 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Hizmet Makineleri Maliyetleri ve Zaman Çizelgeleriyle İlgili Kimse Size Söylemeyen Gerçekler
Hizmet İşleme Kavramını Anlamak ve Neden Önemli Olduğunu Bilmek
Bazı üreticilerin milyonlarca dolarlık ekipmanlara yatırım yaparken, diğerlerinin tek bir makine sahibi olmaksızın aynı parçaları üretebilmesini hiç merak ettiniz mi? Cevap, işletmelerin üretim hakkında düşünme biçimini yeniden şekillendiren stratejik bir yaklaşım olan hizmet işlemede gizlidir.
Hizmet İşleme Üreticiler İçin Gerçekten Ne Anlama Gelir?
Hizmet işleme, hassas üretim işlerini gelişmiş CNC teknolojisiyle donatılmış uzman dış tesislere devretmeyi ifade eder. Pahalı ekipman satın almak ve yetkin operatörler istihdam etmek yerine, işletmeler üretim sürecinin başından sonuna kadar sorumlu olan özel işleyen sağlayıcılarla ortaklık kurar.
Bunu şöyle düşünün: Hassas bileşenlere ihtiyacınız var, ancak mutlaka bir fabrikaya sahip olmanıza gerek yok. Technavio'nun sektör araştırmasına göre, tornalama hizmetleri pazarı 2023 ile 2028 yılları arasında 17,4 milyar ABD doları büyüyecek ve bileşik yıllık büyüme oranı %4,5 olacak. Bu büyüme, üretim stratejisinde temel bir değişim yansıtmaktadır: Şirketler, dış iş ortaklarının sermaye yatırımı yükü olmadan üstün sonuçlar sunabileceğini giderek daha iyi kavrayarak bu yaklaşımı benimsemektedir.
"Yakınımda cnc makine atölyesi" araması yaparken ya da cnc hassas tornalama hizmetlerini değerlendirirken, aslında bu tür uzmanlaşmış iş ortaklarını arıyorsunuz. İlk ürününüzü prototipleme aşamasında olan bir başlangıç şirketi olursanız ya da üretim kapasitesini artıran kurumsallaşmış bir üretici olursanız, hizmet sağlayıcılar, iç üretimden beklediğiniz aynı yüksek kaliteli çıktıyı sunar.
Dış kaynaklı ve İç Kaynaklı Tornalama Arasındaki Temel Fark
Bu yaklaşımlar arasındaki fark, sahiplik ve sorumlulukta yatmaktadır. İç üretimle ilgili tornalama işlemlerinde, ekipman satın alımı, bakım programları, operatör eğitimi ve kalite sertifikaları gibi tüm yükü siz üstlenirsiniz. Dış kaynaklı iş ortakları ise bu yükleri tamamen üzerlerine alırlar.
İç üretim faaliyetlerinin aslında neler gerektirdiğini göz önünde bulundurun:
- Önemli ölçüde başlangıç sermayesi on binlerce dolardan milyonlarca dolara kadar değişebilen CNC makineleri için
- Zaman içinde biriken ve uzman teknisyenlerin gerektirdiği sürekli bakım maliyetleri
- Yetenekli operatörler kişilerin yüksek ücretler talep etmesi ve sürekli eğitim gereksinimi duyması
- Kalite Sertifikaları katı belge düzenleme ve denetim süreçleri gerektiren ISO 9001 gibi sertifikalar
Hizmet olarak tornalama bu gereksinimleri ortadan kaldırır. Jose Makine Atölyesi ya da herhangi başka yetkili bir sağlayıcı zaten bu yatırımları gerçekleştirmiştir. En yeni ekipmanları sürdürüyor, tecrübeli tornacılar istihdam ediyor ve sektörünüzün gerektirdiği sertifikalara sahiptir. Siz yalnızca ihtiyaç duyduğunuz anda bu yeteneklerden yararlanırsınız.
Uzay teknolojisi sektöründen tıbbi cihazlara kadar çeşitli endüstrilerde faaliyet gösteren işletmeler neden dış kaynaklı tornalama ortaklarına güveniyor? Değer önerisi oldukça ikna edici. Yüksek hassasiyetli tornalama hizmetleri, sermayenizi bağlamadan çok eksenli CNC tezgâhlarına, deneyimli operatörlere ve kurulmuş kalite sistemlerine erişim sağlar. Kaliforniya ve diğer üretim merkezlerindeki birçok torna atölyesi, belirli sektörlerde uzmanlaşmış olup, bu uzmanlığı iç kaynaklardan yıllar içinde geliştirmek gerekir.
Bu esneklik, özellikle proje gereksinimleri değişken olduğunda büyük ölçüde değer kazanır. Talep düşüşleri sırasında kullanılmayan tezgâhları sürdürmek ya da talep patlamalarında kapasiteyi acilen artırmak yerine, üretim kapasitenizi dış kaynakla yönetmek suretiyle üretimi sorunsuz bir şekilde ölçeklendirebilirsiniz. Bu, ürün tasarımına, müşteri hizmetlerine ve işinizin büyümesine odaklanmanızı sağlayan stratejik bir avantajdır.
CNC Tornalama Süreçlerinin Türleri ve Uygulama Alanları
Bir hizmet frezeleme sağlayıcısıyla ortaklık kurduğunuzda, yalnızca ekipmanlara erişim sağlamıyorsunuz—aynı zamanda çeşitli imalat süreçlerinden oluşan kapsamlı bir araç setine de erişiyorsunuz. Ancak işte zorluk burada başlıyor: Projeniz için hangi sürecin uygun olduğunu nasıl anlarsınız? Frezeleme, tornalama ve özel teknikler arasındaki farkları anlamak, frezeleme ortağınızla etkili iletişim kurmanıza ve parçalarınızla ilgili bilinçli kararlar vermenize yardımcı olur.
CNC Frezelemenin Açıklanması
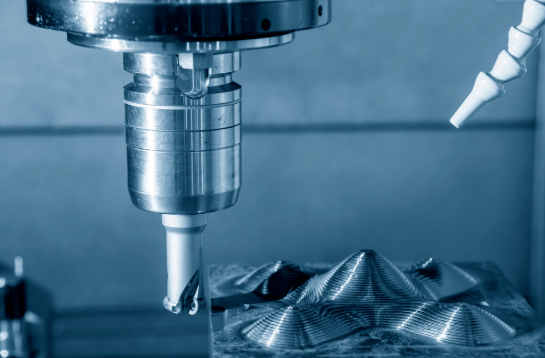
Dönen bir kesici takımın sabit bir iş parçası üzerinde hareket ettiğini hayal edin, malzemeyi katman katman kaldırarak . İşte bu, CNC frezeleme işleminin çalışmasıdır. İş parçasının döndüğü süreçlerden farklı olarak, frezelemede iş parçanız sabit tutulurken çok noktalı kesici takımlar birden fazla eksende çalışır.
Bu yaklaşım, daha basit yöntemlerle imal edilemeyecek karmaşık 3B şekillerin oluşturulmasında üstün performans gösterir. 3ERP’nin imalat araştırmasına göre, freze makineleri 3, 4 veya 5 eksenli çalışma yeteneğine sahip olabilir; her ek eksen, yeni geometrik imkânlar açar.
Frezeleme işlemini özellikle çok yönlü kılan nedir? Bu yaygın uygulamaları göz önünde bulundurun:
- Düz yüzeyler ve düz yüzler —Yüzey frezeleme, iş parçalarının üst yüzeylerinde hassas yatay düzlemler oluşturur
- Kesme cepleri ve boşluklar —Kesme cepleri (pocket milling), iç bölümlerden malzeme kaldırarak çöküntülü özellikler oluşturur
- Yuvalar ve oluklar —Kenar frezeleme (peripheral milling), parça kenarlarında kontrollü derinlikte kanallar açar
- Karmaşık 3D konturlar —Küresel uçlu freze uçları (ball-nose end mills), kalıp ve prototip üretiminde organik eğrileri takip eder
- Açısal özellikler —Pah kırma frezeleri ve açısal işlemler, pahlı kenarlar oluşturur
5 eksenli CNC frezeleme hizmetlerini araştırırken, mevcut en gelişmiş frezeleme yeteneğine bakıyorsunuz. Bu makineler, kesici takımı veya tabla üzerinde eğim sağlayarak tek bir montajda alttan kesmeleri (undercuts) ve karmaşık yüzeyleri işleyebilir. Büyük boyutlu parçaların CNC ile işlenmesi ya da karmaşık havacılık bileşenleri için 5 eksenli CNC hizmet sağlayıcıları, daha basit montajların ulaşamayacağı düzeyde hassasiyet sunar.
Tornalama İşleminin Frezelemeden Daha Üstün Olduğu Durumlar
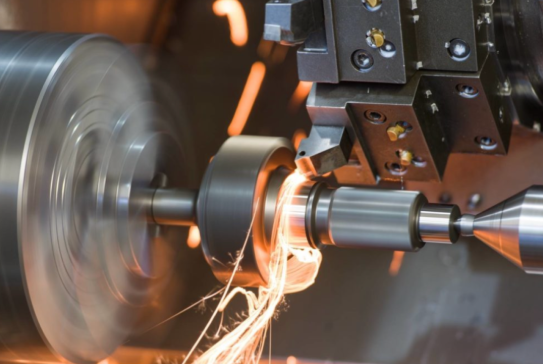
Şimdi senaryoyu tersine çevirin. CNC tornalama işleminde iş parçası hızla dönerken, sabit bir uçlu kesme takımı yüzeyi şekillendirir. Bu hareketin tersine çevrilmesi, her sürecin en iyi yaptığı şeyde temel bir fark yaratır.
Basit görünüyor mu? Öyle de — ve bu basitlik verimliliğe dönüşür. Tornalama işlemleri, dönen hareketin doğal olarak yuvarlak profiller üretmesi nedeniyle silindirik bileşenler için doğası gereği daha hızlıdır. Parçanız bir mil, pim, burcu veya vida çekilmiş çubuk gibi görünüyorsa, tornalama neredeyse kesinlikle en iyi seçeneğinizdir.
Tornalamanın frezelemeyi geride bıraktığı durumlar şunlardır:
- Silindirik ve konik şekiller — dönen iş parçası, mükemmel merkezilige sahip yuvarlak profilleri doğal olarak oluşturur
- Yüksek hacimli üretim partileri — çubuk besleyiciler, operatör müdahalesinin minimum düzeyde tutulmasıyla sürekli işlemenin yapılmasını sağlar
- Dış ve iç vida profilleri — vida açma işlemleri, tornalama çevrimlerine sorunsuz şekilde entegre edilebilir
- Dar yuvarlaklık toleransları — süreç, uzun parçalar boyunca tutarlı çapları korur
- Maliyet duyarlı projeler — daha basit takımlar ve daha kısa çevrim süreleri parça başına maliyetleri azaltır
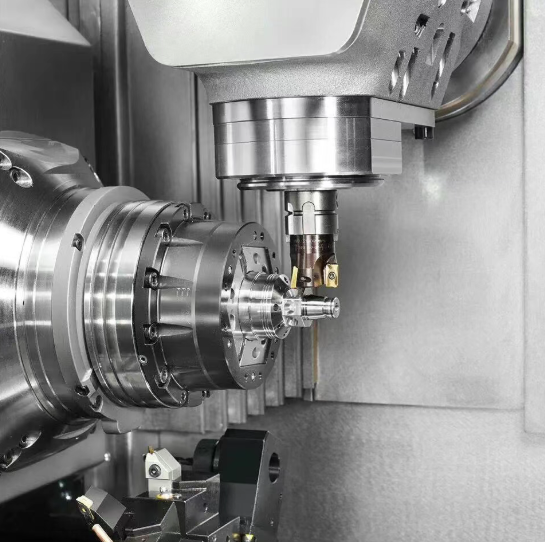
Modern CNC torna merkezleri süreçler arasındaki çizgiyi bulanıklaştırır. Birçok cihaz artık canlı takımlamaya sahiptir—parça hâlâ tornada sabitlenmişken frezeleme işlemlerini gerçekleştirebilen dönen takımlar. Bu karma yetenek sayesinde tek bir makine, parçayı ayrı bir tezgâha aktarmadan çapraz delikler delebilir, düz yüzeyler frezeleyebilir veya anahtar yuvaları oluşturabilir.
Yuvarlak ve prizmatik özellikler içeren parçalar için CNC işlenmesi projelerinde hizmet sağlayıcınızdan mil-freze (mill-turn) kapasitesi hakkında bilgi alın. Bu karma makineler, çoklu tezgâh ayarlarını ortadan kaldırarak teslim sürelerini önemli ölçüde kısaltabilir ve boyutsal doğruluğu artırabilir.
Karmaşık Geometriler İçin Uzmanlaşmış Süreçler
Geleneksel kesme takımları ihtiyaç duyduğunuz geometriye ulaşamadığında ne olur? İşte bu noktada elektrik deşarjı ile işlenme ve hassas taşlama gibi özel süreçler devreye girer.
Elektriksel İrtifa Machining (EDM) malzemeyi fiziksel kesme yerine kontrollü elektrik kıvılcımlarıyla kaldırır. Kaynak: OpenLearn teknik belgelerine göre eDM, sertliğe bakılmaksızın herhangi bir elektriksel iletken malzeme üzerinde çalışır—bu da klasik kesme takımlarını yok edecek kadar sert olan takım çelikleri ve egzotik alaşımlar için ideal bir yöntemdir.
EDM, belirli uygulamalarda öne çıkar:
- Yüksek boyut oranı ile küçük delikler —tel EDM, 0,05 mm’ye kadar küçük açıklıklar oluşturabilir
- Karmaşık kalıp boşlukları —batırma EDM, kenar döküntüsü (bur) bırakmadan karmaşık kalıp özelliklerini şekillendirir
- Sertleştirilmiş malzemeler —kıvılcım aşınması, malzemenin sertliğini tamamen göz ardı eder
- Keskin iç köşeler —kesici uçların ulaşamayacağı kadar dar, 0,4 mm’ye kadar küçük yarıçaplar elde edilebilir
Takas nedir? EDM, geleneksel tornalama işlemlerine kıyasla daha yavaştır; metal kaldırma oranları genellikle saatte kübik santimetre cinsinden ölçülür. Ayrıca, yorulmaya duyarlı uygulamalar için temizlenmesi gerekebilecek 0,0025–0,15 mm derinliğinde bir yeniden dökülmüş tabaka (recast layer) bırakır.
Hassas Taşlama yüzey kalitelerini ve toleransları, kesme takımlarının sağlayabileceğinden daha iyi hale getirmek için aşındırıcı tekerler kullanır. Projeniz ayna parlaklığında yüzeyler veya mikron düzeyinde doğruluk gerektirdiğinde, taşlama işlemi vazgeçilmez hâle gelir.
Odyssey Machining gibi şirketler ve diğer özel hizmet veren sağlayıcılar genellikle birden fazla işlemi sıralı olarak birleştirir—kaba işlemenin frezelemeyle, bitirme işleminin taşlamayla ve detaylı işlemenin EDM ile yapılması gibi. Bu entegre yaklaşım, her yöntemin en iyi özelliklerini sunarken toplam üretim süresini en aza indirir.
Bu işlemler arasındaki farkları anlamak, iş parçanızın işlenmesi konusunda iş ortağınızla daha etkili iş birliği yapmanıza yardımcı olur. Parçanızın esnek frezeleme mi, verimli tornalama mı yoksa özel hassasiyet mi gerektirdiğini açıkça ifade edebildiğinizde, daha doğru fiyat teklifleri ve daha hızlı teslim süreleri alırsınız.
İşlenen Parçalar İçin Malzeme Seçimi Kılavuzu
İmalat sürecinizi seçtiniz. Şimdi eşit derecede kritik bir karar geliyor: parça hangi malzemeden yapılmalı? Bu seçim, projenizin her yönünü etkiler—imalat süresi ve takım aşınması ile son parça performansı ve toplam maliyet dahil. Doğru kararı verirseniz, beklentilerinizi aşan bileşenlere sahip olursunuz. Yanlış kararı verirseniz, gecikmelerle, bütçe aşımlarıyla veya sahada başarısız olan parçalarla karşılaşabilirsiniz.
Malzeme seçiminin zorluğunu oluşturan şey şudur: her zaman bir uzlaşma durumudur. Tops Best Precision firmasının üretim araştırmasına göre, alüminyum ve pirinç gibi yumuşak metaller mükemmel işlenebilirliğe sahiptir; ancak bu metallerin dayanıklılığı ve mukavemeti yetersiz kalabilir. Buna karşılık, titanyum ve paslanmaz çelik gibi daha sert malzemeler işlenmesi zor olsa da daha yüksek mukavemet, korozyon direnci ve dayanıklılık sunar.
Seçeneklerinizi açıklayalım, böylece alüminyum cnc makina hizmetleri veya başka herhangi bir malzeme gereksinimi için bilinçli kararlar verebilirsiniz.
Hafiflik Performansı İçin Alüminyum Alaşımları
Üreticiler, kaliteyi feda etmeden parçalara hızlı bir şekilde ihtiyaç duyduklarında alüminyum genellikle ilk sıraya gelir. Pirinç standardına kıyasla %90-95’lik işlenebilirlik oranı ile alüminyum işleme hizmetleri, kısa teslim süreleri ve mükemmel yüzey kalitesi sunar.
Alüminyum neden bu kadar iyi işlenir? Yüksek termal iletkenliği, kesme bölgesinden ısıyı hızla dağıtmayı sağlar; bu da takım ömrünü zedelemeksizin daha yüksek işleme hızlarının kullanılmasını mümkün kılar. Ethereal Machines’ın malzeme seçimi kılavuzuna göre Alüminyum 6061, dayanıklılık ve işlenebilirlik arasında dengeli bir oran sunarak otomotivden tüketici ürünlerine kadar çeşitli uygulamalarda çok yönlülük sağlar.
Alüminyum CNC frezeleme hizmeti tekliflerinde sıkça karşılaştığınız yaygın alüminyum alaşımları şunlardır:
- 6061-T6 —genel amaçlı uygulamalar için iyi dayanıklılık, kaynaklanabilirlik ve korozyon direnci sağlayan temel alaşım
- 7075-T6 —bazı çeliklere yaklaşan daha yüksek dayanıklılığa sahip, havacılık yapısal bileşenleri ve yüksek gerilimli uygulamalar için ideal alaşım
- 2024-T3 —uçak gövdesi ve yapısal parçaları için mükemmel yorulma direnci
- 5052—denizcilik ve kimyasal işlem ortamları için üstün korozyon direnci
Takas nedir? Alüminyumun daha düşük sertliği, aşırı aşınmaya veya yüksek sıcaklık uygulamalarına dayanamamasına neden olur. Bu tür durumlar için çelik veya egzotik alaşımlara başvurmanız gerekir.
Dayanıklılık İçin Çelik ve Paslanmaz Çelik Seçenekleri
Ağırlıktan daha çok mukavemet ve dayanıklılık önemli olduğunda çelik çeşitleri tercih edilen malzemeleriniz haline gelir. Ancak çelik ailesi geniş bir performans aralığına sahiptir — işlenebilirlik de aynı şekilde değişkenlik gösterir.
Karbon ve Alaşımlı Çelikler (örneğin 1018, 4140 ve 4340) mukavemet ile işlenebilirlik arasında makul bir denge sunar. Yaklaşık %70 oranında kesme zorluğu ile alüminyuma kıyasla önemli ölçüde daha zor kesilebilirler; ancak standart takım tezgâhları ile hâlâ işlenebilirler. Bu malzemeler, mukavemetin ek işlenme süresini haklı çıkardığı yapısal bileşenler, makine parçaları ve dişliler gibi uygulamalarda üstün performans gösterir.
Stainless steels farklı bir zorluk çıkarır. Malzeme araştırmalarına göre, 304 ve 316 gibi kalitelerin işlenebilirlik oranları yalnızca %30-40 arasındadır. Neden bu kadar zordur? Paslanmaz çelik, soğuk şekillendirmeyle sertleşir; yani kesme işlemi sırasında daha dayanıklı hâle gelir. Bu durum, daha düşük kesme hızları, daha rijit tezgâh ayarları ve daha sık takım değişimi gerektirir.
İşleme zorluklarına rağmen paslanmaz çeliğin özellikleri, belirli uygulamalarda bu çabayı haklı çıkarır:
- 304 paslanmaz —gıda işleme, mimari ve kimyasal uygulamalar için genel amaçlı korozyon direnci
- 316 jandarma —denizcilik, tıp ve ilaç sektörü ortamları için üstün korozyon direnci
- 17-4 PH —havacılık ve savunma bileşenleri için yüksek mukavemet sağlayan çökelme ile sertleşebilen kalite
- 303 paslanmaz çelik —yonga kırılmasını ve takım ömrünü iyileştirmek amacıyla sülfür ilavesi yapılmış kolay işlenebilir kalite
Projeniz paslanmaz çelik gerektiriyorsa, alüminyum frezeleme hizmeti tekliflerine kıyasla daha uzun teslim süreleri ve parça başına daha yüksek maliyetler beklemeniz gerekir. Malzemenin kendisi daha pahalıdır, makinelere işlenmesi daha yavaştır ve kesici takımları daha hızlı aşındırır—bu tüm faktörler, hizmet sağlayıcınızın fiyatlandırmasına dahil edilecektir.
Mühendislik Plastikleri ve Nadir Bulunan Malzemeler
Her bileşenin metal olması gerekmez. Mühendislik plastikleri, daha hafif ağırlık, kimyasallara dayanıklılık ve elektriksel yalıtım gibi benzersiz avantajlar sunar. Bununla birlikte, nadir bulunan alaşımlar, geleneksel malzemelerin başarısız olduğu aşırı koşulları karşılar.
Yaygın Mühendislik Plastikleri frezeleme ile üretilen bileşenler için:
- Delrin (Asetal) —çok iyi boyutsal kararlılığa sahip olup dişliler, rulmanlar ve mekanik bileşenler için idealdir; işlenmesi çok kolaydır
- PEEK —havacılık ve tıbbi implantlarda yaygın olarak kullanılan, maksimum 250°C sıcaklığa dayanabilen yüksek performanslı termoplastik
- UHMW —konveyör bileşenleri ve aşınmaya dayanıklı şeritler için üstün aşınma direnci ve düşük sürtünme katsayısı
- Polikarbonat —güvenlik camları ve koruyucu kapaklar için yüksek darbe direnci ve optik berraklık
Plastikler, hızlı işlenebilir ancak farklı değerlendirmeler gerektirir. Bazıları kesme ısısı altında eriyebilir veya çarpılabilirken, diğerleri çok agresif kesim yapıldığında çatlayabilir. İşleme ortağınız, hızları, ilerleme oranlarını ve soğutma stratejilerini buna göre ayarlamalıdır.
Eksotik alaşımlar zor işlenebilir ancak aşırı koşullarda kullanılmak zorunda olan malzemeler—spektrumun tam tersi ucunu işgal eder. Primo Medical Group şunu belirtiyor titan ve diğer egzotik alaşımlar gibi malzemeler, sertlikleri, korozyon dirençleri ve biyouyumlulukları gibi benzersiz özelliklerinden dolayı özel işleme teknikleri gerektirir.
Titanın işlenebilirlik oranı yalnızca %20-25’tir. Düşük ısı iletkenliği, kesme bölgesine ısıyı hapseder; bu nedenle düşük hızlar ve özel kaplamalı takımlar gerekir. Inconel ve diğer nikel süperalaşımların işlenebilirlik oranı daha da düşüktür (%10-15) ve takım arızasını önlemek için son derece dikkatli çalışmak gerekir.
Bu malzemeler, işlenme zorluklarını ne zaman haklı çıkarır? Titanyum, dayanım/ağırlık oranı eşsiz olan havacılık yapıları, tıbbi implantlar ve yüksek performanslı spor malzemelerinde kullanılır. Inconel ise diğer malzemeleri yok edecek aşırı ısı ve korozyona maruz kalan jet motoru parçaları ile nükleer uygulamalarda tercih edilir.
Malzeme Karşılaştırması Özet
Hizmet veren torna işleme sağlayıcınızla malzeme seçeneklerini tartışırken bu referans tablosunu kullanın:
| Malzeme | İşlenebilirlik Derecesi | Tipik Uygulamalar | Maliyet Düşünce |
|---|---|---|---|
| Bronz c36000 | %%100 (standart) | Bağlantı parçaları, elektriksel bileşenler, dekoratif donanım | Orta düzey malzeme maliyeti, en düşük tornalama maliyeti |
| Alüminyum 6061 | 90-95% | Uzay ve havacılık, otomotiv, elektronik muhafazalar | Düşük malzeme maliyeti, hızlı işlenebilirlik |
| Karbon Çelik 1018 | 70% | Yapısal parçalar, miller, makine bileşenleri | Düşük malzeme maliyeti, orta düzey tornalama süresi |
| Paslanmaz çelik 304 | 30-40% | Gıda işleme, tıbbi ve denizcilik ortamları | Daha yüksek malzeme maliyeti, daha yavaş tornalama |
| Titanyum 6Al-4V | 20-25% | Havacılık yapıları, tıbbi implantlar, savunma | Yüksek malzeme maliyeti, özel takım tezgâhları gerektirir |
| Inconel 718 | 10-15% | Jet motorları, nükleer reaktörler, aşırı ortamlar | Çok yüksek malzeme maliyeti, en yavaş tornalama |
| Delrin (Asetal) | Yüksek | Dişliler, yataklar, hassas mekanik parçalar | Orta düzey malzeme maliyeti, hızlı işlenme |
| PEEK | Orta derecede | Tıbbi implantlar, havacılık, kimyasal işlem | Yüksek malzeme maliyeti, sıcaklık kontrolü gerektirir |
Sektör-Spesifik Malzeme Gereksinimleri
Sektörünüz, saf performans değerlendirmelerinin ötesinde malzeme seçimlerinizi büyük ölçüde belirler. Düzenleyici gereksinimler ve sertifikasyon standartları seçeneklerinizi önemli ölçüde daraltır.
Tıbbi Cihaz Üretimi i̇mplant cihazlar için kanıtlanmış biyouyumluluk ve izlenebilirlik özelliklerine sahip malzemeler gerektirir. Titanyum, 316L paslanmaz çelik ve PEEK gibi özel polimerler, implant edilebilir cihazlar için FDA gereksinimlerini karşılar. İşleme ortağınız, malzemenin kaynağını ve ISO 13485 gibi standartlara uyumunu kanıtlayan belgeleri saklamak zorundadır.
Havacılık Uygulamaları tam malzeme izlenebilirliğine sahip sertifikalı alaşımlar gerektirir. Herhangi bir alüminyum kullanamazsınız—kimyasal bileşimi ve mekanik özellikleriyle ilgili fabrika sertifikalarına sahip havacılık sınıfı alüminyum kullanılmalıdır. Yaygın spesifikasyonlar arasında AMS (Havacılık Malzeme Spesifikasyonları) ve ASTM standartları yer alır.
Otomotiv Bileşenleri genellikle maliyet verimliliğini performans gereksinimleriyle dengelerler. Yüksek hacimli üretim, parça başına maliyetleri en aza indirirken dayanıklılık spesifikasyonlarını karşılamak için alüminyum ve kolay işlenebilir çelik gibi kolayca işlenebilen malzemeleri tercih eder.
Bu malzeme dinamiklerini anlamak, iş parçalarınızı işleyen ortağınızla daha etkili bir şekilde iş birliği yapmanıza yardımcı olur. İşlenebilirlik ile performans arasındaki uzlaşmaları tartışabildiğinizde, bütçenizi nereye yatıracağınız ve nerede tasarruf edeceğiniz konusunda daha iyi kararlar verebilirsiniz.

Tam Hizmetli İşleme İş Akışı Açıklaması
İşleme sürecinizi seçtiniz ve malzemenizi belirlediniz. Peki şimdi ne olacak? Birçok ilk kez satın alan müşteri için, başlangıç sorgusundan bitmiş parçaların teslimine kadar olan süreç sihirli bir kutu gibi görünür. Dosyalarınızı gönderdikten sonra ne olur? Her aşama ne kadar sürer? Tam iş akışını anlamak, gerçekçi beklentiler oluşturmanıza ve maliyetli yanlış iletişimleri önlemek için size yardımcı olur.
San Jose'deki bir makine atölyesiyle mi çalışıyorsunuz yoksa ülke genelindeki bir sağlayıcıyla mı? Çoğu saygın CNC işleme tesisi, benzer bir yapılandırılmış süreç izler. Siz de tam olarak ne bekleyeceğinizi bilmeniz için her adımı birlikte inceleyelim.
Gönderim İçin Tasarım Dosyalarınızı Hazırlamak
Projeniz, tasarım dosyalarınızı gönderdiğiniz anda başlar — ve bu dosyaları nasıl hazırladığınız, fiyat teklifi doğruluğu ile teslim süresini doğrudan etkiler. Sektörün iş akışı belgelerine göre, tipik bir sorgu paketi; CAD modellerini, teknik çizimleri, malzeme spesifikasyonlarını, miktar gereksinimlerini ve teslim tarihlerini içermelidir.
San Jose, CA'daki makine atölyeleri ve diğer profesyonel tesisler hangi dosya formatlarını tercih eder?
- STEP (.stp, .step) — 3B model değişimi için evrensel standart; neredeyse tüm CAM yazılımları tarafından okunabilir
- IGES (.igs, .iges) — yüzey ve katı geometri için eski ancak yaygın olarak desteklenen bir format
- DXF/DWG — düz parçalar ve ek boyutlandırmalar için gerekli olan 2B çizim dosyaları
- Yerel CAD Dosyaları —SolidWorks, Inventor veya Fusion 360 dosyaları, işletmenizin eşleşen yazılımı kullandığı sürece tam tasarım amacınızı korur
- PDF çizimler —Toleransları, yüzey kalitelerini ve özel gereksinimleri gösteren açıklama ekli 2B çizimler
Birçok alıcı tarafından gözden kaçırılan bir şey: Sadece 3B modeller yeterli değildir. California’daki makine atölyeniz, toleransları, yüzey kalite gereksinimlerini ve kritik özellikleri belirten boyutlandırılmış 2B çizimlere ihtiyaç duyar. 3B model, onlara ne şeklini yapacaklarını söyler; çizim ise bunu ne kadar hassasiyetle yapmaları gerektiğini belirtir.
Göndermeden önce şu yaygın sorunları tekrar kontrol edin:
- Tüm boyutlar uygun toleranslarla açıkça belirtilmiş mi?
- Hangi özelliklerin kritik olduğunu ve hangilerinin genel tolerans kapsamında olduğunu belirttiniz mi?
- Malzeme sınıfı açıkça belirtilmiş mi? (Sadece "alüminyum" değil, "6061-T6" gibi)
- Yüzey kalitesi gereksinimleri standart Ra değerleri kullanılarak not edilmiş mi?
- Gerekli miktar ve hedef teslim tarihi belirtilmiş mi?
Teklif ve İnceleme Süreci
Dosyalarınız ulaştıktan sonra teklif süreci başlar—ve bu süreç, birçok müşterinin fark ettiği kadar basit değildir. Stecker Machine’ın RFQ kılavuzuna göre, deneyimli atölye ekibi üyeleri, yeteneklerini ve uzmanlıklarını temel alarak gerçekleştirilebilirlik değerlendirmesiyle birlikte paketi incelemeye başlar.
Bu inceleme sırasında mühendisler, çizimlerinizde tutarsızlıkları, dar toleransları, endişe verici noktaları ve üretim süreçleriyle ilgili zorlukları analiz eder. Böylece sorunlar, pahalı hatalara dönüşmeden önce tespit edilir.
En iyi hizmet veren torna imalat sağlayıcıları yalnızca istediğiniz şeyi teklif etmez; aynı zamanda iyileştirme önerilerinde bulunur. Üretilebilirlik İçin Tasarım (DFM) analizi şu fırsatları belirler:
- Maliyetleri Düşürme malzeme değişiklikleri veya basitleştirilmiş geometriler yoluyla
- Kaliteyi artırma kritik olmayan özelliklerde toleransların ayarlanmasıyla
- Zamanları Kısaltın geometrinize daha uygun üretim süreçlerinin seçilmesiyle
- Olası arızaları ortadan kaldırma ince duvarlar, keskin iç köşeler veya diğer sorunlu özelliklerin tespitiyle
Karmaşıklık ve hacim, parçaların nasıl işleneceğini belirler. Bu bilgileri kullanarak, fiyat tahmincileri mühendislerle birlikte her bir takım için ve her bir işlem için ayrı ayrı zaman çalışmaları yaparlar. Bu çevrim süresi tahminleri, operatör kapasitesini, ekipman ihtiyaçlarını ve nihayetinde teklif edilen fiyatınızı belirler.
Alacağınız resmi teklif genellikle şunları içerir:
- Birim fiyatı ve toplam maliyet ayrıntısı
- Sipariş onayı ile sevkiyat tarihi arasındaki tahmini teslim süresi
- Malzeme maliyetleri (bazen ayrı olarak listelenir)
- Kurulum ücretleri ve takımlama gereksinimleri
- Toleranslar veya teknik özelliklerle ilgili açıklama içeren ifadeler
Üretimden Nihai Muayeneye Kadar
Teklifi onayladıktan ve siparişinizi doğruladıktan sonra üretim planlaması başlar. İşiniz, karmaşıklığına, malzeme mevcudiyetine ve makine programlamasına göre bir kuyruğa girer. İşte burada parçalarınız gerçekten hayat bulur.
Üretim aşaması, birbiriyle koordine edilmiş çok sayıda adımı içerir:
- Malzeme Kaynaştırma —Mağazanız, izlenebilirlik için genellikle fabrika sertifikalarına sahip olan ve belirttiğiniz kalite sınıfına uygun ham malzeme temin eder
- CNC Programlama —Mühendisler, hızı, doğruluğu ve kesici takım ömrünü optimize etmek amacıyla CAM yazılımı kullanarak takım yolları oluşturur
- Makine Kurulumu —Operatörler, özel parçanız için sabitleme aparatlarını monte eder, kesici takımları yükler ve makineyi kalibre eder
- İlk Ürün Üretimi —İlk parça işlenir ve üretim devam etmeden önce kapsamlı bir şekilde kontrol edilir
- Üretim Serisi —İlk örnek parça kontrolü geçtikten sonra kalan parçalar işlenir
- Süreç içi kalite kontrolleri —Operatörler, üretim süreci boyunca kritik boyutları doğrular
- İkincil İşlemler —Gerekirse parçalar kenar temizleme (deburring), yüzey işlemi veya ısı işlemine tabi tutulur
- Nihai denetim —Tamamlanan parçalar, kalibre edilmiş cihazlarla belirttiğiniz teknik özelliklere göre ölçülür
- Paketleme ve nakliye —Parçalar uygun şekilde korunur ve gerekli belgelerle birlikte sevk edilir
Kalite kontrolleri yalnızca üretim sonunda değil, sürekli olarak gerçekleştirilir. İlk örnek kontrolü özellikle kritiktir; bu aşamada programlama hataları, tezgâh ayar sorunları veya tasarım problemleri, tam üretim partisi için malzeme israfı yaşanmadan önce tespit edilir.
Tam İş Akışı Bir Bakışta
Başlangıçtan sonuca kadar, projenizin profesyonel bir imalat hizmeti tesisinde izlediği tipik süreç şu şekildedir:
- Tasarım Gönderimi —CAD dosyalarını, çizimleri ve teknik şartnameleri sağlarsınız
- Teklif Oluşturma —mühendisler uygulanabilirliği değerlendirir ve fiyat teklifi hazırlar
- Tasarım incelemesi ve üretim açısından tasarımı (DFM) —olası iyileştirmeler belirlenir ve görüşülür
- Sipariş onayı —teklifi onaylarsınız ve satın alma yetkisi verirsiniz
- Üretim planlama —işiniz, teslim süresi taahhütlerine göre sıraya girer
- Malzeme Temini —ham madde, belirttiğiniz özelliklere uygun olarak temin edilir
- Imalat işlemleri —CNC ekipmanları, ham maddeyi bitmiş parçalara dönüştürür
- Muayene ve Kalite Kontrol —parçalar, boyutsal ve kalite gereksinimleriyle karşılaştırılarak doğrulanır
- Nakliye ve teslimat —tamamlanmış parçalar, belgeleriyle birlikte tesisinize ulaşır
Bu iş akışını anlamak, projelerinizi daha etkili planlamanıza yardımcı olur. Güncellemeleri ne zaman bekleyeceğinizi, atölyenizin her aşamada hangi bilgilere ihtiyaç duyduğunu ve teslimat tarihinizi erteleyebilecek gecikmelerden nasıl kaçınacağınızı bileceksiniz.
Artık süreci anladığınıza göre, bir sonraki mantıklı soru şu olur: Bütün bunların gerçek maliyeti ne kadar olacak? Fiyatlandırmayı etkileyen birkaç faktör vardır ve bunlar ilk bakışta açık değildir; ancak bu faktörleri bilmek, daha akıllıca tasarım yapmanıza ve bütçenizi daha doğru şekilde oluşturmanıza yardımcı olabilir.
Hizmet Talaşlı İmalat Maliyetlerini Etkileyen Faktörler
Çoğu sağlayıcının sizinle ilk görüşmede paylaşmadığı şey şudur: işlenmiş parçalar için ödediğiniz fiyat, sizin kontrol ettiğiniz kararlara bağlıdır. Malzeme seçimi, tolerans spesifikasyonları, yüzey işlemi gereksinimleri ve sipariş hacmi, nihai faturanızı — bazen oldukça belirgin şekilde — etkiler. Bu değişkenleri anladığınızda, projelerinizin bütçelendirilmesinde ve tedarikçilerle müzakerelerde tamamen kontrolü elinizde tutarsınız.
Unionfab'ın kapsamlı maliyet analizine göre, CNC tornalama maliyetleri, parça geometrisi, malzeme seçimi, işleme stratejisi, tolerans gereksinimleri ve üretim hacmi gibi faktörlere bağlı olarak önemli ölçüde değişir. Bir sonraki teklif talebinizi iletmekten önce bilinçli kararlar verebilmeniz için her bir faktörü inceleyelim.
Malzeme Seçiminizin Bütçenizi Nasıl Etkilediği
Malzeme seçiminiz, ham madde fiyatı, işleme süresi, kesici takım aşınması ve hatta nakliye ağırlığı olmak üzere tüm maliyet kategorilerini etkiler. Akıllıca seçim yaparsanız değer optimizasyonu sağlarsınız; yanlış seçim yaparsanız ürününüzün kalitesini artırmayan ek ücretler ödersiniz.
Sadece ham madde maliyetlerini göz önünde bulundurun. Sektör fiyatlandırma verilerine göre, malzemeler belirgin maliyet kademelerine ayrılır:
- Düşük maliyet ($) —Alüminyum ve PMMA (Akrilik), en ekonomik başlangıç noktasını sunar
- Orta düzey maliyet ($$) —POM, PTFE, Naylon ve FR4 gibi kompozit malzemeler
- Yüksek maliyet ($$$) —Bakır, pirinç, tunç, çelik, paslanmaz çelik ve PC ile ABS gibi mühendislik plastikleri
- Premium maliyet ($$$$$) —Magnezyum, titanyum, PEEK ve teknik seramikler
Ancak ham madde fiyatı, hikâyenin yalnızca bir kısmını anlatır. Bay Area'daki bir torna atölyesi aynı zamanda işlenebilirliği — yani malzemenin ne kadar hızlı ve kolay kesilebileceğini — de dikkate alacaktır. Alüminyum, paslanmaz çelikten 3-4 kat daha hızlı işlenir. Bu hız farkı, doğrudan daha düşük işçilik ve makine zamanı maliyetlerine dönüşür.
İşte pratik çıkarım: gereksinimlerinizi alüminyum karşılayabiliyorsa titanyum belirtmeyin. Karbon çeliği yeterli korozyon direnci sağlıyorsa paslanmaz çelik kullanmayı varsayılan seçenek olarak seçmeyin. Her fazladan spesifikasyon, uygulamanıza değer katmadan maliyeti artırır.
Tolerans-Maliyet İlişkisi
Daha dar toleranslar her zaman daha fazla maliyet oluşturur—ancak bu ilişki doğrusal değildir. Fictiv’in üretim tasarımı araştırmasına göre, "en az çaba" tolerans bölgesi içindeki tasarımlar ISO 2768 orta standardını kullanır; bu standart, standart CNC makineleriyle kolayca elde edilebilen ile fonksiyonel parçalar için gerekli olan toleranslar arasında iyi bir dengeyi temsil eder.
Neden dar toleranslar maliyetleri artırır? Birden fazla faktör bir araya gelerek bu etkiyi artırır:
- Alet sapmasını ve termal etkileri azaltmak için —yüksek hassasiyet elde etmek, agresif malzeme kaldırma yerine dikkatli ve ölçülü kesimler gerektirir
- Ek işlem adımları —özelliklerin önce kabataslak işlenmesi, ardından ayrı bir bitirme işlemiyle tamamlanması gerekebilir
- Uzmanlaşmış kesici takımlar —yüksek hassasiyetli işlemler genellikle daha kaliteli kesici takımlar ve daha düşük runout (dönme ekseni sapması) gerektirir
- Uzatılmış muayene süresi —her dar tolerans, kalibre edilmiş ölçüm ekipmanlarıyla doğrulanmalıdır
- Daha yüksek reddetme oranları —şartnamelere uymayan parçalar hurdaya çıkarılmalı ya da yeniden işlenmelidir
En akıllı yaklaşım mı? Sadece fonksiyonel gereksinimlerin zorunlu kıldığı yerlerde dar toleranslar uygulamaktır. Mass Precision San Jose ya da başka herhangi bir yerdeki bir hassas işleme atölyesi de aynı şeyi söyleyecektir: ±0,001" toleransını yalnızca kritik eşleşen yüzeyler için belirtin ve kritik olmayan özellikler için standart ±0,005" veya daha gevşek değerleri kullanın.
Exact Machine Service’in maliyet analizine göre, parçaların işlevsel gereksinimlerine dayalı olarak gerekli toleranslar ve yüzey pürüzlülükleri belirlenmeli; böylece hassasiyet ile maliyet arasında dengeli bir yaklaşım sağlanmalıdır.
Toplu Satın Alma Fiyatlandırması ve Kurulum Dikkat Edilmesi Gereken Hususlar
Her üretim partisi, sabitlerin yüklenmesi, takımların monte edilmesi, makinenin kalibre edilmesi ve ilk parça üretimiyle başlayan bir kurulum aşamasıyla başlar. Bu maliyetler, 10 parça mı yoksa 1.000 parça mı ürettiğinizden bağımsız olarak nispeten sabit kalır. Bu dinamiği anlayarak, parça başına fiyatın miktar arttıkça büyük ölçüde düşmesinin nedenini açıklayabilirsiniz.
Şu senaryoyu düşünün: San Jose, CA'daki bir makine atölyesi, kurulum maliyeti olarak 500 USD ve işlenecek her parça için 20 USD makine zamanı ücreti teklif ediyor. 10 parça siparişi verdiğinizde kurulum payınız parça başına 50 USD olur. 100 parça siparişi verdiğinizde bu tutar parça başına 5 USD’ye düşer. İşleme maliyeti sabit kalırken toplam parça başına maliyetiniz 70 USD’den 25 USD’ye düşer.
Toplam proje maliyetiniz üzerindeki etkilerine göre maliyet faktörleri şu şekilde sıralanmıştır (en yüksek etkiden en düşük etkiye):
- Parça Karmaşıklığı ve Geometrisi —çoklu kurulumlar, özel takımlar veya 5 eksenli işleme gerektiren karmaşık tasarımlar, primli fiyatlandırmaya neden olur
- Malzeme Seçimi —egzotik alaşımlar ve işlenmesi zor malzemeler hem ham madde hem de işlem maliyetlerini artırır
- Tolerans Gereksinimleri —her ondalık basamağa kadar olan hassasiyet, orantısız şekilde maliyeti artırır
- Sipariş miktarı —Daha yüksek miktarlar, kurulum maliyetlerini amorti eder ve parti fiyatlandırmasına uygunluk sağlayabilir
- Yüzey bitimi özellikleri —İşlenmeden sonra yüzey pürüzlülüğü (Ra 3,2 μm) değerinin üzerinde bitirme işlemleri, ek işlem gerektirir
- İkincil İşlemler —Isıl işlem, anodizasyon, kaplama veya boyama işlemleri, işlemenin ardından ek maliyet getirir
- Teslimat süresi gereksinimleri —Hızlandırılmış teslimat genellikle acil işlem ücretleri doğurur
Fonksiyonelliği korumadan maliyetleri azaltmak istiyor musunuz? Fictiv’in üretim en iyi uygulamalarına göre, aşağıdaki tasarım değişiklikleri en büyük tasarrufları sağlar:
- Geometriyi Basitleştir —İşleme süresini artıran keskin iç köşeleri, derin cepleri ve karmaşık özellikleri en aza indirin
- Standart Takım Boyutlarını Kullanın —Yaygın kullanılan uç frezeler ve matkaplarla uyumlu özellikler tasarlamak, kurulum ve takımlandırma maliyetlerini azaltır
- Daha az kurulum için tasarlayın —İki veya daha az kurulumda işlenebilen parçalar, yeniden konumlandırma süresinden ve tolerans birikiminden kaçınır
- Sadece fonksiyonel bitirme işlemlerini belirtin —Yalnızca estetik veya işlevsel gereksinimler gerektirdiğinde parlatılmış yüzeyler talep edin
- Biraz daha büyük parti boyutlarını göz önünde bulundurun —Parça başına maliyet açısından orantısız tasarruf sağlamak için genellikle 25 birimden 50 birime geçilir
Körfez Bölgesi’ndeki makine atölyeleri ve ülke çapındaki hassas imalat atölyeleri benzer maliyet yapıları kullanır. Onların fiyatlandırmalarını belirleyen faktörleri anlayarak daha akıllı parça tasarımı yapabilir, daha iyi hazırlanmış teklifler sunabilir ve tahminlere dayalı değil, bilgiye dayalı bir konumdan müzakere edebilirsiniz.
Bu maliyet faktörleri, projenizin sektör özel sertifikasyonları gerektirdiği durumlarda özellikle kritik hâle gelir. Havacılık, otomotiv ve tıbbi uygulamalar hem fiyatlandırmayı hem de ortak seçimi etkileyen uyumluluk gereksinimleri ekler—bu konuları bir sonraki bölümde inceleyeceğiz.
Endüstriyel Uygulamalar ve Sertifikasyon Gereksinimleri
Tüm iş parçaları işleme sağlayıcılarının eşit olduğunu mu düşünüyorsunuz? Tekrar düşünün. Dekoratif donanım üreten atölye, uçak bağlantı parçaları veya cerrahi implantlar üreten bir atölyeden tamamen farklı kurallar çerçevesinde çalışır. Sektörünüz, ürettiğiniz ürünleri değil yalnızca belirler—aynı zamanda iş parçaları işleme ortağınızın üretim sürecinin her adımını nasıl yönetmesi, belgelendirmesi ve doğrulaması gerektiğini de belirler.
Bu sertifikasyon gereksinimlerini anlamak, potansiyel ortaklarınızı değerlendirmenize ve maliyetli hatalardan kaçınmanıza yardımcı olur. Üretim sertifikasyonu araştırmalarına göre, iş parçaları işleme alanında sertifikalar yalnızca bir formalite değildir—tedarikçi seçimi, sözleşme uygunluğu ve düzenleyici uyumluluk üzerinde hüküm süren kritik bir gereksinimdir.
Otomotiv Bileşeni Gereksinimleri ve Sertifikaları
Otomotiv endüstrisi, büyük ölçekte tutarlılığı gerektirir. Binlerce özdeş bileşen ürettiğinizde ve bu bileşenler araç montaj hatlarına yönelikse, değişkenlik sadece istenmeyen bir durum değil—kabul edilemez bir durumdur. Bu nedenle otomotiv OEM’leri, sözleşmeleri vermeden önce tedarikçilerin katı sertifikasyon standartlarını karşılamalarını şart koşar.
IATF 16949 sertifikasyonu iATF 16949:2016, otomotiv kalite yönetiminde altın standarttır. Uluslararası Otomotiv Görev Gücü tarafından yayımlanan bu standart, ISO 9001’e dayanmakta ancak otomotiv sektörüne özel gereksinimler de eklemektedir. Buna göre AIAG’ın sertifikasyon rehberine göre IATF 16949:2016, küresel otomotiv endüstrisindeki kuruluşlar için kalite yönetim sistemi gereksinimlerini tanımlar.
IATF 16949’u genel kalite sertifikalarından ayıran nedir? Bu standart aşağıdaki unsurlara vurgu yapar:
- Eksiklik Önlemesi —olası hataları ortaya çıkarmak ve bunları oluşmadan önce ortadan kaldırmak için sistemli yaklaşımlar
- Varyasyon azaltma —süreç kontrolünü zaman içinde daha da sıkılaştıran sürekli iyileştirme protokolleri
- Atık eliminasyonu —Kalite yönetimi içinde entegre edilen lean üretim prensipleri
- Müşteri Özel Gereksinimleri —Bireysel OEM spesifikasyonlarını dahil etme esnekliği
İstatistik süreç kontrolü (spc) otomotiv üretiminde kritik bir rol oynar. Parçaların üretim sonrası denetlenmesi yerine, İstatistiksel Süreç Kontrolü (SPK), kusurlu bileşenlerin üretildiği aşamadan önce süreçteki sapmaları gerçek zamanlı olarak izler. Kontrol grafikleri, yeterlilik indeksleri ve eğilim analizi, sertifikalı tesisler için standart araçlar haline gelir.
Kaliforniya'daki CNC torna tezgâhı atölyeleri ve otomotiv sektörüne hizmet veren havacılık CNC torna tezgâhı tesisleri için bu sertifikalar isteğe bağlı ek unsurlar değil; iş yapmak için gerekli ön koşullardır. General Motors, Ford ve Stellantis gibi büyük OEM'ler, iş parçalarını işleyen tedarikçilerinden IATF 16949 sertifikası talep eder.
Sertifikalı tesisler gibi Shaoyi Metal Technology bu otomotiv endüstrisi taleplerini, IATF 16949 sertifikasyonu ve sıkı SPC protokolleriyle karşılar. İşletmeleri, yüksek hassasiyetli şasi montajları ile hassas bileşenler üretirken, otomotiv tedarik zincirlerinin gerektirdiği belgelendirme ve izlenebilirliği sağlar.
Havacılık Hassasiyeti Standartları
Eğer otomotiv sektörü tutarlılığı talep ediyorsa, havacılık sektörü mükemmeliyeti —ayrıca kanıtlarıyla birlikte— talep eder. Her malzeme, her işlem ve her ölçümün belgelenmesi ve izlenebilir olması gerekir. Bileşen arızasının felaket sonuçlara yol açabileceği durumlarda, sertifikasyon gereksinimleri bu riskleri yansıtır.
AS9100 sertifikasyonu iSO 9001’e dayanarak, havacılık, savunma ve uzay sistemleri için özel olarak tasarlanmış katı kalite gereksinimlerini ekler. Sektör araştırmalarına göre, küresel havacılık şirketlerinin %80’inden fazlası, CNC tedarikçilerinden AS9100 sertifikasyonu talep eder.
AS9100’ü genel kalite standartlarından ayıran nedir?
- Tam malzeme izlenebilirliği —her bileşen, belgelenmiş ısı numaraları ve fabrika sertifikalarıyla desteklenen sertifikalı ham malzemeye geri dönülebilir şekilde bağlanır.
- İlk Makale Muayenesi (FAI) —AS9102 uyumlu belgeler, ilk üretim aşamasının tüm teknik şartnamelere uygun olduğunu kanıtlar
- Yapılandırma yönetimi —katı revizyon kontrolü, parçaların geçerli mühendislik sürümleriyle eşleştiğini garanti eder
- Risk yönetimi —resmi süreçler, olası kalite sorunlarını tanımlar, değerlendirir ve azaltır
- Sahte parça önleme —doğrulama prosedürleri, malzemenin orijinalliğini sağlar
Belge yükü üretim süreci boyunca devam eder. Havacılık sektörüne hizmet veren bir CNC makine atölyesi, Kaliforniya’daki tesisinde aşağıdaki kayıtları tutmak zorundadır:
- Ham madde sertifikaları ve kaynak doğrulaması
- Her işlem için kullanılan takım yolları ve CNC programları
- Operatör yeterlilikleri ve eğitim kayıtları
- Tüm ölçüm ekipmanlarının kalibrasyon durumu
- Her kritik boyut için tam inceleme verileri
Metal işleyen San Jose, CA sağlayıcıları ve diğer bölgesel atölyeler için AS9100 sertifikasyonu elde etmek, belgelendirme sistemlerine, eğitimlere ve denetim hazırlıklarına önemli yatırım gerektirir. Ancak bu sertifikasyon, sertifikasız rakiplerin ulaşamayacağı havacılık sözleşmelerine erişim imkânı sağlar.
Tıbbi Cihaz Üretimi Konuları
Tıbbi cihaz üretimi, düzenleyici karmaşıklığa bir başka katman daha ekler. İşlenmiş bileşenler tanısal ekipmanların veya yerleştirilebilir cihazların bir parçası haline geldiğinde, hasta güvenliği tüm gereksinimleri belirler.
Göre ABD Gıda ve İlaç Dairesi (FDA) düzenleyici rehberi , üreticilerin ürünlerinin ilgili gereksinimleri ve spesifikasyonları sürekli olarak karşılamasını sağlamak amacıyla kalite sistemleri oluşturup bunlara uymaları gerekir. FDA tarafından denetlenen cihazlar için bu kalite sistemleri, geçerli iyi üretim uygulamaları (CGMP) olarak bilinir.
ISO 13485 Sertifikasyonu tıbbi cihaz kalite yönetimini özel olarak ele alır. Yapı itibarıyla ISO 9001 ile benzerlik gösterse de aşağıdaki gereksinimleri de ekler:
- Tasarım Kontrolleri —Cihazların amaçlanan kullanım gereksinimlerini karşıladığının sistematik doğrulanması
- Süreç doğrulaması —Üretim süreçlerinin tutarlı bir şekilde kabul edilebilir sonuçlar ürettiğine dair belgelendirilmiş kanıt
- Biyouyumluluk Belgeleri —Malzemelerin hastalarda olumsuz tepkilere neden olmayacağına dair kanıt
- Sterilizasyon Validasyonu —Sterilizasyon süreçlerinin gerekli sterilitenin sağlanması düzeyine ulaştığının doğrulanması
- Şikayet yönetimi —Ürün sorunlarını izlemek ve araştırmak için resmi sistemler
ABD'de FDA Kalite Sistemi Yönetmeliği (21 CFR Bölüm 820), düzenleyici çerçeveyi sağlar. FDA belgelerine göre, Kalite Sistemi Yönetmeliği, üreticilerin kendi özel cihazlarına uygun prosedürler geliştirmelerini ve bunlara uymalarını gerektiren bir "kasa" yaklaşımı benimser.
Bu, iş parçalarınızı işleyen ortağınız için ne anlama gelir? Aşağıdakileri sürdürmeleri gerekir:
- Üretilen her partiyi kapsayan tam cihaz geçmişi kayıtları
- Belgelendirilmiş parametrelerle doğrulanmış üretim süreçleri
- Ulusal standartlara göre izlenebilir kalibreli ölçüm ekipmanları
- Ürün gereksinimlerine uygun kontrol edilmiş ortamlar
- Yetkinliklerini kanıtlayan personel eğitim kayıtları
FDA, yakın zamanda ISO 13485:2016'yı düzenleyici çerçeveye dahil eden Kalite Yönetim Sistemi Yönetmeliği (QMSR) Nihai Kuralı yayınladı. Bu uyumlaşma, tıbbi cihaz işleme tedarikçilerinin FDA gereklilikleri ve uluslararası standartlarla ikili uyumluluğa gittikçe daha fazla ihtiyaç duyduğu anlamına gelir.
Doğru Sertifikalı Ortak Seçimi
Hangi sertifikaların en önemli olduğunu sektörünüz belirler. İşte kısa bir referans:
| Sektör | Birincil Sertifika | Ana Gereksinimler |
|---|---|---|
| Otomotiv | IATF 16949 | SPC, kusur önleme, müşteriye özel gereksinimler |
| Havacılık/Savunma | AS9100 | Tam izlenebilirlik, FAI, yapılandırma yönetimi |
| Tıbbi Cihazlar | ISO 13485 | Tasarım kontrolleri, süreç doğrulama, şikayet işleme |
| Genel endüstriyel | ISO 9001 | Kalite yönetimi temelleri, sürekli iyileştirme |
Bir sektör için sertifikalı bir işletmenin otomatik olarak başka bir sektör için de uygun olduğunu varsaymayın. AS9100 sertifikalı havacılık tedarikçileri, otomotiv sektörünün gerektirdiği yüksek hacimli üretim sistemlerine sahip olmayabilir. Tıbbi cihaz uzmanlarının, havacılık sektörünün talep ettiği egzotik alaşımlarla ilgili deneyimi olmayabilir.
Potansiyel ortakları değerlendirirken sertifikaları doğrudan doğrulayın. Sertifika kopyalarını isteyin, geçerlilik tarihlerini kontrol edin ve kapsamın belirli ürün tiplerinizi kapsadığını teyit edin. Sertifikasyon kuruluşları, tedarikçinin durumunu bağımsız olarak doğrulayabileceğiniz genel erişime açık veritabanları sürdürüyor.
Bu sertifikasyon gereksinimleri, hizmet frezeleme işlemlerine maliyet ve karmaşıklık ekler—ancak bunlar önemli nedenlerle var olurlar. Parçalarınız araçlara, uçaklara veya tıbbi cihazlara monte edildiğinde, bu yüksek riskli uygulamalar, titiz kalite sistemlerine yapılan yatırımı haklı çıkarır. Her sektörün ne talep ettiğini anlamak, vaatlerini gerçekten yerine getirebilecek ortaklar bulmanıza yardımcı olur.
Sertifikalar, temel kalite sistemlerini belirler; ancak iş parçalarının bireysel olarak sizin belirttiğiniz özelliklere uyup uymadığını iş parçaları üreticileri nasıl doğrular? Cevap, muayene yöntemleri ve kalite güvencesi protokolleriyle ilgilidir—bu da bir sonraki konumuzdur.
Kalite Güvencesi ve Tolerans Doğrulaması
İş parçalarınızın üretimini yapan ortağınız etkileyici bir sertifikaya sahiptir. Ancak asıl soru şu şekildedir: Parçalarınızın belirttiğiniz teknik özelliklere gerçekten uyduğunu nasıl kanıtlarlar? Sertifikalar sistemleri tanımlar; muayene ise sonuçları doğrular. Profesyonel tesislerin boyutları nasıl ölçtüğünü, nasıl belgelediğini ve nasıl doğruladığını anlamak, kalite iddialarını değerlendirmenize ve sevkiyatınızla birlikte aldığınız muayene raporlarını yorumlamanıza yardımcı olur.
Bir makine imalatı tesisiyle Santa Clara merkezli bir kuruluşla mı çalışıyorsunuz yoksa Santa Clara, CA'daki makine imalatı tesislerinden mi sipariş veriyorsunuz, bu fark etmez; saygın sağlayıcılar arasında kalite güvencesi temelleri tutarlıdır.
Tolerans Özelliklerini Anlamak
Herhangi bir ölçüm yapılmadan önce, herkesin "kabul edilebilir" kavramı üzerinde anlaşması gerekir. Tolerans spesifikasyonları, nominal boyutlardan izin verilen sapmayı tanımlar ve bu dilin anlaşılması, iş parçanızı işleyen ortağınızla etkili iletişim kurmanıza yardımcı olur.
Toleranslar, mühendislik çizimlerinde birkaç farklı şekilde yer alır:
- İkili taraflı toleranslar — her iki yönde de izin verilen sapma (örn. 25,00 ±0,05 mm)
- Tek yönlü toleranslar — yalnızca tek bir yönde izin verilen sapma (örn. 25,00 +0,00/–0,10 mm)
- Limit boyutlar — açıkça belirtilen maksimum ve minimum değerler (örn. 24,95–25,05 mm)
- GD&T işaretlemeleri — şekil, yön ve konum üzerinde kontrol sağlayan geometrik boyutlandırma ve toleranslama sembolleri
Bu durum kalite doğrulaması açısından neden önemlidir? Şuna göre: CMM metrolojisi araştırması gelişmiş sistemler, karmaşık geometrileri olağanüstü doğrulukla ölçebilir; çoğu zaman ölçüm belirsizlikleri mikrometre düzeyine inebilir. Ancak tolerans spesifikasyonları net bir şekilde tanımlanmamışsa, en gelişmiş ekipman bile hiçbir anlam ifade etmez.
Muayene işlemi çiziminizle başlar. Kritik olarak işaretlenen her boyut ölçülür ve belgelenir. Standart toleranslara sahip özellikler, %100 muayene yerine örneklemeye dayalı olarak kontrol edilebilir—bu, kapsamlılık ile mali verimliliği dengelerken uygulanan pratik bir yaklaşımdır.
Muayene Yöntemleri ve Ekipmanları
Profesyonel hizmet frezeleme tesisleri, her biri belirli ölçüm zorluklarına uygun çeşitli muayene teknolojilerini kullanır. Bu araçları anlayarak, parçalarınızın doğrulanması sürecinde nelerin yer aldığını daha iyi takdir edebilirsiniz.
Koordinat ölçüm makineleri (CMM) boyutsal doğrulama için altın standartı temsil eder. Sektör belgelerine göre, KMM'ler (Koordinat Ölçüm Makineleri), boyutları, toleransları ve geometrik ilişkileri hesaplamak üzere yazılım tarafından işlenen veri noktalarını yakalar. Bu gelişmiş cihazlar, tam konumları belirlemek için X, Y ve Z eksenlerini kullanan üç boyutlu bir koordinat sistemi içinde çalışır.
KMM'leri özellikle değerli kılan nedir? Bunlar aşağıdaki alanlarda üstün performans gösterir:
- El aletleriyle erişilemeyen karmaşık 3B geometrilerin ölçülmesi
- Tekrarlanabilir, operatöre bağımlı olmayan sonuçların sağlanması
- Tam veri dokümantasyonu içeren otomatik muayene raporlarının oluşturulması
- Gerçek pozisyon ve profil toleransları da dahil olmak üzere GD&T (Geometrik Boyutlandırma ve Toleranslama) spesifikasyonlarının doğrulanması
Optik karşılaştırıcılar büyütülmüş parça profillerini referans örtüşmelerine karşı görsel karşılaştırma amacıyla ekranlara yansıtmak. Bu temassız sistemler aşağıdaki durumlar için oldukça uygundur:
- Kırılgan veya kolayca deform olan parçalar
- Diş profilleri ve dişli çark dişleri
- Kenar kırıkları ve pahlar
- Üretim sırasında hızlı görsel doğrulama
Yüzey pürüzlülüğü test cihazları i̇şlenmiş yüzeylerin mikroskobik dokusunu ölçer. Çiziminiz Ra değerlerini (aritmetik ortalama pürüzlülük) belirttiğinde bu cihazlar, yüzey boyunca bir stilus sürerek elde edilen profili analiz ederek uygunluğu doğrular.
Yaygın denetim yöntemlerinin karşılaştırması şu şekildedir:
| Kontrol yöntemi | Tipik doğruluk | En İyi Uygulamalar | Sınırlamalar |
|---|---|---|---|
| KMM (Temsilci) | ±0,001–0,003 mm | Karmaşık 3B geometri, GD&T doğrulaması, üretim parçaları | Basit ölçümler için daha yavaştır, kontrollü ortam gerektirir |
| Optik Karşılaştırıcı | ±0,01–0,025 mm | Profil denetimi, vida doğrulaması, görsel karşılaştırma | sadece 2B, operatör yorumu gerekir |
| Mikrometreler/Kumpaslar | ±0,01–0,025 mm | Hızlı kontroller, dış boyutlar, basit özellikler | Manuel işlem, erişilebilir yüzeylere sınırlı |
| Yükseklik ölçüm aletleri | ±0.01mm | Basamak yükseklikleri, referans düzlemleri, yüzey plakası çalışmaları | Düz bir referans yüzeyi gerektirir |
| Yüzey pıhtılık ölçeri | 0,001 μm Ra çözünürlüğüne kadar | Yüzey kalitesi doğrulaması, süreç geçerliliği | Sadece dokuyu ölçer, boyutsal doğruluğu değil |
| 3B tarama | ±0,025–0,1 mm | Karmaşık şekiller, ters mühendislik, sapma haritalama | Koordinat ölçüm makinesinden (CMM) daha düşük doğruluk, sonrası işleme gereklidir |
Bir makine atölyesi Santa Clara CA veya herhangi bir kalite odaklı tesis genellikle birden fazla yöntemi bir araya getirir. Kritik özelliklerin nihai muayenesi için KOÖ'ler (Koordinat Ölçüm Makineleri) kullanılırken, elle kullanılan ölçüm aletleri işlenme operasyonları sırasında süreç içi kontrolleri destekler.
Dokümantasyon ve İzlenebilirlik
Uygun belgelendirme olmadan ölçümler hiçbir anlam ifade etmez. Profesyonel kalite güvencesi, yalnızca ölçümler almayı değil; ham madde aşamasından nihai sevkiyata kadar tam izlenebilirliği de kapsar.
İlk Makale Muayenesi (FAI) üretim kalitesinin temelini oluşturur. PMP Metals’in üretim araştırmasına göre, FAI (İlk Parça Muayenesi), bir parçanın veya montajın müşteri tarafından tanımlanan ya da mühendislik tarafından belirlenen tasarım spesifikasyonlarına, çizimlerine ve gereksinimlerine uygun olarak üretildiğini garanti eden resmi, yazılı bir süreçtir.
Kapsamlı bir FAI neleri içerir?
- Balonlu çizim —referans amacıyla numaralandırılmış her boyut
- Boyutsal Sonuçlar Tablosu —belirtilen toleranslarla karşılaştırılan ölçülen değerler
- Malzeme Sertifikasyonları —doğru alaşım ve ısıl işlemi kanıtlayan belgeler
- Süreç kayıtları —üretimde kullanılan makine ve takımlama bilgileri
- Onaylar —Doğrulamayı onaylayan operatör ve denetçi imzaları
İlk üretim partilerinde, mühendislik değişikliklerinden sonra, üretim yerleri değiştiğinde veya uzun süreli üretim aralarından sonra kritik noktalarda FAI gerçekleştirilir. Bu kontrol noktası sistemi, sorunların tam üretim miktarlarında çoğalmasından önce tespit edilmesini sağlar.
İşlem İçindeki Denetim üretim süreçleri boyunca devamlı doğrulama sağlar. Operatörler, sürecin kararlılığını doğrulamak için kritik boyutları düzenli aralıklarla —örneğin her 10. veya 25. parçada— kontrol eder. Herhangi bir sapma, tolerans dışı parçaların birikmesinden önce soruşturmayı tetikler.
Nihai denetim protokoller, parça sevk edilmeden önce tamamlanmış ürünleri doğrular. Gereksinimlerinize ve sektör standartlarınıza bağlı olarak bu işlem şunları içerebilir:
- tüm kritik özelliklerin %100 kontrolü
- Parti büyüklüğüne ve kabul edilebilir kalite seviyelerine (AQL) dayalı istatistiksel örnekleme
- Belirtildiği gibi spesifikasyonlara uygunluğu belgeleyen Uygunluk Belgesi
- Gerçek ölçülen değerleri içeren tam boyutsal raporlar
Kalite Yönetim Sistemleri bu unsurları bir araya getirir. ISO 9001:2015 standardına göre yapılan araştırmalara göre, bu uluslararası olarak tanınan standart, şirketlerin müşteri beklentilerini karşılamalarını ve aşmalarını sağlamak için bir ölçüttür. ISO sertifikalı bir makine atölyesi, tutarlı kalite ve güvenilirliği garanti eden sağlam bir Kalite Yönetim Sistemi (QMS) uygulamıştır.
ISO 9001:2015 sertifikasyonu parçalarınız için aslında ne anlama gelir?
- Belgelenmiş prosedürler, işinizi hangi operatörün gerçekleştirdiğine bakılmaksızın tutarlı süreçleri sağlar
- Kalibrasyon programları, ölçüm ekipmanlarının doğruluğunu koruduğunu doğrular
- Düzeltici faaliyet sistemleri, sorunları tekrar tekrar değil, sistematik olarak ele alır
- Yönetim incelemesi, duraklamak yerine sürekli iyileşmeyi sağlar
ISO 9001’in ötesinde, sektör özelindeki sertifikalar özel gereksinimler ekler. AS9102, havacılık sektöründe İlk Parça Muayenesi (FAI) belgelendirmesini düzenler. IATF 16949, otomotiv sektöründe İstatistiksel Süreç Kontrolü (SPC) protokollerini zorunlu kılar. ISO 13485, tıbbi cihazlarda izlenebilirliği ele alır. Uygulamanız hangi standartların geçerli olduğunu ve iş parçalarınızı işleyen ortağınızdan hangi belgeleri beklemeniz gerektiğini belirler.
Kalite güvencesi, sonunda kanıtla doğrulanmış güvene dayanır. Sertifikalar sistemleri oluşturur. Muayene ekipmanları yeteneği sağlar. Belgeler ise sonuçları kanıtlar. Hizmet veren tornalama sağlayıcılarını değerlendirirken, yalnızca iddia edilen yeteneklerin ötesine geçerek, teslim ettikleri ürünleri aslında nasıl doğruladıklarını anlamaya çalışın.

Hizmet Veren Tornalama Yönteminin Alternatif Üretim Yöntemleriyle Karşılaştırılması
Servis tornalamasının nasıl çalıştığını, maliyetini ve kalitenin nasıl doğrulandığını incelediniz. Ancak operasyon yöneticilerini gece uyutmayan soru şu: Dış kaynaklı tornalama işlemi projeniz için gerçekten doğru seçim mi? Yoksa iç üretim, 3B yazdırma ya da döküm işlemi daha iyi sonuçlar mı verecek?
Cevap, belirli durumunuza bağlıdır—hacim gereksinimleri, tolerans ihtiyaçları, malzeme kısıtlamaları ve zaman çizelgesi baskısı gibi faktörlerin hepsi en uygun yolu etkiler. Şimdi bu uzlaşmaları nesnel olarak değerlendirmenize yardımcı olacak bir karar verme çerçevesi oluşturalım.
Servis Tornalaması vs. İç Üretim Operasyonları
Dış kaynak kullanımı ya da yatırım kararı, üreticilerin karşılaştığı en önemli kararlardan biridir. Buna göre imalat araştırması , genellikle yıllık yaklaşık 4.000–5.000 adetten fazla parça ihtiyacınız yoksa, katı fikri mülkiyet (FM) veya sertifikasyon gereksinimleriniz yoksa ya da 200.000–700.000 ABD Doları artı operatör eğitimi giderleri olmak üzere başlangıç yatırımı yapabilecek durumdaysanız, başlangıçta dış kaynak kullanmak daha akıllıca olur.
Bu hesaplamayı bu kadar karmaşık kılan nedir? İçinde işlenen parçaların üretimine gerçekte nelerin gerekli olduğunu düşünün:
- Sermaye Yatırımı —Tek bir 5 eksenli CNC makinesinin kurulum, takımlandırma ve personel eğitimi öncesi maliyeti 200.000 $ ile 700.000 $ arasındadır
- Yetenekli operatörler —CNC hâlâ sürekli güncellenen yetkinlikler gerektiren oldukça uzmanlık düzeyi yüksek bir süreçtir
- Sürekli Bakım —Ekipmanlar düzenli kalibrasyon, onarım ve sonunda yenilenme gerektirir
- Yer alanı ve yardımcı tesisler —Makine tezgâhları için uygun temel, elektrik kaynağı ve iklim kontrolü gereklidir
Dış kaynak kullanımının daha mantıklı olduğu durumlar nelerdir? Yıllık üretim hacmi 1.000 adetin altında olduğunda matematiksel hesaplama dış iş birlikçilerini açıkça destekler. Tipik bir sözleşme imalatçısı, düşük hacimli CNC alüminyum üretimleri için parça başına 18 $ gibi bir fiyat teklif edebilir; bu, kısmen kullanılmakta olan sahip olunan ekipmanın amortisman maliyetinden çok daha düşüktür.
Ancak hesaplama, üretim ölçeği arttıkça değişir. Üretim hacmi yıllık 5.000 birimi aştığında ve standart toleranslar uygulandığında, iç kaynaklı yatırım birim maliyetleri açısından daha düşük sonuçlar vermeye başlar. Kurulum giderleri yeterince fazla parça üzerinden dağıtılınca iç üretim ekonomik hale gelir.
Bazen prototip üretimi veya orta hacimli üretim ihtiyaçlarınız için "yakınımda CNC operatörü arıyorum" diye arama yapıyorsanız, hizmet olarak sunulan tornalama işçiliği büyük olasılıkla sermaye yatırımı yapmaktan daha iyi değer sunar.
Eklemeli İmalat Ne Zaman Daha Mantıklıdır?
3B baskı, imalat ekonomisini kökten değiştirmiştir; ancak tornalama işlemini henüz yerine koymamıştır. Her yöntemin hangi durumlarda üstün olduğunu bilmek, doğru seçimi yapmanıza yardımcı olur.
Xometry’nin süreç karşılaştırmasına göre, 3B baskı net şekil parçalarını hızlı bir şekilde üretirken, CNC tornalama her parça için ayrı kurulum gerektirir ve genellikle manuel programlama ile denetim de gerekir. Düşük hacimli ve karmaşık geometrili parçalar için CNC bileşenlerin fiyatı, 3B baskılı parçaların fiyatının 10 katı kadar olabilir.
Eklemeli imalat nerede öne çıkar?
- Karmaşık iç geometriler —kafes yapılar, konformal soğutma kanalları ve kesme araçlarının ulaşamadığı organik şekiller
- Hızlı yineleme —değişiklikler yalnızca dosya değişiklikleri gerektirir; yeni kalıp veya programlama gerekmez
- Düşük hacimli üretim —kurulum maliyetleri çok düşüktür; bu nedenle tek parça üretimi ekonomiktir
- Birleştirme fırsatları —montajlar tek bir baskı parçasına dönüştürülebilir
Ancak 3B yazdırma önemli sınırlamalara sahiptir. Çeşitli yazdırma süreçleri, malzemenin özgün özelliklerine kıyasla farklı dayanım seviyeleri sunar: ABS malzemesinde FFF yöntemiyle %10’a kadar malzemenin kopma mukavemetine ulaşılabilirken, naylon için SLS yöntemiyle bu oran %100’e çıkabilmektedir. CNC frezeleme, bozulmamış özgün malzemelerden parça üretir; bu nedenle genellikle dayanım yüksektir.
Yüzey kalitesi ise başka bir zorluktur. 3B yazdırma genellikle süreç mekaniğinden etkilenir—özellikle Z-çözünürlüğü basamaklı yüzeyler ve görsel bozulmalara neden olur. CNC ile elde edilen yüzey kalitesi, kesici yolları pürüzsüz bir yüzey için programlandığında son derece homojen ve yüksek hassasiyetli olabilir.
Pratik karar noktası mı? Prototipler, karmaşık geometriler ve 50 birimden az üretim hacimleri için eklemeli imalatı tercih edin. Üretim sınıfı malzeme özelliklerine, sıkı toleranslara veya pürüzsüz yüzeylere ihtiyaç duyduğunuzda ise hizmet olarak tornalama/imalata geçiş yapın.
Döküm ve Kalıp Alternatifleri
Yüksek hacimli üretim için ne tornalama/imalat ne de 3B yazdırma en iyi seçenek olmayabilir. Döküm ve enjeksiyon kalıplaması, kalıp yatırımı yapıldıktan sonra parça başına çok daha düşük maliyetler sunar.
Enjeksiyon kalıplama, plastik parçaları saatler yerine saniyeler içinde özdeş şekilde üretebilir. Ancak kalıpların kendisi karmaşıklığına bağlı olarak binlerce ile yüzbinlerce dolar arasında değişen maliyetler gerektirir. Bu yatırım, on binlerce adet özdeş bileşen ürettiğinizde anlamlı hale gelir.
Döküm kalıplama, metal parçalar için benzer ekonomik avantajlar sunar. Bir kez kalıp hazır olduğunda karmaşık alüminyum veya çinko bileşenleri hızlı bir şekilde üretilebilir. Ancak döküm kalıplama, ikincil işlemler olmadan tornalama toleranslarına ulaşamaz ve tasarım değişiklikleri pahalı kalıp modifikasyonları gerektirir.
Bu yöntemler, ne zaman servis tornalamayı geçer?
- 10.000 birimden fazla üretim hacmi —kalıp maliyetleri parça başına ihmal edilebilir düzeyde amorti edilir
- Sabit tasarımlar —değişiklikler pahalıdır; bu nedenle parçalar üretim için hazır olmalıdır
- Orta düzey toleranslar —döküm veya kalıplama sonrası doğrudan elde edilen doğruluk gereksinimleri karşılar
- Uzun süreli üretim süreçleri —aynı tasarım aylarca veya yıllarca üretilecektir
Üretim Yöntemlerinin Karşılaştırılması (Öz Bakış)
Bir sonraki projeniz için üretim yaklaşımlarını değerlendirirken bu referans tablosunu kullanın:
| Kriterler | Hizmet Talaşlı İmalat | İç Kaynaklı Talaşlı İmalat | 3D baskı | Enjeksiyon moling | Döküm |
|---|---|---|---|---|---|
| İdeal Hacim Aralığı | 1-5.000 birim | yıllık 5.000+ birim | 1-50 adet | 10.000+ adet | 5.000+ adet |
| Malzeme Seçenekleri | Neredeyse sınırsız metal ve plastik | Sahip olunan ekipmanlarla sınırlı | Süreç özel polimerler, bazı metaller | Termoplastikler öncelikle | Alüminyum, çinko, magnezyum alaşımları |
| Tolerans Kapasitesi | ±0.001" elde edilebilir | ±0.001" elde edilebilir | tipik ±0,005–0,010" (inç) | tipik ±0,002–0,005" (inç) | tipik ±0,005" (inç), daha sıkı toleranslar için talaşlı imalat |
| Teslim süresi | Günler ile haftalar arası | Saatler ile günler arası | Saatler ile günler arası | Kalıp üretimi için haftalar, ardından hızlı üretim | Kalıp üretimi için haftalar, ardından hızlı üretim |
| Kurulum/Alatlama Maliyeti | Düşük-Orta | Yüksek sermaye yatırımı | Minimum | kalıplar için 5.000–100.000+ USD | kalıplar için 10.000–100.000+ USD |
| Parça Başına Maliyet (Düşük Hacim) | Orta derecede | Yüksek | Düşük-Orta | Çok yüksek | Çok yüksek |
| Parça Başına Maliyet (Yüksek Hacim) | Orta derecede | Bu | Yüksek | Çok Düşük | Çok Düşük |
| Tasarım Esnekliği | Yüksek | Yüksek | Çok yüksek | Kalıp sonrası düşük maliyet | Kalıp sonrası düşük maliyet |
| Malzeme gücü | Tam yerel özellikler | Tam yerel özellikler | i̇şlem sürecine bağlı olarak %10-%100 | Neredeyse tam polimer özellikleri | Neredeyse tam alaşım özellikleri |
Projeniz İçin Doğru Seçimi Yapma
En uygun üretim yöntemi, projenizin birden fazla karar ekseninde hangi noktada yer aldığında bağlıdır. Aşağıdaki senaryoları göz önünde bulundurun:
Aşağıdaki durumlarda tornalama/hassas işleyebilirsiniz:
- 10 ile birkaç bin adet arasında üretim sınıfı metal parçalara ihtiyacınız var
- ±0,005"'den daha sıkı toleranslar gerekmektedir
- Tasarımınız, test sonuçlarına veya müşteri geri bildirimlerine göre değişebilir
- Ekipman yatırımı veya yetkin operatörler için sermaye kaynağınız yoktur
- Bu tesislere sahip olmaksızın 5 eksenli işleyici atölyelerine veya özel süreçlere erişim ihtiyacınız vardır
İç üretim tercih edilir durumlar:
- Yıllık üretim hacmi, benzer parçalar için sürekli olarak 5.000 birimi aşar
- Teslim süresi kontrolü kritiktir—parçalara saatler içinde, günler içinde değil, ihtiyaç duyarsınız
- Fikri mülkiyet koruma endişeleri nedeniyle dış kaynak kullanımı risklidir
- Ekipmanları çalıştıracak yetkin iş gücünü zaten sahipsiniz ya da geliştirebilirsiniz
Şu Durumlarda 3D Yazımı Seçin:
- Geometriler, iç kanalları, kafes yapıları veya organik şekilleri içerir
- Tasarımları hızla yinelemekte ve hızlı geri bildirim ihtiyacınız bulunmaktadır
- Miktarlar çok düşüktür—özellikle tekil prototipler için
- Malzeme dayanım gereksinimleri orta düzeydedir
Kalıpçılık veya döküm seçin, eğer:
- Tasarımlar uzun süreli üretim için nihai hâle gelmiş ve kararlı hâldedir
- Hacimler kalıp yatırımı haklı çıkarır—genellikle 10.000+ adet
- Parça başına maliyet, ana karar verme faktörüdür
- Tolerans gereksinimleri ikincil tornalama işlemi olmadan karşılanabilir
Birçok proje karma yaklaşımlardan fayda sağlar. Prototip üretimi için 3B yazdırma kullanın, hizmet tornalaması ile doğrulama yapın ve tasarımlar kararlı hâle geldiğinde kalıpçılığa geçiş yapın. San Francisco’daki bir makine atölyesi ya da San Francisco, CA’daki bir makine atölyesi bu geçişleri yönetmenize yardımcı olabilir—birçok atölye hem tornalama hizmeti sunar hem de alternatif yöntemlerin ne zaman mantıklı olduğunu konusunda rehberlik eder.
Kaliforniya'da yerel CNC işlemenin yanıma yakın seçeneklerini değerlendiren üreticiler için karar çerçevesi konumdan bağımsız olarak aynı kalır. Hacim tahminlerinizi, tolerans gereksinimlerinizi, zaman çizelgesi baskısı ve sermaye kısıtlarınızı değerlendirin. Doğru üretim yöntemi, bu faktörlerin dürüst bir değerlendirmesinden — hangi teknolojinin "en iyisi" olduğuna dair varsayımlardan değil — ortaya çıkar.
Bu karar çerçevesiyle elinizdeyken, son adım seçtiğiniz yaklaşımı uygulayacak doğru işleyici ortağı seçmektir. Değerlendirme kriterleri ve sormanız gereken sorular, projenizin başarısını ya da başarısızlığını belirler.
Doğru Servis İşleme Ortağını Seçmek
Süreçleri analiz ettiniz, üretim yöntemlerini karşılaştırdınız ve maliyetleri etkileyen faktörleri anladınız. Şimdi projenizin başarılı olup olmayacağına karar veren aşama geldi: doğru işleme ortağını seçmek. Bu seçim, kaliteyi, teslim süresini, maliyeti ve talep arttıkça ölçeklenebilme yeteneğinizi etkiler.
Ana Üretim Kuruluşu'nun ortak seçimi rehberine göre, doğru CNC işleme ortağını seçmek projenizin başarısını garanti eder. Deneyimli bir şirket, kaliteden zamanında teslimata kadar üretim sürecinin her yönünü olumlu şekilde etkileyebilir.
Makine atölyeleri San Jose seçeneklerini değerlendiriyor olmanız ya da Oakland CA'daki makine atölyelerini araştırıyor olmanız durumunda, bu kriterler size olağanüstü ortakları yeterli olanlardan ayırt etmenize yardımcı olur.
İşleme Ortaklarını Değerlendirirken Dikkat Edilmesi Gereken Temel Kriterler
Güvenilir bir işleme ortağı ile başınızın ağrısına neden olan bir ortak arasındaki fark nedir? Fiyat tekliflerinin ötesine geçerek bu temel faktörleri değerlendirin:
- İlgili sertifikalar —En azından ISO 9001 belgesini doğrulayın; ayrıca otomotiv için IATF 16949, havacılık için AS9100 veya tıbbi cihazlar için ISO 13485 gibi sektör özel standartları da kontrol edin
- Ekipman Kapasiteleri —Parçalarınız için doğru makinelerin mevcut olduğunu doğrulayın; bu, 5 eksenli frezeleme, İsviçre tornalama ya da özel EDM işlemlerini içerebilir
- Tedarik Süresi Performansı —Hacim aralığınız için tipik teslim süresini ve teslim taahhütlerini yerine getirme konusundaki geçmiş performanslarını sorun
- İletişim uygunluğu —İlk sorularınıza ne kadar hızlı yanıt verdiklerine dikkat edin; çünkü bu, genellikle devam eden proje iletişiminin öngörücüsüdür
- Kalite geçmişi —Benzer projelerden referanslar isteyin ve reddetme oranları ile düzeltici eylem geçmişi hakkında bilgi alın
- Teknik Uzmanlık —Sadece çizimlerinizi körü körüne uygulamakla kalmayıp, DFM geri bildirimi sağlayabilme ve iyileştirme önerileri sunabilme yeteneklerini değerlendirin
- Kapasite ve Ölçeklenebilirlik —Mevcut ihtiyaçlarınızı karşılayabildiklerinden ve üretim hacimleri arttıkça birlikte büyüyebildiklerinden emin olun
Sektör araştırmalarına göre, müşteri odaklı bir şirket, değerli içgörüler sunmak, tasarım iyileştirmeleri üzerine görüşmek ve maliyet tasarrufu sağlayan önlemler önermek amacıyla müşterisiyle yakın iş birliği içinde çalışır. Ortaklar, en iyi sonuçlara ulaşmanıza yardımcı olmak için uzmanlıklarını paylaşan güvenilir danışmanlar olarak hizmet vermelidir.
Bir makine atölyesi (Fremont, CA) ya da başka bir yerde arama yaparken, şirketle benzer projeler üzerinde çalışan müşterilerden referanslar isteyin. Yaşadıkları deneyimler, herhangi bir satış sunumundan çok daha fazla bilgi verir.
Projeyi Başarıya Hazırlamak
En iyi iş parçaları işleme ortağınız bile kötü hazırlanmış projeleri telafi edemez. İlk fiyat teklifi talebinizi göndermeden önce aşağıdaki unsurları ele alarak başarı şansınızı artırın:
- Tam tasarım dosyaları — Hem 3B CAD modellerini (tercihen STEP formatında) hem de toleransları açıkça belirtilmiş boyutlandırılmış 2B çizimleri sağlayın
- Malzeme özellikler — Malzeme ailelerini değil, özel kalite sınıflarını belirtin (örneğin yalnızca "alüminyum" değil, "6061-T6")
- Kritik özelliklerin belirlenmesi — Fonksiyonel olarak kritik olan boyut ve özellikleri, genel toleransla karşılaştırarak vurgulayın
- Miktar ve üretim takvimi gereksinimleri — Miktarları, teslim tarihlerini ve gereksinimlerin değişebileceğini açıkça belirtin
- Kalite belgelerine ilişkin gereksinimler — Gerektiği durumda hangi muayene raporlarını, sertifikaları veya izlenebilirlik bilgilerini talep ettiğinizi belirtin
Fictiv'in üretim kılavuzuna göre, ürün geliştirme süreci boyunca parça teminini kolaylaştıran ve ilerideki riskleri azaltan bir süreç için başlangıçtan itibaren deneyimli bir üretim ortağıyla çalışmak en doğru yaklaşımdır.
Başlangıçta ne kadar fazla bağlam sağlarsanız, fiyat teklifleriniz o kadar doğru hale gelir. Potansiyel ortaklarınızın gereksinimleri hakkında tahminde bulunmasını zorlamayın—belirsizlik, ya fiyatların şişirilmesine (bilinmeyenleri karşılamak için önlem alınması) ya da varsayımlar yanlış çıkınca projenin ilerleyen aşamalarında sürprizlere yol açar.
Jose Makine Atölyesi veya Diaz Makine Atölyesi gibi yerel atölyeler, karmaşık projeler sırasında yüz yüze iş birliği açısından avantaj sağlayabilir. Ancak uzmanlaşmış yetenekler yakınlıktan daha önemliyse aramanızı coğrafi olarak sınırlandırmayın.
Prototipten Üretime Geçiş
Üreticileri genellikle şaşırtan şey şudur: prototip üretiminde başarılı olan bir atölye, seri üretim hacimlerinde zorlanabilir—ve bunun tersi de geçerlidir. Her iki aşamayı da yönetebilen bir ortak bulmak, projenin ortasında acı verici tedarikçi değişikliklerinden sizi kurtarır.
Üretim araştırmalarına göre, gelecekteki büyüme ihtiyaçlarınızı karşılayabilen bir şirketle çalışmak hayati öneme sahiptir. İşletmeniz büyüdükçe ya da proje gereksinimleri arttıkça, güvenilir bir ortak daha büyük üretim hacimlerini ve gelişen talepleri sorunsuz bir şekilde karşılayabilir.
Ölçeklenebilirlik uygulamada nasıl görünür?
- Prototip esnekliği —acil ihtiyaçlar için genellikle bir günlük teslim süresiyle küçük miktarlarda hızlı üretim yapabilme yeteneği
- Geçiş üretimi kapasitesi —tasarımlarınızı doğrularken düşük hacimli üretimleri (onlarca ile yüzlerce adet arası) gerçekleştirebilme
- Üretim kapasitesi —talep ortaya çıktığında aylık olarak binlerce parça üretebilecek donanım ve iş gücüne sahip olma
- Süreç tutarlılığı —parti büyüklüğüne bakılmaksızın aynı kalite standartlarını koruma
- Talebe Duyarlılık —teslim tarihlerini tehlikeye atmadan ihtiyaç duyuldukça üretim miktarlarını artırma veya azaltma
Ölçeklenebilir tornalama ortakları, ileri teknolojiye yatırım yapmanın önemini de anlar. Rekabet avantajını korumak ve sektörün gelişen taleplerini karşılamak amacıyla ekipmanlarını, yazılımlarını ve üretim süreçlerini sürekli olarak günceller.
Otomotiv uygulamaları için özel olarak: Shaoyi Metal Technology bu ölçeklenebilirlik modelini örnekler. Tesisleri, acil prototipler için en kısa bir iş günü süresinde hassas CNC işleme hizmetleri sunarken aynı zamanda otomotiv tedarik zincirlerinin talep ettiği üretim kapasitesini, IATF 16949 sertifikasını ve sıkı SPC protokollerini korur. Bu hız ve ölçek kombinasyonu, projeleriniz kavram aşamasından tam üretim aşamasına geçtikçe ortağınızla büyüme sınırı yaşamayacağınız anlamına gelir.
Taahhüt Etmeden Önce Sorulması Gereken Sorular
İlk satın alma siparişini imzalamadan önce şu kritik sorulara net cevaplar alın:
- Hangi sertifikalara sahipsiniz ve son denetim ne zaman yapıldı?
- Sektörümde faaliyet gösteren müşterilerinizden referans verebilir misiniz?
- Hacim aralığım için tipik teslim süreniz nedir?
- Üretim sırasında tasarım değişikliklerini nasıl ele alıyorsunuz?
- İçinde bulunduğunuz denetim yetenekleri nelerdir?
- Proje durumunu ve ortaya çıkabilecek herhangi bir sorunu nasıl ileteceksiniz?
- Parçalar spesifikasyonlara uymazsa ne olur?
Bu cevaplar yalnızca yetenek değil, aynı zamanda karakteri de ortaya koyar. Soruları kaçınan veya abartılı vaatlerde bulunan ortaklar endişe kaynağıdır. Bunun yerine açık, somut cevaplar veren — sınırlamalarını dürüstçe kabul eden — ortaklar, başarılı ilişkilerin gerektirdiği şeffaflığı gösterir.
Hizmet makineleme başarısı, teknik yetenek kadar iş birliği kalitesine bağlıdır. Doğru ortak, sahip olmadığınız uzmanlığı getirir, sorunları maliyetli hâle gelmeden önce tespit eder ve işletmenizin büyümesiyle birlikte ölçeklenebilir. Doğru ortağı seçmek için gereken zamanı ayırın; böylece makineleme projeleriniz, istediğiniz sonuçları zamanında, bütçe dahilinde ve belirtildiği gibi teslim edecektir.
Hizmet Makineleme ile İlgili Sık Sorulan Sorular
1. Bir CNC makinesi için saatlik ücret nedir?
CNC makineleme saatlik ücretleri genellikle konum, makine karmaşıklığı ve işlenen malzemeye göre 30$ ile 100$ arasında değişir. 5 eksenli işleme yeteneği, dar toleranslar ve egzotik malzemeler gibi faktörler daha yüksek ücretlere neden olur. Kurulum maliyetleri genellikle ayrı olarak tahsil edilir ve üretim miktarına yayılır; bu da büyük siparişleri parça başına daha maliyet etkin hâle getirir. Acil siparişler genellikle standart ücretlerin %15–%50 fazlası kadar ek ücret ile gerçekleştirilir.
2. Makineleme nedir?
Talaş kaldırma işlemi, daha büyük iş parçalarından istenmeyen malzemenin kaldırılmasıyla istenen şekilleri oluşturan bir çıkarımlı üretim sürecidir. Katman katman malzeme ekleyen 3B yazdırma işleminden farklı olarak talaş kaldırma işlemi, stok malzemeyi hassas bir şekilde oyarak kaldırmak için dönen kesme takımları veya aşındırıcı tekerlemler kullanır. CNC (Bilgisayar Sayısal Kontrol) talaş kaldırma işlemi, bu süreci programlanmış takım yolları kullanarak otomatikleştirir ve böylece metaller, plastikler ve kompozitler üzerinde ±0,001 inç (±0,0254 mm) gibi sıkı toleranslara sahip karmaşık parçaların tutarlı üretimini sağlar.
3. CNC talaş kaldırma işleminde siparişten teslimata kadar geçen süre ne kadardır?
Servis tornalaması için teslim süreleri, karmaşıklık derecesine, üretim hacmine ve atölye kapasitesine bağlı olarak değişir. Hızlı dönüş süresi sağlayan tesislerden basit prototipler 1-3 iş günü içinde sevk edilebilir. Standart üretim partileri genellikle tasarım incelemesi, programlama, tornalama ve muayene dahil olmak üzere 1-3 hafta sürer. Isıl işlem veya anodizasyon gibi ikincil işlemler gerektiren karmaşık parçalar, ek günler ekler. Shaoyi Metal Technology gibi sertifikalı otomotiv tedarikçileri, acil prototipler için en kısa bir iş günü teslim süresi sunar.
4. CNC torna atölyeleri hangi dosya formatlarını kabul eder?
En profesyonel makine atölyeleri, neredeyse tüm CAM yazılımları tarafından okunabilen evrensel 3D model değişim standardı olarak STEP (.stp, .step) dosyalarını tercih eder. Yüzey ve katı geometri için IGES dosyaları hâlâ yaygın olarak desteklenmektedir. Düz parçalar ve ek boyutlandırmalar için 2B DXF/DWG dosyaları hayati öneme sahiptir. SolidWorks, Inventor veya Fusion 360 gibi yerel CAD dosyaları, atölyeler aynı yazılımı kullandığında tam tasarım amacını korur. Her zaman toleransları, yüzey işlemlerini ve kritik özellikleri belirten boyutlandırılmış PDF çizimlerini ekleyin.
5. CNC işlemenin mi yoksa 3B yazdırmanın mı tercih edileceğine nasıl karar veririm?
Üretim sınıfı malzeme dayanımı, ±0,005 inçten daha dar toleranslar, pürüzsüz yüzey kaliteleri veya 50 birimden fazla hacimde metal parçalara ihtiyacınız olduğunda CNC işlemeninizi tercih edin. 3B yazdırma, karmaşık iç geometriler, hızlı tasarım yinelemesi, çok düşük miktarlar ve işlenebilecek şekilde imal edilemeyen organik şekiller için üstün performans gösterir. CNC ile üretilen parçalar malzemenin %100 orijinal özelliklerini korurken, bazı 3B yazdırma süreçleri yalnızca malzeme dayanımının %10-50’sini sağlayabilir. Birçok proje, prototipleme aşamasında 3B yazdırma kullanıp üretim aşamasında ise CNC işlemeye geçerek avantaj sağlar.