdır.
Boyama ve Toz Kaplama
Boyama, çelik dövme parçalara renkli bir kaplama uygulamanın çok yönlü ve maliyet açısından etkili bir yöntemidir. Bu işlem, çevresel faktörlere karşı bir bariyer sağlar ve RAL sistemi gibi belirli renk kodlarıyla eşleştirilebilir. İşlem genellikle ilk aşamada kum püskürtme ve son işleme işlemlerinden sonra yapılır. Toz boya ise daha dayanıklı ve çevre dostu bir alternatif sunar. Bu süreçte, kuru toz elektrostatik olarak uygulanır ve ardından ısı ile sertleştirilerek geleneksel boyaya göre daha dirençli, çatlak, çizik ve solmaya karşı koruyucu sert bir yüzey oluşturulur. Elde edilen yüzey genellikle daha pürüzsüz ve daha homojendir.
Galvanizleme ve Kaplama
Çelik bileşenler özellikle olmak üzere üstün korozyon koruması için galvanizasyon yaygın olarak kullanılan bir süreçtir. Sıcak daldırma galvanizleme, parçanın erimiş çinko banyosuna daldırılmasını içerir ve bu işlem, çeliği paslanmaya karşı koruyan dayanıklı, kendini onaran bir kaplama oluşturur. Kaplama ise elektrokaplama yoluyla yüzeye ince bir metal katmanının biriktirildiği başka yaygın bir tekniktir. Yaygın kaplama malzemeleri arasında çinko, nikel ve krom bulunur ve her biri farklı avantajlar sunar. Örneğin nikel kaplama sertliği artırır ve parlak, cilalı bir yüzey sağlarken, krom kaplama olağanüstü sertliği ve aşınma direnciyle bilinir.
Özel Kimyasal Kaplamalar
Boyama ve kaplamanın ötesinde, koruyucu dönüşüm kaplamaları oluşturan birkaç kimyasal işlem vardır. Siyah oksit hafif korozyon direnci ekleyen ve estetik amaçlarla ve ışık yansımasını en aza indirmek için sıkça kullanılan derin siyah bir yüzey sağlayan bir işlemdir. Fosfatlama fosforik asit çözeltisinin uygulanmasını içerir ve bu işlem, kristal yapılı bir fosfat tabakası oluşturarak sonraki boyama işlemlerine mükemmel bir astar sağlar ve korozyon direncini artırır. Alüminyum alaşımlar için anodizasyon yüzeyde dayanıklı ve korozyon dirençli bir oksit tabakası oluşturan elektrokimyasal bir süreçtir ve ayrıca çeşitli renklere boyanabilir.
Mekanik ve Termal Yüzey İşlemleri
Tüm yüzey işlemleri yeni bir malzeme katmanı eklemeyi gerektirmez. Birçok işlem, yüksek performanslı uygulamalar için önemli olan yüzey sertliği, doku ve artık gerilme gibi özellikleri değiştirmek amacıyla mevcut yüzeyi mekanik kuvvet veya termal enerji ile değiştirir. Bu yöntemler genellikle kaplamalar için hazırlık aşamasında ya da son yüzey olarak kendileri kullanılır.
Mekanik bitirme
Mekanik işlemler, dövülmüş bileşenin yüzeyini fiziksel olarak değiştirir. Atış patlaması ve kumlama yüzeyleri temizlemek, tortuları kaldırmak ve dokulandırmak için aşındırıcı ortamları yüksek hızda püskürterek kullanılan yaygın yöntemlerdir. Bu işlem, oksitleri ve dövme kalıntılarını uzaklaştırarak boyaya veya kaplamaya yapışma için ideal olan düzgün bir mat yüzey oluşturur. Tümseme keskin kenarları kırmak ve kenar bozukluklarını gidermek amacıyla parçaların abrasif ortamla birlikte bir tambura yerleştirildiği başka bir mekanik işlemdir ve daha kusursuz bir yüzey elde edilir. Pürüzsüz, yansıtıcı bir yüzey gerektiren uygulamalarda parlatma —makineyle veya elle— yüzey pürüzlülüğünü azaltmak ve estetik görünümü artırmak amacıyla kullanılır.
Isıl İşlemler
Isıl işlemler, bileşenin çekirdek yapısını değiştirmeden yüzey katmanının metalurjik özelliklerini değiştirmek için ısı kullanan işlemlerdir. Sementasyon düşük karbonlu çelik parçalara uygulanan bir yüzey sertleştirme işlemidir ve parça karbonca zengin bir atmosferde ısıtılır. Bu sayede karbon yüzeye nüfuz eder ve dışta sert, aşınmaya dayanıklı bir tabaka ("kabuk") oluşurken çekirdek kısmı tok ve sünek kalır. Nitrürleme yüzeye azotun yayılmasıyla yüksek yüzey sertliği ve aşınma direnci sağlarken minimum şekil bozulması ile benzer bir yüzey sertleştirme işlemidir. Bu işlemler, yüksek yüzey aşınmasına ve yorulmaya maruz kalan dişliler ve miller gibi bileşenler için gereklidir.
Doğru Yüzey İşlemini Seçme Yöntemi
Dövme bir bileşen için uygun yüzey işleminin seçilmesi, performansını, ömrünü ve maliyetini etkileyen kritik bir karardır. Seçim tek boyutun herkes için uygun olduğu bir süreç değil, birden fazla etkileşen faktörün dikkatlice değerlendirilmesidir. Doğru seçilmiş bir kaplama, parçanın kullanım gereksinimlerini karşılamasını sağlarken, yanlış bir seçim erken başarısızlığa ve artan maliyetlere yol açabilir.
Dikkate alınması gereken temel faktörler arasında ana malzeme, planlanan kullanım amacı ve çalışma ortamı yer alır. Örneğin, karbon çeliği dövme parçaların galvanizleme veya siyah oksit ile korunmasından farklı olarak alüminyum alaşımlı dövmeler anodizasyon ya da kimyasal parlaklık gerektirir. Parçanın nihai kullanımı—sürekli sürtünmeye, aşındırıcı kimyasallara maruziyete ya da aşırı sıcaklıklara dayanma ihtiyacı—aşınma direnci, korozyon koruması ve sertlik seviyesi gibi özellikleri belirler. Otomotiv endüstrisi gibi özel uygulamalarda, bu nüansları anlayan bir tedarikçiyle çalışmak hayati öneme sahiptir. Örneğin, yüksek kaliteli otomotiv bileşenleri temin ederken, Shaoyi Metal Technology iATF16949 sertifikalı sıcak dövme hizmetleri sunan bir sağlayıcı, sektörün gerekli kıldığı katı performans ve kalite standartlarının karşılanmasını sağlar.
Estetik gereksinimler ve maliyet de önemli hususlardır. Bazı uygulamalar için basit bir boya kaplama yeterli olabilirken, diğerleri krom kaplamanın parlak ve cilalı görünümünü gerektirebilir. Aşağıdaki tablo, yaygın hedefleri ve uygun muameleleri özetlemektedir:
| Birincil Hedef | Önerilen Muameleler | Genel Uygulamalar |
|---|---|---|
| Korozyon Direnci | Galvanizleme, Çinko Kaplama, Anodizasyon, Toz Boyama | Dış mekân donanımları, denizcilik bileşenleri, otomotiv parçaları |
| Aşınma Direnci / Sertlik | Yüzey Sertleştirme, Nitrürleme, Krom Kaplama, PVD Kaplama | Dişliler, miller, kesici aletler, hidrolik bileşenler |
| Estetik Gözüküm | Boyama, Toz Boyama, Cilalama, Siyah Oksit | Tüketici ürünleri, dekoratif donanımlar, araç süsleme parçaları |
| Boya/Kaplama Yapışması | Kum Püskürtme, Fosfatlama | Astarlama Yapılmış Bileşenler, Katmanlı Kaplamalar İhtiyaç Duyan Parçalar |
Kalite Kontrol ve Yüzey Muayenesi
Bir yüzey işlemi uygulandıktan sonra, kaplamanın tüm teknik özelliklere uygun olduğundan ve beklenen şekilde performans göstereceğinden emin olmak için kalite kontrol son derece önemlidir. Kusursuz bir yüzey sadece estetik açısından değil, aynı zamanda uygulanan işlemin etkinliğinin ve bileşenin muhtemel dayanıklılığının doğrudan göstergesidir. Parçanın bütünlüğünü tehlikeye atabilecek herhangi bir kusuru tespit etmek amacıyla incelemeler, kritik son adımdır.
Muayenenin temel amacı, yüzeyin çöküntüler, çizikler, oksitlenme veya düzensiz kaplama gibi hatalardan arındığını doğrulamaktır. Görsel muayene ilk savunma hattıdır ancak genellikle daha gelişmiş yöntemlerin kullanılması gerekir. Kaplamalar açısından bu, belirtilen toleranslar dahilinde kalınlığın ölçülmesini içerir. Yetersiz bir kaplama yeterli koruma sağlamayabilirken, aşırı kalın bir kaplama bileşenin oturması ve işleviyle ilgili sorunlara neden olabilir.
Kaplamanın alt tabakaya güvenli bir şekilde bağlandığını doğrulamak için adezyon testleri de yapılabilir. Zayıf yapışan bir kaplama çatlayabilir veya dökülebilir ve böylece temel metali çevresel tehlikelere maruz bırakarak işleme amacını bozar. Üreticiler, katı bir kalite kontrol süreci uygulayarak, her dövme bileşenin yalnızca doğru görünmesini değil, aynı zamanda uzun ömürlü kullanım için uygun şekilde korunmasını da garanti edebilir.
Sıkça Sorulan Sorular
yüzey işlemlerinin iki ana türü nedir?
Yüzey işlemleri genel olarak iki ana türe ayrılabilir. İlki yüzey Kaplaması , bileşen yüzeyine bir malzeme katmanı eklenmesidir. Boyama, toz boyama, elektrokaplama ve galvanizleme buna örnek verilebilir. İkinci tür ise yüzey Değiştirme , mevcut yüzeyin özelliklerini değiştirirken yeni bir katman eklemez. Bu kategori, ısı işlemi (yüzey sertleştirme, nitrürleme) ve mekanik bitirme (darbeli temizleme, parlatma) gibi süreçleri kapsar.
dövmede ısı işlemi nedir?
Dövme parçalara uygulanan ısıl işlem, metalin fiziksel ve mekanik özelliklerini değiştirmek için kontrollü bir şekilde ısıtma ve soğutma sürecidir. Yüzey işlemi olarak uygulandığında, malzemenin çekirdeğindeki tokluğu korurken sertlik ve aşınma direnci gibi yüzey özelliklerini iyileştirmeyi amaçlar. Sementasyon veya sert nitrürleme gibi işlemler, dövme parçanın üzerine dayanıklı bir dış katman oluşturarak parçayı kırılgan hale getirmeden yüksek gerilim uygulamaları için uygun hale getirir.