 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Makine Parçaları Üreticileri: İlk Teklif Talebi (RFQ) Öncesi 9 Temel Nokta
Makine Parçaları Üreticilerini ve Endüstriyel Rolünü Anlamak
Aracınızın şanzumanındaki hassas dişlileri veya havacılık sistemlerindeki karmaşık valf parçalarını kimin ürettiğini hiç merak ettiniz mi? Makine parçaları üreticileri neredeyse her sektörü harekete geçiren kritik parçaları ham maddelerden üreten uzman üretim kuruluşlarıdır. Büyük yapılar inşa eden genel imalatçılardan farklı olarak, bu hassasiyet odaklı şirketler, toleransları çoğunlukla inch’in binde birleri düzeyinde olan bireysel parçalar üretir.
Bu kılavuz, ilk Teklif Talep Formunuzu göndermeden önce bilmeniz gereken her şeyi size anlatır. Bunu, makine parçaları üretim dünyasına güvenle yön verebileceğiniz kapsamlı bir yol haritası—bir ürün kataloğu değil—olarak düşünün.
Makine Parçaları Üreticilerinin Gerçekten Yaptığı İş
Temelde, işlenmiş bileşen üreticileri çıkartmalı üretim süreçlerine uzmanlaşmıştır. Bir heykeltıraşın mermer bir blokla çalıştığını hayal edin—bu üreticiler katı metal stoklarla başlar ve istenen şekil ortaya çıkana kadar sistematik olarak malzeme kaldırır. Genel imalattan temel farkı nedir? Kesinlik her şeydir.
Bir imalat atölyesi, sac metali keserek, bükerek ve kaynaklayarak yapılar inşa ederken; yüksek hassasiyetli üreticiler, tam olarak belirlenmiş özelliklere sahip bireysel bileşenler oluşturmaya odaklanır. Bu üreticiler, elle yapılan işlemlerin ulaşamayacağı toleransları elde etmek için CNC makine bileşenleri ve ileri düzey ekipmanlarla çalışır. ABD’deki makine atölyesi hizmetleri pazarının yalnızca 2025 yılında değeri 48,0 milyar ABD Dolarıdır; bu da bu özel üreticilerin modern imalat sektöründe ne kadar vazgeçilmez hâle geldiğini göstermektedir.
Endüstriyel Üretimin Gizli İskeleti
İşlenmiş parçaları, hiç beklemediğiniz yerlerde bulacaksınız. Rüzgâr türbinlerindeki yataklardan tıbbi cihazlardaki konektörlerine kadar, hassas işlenmiş bileşenler, endüstrilerin sorunsuz çalışmasını sağlayan görünmez altyapıyı oluşturur.
Bu üreticiler, temel makine bileşenlerinin geniş bir yelpazesini üretir:
- Kavramalar ve frenler – Güç iletimi ve hareket kontrol sistemleri için kritik öneme sahiptir
- Kaplinler – Mil hizalaması bozukluğuna izin verirken dönen milleri birbirine bağlar
- Yaylar ve bağlantı elemanları – Gerilme, sıkıştırma ve güvenli bağlantı sağlar
- Kesin machineli parçalar – Belirli uygulamalar için özel bileşenler
- Dişliler ve şanzıman bileşenleri – Farklı hız ve tork değerlerinde güç iletimini sağlar
- Yataklar ve destek yapıları – Sürtünmeyi azaltın ve hizalamayı koruyun
Ham Metalden Hassas Parçalara
Uzmanlaşmış bir hassas üretim üreticisini genel bir makine atölyesinden ayıran nedir? Bu, yetenek, tutarlılık ve sertifikasyon ile ilgilidir. Genel imalatçılar yapısal çerçeveler ve muhafazalar üretebilir; ancak ölçümde mikron düzeyinde bir spesifikasyona uyması gereken bir bileşene ihtiyacınız olduğunda, özel bir hassas üretim ortağına ihtiyacınız vardır.
Uzmanlaşmış üreticiler, gelişmiş CNC teknolojisi, kalite yönetim sistemleri ve farklı malzemelerle çalışırken ortaya çıkan nüansları anlayan yetkin tornacılar üzerine büyük yatırımlar yaparlar. Katı kalite kontrol protokolleri uygularlar ve genellikle genel atölyelerin takip etmediği sektör özelinde sertifikalara sahip olurlar.
Bu ayrımı anlamak önemlidir çünkü yanlış türde bir ortak seçmek, projenizin gecikmesine, bütçe aşımına ve belirttiğiniz teknik özelliklere uymayan bileşenlere neden olabilir. Makine bileşenleri temin etmeye hazırlanırken bu üreticilerin aslında ne yaptığını ve ne yapmadığını bilmek, projenizin özel gereksinimlerine en uygun ortağı bulmanızı sağlar.

Hassas Bileşenlerin Arkasındaki Temel Üretim Süreçleri
Karmaşık mı görünüyor? Böyle olmak zorunda değil. CNC işlenen parçaların aslında nasıl üretildiğini bilmek, üreticilerle iletişim kurarken ve yeteneklerini değerlendirirken size önemli bir avantaj sağlar. Projelerinizde güvenebileceğiniz hassas işlenmiş bileşenlere dönüştürülen ham metalin üretimini sağlayan temel süreçleri inceleyelim.
CNC İşleme Temelleri Açıklanıyor
CNC, Bilgisayar Sayısal Kontrolü anlamına gelir—temelde, bilgisayarların kesme araçlarını olağanüstü doğrulukla yönlendirmesi demektir. Operatörlerin araçları elle yönlendirdiği manuel tornalama işleminden farklı olarak CNC teknolojisi, insan elinin tutarlı bir şekilde tekrarlayamayacağı ölçüde hassas toleranslara ulaşmak için önceden programlanmış talimatlara uyar.
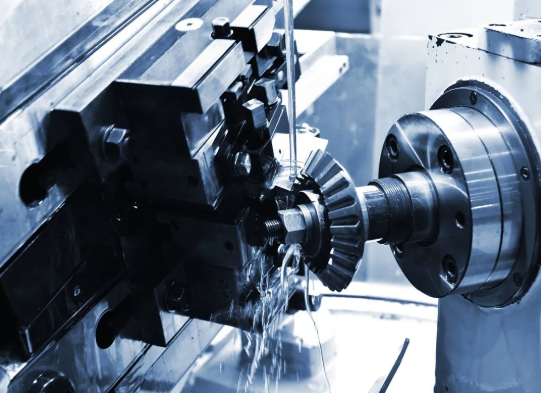
The iki temel CNC işlemi karşılaşacağınız işlemler tornalama ve frezelemedir. İşte temel fark: CNC tornalamada iş parçası dönerken sabit bir kesme aracı onu şekillendirir—bu, miller, çubuklar ve burçlar gibi silindirik parçalar için idealdir. CNC frezelemede ise tam tersi gerçekleşir: kesme aracı dönerken iş parçası sabit kalır; bu da düz yüzeyleri, kanalları, cepeleri ve karmaşık üç boyutlu şekilleri olan freze parçaları için mükemmeldir.
Makine parçaları üretilirken, birçok hassas işlenebilir parça uygulaması her iki işlemi de bir araya getirir. Bir bileşen, silindirik özelliklerinin işlenmesi için tornada başlayabilir; ardından delikler, düz yüzeyler veya açılı kesimler için freze tezgâhına taşınabilir. Bu iş akışını anlama, tam projenizi gerçekleştirebilecek üreticileri, ikincil tedarikçiler gerektiren üreticilerden ayırt etmenize yardımcı olur.
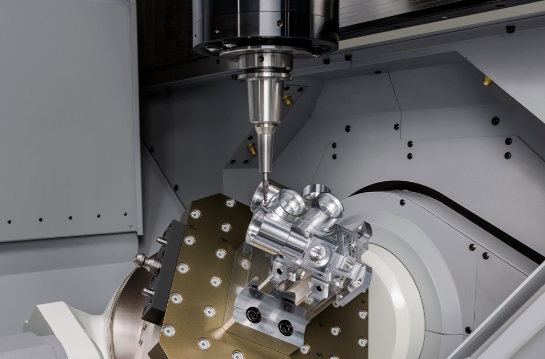
Çok Eksende Machining Yetenekleri
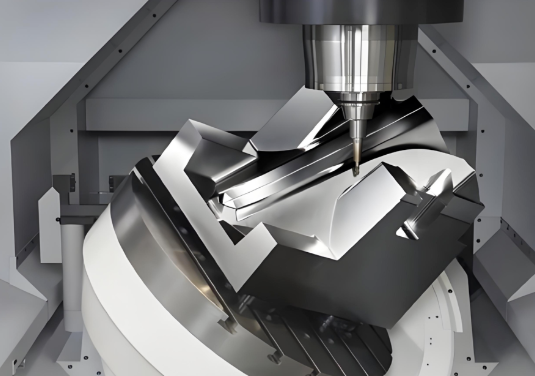
Sadece üç yönde hareket edebilen bir takım tezgâhı kullanarak bir türbin kanadı işleyerek deneyin: yukarı-aşağı, sola-sağa ve öne-arkaya. Her seferinde tekrar tekrar durmak, parçayı yeniden konumlandırmak ve her seferinde hizalama hataları yapma riskiyle karşı karşıya kalmak zorunda kalırsınız. Çok eksenli işlemenin var olması da işte tam olarak bu yüzden gerçekleşmiştir.
Standart 3 eksenli işlemenin kesici takımı, üç doğrusal yönde hareket eder. Daha basit geometriler için etkili olsa da karmaşık parçaların işlenmesi için birden fazla kurulum gerekir. Fictiv’in teknik analizine göre, 5 eksenli CNC işlemenin iki dönel hareketi daha eklenmesiyle kesici takım, tek bir kurulumda iş parçasına neredeyse her açıdan yaklaşabilmektedir.
Ayrıca 3+2 eksenli işlemenin (veya konumsal 5 eksenli işlemenin) adı verilen bir ara seçenek de bulunmaktadır. Bu yöntemde dönel eksenler iş parçasını istenen konuma getirir; ancak kesme işlemi hâlâ yalnızca üç doğrusal hareket kullanılarak gerçekleştirilir. Bu yaklaşım, tam eşzamanlı 5 eksenli işleme için gerekli olan programlama karmaşıklığına girmeden birden fazla yüzeyin işlenmesine olanak tanır.
Pratik avantajları nelerdir? Kurulum süresinde azalma, hizalama hatalarına yol açabilecek durumların azalması ve aksi takdirde çoklu işlemler gerektiren ya da hiç üretilmeyen karmaşık özelliklerin işlenmesi imkânı. Karmaşık konturlara sahip CNC hassas işlenmiş parçalar—örneğin havacılık bileşenleri veya tıbbi implantlar—için 5 eksenli işlemenin yeteneği genellikle vazgeçilmezdir.
Karmaşık Geometriler İçin Swiss Vida İşleme
Kesinlikle işlenen parçalarınız küçük, ince ve karmaşık özelliklere sahip olduğunda, İsviçre vidalama makinesi işlemi, geleneksel tornalarda elde edilemeyen kapasiteler sunar. Başlangıçta saat yapımı için geliştirilen bu teknoloji, standart tornalama işlemlerinde sorun yaratan eğilme problemleri olmadan uzun ve ince parçaların üretiminde üstün performans gösterir.
İsviçre makinelerini diğerlerinden ayıran nedir? İş parçası, kesme noktasına çok yakın bir kılavuz burcu ile desteklenir; bu da olağanüstü bir stabilite sağlar. Bu tasarım, geleneksel ekipmanlarda titreşime ve ölçüm hatasına neden olacak uzunluk-çap oranlarına sahip parçaların işlenmesine olanak tanır. Kremin Inc.’e göre , hassasiyet ve küçük parça boyutlarının kritik olduğu tıp, havacılık ve uzay, elektronik ve saat yapımı sektörlerinde İsviçre tornaları vazgeçilmezdir.
Birçok İsviçre makinesi aynı zamanda iş parçasını ana milde tutarken frezeleme işlemlerini gerçekleştirebilen dönen aletler olan canlı takımlamayı da içerir. Bu, tornalanmış ve frezelenmiş özelliklere sahip karmaşık CNC freze parçalarının tek bir işlemde tamamlanmasını sağlar.
Üretim Süreçlerini Bir Görüşte Karşılaştırma
Doğru iş parçası işleme sürecini seçmek, bileşeninizin geometrisine, gerekli toleranslarına ve malzemesine bağlıdır. Bu karşılaştırma, ihtiyaçlarınızı uygun üretim yaklaşımıyla eşleştirmenize yardımcı olur:
| İşlem türü | En İyi Uygulamalar | Tipik Toleranslar | Malzeme uyumluluğu |
|---|---|---|---|
| CNC Tornalama | Silindirik parçalar: miller, pimler, burçlar, bağlantı elemanları | ±0,025 mm (±0,001 in) | Metaller, mühendislik plastikleri, alaşımlar |
| CNC Freze | Prizmatik parçalar: muhafazalar, bağlantı parçaları, cep ve yuva içeren plakalar | ±0,05 mm (±0,002 in) | Çelik, alüminyum, titanyum, plastikler, kompozitler |
| İsviçre vida işleme | Küçük, ince bileşenler: tıbbi pimler, elektronik konektörler, saat parçaları | ±0,005 mm (±0,0002 in) | Pirinç, paslanmaz çelik, titanyum, alüminyum |
| Çok Eksenli İşleme (5-Eksenli) | Karmaşık geometriler: türbin kanatları, pervaneler, ortopedik implantlar | ±0,01–0,02 mm (±0,0004–0,0008 in) | Tüm işlenebilir metaller, yüksek performanslı alaşımlar |
Toleransların daha özel donanıma doğru ilerledikçe nasıl daraldığına dikkat edin. Bu yetenek ve hassasiyet arasındaki ilişki, bu süreçleri anlamayı önemlidir — hem yetersiz spesifikasyon vererek (ve yetersiz parçalar elde ederek) hem de gereğinden fazla spesifikasyon vererek (ve ihtiyaç duymadığınız yetenekler için ekstra ücret ödüyerek) hatalara düşmenizi önler.
Bu imalat süreçlerinin nasıl çalıştığına dair net bir fikre sahip olduktan sonra, artık işlenmiş bileşenleriniz için doğru malzemenin seçilmesi gibi başka bir kritik karar noktasını incelemeye hazırsınız.

İşlenen Parçalar İçin Malzeme Seçimi Kılavuzu
Yanlış malzeme seçimi, tüm projenizi başarısızlığa uğratabilir. Mükemmel bir bileşen tasarlayıp sahada korozyona uğramasını, yük altında burkulmasını ya da standart çelik yeterliyken egzotik bir alaşım belirtmeniz nedeniyle bütçenizi aşmasını izlemeyi hayal edin. Malzeme seçimi, mühendislik performansı ile ekonomik gerçeklerin kesiştiği noktadadır ve doğru seçim yapabilmek için farklı metallerin ve plastiklerin gerçek dünya koşullarında nasıl davrandığını anlamak gerekir.
Ne zaman i̇malatçılar tarafından üretilen işlenmiş metal parçaları temin ederken , geniş bir seçenek yelpazesiyle karşılaşacaksınız. Her malzemenin mekanik dayanım, korozyon direnci, ağırlık ve maliyet açısından kendine özgü avantajları ve dezavantajları vardır. Gereksinimlerinizi en uygun seçeneğe eşleştirebilmeniz için ana kategorileri inceleyelim.
Dayanıklılık ve Mukavemet İçin Çelik Alaşımları
Çelik, endüstriyel üretimde güçlü, sert ve uygun maliyetli olması nedeniyle iyi bir nedenden dolayı hâlâ işin temel malzemesidir. Yapısal bütünlük ve aşınmaya dayanıklılık gerektiren uygulamalarda varsayılan seçimdir. Ancak tüm çelikler eşit değildir.
Yumuşak çelikler (örneğin 1018 ve 1045), ekonomik fiyatlarla mükemmel işlenebilirlik ve kaynaklanabilirlik sunar. Hubs’a göre, yumuşak çelik 1018 en yaygın kullanılan kalitedir ve genel amaçlı uygulamalar için iyi tokluk, dayanım ve sertlik sağlar. Bu çelikler, korozyon koruması kaplama veya galvanizleme ile sağlanabilen özel aletler, sabitleme parçaları ve yapısal bileşenler için uygundur.
İnalLOY çeliği (örneğin 4140 ve 4340) performansı önemli ölçüde artırır. Yüksek sertlik ve dayanım elde etmek amacıyla ısıl işlem görmüş olmalarına rağmen iyi tokluk özelliklerini korurlar. Özel çelik parçalarınız yüksek yükleri, tekrarlayan darbeleri veya zorlu aşınma koşullarını karşılamak zorundaysa alaşımlı çelikler, küçük maliyet farklarını hak eder.
Stainless steels korozyon direncini denkleme dahil edin. Krom içeriği (genellikle %10,5’in üzerinde) paslanmaya ve kimyasal etkilere karşı dirençli koruyucu bir pasivasyon tabakası oluşturur. 304 sınıfı, çoğu genel uygulamada kullanılırken; 316 sınıfı, denizcilik veya kimya işleme ekipmanları gibi tuzlu ortamlara karşı üstün direnç sunar.
Takas nedir? Paslanmaz çelik, yumuşak çeliğe kıyasla işlenmesi daha zordur; bu da metal parçaların tornalanma maliyetlerini artırır. Kesici takım aşınması hızlanır ve işlenebilirlik sırasında sertleşme oluşabilir; bu da kesme işlemlerini zorlaştırabilir. Bununla birlikte, uzun vadeli dayanıklılık genellikle yüksek başlangıç maliyetini telafi eder.
Hafif Ağırlıklı Bileşenlerde Alüminyum Uygulamaları
Ağırlık azaltımı önemli olduğunda—yakıt verimliliği, taşınabilirlik veya hareketli montajların ataletinin azaltılması açısından—alüminyum alaşımları olağanüstü performans sağlar. Çelikten yaklaşık üçte biri kadar yoğunluğa sahip olan alüminyum, demir esaslı metallerde pratik olarak çok ağır olacak tasarımların gerçekleştirilmesine olanak tanır.
Ağırlık tasarrufunun ötesinde alüminyum, üstün işlenebilirlik sunar. Daha düşük kesme direnci, daha hızlı çevrim süreleri, azaltılmış takım aşınması ve mükemmel yüzey kaliteleri anlamına gelir. Bu durum doğrudan daha düşük işlenme maliyetlerine dönüşür ve bu nedenle alüminyum, hem prototipleme hem de yüksek hacimli üretim için özellikle çekici hale gelir.
Alüminyum 6061 en yaygın amaçlı alaşım olarak kabul edilir. Dengeli özellikleri—iyi dayanım/ağırlık oranı, korozyon direnci ve üstün işlenebilirlik—otomotiv şaselerinden elektronik muhafazalara kadar her türlü uygulama için uygun hale getirir. Sektör verileri, 6061’in CNC işlemenin en ekonomik ve en yaygın olarak bulunan alüminyum seçeneği olduğunu doğrular.
Alüminyum 7075 yüksek performans gerektiren uygulamalara yöneliktir. Bu havacılık sınıfı alaşım, ısıl işlem görmüş halde çelik benzeri dayanıma ulaşır ve bu nedenle yapısal uçak bileşenleri, tırmanma ekipmanları ve rekabetçi bisiklet parçaları gibi alanlarda idealdir. Üstün mekanik özelliklerini yansıtan bu premium fiyat, ürünün kalitesini gösterir.
Önemli bir husus: alüminyum, atmosferik korozyona doğal olarak direnç gösterir; ancak belirli kimyasallarla ve farklı metallerle tepkimeye girebilir. Anodizasyon, dayanıklılığı artıran ve renkli yüzeyler elde etmeye olanak tanıyan sert, koruyucu bir tabaka oluşturur—bu işlem, hassas işlenmiş metal parçalar için yaygın olarak uygulanan ikincil bir işlemdir.
Aşırı Ortamlar İçin Özel Malzemeler
Bazen standart malzemeler, uygulamanızın gereksinimlerini karşılamakta yetersiz kalır. Aşırı sıcaklıklar, agresif kimyasallar veya özel mekanik gereksinimler, özel alaşımlar ve gelişmiş plastikler gerektirir.
Titanyum olağanüstü dayanıklılığı, çelikten yaklaşık %45 daha az ağırlığıyla birleştirir. Korozyon direnci paslanmaz çeliğe eşit ya da ondan daha iyidir ve yüksek sıcaklıklarda özelliklerini korur. Uzay teknolojisi, tıbbi implantlar ve denizcilik uygulamaları, önemli ölçüde daha yüksek maliyetine rağmen genellikle titanyum kullanmayı gerektirir. Sorun nedir? Titanyumun düşük ısı iletkenliği ve işlenebilirlik sırasında sertleşmeye eğilimi, metal tornalama işlemlerini zor hale getirir. Daha uzun çevrim süreleri, özel kesici takımların kullanılması ve buna karşılık daha yüksek fiyatlarla karşılaşmanız beklenir.
Pirinç düşük sürtünme, elektriksel iletkenlik veya estetik bir yüzey görünümü gerektiren uygulamalarda üstün performans gösterir. Özel pirinç parçaları son derece iyi işlenir; pirinç, genellikle kesilmeye en kolay metal olarak gösterilir. Bu nedenle, vana bileşenleri, elektrik bağlantı elemanları ve dekoratif donanım gibi yüksek hacimli üretimlerde maliyet etkin bir seçenektir. Doğal korozyon direnci (paslanmaz çelikten daha az olsa da) birçok su tesisatı ve denizcilik uygulamasına uygundur.
Mühendislikplastikleri metallerin eşleşemeyeceği benzersiz özellikler sunar. PEEK gibi malzemeler, kimyasal direnç ve elektriksel yalıtım sağlarken sürekli olarak 250°C'ye kadar sıcaklıklara dayanabilir. Naylon, dişliler ve burçlar için mükemmel aşınma direnci sunarken, POM (Delrin) düşük sürtünme ve yüksek boyutsal kararlılık sağlar. Bu malzemeler, metallerin ağırlığının yalnızca bir kesridir ve genellikle montajı kolaylaştırır ve sistem yüklerini azaltır.
Malzeme Karşılaştırması Özet
Bu tablo, yaygın olarak işlenen bileşen malzemeleri arasında temel karar faktörlerini özetlemektedir:
| Malzeme | Çekme Mukavemet Aralığı | Korozyon Direnci | Ağırlık faktörü | Maliyet Seviyesi | İdeal Uygulamalar |
|---|---|---|---|---|---|
| Yumuşak Çelik (1018/1045) | 370–585 MPa | Düşük (Kaplama gerektirir) | Yüksek (7,8 g/cm³) | $ | Yapısal parçalar, kalıp ve sabitleme aparatları, genel makine ekipmanları |
| Paslanmaz Çelik (304/316) | 515–620 MPa | Mükemmel | Yüksek (8,0 g/cm³) | $$ | Gıda işleme, tıbbi, denizcilik ve kimya ekipmanları |
| Alüminyum (6061/7075) | 275–570 MPa | İyi (anodizasyon ile mükemmel) | Düşük (2,7 g/cm³) | $–$$ | Uzay ve havacılık yapıları, otomotiv, elektronik muhafazalar |
| Pirinç (C36000) | 310–380 MPa | İyi | Yüksek (8,5 g/cm³) | $$ | Elektrik bağlantı elemanları, valfler, dekoratif aksesuarlar |
| Titanyum (Sınıf 5) | 830–1170 MPa | Mükemmel | Orta (4,4 g/cm³) | $$$$ | Uzay hava, tıbbi implantlar, yüksek performanslı yarışlar |
| Mühendislik Plastikleri (PEEK/Naylon) | 45–100 MPa | Mükemmel (kimyasal) | Çok Düşük (1,1–1,4 g/cm³) | $$–$$$ | Rulmanlar, yalıtkanlar, tıbbi cihazlar, gıda sınıfı parçalar |
Özel Alaşımların Ekstra Ücreti Değdiğinde
Standart malzemelerden daha üstün malzemelere geçiş kararı hafife alınmamalıdır—ancak koşullar bunu gerektirdiğinde bu geçiş kaçınılmazdır. Aşağıdaki durumlarda özel alaşımları değerlendirin:
- Arıza sonuçları ciddi olduğunda – Uçak bileşenleri, tıbbi implantlar ve güvenlik açısından kritik sistemler, riski en aza indiren ekstra ücretli malzemeleri haklı çıkarır
- Çalışma ortamları aşırı olduğunda – Yüksek sıcaklıklar, aşındırıcı kimyasallar veya tuzlu su maruziyeti standart malzemeleri hızla yok edebilir
- Ağırlık tasarrufu sistem performansını belirlediğinde – Havacılık ve otomotiv uygulamalarında azaltılmış kütle yakıt verimliliğini ve manevra kabiliyetini artırır
- Toplam yaşam döngüsü maliyeti dayanıklılığı desteklediğinde – 20 yıl dayanan bir titanyum bileşen, her 5 yılda bir değiştirilmesi gereken çelik parçalardan daha düşük maliyetli olabilir
Tersine, zararsız ortamlar için egzotik malzemeler belirtmek bütçeyi sadece israf eder. Kurutulmuş bir iç mekânda paslanmaz çelik bir bileşen, uygun kaplama ile düşük alaşımlı çelikle aynı şekilde performans gösterebileceği durumda genellikle gereksiz maliyet oluşturur.
Malzeme seçenekleri ve bunların avantaj-dezavantajları konusunda net bir anlayışa sahip olarak artık performans ihtiyaçlarınızı bütçe gerçekleriyle dengeleyecek şekilde gereksinimleri belirtebilirsiniz. Bir sonraki kritik husus nedir? Tolerans standartlarını anlama—çünkü parçalarınız tasarlandığı gibi birbirine oturmazsa en mükemmel malzeme seçimi bile hiçbir anlam ifade etmez.
Tolerans Standartları ve Hassaslık Özellikleri Açıklaması
Mükemmel malzemeyi seçtiniz. Tasarımınız ekran üzerinde kusursuz görünüyor. Ancak burada birçok proje takılıyor: ya ulaşılması için çok yüksek maliyetli ya da işlevsel gereksinimlerinizi karşılamayan toleranslar belirlemek. Hassas işlenmiş parçaların teknik özelliklerini anlama, sadece teknik bir bilgi değil; tam oturan bileşenler ile yeniden işlenmesi gereken pahalı hatalar arasındaki farktır.
Toleranslar, bir bileşenin boyutlarında izin verilen değişimi tanımlar. Bunları kabul edilebilir hata payı olarak düşünebilirsiniz. ±0,02 mm toleranslı 10 mm çapında tasarlanmış bir mil, aslında 9,98 mm ile 10,02 mm arasında herhangi bir ölçüye sahip olabilir ve yine de kabul edilebilir sayılırlar. Bu görünürde küçük ayrıntı, hem maliyet hem de işlev açısından büyük sonuçlara yol açar.
Tolerans Sınıflarını ve Bunların Sonuçlarını Çözümleme
Hassas işlenmiş parçalar üreticilerinden teklifler incelediğinizde çeşitli tolerans belirtimleriyle karşılaşacaksınız. Endüstri standartlarına göre standart CNC işlemenin toleransları ±0,25 mm (±0,010") olarak belirlenmiştir ve bu değer, çoğu hassas üretim işleminin temel yeteneğini temsil eder. Bu düzey, makine doğruluğundaki normal değişimleri, termal etkileri, kesici takım aşınmasını ve tezgâh kurulumunun tekrarlanabilirliğini dikkate alırken ekonomik üretim oranlarını korumayı sağlar.
Peki farklı tolerans sınıfları projeniz için aslında ne anlama gelir? İşte pratik bir açıklama:
- Standart toleranslar (±0,25 mm / ±0,010") – Kritik olmayan boyutlar, genel yapısal bileşenler ve çok hassas bir uyum gerektirmeyen parçalar için uygundur. En maliyet-verimli seçenektir.
- İnce toleranslar (±0,125 mm / ±0,005") – Orta düzey uyum gereksinimleri olan hassas makine parçaları, hareketli bileşenler ve güvenilir hizalama gerektiren montajlar için gerekir.
- Hassas toleranslar (±0,05 mm / ±0,002") – Rulman muhafazaları, hidrolik bileşenler ve hassas montajlar gibi talepkar uygulamalarda kullanılan yüksek hassasiyetli işlenmiş parçalar için gereklidir.
- Ultra-hassas toleranslar (±0,0125 mm / ±0,0005") – Mikron düzeyinde doğruluk şart olduğu havacılık, tıbbi cihazlar ve optik ekipmanlarda yüksek hassasiyetli işlenmiş bileşenler için ayrılmıştır.
Toleranslarda her bir adım daha daraltmak, daha gelişmiş teçhizat, çevre kontrolü ve muayene protokolleri gerektirir. Modus Advanced'ın belirttiği gibi, ultra-hassas toleranslar elde etmek, ±0,5 °C’lik sıcaklık kontrolü sağlayan ortamlar, titreşim yalıtımı ve yüksek hassasiyetli miller gerektirir; bu da temel maliyetlere %100–200 ek yük getirir.
Kesin Toleransların Gerçekten Önem Kazandığı An
İşte rahatsız edici gerçek: Birçok alıcı, maliyet sonuçlarını anlamadan gereğinden fazla sıkı toleranslar belirtir. Fonksiyonel olarak tamamen aynı performansı gösteren bir parçada ±0,1 mm tolerans yeterliyken ±0,01 mm toleranslı hassas CNC işlenmiş parçalar talep etmek, bütçeyi gereksiz yere tüketir.
Peki, ne zaman gerçekten sıkı toleranslar gerekir? Şu senaryolara odaklanın:
- Birbirine temas eden yüzeyler – İki bileşenin belirli bir boşluk veya geçme ile birbirine oturması gerektiğinde
- Dönen montajlar – Mil, rulman ve muhafazalar gibi sürekli merkezileşme (konsantrisite) gerektiren parçalarda
- Sızdırmazlık yüzeyleri – Sıvı veya gazın tutulması, hassas bir uyum üzerine dayandığı alanlar
- Kritik hizalama özellikleri – Montaj delikleri, konumlandırma pimleri ve referans yüzeyler
Kritik olmayan boyutlar için — bir braketin toplam uzunluğu, eşleşmeyen bir yüzeyin genişliği ya da bol boşluklu montaj deliklerinin konumları — standart toleranslar genellikle yeterlidir. Buna göre Abra Engineering , aşırı dar toleranslar işlevsel değer katmadan üretim maliyetlerini artırır; bu nedenle maliyet verimliliği açısından tolerans optimizasyonu hayati öneme sahiptir.
Aşırı mühendislik yapmadan gereksinimleri belirtmek
Tolerans gereksinimlerinizi maliyetleri artırmeden nasıl etkili bir şekilde iletebilirsiniz? Çizimlerinizde kritik ve kritik olmayan boyutları ayırt ederek başlayın.
En dar toleransları yalnızca fonksiyonel gereksinimlerin gerektirdiği yerlere uygulayın. Bir hassas işlenmiş parça, yatak yuvasında ±0,025 mm’lik bir toleransa ihtiyaç duyabilirken, toplam yükseklikte ±0,25 mm’lik bir toleransla yetinebilir. Bu seçici yaklaşım, üreticilerin kaynaklarını doğrudan hassasiyetin gerçekten önemli olduğu noktalara odaklanmalarını sağlar.
Karmaşık gereksinimler için Geometrik Boyutlandırma ve Toleranslama (GD&T) yöntemini göz önünde bulundurun. Protolabs, GD&T'nin diklik, eşmerkezlilik ve gerçek konum gibi özellikler arasındaki ilişkileri, basit çift yönlü toleranslara kıyasla daha etkili bir şekilde kontrol ettiğini açıklar. Bu yaklaşım, uygulamanız için "tolerans içinde" ifadesinin tam olarak ne anlama geldiğine dair belirsizliği giderirken aynı zamanda daha kapsamlı bir kalite kontrolü sağlar.
Yüzey işleyiş özellikleri belirtmeyi unutmayın. Düz yüzeyler için standart yüzey pürüzlülüğü değeri 63 µin, eğri yüzeyler için ise 125 µin'dir; bu değerler çoğu uygulamayı karşılar. Daha pürüzsüz yüzeyler belirtmek, parlatma işlemlerini ve maliyeti artırır—bu durum sızdırmazlık yüzeyleri veya estetik amaçlı parçalar için faydalı olabilir, ancak diğer durumlarda gereksizdir.
Son olarak, teknik özelliklerinizi nihai hale getirmeden önce olası üreticilerle tolerans gereksinimleri konusunu görüşün. Deneyimli hassas işleyen parçalar tedarikçileri, genellikle fonksiyonel hedeflerinize daha düşük maliyetle ulaşmanızı sağlayan alternatif yaklaşımlar önerebilir. Bu tedarikçiler, teknik özelliklerinizin standart yeteneklerini aşan ve dolayısıyla özel fiyatlandırma gerektiren noktaları belirleyebilir; ancak küçük ayarlamalarla ekonomik sınırlar içinde kalmanız mümkün olabilir.
Tolerans gereksinimlerini net bir şekilde anladığınızda, yetkin üreticileri diğerlerinden ayıran başka bir kritik faktörü değerlendirmeye hazırsınız: kalite sertifikaları ve bu sertifikaların alacağınız parçalar hakkında aslında neyi garanti ettiğidir.
Önem Arz Eden Kalite Sertifikaları ve Muayene Standartları
Bir üreticiyi, web sitesinde etkileyici sertifikalarla (ISO 9001, IATF 16949, AS9100) tanıtan bir liste üzerinden buldunuz. Ancak bu kısaltmalar, alacağınız hassas işlenmiş ürünler açısından aslında ne tür bir garanti sunmaktadır? Birçok alıcı, sertifikaları anlamlı kalite göstergeleri olarak değil, yalnızca kontrol edilecek kutucuklar gibi ele alır. Her bir sertifikanın neler gerektirdiğini anlamak, üreticinin kalite sistemlerinin projenizin gereksinimleriyle gerçekten uyumlu olup olmadığını değerlendirmenize yardımcı olur.
Kalite sertifikaları, bir üreticinin belgelendirilmiş süreçleri takip ettiğini, tutarlı standartları sürdürdüğünü ve operasyonlarını sürekli geliştirdiğini gösteren üçüncü taraf doğrulamalarıdır. Bunlar yalnızca duvardaki plakalar değildir; bunlar ürün kusurlarını azaltan, izlenebilirliği sağlayan ve tedarik zincirinizi koruyan hassas parçalar üretimine yönelik sistematik yaklaşımları gösterir.
ISO 9001 ve Sağladığı Garantiler
ISO 9001, kalite yönetimine ilişkin dünya çapında sektörler genelinde temel oluşturur. Küresel olarak bir milyondan fazla sertifikalı kuruluşla bu standart, güçlü bir kalite yönetim sistemi için temel gereksinimleri belirler.
ISO 9001 aslında neleri gerektirir? Bu sertifikasyon, belgelendirilmiş prosedürlerin, tutarlı süreç uygulamalarının ve sürekli iyileştirme kanıtının sağlanması talep eder. Üreticiler, müşteri odaklılık, risk temelli düşünme ve ölçülebilir kalite amaçları göstermek zorundadır. ISO 9001 sertifikalı hassas işlenmiş parçalar tedarikçinizden ürün temin ettiğinizde, aşağıdaki sistemleri kurmuş bir kuruluşla çalışıyorsunuz:
- İşlem belgeleri – Yazılı prosedürler, hangi operatörün ekipmanı çalıştırdığına bakılmaksızın tutarlı operasyonları sağlar
- Müşteri gereksinimlerinin takibi – Sistemler, üretim süreci boyunca spesifikasyonlarınızı kaydeder ve doğrular
- Düzeltici eylem protokolleri – Sorunlar ortaya çıktığında, kök neden analizi tekrarını önler
- Yönetim incelemesi – Liderlik, kalite performansını düzenli olarak değerlendirir ve iyileştirmeyi sürükler
Genel endüstriyel uygulamalar için ISO 9001 sertifikasyonu, bir üreticinin profesyonel düzeyde faaliyet yürüttüğünü makul ölçüde garanti eder. Ancak sektör özelindeki sertifikalar, bu temeli, belirli sektörler için özelleştirilmiş ek gereksinimlerle güçlendirir.
Otomotiv Tedarik Zincirleri İçin IATF 16949
Otomotiv uygulamaları için hassas CNC bileşenleri tedarik ediyorsanız, IATF 16949 sertifikasyonu zorunlu hâle gelir. Uluslararası Otomotiv Görev Gücü tarafından ISO ile iş birliği içinde geliştirilen bu standart, ISO 9001 uyumluluğunun üzerine otomotiv sektörüne özgü ek gereksinimler getirir.
Sertifikasyon uzmanlarına göre iATF 16949, özellikle kusur önleme, tedarik zinciri izlenebilirliği ve üretimdeki değişkenliğin azaltılması üzerinde yoğunlaşır—bileşenler yolcu taşıyan araçlara monte edildiğinde bu konular son derece kritiktir. Büyük otomotiv üreticileri, Tier 1 ve Tier 2 tedarikçilerinden bu sertifikayı talep eder.
IATF 16949’u ISO 9001’den daha katı kılan nedir? Otomotiv standardı aşağıdaki hususları zorunlu kılar:
- Ürün güvenliği gereksinimleri – Bileşenlerin güvenlik riskleri yaratmamasını sağlayan özel protokoller
- Müşteri Özel Gereksinimleri – Her büyük otomobil üreticisi, kalite beklentilerine kendi özgün gereksinimlerini ekler
- Acil durum planlaması – Tedarik zinciri kesintilerine yönelik belgelendirilmiş yanıt mekanizmaları
- Garanti Yönetimi – Alan başarısızlıklarını izleyen ve gerektiğinde ürün geri çağırma işlemlerini mümkün kılan sistemler
- Tedarikçi geliştirme – Kalite sistemlerinin alt seviye tedarikçilere kadar genişletilmesini gerektiren şartlar
Otomotiv uygulamaları için üretilen hassas bileşenlerin üretiminde IATF 16949 sertifikasyonu, sektörün yüksek kalite beklentilerini karşılamaya hazır bir üreticiyi işaret eder. Shaoyi Metal Technology gibi tesisler bu sertifikayı, otomotiv tedarik zincirlerinin talep ettiği tutarlılığı sağlayabilmek için sıkı İstatistiksel Süreç Kontrolü (SPC) protokolleriyle birlikte sürdürüyor.
Havacılık Bileşenleri İçin AS9100 Gereksinimleri
Uzay ve havacılık uygulamaları, daha da katı kalite sistemleri gerektirir. AS9100 sertifikasyonu, özellikle uzay ve havacılık sektörünün gereksinimlerini ele alır ve parçaların havacılık endüstrisinin talep ettiği güvenlik, kalite ve teknik standartları karşıladığını doğrular.
Neden uzay ve havacılık sektörü kendi sertifikasyonunu gerektirir? Uçaklardaki bileşenler aşırı koşullar altında çalışır—sıcaklık dalgalanmaları, titreşim, basınç değişiklikleri—ve bu bileşenlerin başarısız olması sonucunda ortaya çıkabilecek sonuçlar felaket boyutunda olabilir. AS9100, genel imalat sertifikasyonlarının öngördüğünden daha fazlasını gerektiren yapılandırma yönetimi, ilk parça denetimi ve geliştirilmiş izlenebilirlik gibi ek gereksinimler içerir.
İstatistiksel Süreç Kontrolü’nü Anlamak
Sertifikaların ötesinde, potansiyel üreticilerden denetim yöntemleri ve kalite kontrol süreçleri hakkında bilgi alın. İstatistiksel Süreç Kontrolü (SPC), üretim partileri boyunca tutarlılığı sürdürmeye yönelik veriye dayalı bir yaklaşımdır.
Kusurlu ürünleri tamamlanmış parçaları inceleyerek tespit etmek ve reddetmek yerine, İstatistiksel Süreç Kontrolü (SPC) üretim parametrelerini gerçek zamanlı olarak izler. Kontrol grafikleri, kritik boyutları takip eder ve parçaların tolerans dışı olmasına neden olacak eğilimleri önceden belirler. Bu proaktif yaklaşım, hurda miktarını azaltır, verimi artırır ve hassas işlenmiş ürünlerinizin üretim süreci boyunca tüm spesifikasyon sınırları içinde kaldığının belgelendirilmiş kanıtını sağlar.
İstatistiksel Süreç Kontrolü (SPC) sistemlerine yatırım yapan üreticiler, minimum sertifikasyon gereksinimlerinin ötesinde hassas bileşen imalatına yönelik bağlılıklarını gösterir. Hassas işlenmiş parçalar tedarikçilerini değerlendirirken, ölçüm kapasiteleri, muayene sıklıkları ve kalite verilerinin müşteri incelemesi için nasıl belgelenmesi konularını sorgulayın.
Temel Sertifikasyonlar Hızlı Başvuru
Uygulama gereksinimlerinizi uygun sertifikasyon seviyelerine eşleştirin:
- ISO 9001 – Evrensel kalite yönetim temeli; genel endüstriyel uygulamalar için uygundur
- IATF 16949 – Otomotiv sektörü gereksinimi; taşıt bileşeni tedarikçileri için zorunludur
- AS9100 – Havacılık ve savunma standardı; uçak parçaları ve montajları için zorunludur
- ISO 13485 – Tıbbi cihaz üretimi; hasta güvenliğini ve düzenleyici uyumluluğu sağlar
- ISO 14001 – Çevre yönetimi; sürdürülebilir üretim uygulamalarını gösterir
Sertifikalar, bir üreticinin hangi sistemleri kurduğunu size söyler — ancak bu üreticinin belirli projeniz için doğru uyum sağlayıp sağlamadığını söylemez. Bir sonraki adım, nitelikli tedarikçilerinizin kısa listesini oluşturmak amacıyla yeteneklerini, iletişim becerilerini ve geçmiş performanslarını değerlendirmektir.
Doğru Üreticiyi Değerlendirme ve Seçme Yöntemi
Sertifikaları incelediniz, yetenekleri analiz ettiniz ve olası tedarikçilerden oluşan bir yığın bilgi topladınız. Şimdi gelmişken zor kısım: Gerçekten kaliteli tornalanmış parçalar üreten üreticileri, yalnızca pazarlama açısından başarılı olanlardan ayırmak. Başarılı bir iş birliği ile maliyetli bir hata arasındaki fark, genellikle taahhüt vermeden önce potansiyel tedarikçileri ne kadar titizlikle değerlendirdiğinizle belirlenir.
Doğru hassas parça üreticisini seçmek, en düşük teklifi bulmakla ilgili değildir. Bunun yerine, yetenekleri, kalite sistemleri ve iletişim tarzı projenizin gereksinimleriyle uyumlu bir ortak belirlemekle ilgilidir. İlginizi koruyan ve güvenilir, uzun vadeli bir tedarikçi bulma şansınızı artıran sistematik bir yaklaşımı birlikte inceleyelim.
Pazarlama İddialarının Ötesinde Yetenek Değerlendirmesi
Her tornalanmış parça üreticisinin web sitesi, etkileyici ekipman listelerini ve övücü referansları sergiler. Ancak bu iddiaların gerçekliğiyle uyumlu olup olmadığını nasıl doğrulayabilirsiniz? Yüzeyin ötesine bakarak başlayın.
Sektör uzmanlarına göre , bir CNC parçaları üreticisini değerlendirmek, teknik altyapılarını, ekip uzmanlıklarını ve üretim ölçeklenebilirliğini incelemeyi gerektirir. Gelişmiş CNC torna tezgâhları, freze makineleri ve koordinat ölçüm makineleri (CMM’ler) kullanıp kullanmadıklarını kontrol edin. Mühendislik ekibinin CAD/CAM araçlarıyla ve çok eksenli tornalama konusunda uzmanlık göstermesi gerekir; sadece bu ekipmanlara sahip olmaları yeterli değildir.
Makine modelleri, iş milleri devirleri, çalışma hacimleri ve konumlandırma doğruluğu hakkında ayrıntılı bilgi talep edin. 5 eksenli imalat yeteneğine sahip olduğunu iddia eden bir özel parça üreticisi, genellemelerle yetinmeksizin gerçek ekipmanları hakkında detaylı bilgileri kolayca sağlamalıdır. Tipik parça karmaşıklıkları hakkında sorunuz ve projenizin onların rahatlık alanında mı yoksa sınırlarını zorlayacak düzeyde mi olduğunu öğreniniz.
Kapasite değerlendirmelerini göz ardı etmeyin. Hassas torna parçaları üreten bir üreticinin tesisinin %95 oranında kullanım oranı ile çalışması durumunda, sizin zaman çizelgenizi karşılamakta zorlanabilir. Mevcut iş yüklerini ve büyüme yönelimlerini anlamak, ihtiyaçlarınıza göre ölçeklenebilip ölçeklenemeyeceklerini değerlendirmenize yardımcı olur.
Potansiyel Tedarikçileri Değerlendirirken Dikkat Edilmesi Gereken Kırmızı Bayraklar
Deneyim, alıcıların erken dönemden itibaren uyarı işaretlerini tanımalarını öğretir. Gelecekteki sorunlara sıkça işaret eden aşağıdaki yaygın kırmızı bayraklara dikkat edin:
- Referans paylaşmaya isteksizlik – Kuruluşu tamamlanmış üreticiler, memnun müşterilerinizle bağlantı kurmanız için gönüllü olarak yardımcı olurlar
- Toleranslarla ilgili belirsiz cevaplar – Yetkin mağazalar, yeteneklerini ve sınırlamalarını kesin bir şekilde açıklar
- Olağanüstü düşük teklifler – Rakiplerine kıyasla çok daha düşük fiyatlar, genellikle gizli kalite uzlaşmalarını veya 'tuzak-ve-değiştir' taktiklerini gösterir
- Zayıf iletişim uyumu – Teklif aşamasında cevap almak günler sürüyorsa, üretim sorunlarını hayal edin
- Tesis ziyaretlerine direnme – Saygın tornalama parçaları üreticileri, müşterilerin denetimlerini memnuniyetle kabul eder
- Eksik veya güncel olmayan sertifikalar – Kalite sertifikaları düzenli denetimler gerektirir; süresi geçmiş belgeler, ihmal edilen sistemleri işaret eder
Tedarikçi denetimi uzmanları vurgular bir tedarikçinin itibarı, genellikle güvenilirliği, ürün kalitesi ve müşteri hizmetleri açısından güvenilir bir göstergedir. Taahhütte bulunmadan önce sektör forumlarını, LinkedIn önerilerini ve mevcutsa herhangi bir vaka çalışmasını inceleyin.
Yerel Üretim ile Yurtdışı Üretim Karşılaştırması
Yerel üretim ile yurtdışı üretim kararı, yalnızca birim fiyatlamadan daha fazlasını içerir. Thomas tarafından yapılan bir ankete göre, Kuzey Amerika’da faaliyet gösteren üreticilerin %83’ü, son yıllarda ortaya çıkan tedarik zinciri zafiyetleri nedeniyle yeniden yerelleştirme (reshoring) değerlendirmesi yapmıştır.
Deniz aşırı imalat birim başına daha düşük maliyetler sunabilir; ancak nakliye, gümrük vergileri, stok tutma maliyetleri ve kalite denetimi gereksinimleri de dahil olmak üzere toplam teslim maliyetini göz önünde bulundurun. Zaman dilimi farklarından kaynaklanan iletişim zorlukları, fikri mülkiyet endişeleri ve daha uzun tedarik süreleri genellikle görünür tasarrufları azaltır.
Yerel üretim, daha yakın iş birliği sağlar, geliştirme sürecinde daha hızlı yinelemelere olanak tanır ve tedarik zinciri riskini azaltır. Mühendislik değişiklikleri ortaya çıktığında — ve mutlaka ortaya çıkacaktır — yerel tedarikçiler bu değişiklikleri haftalar değil, günler içinde uygular. Zaman açısından kritik projeler veya sıkı kalite kontrol gerektiren uygulamalar için yerel üretim primi genellikle haklı çıkar.
Adım Adım Değerlendirme Kontrol Listesi
Potansiyel tedarikçileri nesnel olarak değerlendirmek ve karşılaştırmak için bu sistematik süreci izleyin:
- Gereksinimlerinizi net bir şekilde tanımlayın – Tedarikçilerle iletişime geçmeden önce hacimleri, toleransları, malzemeleri, gerekli sertifikaları ve zaman çizelgesi beklentilerini belgeleyin
- İlk yetkinlikleri değerlendirme – Nitelikli adayları belirlemek için web sitelerini, ekipman listelerini ve sertifikaları inceleyin
- Detaylı fiyat teklifleri talep edin – Her tedarikçiye aynı teknik özellikleri sağlayın; yalnızca fiyatlar değil, aynı zamanda teslimat süreleri, ödeme koşulları ve dahil edilen hizmetler de karşılaştırılsın
- Sertifikaları bağımsız olarak doğrulayın – Serbest bırakılan logolara güvenmek yerine, geçerliliğini doğrulamak için sertifikasyon veritabanlarını kontrol edin
- Referans kontrolleri gerçekleştirin – Kalite tutarlılığı, iletişim ve sorun çözme konularında mevcut müşterilerle görüşün
- Finansal istikrarı değerlendirin – Özellikle kritik bileşenler için uzun vadeli sürdürülebilirliği değerlendirmek amacıyla finans raporları veya kredi raporları talep edin
- Tesis ziyaretleri veya sanal tur planlayın – Ekipman durumunu, işyeri düzenini ve ekibin uzmanlığını doğrudan gözlemleyin
- Prototip siparişiyle başlayın – Üretim hacimlerine bağlı kalmadan önce küçük bir projeyle ilişkinin sınanması
Uzun Vadeli Üretim Ortaklıkları Kurmak
Uygun bir tedarikçi bulmak sadece başlangıçtır. En başarılı alıcı-üretici ilişkileri, her iki tarafın da karşılıklı başarısına yatırım yaptığı gerçek ortaklıklara dönüşür.
Üretilebilirlik İçin Tasarım (DFM) geri bildirimi sunan üreticileri arayın—bu geri bildirimler, parçalarınızı iyileştirirken üretim maliyetlerinizi de azaltır. Talimatları yalnızca uygulamakla kalmayıp, tasarım değişiklikleri önermeye istekli bir torna tezgâhı parçaları üreticisi, uzmanlığını ve iş birliği odaklı yaklaşımını kanıtlar.
Sorun çözme yaklaşımını değerlendirin. Sorunlar kaçınılmaz olarak ortaya çıktığında, üretici proaktif iletişim kuruyor mu yoksa sorunları kriz haline gelene kadar gizliyor mu? Sektörün rehberliği, tepki verme hızı yüksek ve net iletişim kurmanın, zorluklar ortaya çıktığında sizin bilgilenmediğiniz durumların yaşanmamasını sağladığını doğrular.
Satış sonrası desteği de göz önünde bulundurun. Tedarikçi, parçalar beklendiği gibi performans göstermediğinde garanti, değişim veya teknik destek sunuyor mu? Kaliteli bir üretici, işlerinin arkasında durur ve her projeyi ilişkiyi güçlendirmenin bir fırsatı olarak görür.
Titiz bir değerlendirme sürecine harcanan çaba, üretim ortaklığınız boyunca size fayda sağlar. Güvenilir bir ortak belirlendikten sonra bir sonraki adımınız, doğru fiyat teklifleri alınmasını ve sorunsuz üretim başlangıcını sağlayan bir Teklif Talep (RFQ) paketi hazırlamaktır.
RFQ’nızı Hazırlama ve Teslim Sürelerini Anlama
Uygun tedarikçileri belirlediniz ve yeteneklerini değerlendirdiniz. Şimdi doğru fiyat teklifleri alıp almayacağınız ya da hayal kırıklığına uğratan sürekli açıklamalar talep eden karşılıklı iletişim süreçlerine girmenizin belirlenmesi gereken an geldi: Teklif Talep (RFQ) belgenizi hazırlama aşaması. İyi yapılandırılmış bir RFQ paketi yalnızca fiyat teklifi sürecini hızlandırmaz; aynı zamanda profesyonel bir satın alma uzmanı olarak itibarınızı pekiştirir ve sorunsuz bir üretim ortaklığı için temel oluşturur.
RFQ'nuzu bir iletişim aracı olarak düşünün. Bilgileriniz ne kadar eksiksiz ve düzenliyse, üreticiler projenizi o kadar hızlı değerlendirebilir ve rekabetçi fiyat teklifleri sunabilir. Eksik talepler, satış ekiplerinin eksik detayları takip etmesine neden olur ve bu da ilk fiyat teklifinizi almanızı genellikle günlerce veya haftalarca geciktirir.
Teklif Talebiniz İçin Temel Bilgiler
Hemen dikkat çeken bir RFQ ile kuyrukta bekleyen bir RFQ'yu ayıran şey nedir? Eksiksizlik. İmalat hizmeti sağlayıcılarına göre , RFQ'nuz ne kadar ayrıntılıysa, doğru fiyat teklifini o kadar hızlı alırsınız. Teknik spesifikasyonlara geçmeden önce temel bilgilerle başlayın.
RFQ paketiniz şu temel unsurları içermelidir:
- Şirket Bilgisi – İletişim bilgileri, fatura adresi, gönderim adresi ve işletme kimlik bilgileri
- Ürün Açıklaması – İhtiyaç duyduğunuz ürünün ve kullanım amacının temel özeti
- Malzeme özellikler – Tercih edilen malzemeler veya kabul edilebilir alternatifler ile herhangi özel gereksinimler
- Miktar gereksinimleri – İlk sipariş hacmi ve tahmini yıllık kullanım miktarı
- Zaman çizelgesi beklentileri – Hedef teslim tarihleri ve herhangi bir zaman çizelgesi kısıtlaması
- Endüstri Özel Gereksinimleri – Parçaların tıbbi, havacılık, otomotiv veya diğer düzenlenmiş uygulamalar için olup olmadığını belirtin
- Kalite belgelerine ilişkin gereksinimler – Muayene raporları, sertifikalar veya izlenebilirlik gereksinimleri
Eksik bilgiler hakkında üreticilerin sizden soru sormasını varsaymayın. Bazıları, gerçek ihtiyaçlarınızla örtüşmeyen varsayımlara dayalı fiyat teklifi verebilir; bu da özel olarak üretilen parçalarınızın teslim edilmesi veya faturalarınızın ödemesi gerektiğinde sürprizlere yol açabilir.
Teknik Çizimler ve Şartname Gereksinimleri
Çizimleriniz, özel parça üretiminde kesin referans niteliğindedir. Bunlar, geometriyi, toleransları, yüzey pürüzlülüğünü ve özel gereksinimleri evrensel bir mühendislik diliyle aktarır. Uygun çizimler olmadan, en yetkin üretici bile beklentilerinize uygun sonuçları garanti edemez.
Sektörün en iyi uygulamaları, hem 2B PDF çizimlerinin hem de 3B STEP dosyalarının sağlanması gerektiğini önerir. PDF, kritik boyutları ve toleransları tanımlayan ana belge görevi görürken; 3B model, üreticilerin geometriyi doğrudan CAM yazılımına aktarmasını ve karmaşık özelliklere ilişkin anlayışlarını doğrulamasını sağlar.
Teknik paketinizde açıkça belirtilmesi gerekenler:
- Toleranslı kritik boyutlar – Hangi özelliklerin sıkı kontrol gerektirdiğini belirtin
- Yüzey Bitiş Gereksinimleri – Farklı yüzeyler için pürüzlülük değerlerini belirtin
- Geometrik Toleranslar – Konum, eşmerkezlilik, diklik gibi ilgili durumlarda GD&T (Geometrik Boyutlandırma ve Toleranslama) çağrılarını dahil edin
- Malzeme ve ısı işlemi spesifikasyonları – Alaşım sınıflarını ve gerekli herhangi bir işlemi tanımlayın
- Diş Özellikleri – Standart veya özel vida çağrılarını, uyum sınıfıyla birlikte belirtin
- Özel işaretleme veya tanımlama – Parça numaraları, parti kodları veya diğer gerekli işaretleme
İşlenmiş parçalar için çevrimiçi fiyat teklifi sistemlerini inceliyorsanız, otomatik platformların tam 3B modeller ve standart toleranslarla en iyi şekilde çalıştığını unutmayın. Olağandışı özelliklere sahip veya sıkı teknik şartnamelere sahip karmaşık özel işlenmiş parçalar genellikle doğrudan mühendislik incelemesinden yararlanır.
Hacim Dikkatleri ve Fiyatlandırma Yapıları
Sipariş ettiğiniz miktar birim başına fiyatı büyük ölçüde etkiler; bu ilişkiyi anlamak, daha akıllı tedarik kararları vermenize yardımcı olur. Özel CNC parçaların fiyatı hem sabit maliyetleri (programlama, hazırlık, takımlar) hem de değişken maliyetleri (malzeme, işleme süresi, muayene) içerir. Daha yüksek üretim hacimleri, sabit maliyetleri daha fazla birime yayarak parça başına fiyatı düşürür.
Hacim tahminleriniz konusunda şeffaf olun. 100 adet için fiyat teklifi veren bir üretici ile 10.000 adet için fiyat teklifi veren bir üretici farklı kararlar alır. Farklı ekipman seçebilir, özel sabitleme aparatlarına yatırım yapabilir veya özel makine zamanı ayırabilir. Gerçekçi tahminler sunmak—even if uncertain—daha doğru fiyatlandırma yapılarının oluşturulmasını sağlar.
Birden fazla miktar eşiğinde basamaklı fiyatlandırma talep etmeyi düşünün. Bu, parçalarınız için ölçek ekonomilerinin anlamlı hale geldiği hacim eşiğini ortaya çıkarır. Örneğin, 250 parça yerine 500 parça siparişi vermenizin birim maliyetinizi %30 oranında düşürdüğünü fark edebilirsiniz; bu da envanter stratejinizi gözden geçirmenizi haklı çıkarır.
Prototipleme Karşı Üretim Gereksinimleri
Beş adet prototip birimi sipariş etme yaklaşımı ile beş bin adet üretim parçası sipariş etme yaklaşımı temelde farklıdır. Üretim uzmanlarına göre, programlar genellikle takımların prototip ve üretim süreçlerini birbiriyle değiştirilebilir gibi ele almasından dolayı başarısız olur—oysa bu iki süreç ayrı ayrı işleyen farklı operasyon modları gerektirir.
Prototip üretimi, hızı ve esnekliği öncelikler. Tasarımları doğruluyorsunuz, uyum ve işlev testleri yapıyorsunuz ve muhtemelen öğrendiklerinize dayalı olarak değişiklikler yapıyorsunuz. Üreticiler, kurulum maliyetlerini büyük hacimler üzerinden amorti edemeyecekleri için birim başına maliyetlerin yüksek olmasını bekleyin. Ancak prototipler genellikle üretim sıralarının önüne geçtikleri için teslim süreleri çoğunlukla daha kısadır.
Üretim parçalarının üretimi, tekrarlanabilirliği, belgelenmiş süreçleri ve optimize edilmiş maliyetleri vurgular. Tasarımın donmuş olması, teknik özelliklerin nihai hâle getirilmesi ve kalite gereksinimlerinin açıkça tanımlanması gerekir. Üreticiler, özel sabitleme aparatlarına (fixturing) yatırım yapar, süreç parametrelerini belirler ve küçük prototip üretimleri için anlamsız olacak istatistiksel kontrolleri uygular.
Geliştirme döngüsünde hangi aşamada olduğunuzu açıkça belirtin. Prototip üretimi için özel parça üretimi gerektiğini ve bunu üretim sürecinin takip edeceğini bilen bir üretici, teklifini buna göre yapılandırabilir—örneğin üretim hacmi taahhütleri karşılığında prototip fiyatlarında indirim sunabilir.
Teslim Süresi Etkenleri ve Üretim Planlaması
Parçalarınızı ne kadar sürede alacağınız hangi faktörlere bağlıdır? Teslim süreleri, yalnızca işlenebilirlik karmaşıklığından çok daha fazla etkenle belirlenir. Bu etkenleri anlamak, gerçekçi beklentiler oluşturmanıza ve buna göre planlamanıza yardımcı olur.
Temel teslim süresi etkenleri şunlardır:
- Mevcut atölye kapasitesi – İş yoğun dönemlerinde parça karmaşıklığına bakılmaksızın kuyruklar uzar
- Malzeme Mevcudiyeti – Standart alaşımlar hızlıca sevk edilir; özel malzemeler haftalar sürebilir
- İkincil İşlemler – Isıl işlem, kaplama ve boyama işlemlerinin yapılması işlenme süresini artırır
- Müsaade gereksinimleri – Detaylı belgelendirme, kalite kontrol süresini artırır
- Çizim tamamlayıcılığı – Eksik bilgiler, açıklama talebiyle gecikmelere neden olur
- Ilk makale onayı – İlk numuneleri onaylayana kadar üretim durdurulur
Acil ihtiyaçlar için lütfen hızlandırılmış teslimat seçenekleri hakkında önceden sorun. Birçok üretici, kritik bileşenler için bazen bir günlük teslim süresi sağlayan, ek ücret karşılığı hızlandırılmış hizmet sunar. Ancak her siparişi acele ettirmek, iş ilişkilerini ve bütçeleri zorlar. Hızlandırılmış teslimat taleplerinizi yalnızca gerçek acil durumlar için ayırın.
Parça üretimi planlaması, gelecekteki ihtiyaçlarınızla ilgili görüşebilirlik sağladığınızda en iyi şekilde çalışır. Tahminlerinizi —hatta yaklaşık değerleri dahi olsa— paylaşmak, üreticilerin kapasite rezerve etmesine, malzemeleri önceden sipariş etmesine ve üretim programlamasını daha verimli hâle getirmesine olanak tanır. Bu iş birliği, genellikle tek tek sipariş temelli işlemlere kıyasla daha uygun fiyatlar ve daha güvenilir teslimatlara yol açar.
RFQ'nuz tam olarak hazırlandığında, üreticiler eksik detayları takip etmek yerine mühendislik incelemesi ve doğru fiyatlandırmaya odaklanabilir. Ancak parçaların sevk edilmesinden önce birçok uygulama, işlenen parçalarınıza değer ve işlevsellik kazandıran ek işlem gerektirir—ısı işlemi, yüzey işlemleri veya montaj hizmetleri.
İkincil İşlemler ve Bitirme Süreçleri
Hassas işlenmiş parçalarınız CNC makinesinden gelir—ancak gerçekten bitmiş midir? Birçok uygulamada, ham işlenmiş ürünlerin uygulamanızın gerektirdiği performans özelliklerini kazanabilmesi için ek işlem gereklidir. Bu ikincil işlemler, iyi parçaları mükemmel parçalara dönüştürür ve yalnızca tornalama/imalatla sağlanamayan dayanıklılık, korozyon direnci ve işlevsellik sağlar.
Bu süreçlerin ne zaman ve neden önemli olduğunu anlamak, gereksinimlerinizi doğru şekilde belirtmenize ve maliyetli sürprizlerden kaçınmanıza yardımcı olur. Şimdi, CNC ile işlenmiş parçalarınıza gerçek değer katan ikincil işlemleri inceleyelim.
Geliştirilmiş Performans İçin Isıl İşlem
Yüzeyi sertleştirilmemiş bir dişlinin erken aşınmasına veya gerilimini kaybeden bir yayın kalıntı gerilmelerinin giderilmemesi nedeniyle bozulmasına hayal edin. Isıl işlem, metallerin iç yapısını kontrollü ısıtma ve soğutma döngüleriyle değiştirerek bu tür sorunlara çözüm sunar.
Hubs’a göre, ısıl işlem; metal parçalardaki sertlik, mukavemet, tokluk ve süneklik gibi kritik özelliklerin değiştirilmesi için zorunludur. Isıl işlemin zamanlaması—işleme öncesi mi yoksa sonrası mı uygulanacağı—belirli gereksinimlerinize bağlıdır.
İşleme öncesi ısıl işlem standartlaştırılmış metal alaşım sınıfları kullanıldığında iyi sonuç verir. Üreticiler, önceden ısıl işlenmiş malzemeden doğrudan parça üretebilirler; bu da teslim sürelerini kısaltır. Ancak i̇şleme sonrası ısıl işlem malzemenin sertleştirilmesi amaçlandığında ya da özellikle işlem sonrası önemli ölçüde sertleşen takım çelikleri için bitirme işlemi olarak uygulandığında zorunlu hâle gelir.
En yaygın üç ısıl işlem süreci şunlardır:
- Tavlama – Malzemenin yumuşatılması ve işlenebilirliğinin artırılması amacıyla metalin yüksek sıcaklığa kadar ısıtılması ve ardından yavaş soğutulması işlemi. Ek işlemler belirtilmedikçe, çoğu CNC ile işlenmiş parça tavlanmış durumda özellik gösterir.
- Gerilim Giderme – Üretim sırasında ortaya çıkan gerilme birikimlerini gidermek amacıyla işlemenin ardından uygulanır; böylece parçalar daha tutarlı mekanik özelliklere sahip olur.
- Isıl İşlem Sonrası Sertlik Azaltma (Temperleme) – Düşük karbonlu çelikler ve alaşımlı çeliklerin su verilmesinin ardından uygulanır; kırılganlığı azaltırken mekanik performansı artırır.
Yüksek yükler veya aşınmaya maruz kalan karmaşık işlenmiş parçalar için ısıl işlem, kabul edilebilir performans ile erken başarısızlık arasındaki farkı oluşturur.
Yüzey İşleme Seçenekleri ve Uygulamaları
Yüzey işlemleri, parçaları sadece estetik olarak değil; aynı zamanda korozyona karşı koruma sağlar, sürtünmeyi azaltır, elektriksel özellikleri iyileştirir ve aşınma direncini artırır. Doğru yüzey işleminin seçilmesi, çalışma ortamınız ve fonksiyonel gereksinimlerinize bağlıdır.
Alpha Metal’e göre , her yüzey işlem yöntemi farklı uygulamalar için belirgin avantajlar sunar:
Anodizasyon bir elektrokimyasal süreç yoluyla alüminyum yüzeylerde sert, korozyona dayanıklı bir oksit tabakası oluşturur. Parça, yüzeyin elektriksel olarak oksitlenmesini sağlayan asidik bir elektrolit çözeltisine daldırılır. Bu "dönüşüm kaplaması", çeşitli renklere boyanabilir ve mükemmel aşınma direnci sağlar; bu nedenle havacılık, otomotiv, elektronik ve mimari bileşenlerde yaygın olarak kullanılır.
Kaplama bileşeninizin yüzeyine ince bir metal tabakası çökerterek kaplama yapar. Nikel kaplama, korozyon direncini artırır; krom kaplama, estetik parlaklık ve sertlik kazandırır; çinko kaplama, kurban olabilen (sacrificial) korozyon koruması sağlar; altın kaplama ise elektriksel iletkenliği geliştirir. Bu süreç, elektrokaplama (elektrik akımı kullanılarak) ya da elektrolizsiz kimyasal çökeltme yöntemiyle gerçekleştirilir.
Toz kaplama kuru bir polimer tozu, elektrostatik olarak uygulanır ve ardından kalın, dayanıklı bir kaplama oluşturmak için ısı altında sertleştirilir. Bu süreç, düşük çevresel etkiyle birlikte mükemmel darbe ve korozyon direnci sağlar—fazla püskürtülen malzeme geri dönüştürülebilir ve VOC emisyonları düşüktür.
Resim renk eşleme ve estetik gereksinimler açısından hâlâ en çok yönlü seçenek olmaya devam eder; ancak genellikle toz boyama veya anodizasyona kıyasla daha az dayanıklılık sunar. Su bazlı boyalar, çözücü bazlı formülasyonlara çevre dostu alternatifler sunar.
Yüzey İşleme Seçeneklerinin Karşılaştırılması
Bu tablo, yüzey işlem süreçlerini uygulama gereksinimlerinizle eşleştirmenize yardımcı olur:
| İşlem türü | Ana Faydaları | Tipik Uygulamalar | Maliyet Etkisi |
|---|---|---|---|
| Anodizasyon | Sert, aşınmaya dayanıklı yüzey; korozyon koruması; renk seçenekleri; yalıtkan | Havacılık bileşenleri, elektronik muhafazaları, mimari elemanlar | Orta ($$) |
| Elektrokaplama (Nikel/Krom) | Geliştirilmiş korozyon direnci; estetik metal görünüm; artırılmış iletkenlik | Otomotiv süslemeleri, aletler, takılar, elektronik bağlantı elemanları | Orta ila Yüksek ($$–$$$) |
| Çinko kaplama | Koruyucu (kurban) korozyon koruması; maliyet açısından avantajlı | Bağlantı elemanları, bağlantı parçaları, yapısal donanım | Düşük ($) |
| Toz kaplama | Kalın, homojen kaplama; mükemmel darbe direnci; geniş renk seçeneği; çevre dostu | Dış mekân ekipmanları, ev aletleri, otomotiv parçaları | Orta ($$) |
| Resim | Sınırsız renk seçeneği; kolay dokunmatik tamir imkânı; çok yönlü alt tabaka uyumluluğu | Tüketici ürünleri, inşaat malzemeleri, muhafazalar | Düşük ila Orta ($–$$) |
| Cam boncuk kumlama | Pürüzsüz saten yüzey; yüzey hazırlığı; geliştirilmiş korozyon direnci | Tıbbi cihazlar, yüksek hassasiyetli frezeleme parçaları, dekoratif bileşenler | Düşük ($) |
Montaj Hizmetleri ve Değer Katma İşlemleri
Neden hazır montaj için kullanılabilen bileşenleri değil de bireysel parçaları almalısınız? Birçok üretici, işlenmiş parçaların montajını, tedarik zincirinizi basitleştiren ve iç yükünüzü azaltan bir değer katma hizmeti olarak sunar.
Marver Med'e göre, ikincil hizmetlerin dahilinde yapılması, dış kaynak kullanımından kaynaklanan gecikmeleri ve ek maliyetleri ortadan kaldırarak genel üretim süresini önemli ölçüde kısaltır. Bu değer katma işlemlerine şunlar dahildir:
- Bileşen Montajı – Çoklu işlenmiş parçaların bağlantı elemanları, contalar veya diğer donanımlarla birleştirilmesi
- Lazer Markalama – Kalıcı parça tanımlaması, seri numaraları veya logolar
- Temizleme ve yağ alma – Montaj veya steril ambalaj için işlenme sıvılarının ve kirleticilerin giderilmesi
- Temiz Oda Ambalajı – Tıbbi cihazlar ve hassas elektronik ürünler için kritik öneme sahiptir
- İkincil İşleme – Boyutların iyileştirilmesi amacıyla ek tornalama, yüzeyleme, delme veya diş açma işlemleri
Bu operasyonları ana iş parçaları işleme tedarikçinizle birleştirmek birkaç avantaj sağlar. Tek kaynaktan sorumluluk, kaliteye ilişkin hesap verilebilirliği basitleştirir. Tesisler arasında azaltılmış elleçleme, hasar riskini en aza indirir. Ayrıca koordine edilmiş üretim planlaması, birden fazla tedarikçiyle çalışmakla karşılaştırıldığında genellikle toplam teslim süresini kısaltır.
Üreticileri değerlendirirken, hangi ikincil operasyonları kendi tesislerinde gerçekleştirdiklerini ve hangilerini dış kaynakla yaptıklarını sorun. İçinde yapılan işlemler genellikle daha iyi kalite kontrolü ve daha hızlı teslim süresi anlamına gelirken; dış kaynakla yapılan süreçler teslim süresini uzatır ve olası koordinasyon zorluklarına neden olur.
İkincil operasyonların hassas iş parçalarınızı nasıl geliştirdiğine dair net bir anlayışa sahip olarak artık post-işleme süreçlerini de içeren tam gereksinimleri belirtmeye hazırsınız. Son adım, öğrendiklerinizi sentezleyerek projeniz için güvenle üretici seçimi yapmaktır.
Nihai Üretici Seçiminizi Yapmak
Malzeme biliminden, tolerans spesifikasyonlarına, kalite sertifikalarına ve ikincil işlemlere kadar bir yolculuk yaptınız. Artık karar verme anı geldi—tedarik zincirinizi koruyacak ve projelerinizin başarısı için gerekli temeli oluşturacak şekilde tüm bu bilgileri eyleme dönüştüren seçimleri sentezlemek zamanı geldi. Doğru hassas işlenmiş parçalar üreticisi, yalnızca en düşük maliyetli seçenek ya da en göz alıcı web sitesine sahip firma değildir. Bu, yetenekleri, kalite sistemleri ve iletişim tarzı projenizin gereksinimleriyle tam olarak örtüşen ortak firmanızdır.
Gereksinimlerinizi Üretici Yetenekleriyle Eşleştirme
Her potansiyel tedarikçi hakkında öğrendiklerinizi göz önünde bulundurarak temel gereksinimlerinizi tekrar gözden geçirin. Ekipmanları parçanızın geometrisini işleyebiliyor mu? Tolerans spesifikasyonlarınızı ek ücret ödemeden sağlayabiliyor mu? Sertifikaları sektörünüzün düzenleyici beklentileriyle uyumlu mu?
Uygulamanız için en önemli faktörleri ağırlıklandırarak basit bir karar matrisi oluşturun:
- Teknik yetenek uyumu – Ekipmanları, toleransları ve malzeme uzmanlıkları, CNC ile işlenmiş parçalarınızın gereksinimlerinize uygun
- Kalite sistemi titizliği – Sektörünüze uygun sertifikalar (en az ISO 9001; otomotiv için IATF 16949, havacılık için AS9100)
- Üretim kapasitesi – İş hacminizi karşılayacak yeterli kapasiteye sahip olmaları; atölyelerini aşırı yüklememeleri
- Tedarik Süresi Performansı – Üretim programınızı destekleyecek gerçekçi zaman çizelgeleri
- İletişim uygunluğu – Teklif sürecinde hızlı ve net cevaplar vermek, üretim sürecindeki davranışları öngösterir
- Coğrafi Hususlar – Risk toleransınıza uygun yerel üretim ile yurtdışı üretiminin avantaj ve dezavantajları
Fiyat faktörünü fazla ağırlıklandırmak tuzağına düşmeyin. Hassas CNC işlenmiş parçaları rakiplerine kıyasla %20 daha düşük fiyata sunan bir üretici, muhtemelen kalite kontrolünde ödün veriyor, düşük kaliteli malzemeler kullanıyor ya da yetersiz kalite sistemleriyle çalışıyor olabilir. Kusurlu işlenmiş parçaların maliyeti—üretim gecikmeleri, yeniden işleme, müşteri şikayetleri—düşük başlangıç teklifinden sağlanan tasarrufun çok ötesine geçer.
Nitelikli Tedarikçilerinizden Oluşan Kısa Liste Hazırlama
Değerlendirme süreciniz, potansiyel tedarikçilerin onlarca adedini, gerçekten nitelikli iki ila dört adaydan oluşan odaklı bir kısa listeye indirmelidir. Bu final adayları, yetkinlik değerlendirmenizi geçmiş, uygun sertifikaları göstermiş ve sorularınıza profesyonelce yanıt vermiştir.
Nihai taahhütlerde bulunmadan önce aşağıdaki doğrulama adımlarını göz önünde bulundurun:
- Örnek Parça Talep Edin – Gerçek hassas CNC parçalarını görmek, herhangi bir teknik özellik sayfasından daha fazla bilgi verir
- Referansları doğrulayın – Kalite tutarlılığı ve sorun giderme konusunda mevcut müşterilerle görüşün
- Küçük başlayın. – Bir prototip siparişi, üretim hacimleri önemli sermaye yatırımlarını gerektirmeden iş birliği ilişkisini test eder
- DFM geri bildirimini değerlendirin – Tasarımda iyileştirme önerileri sunan üreticiler, ortaklık zihniyetini gösterir
Değerlendirme sürecinde tedarikçilerin sorularınıza nasıl yanıt verdiklerine dikkat edin. Süreçlerini açıklayabilen, sınırlamalarını kabul edebilen ve alternatifler önerebilen özel imalat çözümleri sağlayıcısı, üretim süreçlerinde kaçınılmaz olarak ortaya çıkacak zorluklar karşısında ihtiyaç duyacağınız şeffaflığı gösterir.
En iyi üretici ortaklıkları, sorunların hiç yaşanmaması nedeniyle değil; aksine her iki tarafın da açık iletişim kurması ve sorunlar ortaya çıktığında hızlıca çözüm üretmesi nedeniyle başarılı olur.
Tedarik Sürecinizde Bir Sonraki Adımı Atma
Kısa listeniz oluşturulduktan sonra ileriye yönelik yol daha net hale gelir. Birçok alıcı için ideal ortak, teknik doğruluk ile sertifikalı kalite sistemlerini ve hızlı tepkili hizmeti bir araya getiren biridir; bu kombinasyon, yanlış iletişim veya kalite kaçakları gibi engeller olmadan projeleri fikirden üretime kadar hızlandırır.
IATF 16949 sertifikasına sahip üreticiler, otomotiv tedarik zincirlerinin talep ettiği süreç disiplinini sergiler. Bu yetenekler, hızlı prototiplemeden üretime geçişe kadar uzanıyorsa, geleneksel tedarikçilerin eşleşemeyeceği bir esneklik kazanırsınız. Tasarımınızı prototip CNC hassasiyetli parçalarla doğrulayıp ardından tek bir uygun ortakla üretim hacimlerine sorunsuz şekilde geçiş yapmayı hayal edin.
Zaman açısından kritik uygulamalar için hızlandırılmış seçenekler hakkında bilgi alın. Bazı hassas işlenen parçalar üreticisi tesisler, acil bileşen ihtiyaçları için yalnızca bir iş günü gibi kısa teslim süreleriyle ürün teslim edebilir. Bu hızlı yanıt verme yeteneği, üretim hatlarında beklenmedik eksiklikler yaşandığında veya tasarım değişiklikleri anında doğrulama gerektirdiğinde büyük ölçüde değerlidir.
Uygulamalarınız otomotiv bileşenlerini—şasi montajlarını, özel metal burçları veya diğer taşıt sistemlerini—içeriyorsa, uzmanlaşmış kaynakları incelemeyi düşünün. Şunları sunan tesisler: otomotiv uygulamaları için hassas CNC işlemenin yanında, üretim partileri boyunca tutarlılığı sağlamak için sıkı İstatistiksel Süreç Kontrol protokolleriyle birlikte sektör özelinde uzmanlık getirir.
Bir üretici seçmenin tek seferlik bir işlem olmadığını, bunun devam eden bir ilişkinin başlangıcı olduğunu unutmayın. Detaylı değerlendirme sürecine yatırdığınız çaba, güvenilir teslimatlar, tutarlı kalite ve ortaya çıkan zorluklar karşısında iş birliğine dayalı sorun çözme gibi kazanımlarla geri döner. Hassas CNC işleme parçaları tedarikçiniz, kendi yetkinliklerinizin bir uzantısı haline gelir ve müşterilerinize etkili şekilde hizmet verme yeteneğinizi doğrudan etkiler.
Bu kılavuzdan edindiğiniz bilgilerle—üretim süreçleri, malzeme seçimi, tolerans spesifikasyonları, kalite sertifikaları, değerlendirme çerçeveleri, RFQ hazırlama ve ikincil işlemler—bilinçli bir alıcı olarak makine bileşenleri üreticilerine yaklaşmaya hazırsınız. Bu hazırlık, daha iyi iş birlikleri, daha iyi parçalar ve projeleriniz için daha iyi sonuçlar anlamına gelir.
Makine Bileşenleri Üreticileriyle İlgili Sık Sorulan Sorular
1. Özel bir CNC parçasının maliyeti ne kadardır?
Özelleştirilmiş CNC parçalarının maliyeti, karmaşıklık derecesine, kullanılan malzemelere ve üretim hacmine bağlı olarak önemli ölçüde değişir. Küçük miktarlarda üretilen basit parçalar genellikle parça başına 10$ ile 50$ arasında değişirken, yüksek hassasiyetle üretilen bileşenler özellikle düşük üretim hacimlerinde 160$ veya daha fazla olabilir. Fiyatı etkileyen faktörler arasında malzeme seçimi, tolerans gereksinimleri, ısı işlemi veya kaplama gibi ikincil işlemler ile kurulum maliyetleri yer alır; bu kurulum maliyetleri daha büyük miktarlara dağıtıldığında birim maliyeti düşürür. Birden fazla adet aralığı için kademeli fiyatlandırma talep edilmesi, birim maliyetleri azaltan ekonomik ölçek avantajlarının sağlandığı üretim eşiğini belirlemeye yardımcı olur.
2. İmalatta kullanılan 7 temel makine aracı nelerdir?
Yedi temel makine aracı, torna makineleri (tornalar ve delme freze makineleri), şekillendiriciler ve planya makineleri, matkap makineleri, freze makineleri, taşlama makineleri, güç testereleri ve preslerdir. Modern CNC teknolojisi, bu geleneksel araçları elle çalıştırılamayacak kadar dar toleranslara ulaşabilen bilgisayar kontrollü ekipmanlara dönüştürmüştür. Çok eksenli CNC imalat merkezleri artık birden fazla işlemi birleştirerek üreticilere karmaşık geometrileri tek bir montajda üretmelerini ve aynı zamanda üstün hassasiyeti korumalarını sağlamaktadır.
3. Makine bileşenleri üreticilerinin sahip olması gereken sertifikalar nelerdir?
Temel sertifikalar, sektörünüze bağlı olarak değişir. ISO 9001, genel endüstriyel uygulamalar için uygun olan evrensel kalite yönetim temelini sağlar. Otomotiv tedarik zinciri bileşenleri için IATF 16949 zorunludur ve hata önleme ile izlenebilirliğe odaklanır. Uzay ve savunma uygulamaları için AS9100 sertifikasyonu gereklidir; bu sertifika daha katı güvenlik ve kalite gereksinimlerini içerir. Tıbbi cihaz üreticileri ise ISO 13485 sertifikasyonuna ihtiyaç duyar. Shaoyi Metal Teknoloji gibi IATF 16949 sertifikalı tesisler, yüksek hassasiyetli bileşen üretimini garanti altına almak için sıkı İstatistiksel Süreç Kontrol (SPC) protokolleri uygular.
4. CNC tornalama ile CNC frezeleme arasındaki fark nedir?
CNC tornalama işleminde iş parçası dönerken sabit bir kesici takım tarafından şekillendirilir; bu nedenle miller, çubuklar ve burçlar gibi silindirik parçalar için idealdir. CNC frezelemede ise kesici takım dönerken iş parçası sabit kalır; bu da düz yüzeyleri, kanalları, cepeleri ve karmaşık üç boyutlu şekilleri olan parçalar için uygundur. Birçok hassas imalat uygulamasında her iki işlem birlikte kullanılır: bileşenler önce silindirik özellikler için tornada işlenir, ardından delikler, düz yüzeyler veya açılı kesimler gibi ek özellikler için freze tezgâhlarına aktarılır.
5. Hassas işlenmiş parçalar için etkili bir RFQ (Teklif Talep Formu) nasıl hazırlanır?
Tam bir RFQ paketi, şirket bilgilerini, detaylı ürün açıklamalarını, malzeme spesifikasyonlarını, tahmini yıllık kullanım miktarı dahil olmak üzere miktar gereksinimlerini, zaman çizelgesi beklentilerini ve kalite belgelendirme ihtiyaçlarını içermelidir. Açıkça işaretlenmiş kritik boyutlar, toleranslar, yüzey pürüzlülüğü gereksinimleri ve herhangi bir GD&T (Geometrik Boyutlandırma ve Toleranslama) talimatları ile birlikte hem 2B PDF çizimleri hem de 3B STEP dosyaları sağlanmalıdır. Hacim tahminleri konusunda şeffaf olun ve prototipleme mi yoksa seri üretim miktarları mı gerektiğini belirtin; çünkü üreticiler bu bilgiye dayanarak farklı ekipman ve süreç kararları alır.