 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomobiller İçin Dövme Alüminyum Sınıfları: Her Parçaya Doğru Alaşımı Eşleyin

Oto Performansı İçin Neden Dövme Alüminyum Alaşımlar Önemlidir
Modern bir alüminyum aracın en iyi şekilde performans göstermesini sağlayan şeyi düşünürken, cevap genellikle metalin kendisinin yapısının altında yatar. Dövme alüminyum, süspansiyon bileşenlerinden yüksek performanslı jantlara kadar her şeyde güç veren otomotiv üretiminde vazgeçilmez hale gelmiştir. Ancak mühendislerin ve satın alma profesyonellerinin çoğuyla karşılaştığı kritik soru şudur: Peki çok sayıda alüminyum türü mevcutken, her parçaya doğru alaşımı nasıl eşleştirirsiniz?
Alaşım seçimi ile bileşen performansı arasındaki bu bağlantıyı anlamak, sadece minimum standartları karşılayan bir araç ile üstün başarı gösteren bir araç arasındaki farkı yaratabilir. Peki tam olarak alüminyum alaşımı nedir ve neden şekillendirme yöntemi bu kadar önemlidir?
Neden Dövme, Alüminyum Performansını Dönüştürür
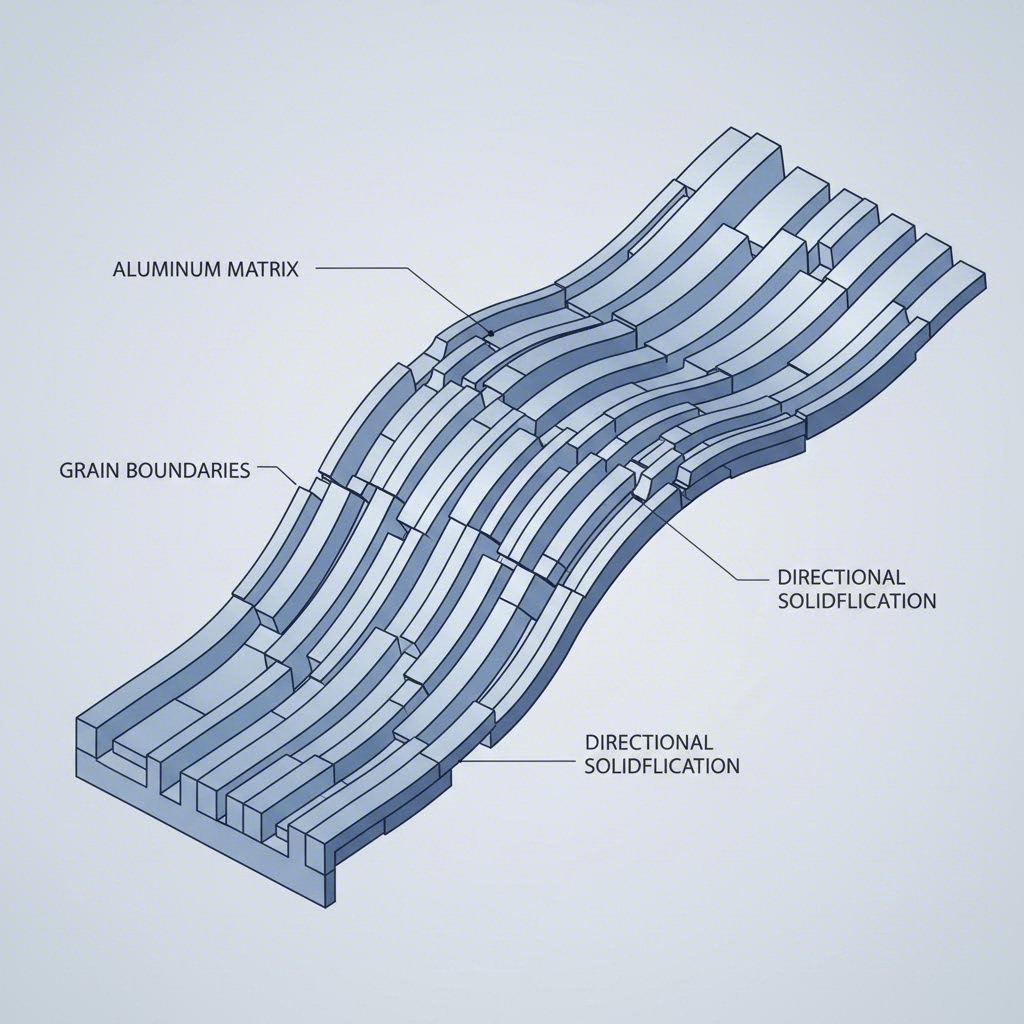
Dökümde erimiş alüminyum kalıplara döküldüğü ya da ekstrüzyonda ısınmış metal bir kalıptan itildiği gibi değil, dövme işlemi alüminyumu yüksek sıcaklıklarda yoğun basınç uygulayarak şekillendirir. Bu süreç malzemenin iç yapısını temelden değiştirir. Sonuç? İşlenmiş parçanın hatlarını takip eden daha yoğun ve sürekli bir tane akışı.
İmalat uzmanlarına göre, dövme, alüminyumun tane yapısını sıkıştırır , döküm alternatiflerine kıyasla mukavemeti ve tokluğu önemli ölçüde artırır. Bu rafine mikroyapı ayrıca yorulmaya karşı direnci ve darbe performansını da iyileştirir—bu özellikler, güvenlik açısından kritik otomotiv alüminyum uygulamaları için vazgeçilmezdir.
Dövme, iç lifleri sıkıştırarak ve hizalayarak alüminyumun tane yapısını rafine eder ve özellikle tekrarlı gerilme döngülerine maruz bileşenler için döküm alternatiflerinin eşleşemeyeceği mekanik özellikler sağlar.
İşte bu yüzden kritik bölgelerde dövme bileşenler kullanılarak üretilen alüminyum otomobil, gerçek sürüş koşullarında üstün dayanıklılık gösterir. Dökümde yaygın olan iç boşlukları ve gözenekliliği ortadan kaldıran dövme işlemi, her bir alüminyum otomotiv parçasının modern araçların zorlu yüklerine dayanmasını sağlar.
Otomotiv Üretiminde Kalite Seçimi Zorluğu
İşte burası ilginç hale — ve aynı zamanda karmaşık hale — gelir. Tüm alüminyum kaliteleri eşit şekilde iyi dövülmez ve her dövülmüş kalite her uygulamaya uygun değildir. Yanlış alaşım seçimi, üretim zorluklarına, parça erken hasarına veya gereksiz maliyetlere yol açabilir.
Mühendisler, otomotiv bileşenleri için alüminyum kalite seçerken birkaç rekabet halindeki faktörü dengelemelidir:
- Güçlülük gereksinimleri: Parça maksimum çekme mukavemeti mi yoksa iyi şekillendirilebilirlik mi gerektiriyor?
- İşlem ortamı: Bileşen korozif koşullara mı yoksa aşırı sıcaklıklara mı maruz kalacak?
- Üretim kısıtlamaları: Parça geometrisi ne kadar karmaşık ve uygulanabilir dövme sıcaklıkları neler?
- Maliyet dikkate alınması gerekenler: Uygulama, yüksek kalite alaşımları hakli kılmakta mı yoksa standart kaliteler yeterli mi olacak?
Bu makale, günümüzdeki araçlarda kullanılan temel dövme alüminyum alaşımlarına ilişkin pratik seçim rehberinizdir. Belirli bileşen kategorileri için hangi alaşımların uygun olduğunu keşfedeceksiniz, ısıl muamele kritik rolünü anlayacak ve yaygın seçim hatalarından nasıl kaçınacağınızı öğreneceksiniz. Süspansiyon kolları, tekerlekler veya powertrain parçaları için malzeme belirtmeniz durumunda, her uygulamaya doğru alaşımı eşlemek hem performansı hem de değeri garanti altına alır.
Alüminyum Alaşım Serileri ve Saç Dövme Uygunluğu
Doğru alaşımı bir otomotiv bileşene eşlemeden önce, alüminyum alaşımların nasıl sınıflandırıldığını anlamalısınız. Aluminum Association, döküm alüminyum alaşımlarını birincil alaşım elementlerine göre 1xxx'den 7xxx'e kadar olan serilere kategorilendiren bir numaralandırma sistemi oluşturmuştur. Bu sınıflandırma, alaşımın dövme sırasında sergilediği davranışi ve nihai performans özelliklerini büyük ölçüde ortaya koyar.
Ancak birçok malzeme spesifikasyonunun açıklamadığı şey şudur: belirli alüminyum alaşım dereceleri neden bazılarında çatlama, bozulma ya da iş birliği reddetme gibi sorunlar yaşanırken diğerlerinde mükemmel dövme sonuçlar verir? Cevap metalurjide gizlidir ve bu temel bilgileri anlamanız, otomotiv uygulamalar için alaşım seçiminizi kökten değiştirecektir.
Alüminyum Seri Sistemini Anlamak
Her bir alüminyum alaşım serisi, alaşımın temel özelliklerini belirleyen baskın alaşım elementi ile tanımlanır. Belirli özellikleri paylaşan akrabalara sahip bir ağaç gibi düşünebilirsiniz:
- 1xxx Serisi: Temelde saf alüminyum (%%99+ Al). Mükemmel korozyon direnci ve iletkenlik sağlar, ancak otomotiv yapısal dövme parçaları için çok yumuşaktır.
- 2xxx Serisi: Bakır birincil katkı maddesidir. Bu alaşımlar yüksek mukavemet ve mükemmel yorulma direnci sağlar; zorlu havacılık ve otomotiv güç aktarma uygulamaları için idealdir.
- 3xxx Serisi: Manganez alaşımlı. Orta derecede mukavemet ve iyi şekillendirilebilirliğe sahiptir, ancak ısıl işlemle daha yüksek mukavemete çıkarılamadıkları için dövme işlemlerinde nadiren kullanılır.
- 4xxx Serisi: Silisyum ağırlıklı. Yüksek silisyum içeriği mükemmel aşınma direnci sağlar ve bu nedenle bu alaşımlar pistonlar için uygundur, ancak işleme sırasında zorluklar oluşturabilir.
- 5xxx Serisi: Magnezyum bazlı. Olağanüstü korozyon direnci ve kaynak kabiliyetine sahiptir, genellikle tipik otomotiv parçaları yerine denizcilik ve kriyojenik uygulamalarda dövülür.
- 6xxx Serisi: Magnezyum ve silisyum birlikte kullanılır. Bu dengeli kimya, 6xxx serisi alaşımları otomotiv alüminyum dövmesinin temel taşı haline getirir.
- 7xxx serisi: Çinko, magnezyum ve bakır ile birlikte ultra yüksek mukavemetli alaşımlar oluşturur. Bunlar mevcut en güçlü alüminyum alaşımlarını temsil eder ve ağırlık açısından kritik olan havacılık ve yüksek performanslı otomotiv yapıları için gereklidir.
Göre alüminyum Birliği'nin sektör belgeleri , bu adlandırma kuralı, II. Dünya Savaşı'ndan sonra artan alüminyum malzeme kataloğuna disiplin getirmek amacıyla ortaya çıkmıştır. Bu çerçevede alüminyum alaşım derecelerini anlamak, herhangi bir uygulama için uygun adayları hızlıca daraltmanıza yardımcı olur.
Alaşım Aileleri Arasında Dövülebilirlik Faktörleri
İşte gerçek mühendislik bilgisinin devreye girdiği nokta burasıdır. Her alüminyum alaşımı aynı şekilde dövülmez ve bu farklılıklar keyfi değildir; her alaşımın kimyasının, basınç ve ısı altında nasıl davrandığına dair etkilerine dayanır.
Dövülebilirlik, birkaç bağlantılı faktöre bağlıdır:
- Biçim bozulma direnci: Alaşımın kalıp boşluklarına akması için ne kadar kuvvet gereklidir?
- Sıcaklık Duyarlılığı: Özellikler dövme sıcaklık aralığında ne kadar büyük oranda değişir?
- Çatlama eğilimi: Alaşım, yüzey veya iç kusurlar geliştirmeden sert bir şekil değiştirmeye dayanabilir mi?
- Isıl işlenebilirlik: Dövme parça, sonraki termal işlem ile daha da güçlendirilebilir mi?
Araştırma kaynağı ASM International tüm alüminyum alaşımlar için metal sıcaklığı arttıkça dövülme özelliği arttığını göstermektedir—ancak bu etkinin büyüklüğü önemli ölçüde değişir. Yüksek silikon içeren 4xxx serisi alaşımlar en yüksek sıcaklık duyarlılığı gösterirken, yüksek mukavemetli 7xxx serisi alaşımlar en dar işlenebilir sıcaklık aralığına sahiptir. Bu, 7xxx serisi alaşımların hassas sıcaklık kontrolü gerektirmesinin nedenidir: hata payı daha azdır.
6xxx serisi, özellikle 6061 alaşımı, orta düzey akma gerilimi ve hoşgörülü işlem pencereleri kombinasyonu nedeniyle "yüksek dövülme kabiliyetine" sahip olarak ün kazanmıştır. Buna karşılık, 2xxx ve 7xxx serisi alaşımlar daha yüksek akma gerilmeleri gösterir—bazen tipik dövme sıcaklıklarında karbon çeliğinin değerlerini aşar—bu, onları yüksek performanslı bileşenler için gerekli kılarken aynı zamanda daha zorlu hale getirir.
| Alaşım serisi | Birincil alaşım elementi | Dövme Kabiliyet Derecesi | Tipik Otomotiv Uygulamaları | Ana Özellikler |
|---|---|---|---|---|
| 2xxx | Bakır | Orta derecede | Pistonlar, connecting rod, motor bileşenleri | Yüksek sıcaklık dayanımı, üstün yorulma direnci, ısıl işlem uygulanabilir |
| 5xxx | Magnesium | İyi | Korozyonlu ortamdaki yapısal bileşenler, denizcilik sınıfı parçalar | Isıl işlem uygulanamaz, olağanüstü deniz korozyon direnci, kaynaklı durumda yüksek mukavemet |
| 6xxx | Magnezyum + Silisyum | Mükemmel | Süspansiyon kolları, kontrol kolları, tekerlekler, genel yapısal parçalar | Dengeli mukavemet ve şekillendirilebilirlik, iyi korozyon direnci, ısıl işlem uygulanabilir, maliyet etkili |
| 7xxx | Çinko (+ Mg, Cu) | Orta ila Zor | Yüksek gerilim şasi bileşenleri, performans jantları, havacılık sınıfı otomotiv parçaları | Aşırı yüksek mukavemet, mükemmel yorulma direnci, dikkatli proses kontrolü gerektirir, ısıl işleme uygun |
Neden kimya, döküm gibi diğer şekillendirme yöntemlerine kıyasla dövme için bu kadar önemlidir? Alüminyum döküldüğünde metal sıvı durumdan katı hâle geçer ve genellikle gözeneklilik tutar, kaba tane yapıları oluşur. Ekstrüzyon ise ısınmış metali sabit kalıp açıklıklarından geçirerek geometrik karmaşıklığı sınırlar. Ancak dövme, metali büyük basınç altında sıkıştırarak tane yapısını iyileştirir ve iç boşlukları ortadan kaldırır—ancak bunu alaşım çatlamadan bu şiddetli deformasyona dayanabildiği takdirde başarır.
Otomotiv dövmede yaygın olarak kullanılan alüminyum alaşımları—başlıca 2xxx, 6xxx ve 7xxx ailelerinden olanlar—kritik bir ortak özelliğe sahiptir: hepsi ısıyla işlem görerek sertleştirilebilir. Bu, dövme sonrası çözelti ısıl işlemi ve yaşlandırma süreçleriyle mukavemetlerinin önemli ölçüde artırılabileceği anlamına gelir. 5xxx serisi gibi ısıyla işlem görerek sertleştirilemeyen alaşımlar, otomotiv dövmelerde sınırlı bir kullanım alanı bulur çünkü çoğu taşıt parçasının gerektirdiği mukavemet seviyelerine ulaşamaz.
Alüminyum alaşım sınıfları ve bunların dövme davranışları hakkında bu temel bilgiye sahipken, otomotiv üretimde öne çıkan spesifik alaşımları incelemeye ve mühendislerin her birini belirli uygulamalar için neden seçtiklerini tam olarak anlayabilmeye hazırsınız.
Otomotiv Bileşenleri için Gerekli Dövme Alüminyum Sınıfları
Alüminyum alaşımlarının ailelerinin dövme davranışlarının nasıl farklılaştığını anladığınıza göre, otomotiv üretiminde öne çıkan özel kaliteleri inceleyelim. Bu beş alaşım—6061, 6082, 7075, 2024 ve 2014—dövme parçaları belirlerken karşılaşacağınız temel malzeme seçeneklerini temsil eder. Her biri kendine özgü avantajlar sunar ve bu farklılıkları anlamak performans, maliyet ve üretilebilirlik arasında dengeli kararlar almanızı sağlar.
Bu özel alüminyum malzeme kaliteleri taşıtlarda neden bu kadar yaygın olarak kullanılır? Cevap, yılların otomotiv mühendisliği deneyimiyle geliştirilmiş, mukavemet, şekillendirilebilirlik ve uygulamaya özel özellikler arasında optimize edilmiş dengede yatmaktadır.
yapısal Bileşenler İçin 6061 ve 6082
6xxx serisi, otomotiv dövme için iyi bir nedenden öne çıkmaktadır. Bu magnezyum-silisyum alaşımları, daha yüksek mukavemetli alternatiflerin sahip olduğu prim fiyatlarını veya üretim zorluklarını taşımaksızın, çeşitli yapısal uygulamalarda mühendislerin ihtiyaç duyduğu esnekliği sunar.
6061 Alüminyum genel imalatta en yaygın kullanılan alüminyum alaşımıdır ve otomotiv uygulamaları da bu durumdan istisna değildir. Protolabs'in alaşım karşılaştırma verilerine göre , 6061 "kaynak veya lehimlemeye ihtiyaç duyulan yerlerde ya da tüm ısıl işlemlerde yüksek korozyon direnci için genellikle tercih edilir." Bu, montaj sırasında birleştirilmesi gerekebilecek otomotiv parçaları, boru hatları, mobilyalar, tüketici elektroniği ve yapısal bileşenler için ideal hale getirir.
6061'in temel özellikleri şunlardır:
- Bileşim: Birincil alaşım elementleri magnezyum (0.8-1.2%) ve silisyum (0.4-0.8%)'dur ve küçük miktarlarda bakır ve krom ilavesi bulunur
- Kaynağa uygunluk: Mükemmel—ancak kaynak işlemi ısı etkilenmiş bölgeyi zayıflatabilir ve mukavemetin geri kazanılması için kaynak sonrası işlem gerektirebilir
- Korozyon Direnci: Tüm sıcaklık koşullarında çok iyi
- Tipik otomotiv uygulamaları: Yapısal çerçeveler, bağlantı parçaları, genel CNC ile işlenmiş parçalar, sonradan kaynak gerektiren bileşenler
6082 Alüminyum avrupa otomotiv dövme alanında önemli bir gelişmeyi temsil eder ve birçok Kuzey Amerika spesifikasyonu bunu göz ardı eder. Bu alaşım, Avrupa araç programlarında neredeyse tamamen süspansiyon ve şasi bileşenleri için kullanılmaktadır ve bunun önemli metalürjik gerekçeleri vardır.
Göre avrupa Alüminyum Birliği'nin teknik dokümantasyonu , "EN AW-6082-T6 alaşımının mükemmel korozyon direnci nedeniyle otomotiv süspansiyon ve şasi bileşenleri için neredeyse tamamen kullanılması söz konusudur." Dokümantasyon, büyük Avrupa üreticilerinin kontrol kolları, direksiyon mafsalları, kaplinler, debriyaj silindirleri ve tahrik mili bileşenleri için 6082-T6 kullanıldığını göstermektedir.
6082 alaşımını otomotiv uygulamaları için alüminyum açısından özellikle uygun kılan nedir?
- Bileşim: 6061'e kıyasla daha yüksek silisyum (0,7-1,3%) ve manganez (0,4-1,0%) içeriği ile magnezyum (0,6-1,2%)
- Mukavemet avantajı: T6 temperde 6061'e göre hafifçe daha yüksek mukavemet, döngüsel yükleme altında daha iyi performans
- Korozyon performansı: Genel korozyon direnci çok iyi olarak kabul edilir ve alüminyum kurşunla patlama temizliği ek yüzey koruması sağlar
- Yorulma davranışı: Döküm alternatiflerine kıyasla, dövme 6082-T6 bileşenler eşdeğer hizmet ömrü için yaklaşık iki kat daha fazla şekil değiştirme genliğine dayanır
Avrupa Alüminyum Birliği'nin araştırması, 6082-T6 dövme parçaların, orta düzey korozyon maruziyetinden sonra bile yorulma özelliklerini koruduğunu göstermektedir—özellikle yol tuzu ve nem ile sürekli temas halinde olan süspansiyon bileşenleri için kritik bir husustur.
yüksek Gerilim Uygulamaları için 7075 ve 2024
Yapısal gereksinimler 6xxx alaşımlarının sunabileceklerini aştığında, mühendisler 7xxx ve 2xxx serilerine yönelir. Bu alaşımlar daha yüksek maliyetlere sahiptir ve daha dikkatli işlem gerektirir, ancak en talepkâr otomotiv bileşenleri için gerekli mukavemet seviyelerini sağlar.
7075 Alüminyum genellikle dövme uygulamaları için yaygın olarak temin edilebilen en güçlü alüminyum alaşımı olarak kabul edilir. Per endüstriyel spesifikasyonlar , 7075 "iyi gerilme-korozyon çatlama direnci geliştirmek için karışıma krom ekler" ve hafif ancak güçlü özelliklerinden dolayı havacılık parçaları, askeri uygulamalar, bisiklet ekipmanları, kamp ve spor malzemeleri için "tercih edilen alaşım"dır.
Otomotiv uygulamalarında 7075 için kritik hususlar:
- Bileşim: Birincil alaşımlama elementleri çinko (%5,1-6,1), magnezyum (%2,1-2,9) ve bakır (%1,2-2,0)'dır; gerilme-korozyon direnci için krom içerir
- Dayanıklılık-ağırlık oranı: Alüminyum alaşımlarında mevcut olanların arasında en yükseğinde yer alır—ağırlık açısından kritik performans uygulamaları için gereklidir
- Kaynağa uygunluk: Zayıf—bu alaşım iyi kaynaklanmaz ve daha düşük mukavemetli alternatiflere kıyasla oldukça gevrek olabilir
- Tipik otomotiv uygulamaları: Yüksek gerilim şasi bileşenleri, performans jant uygulamaları, yarış süspansiyon parçaları ve maksimum mukavemetin malzeme primini haklı çıkardığı bileşenler
Benzer yüksek mukavemet performansı gerektiren uygulamalar için mühendisler bazen 7075'in alternatifi olarak alüminyum 7050'yi değerlendirir. Bu yakından ilişkili alaşım, iniş takımları, yapısal ribler ve 7075'in sınırlamalarının endişe oluşturduğu diğer yorulma-kritik uygulamalarda özellikle değerli kılan mükemmel gerilme-korozyon direnci ve tokluğa sahiptir.
2024 Alüminyum yüksek gerilim uygulamalarına farklı bir özellik profili getirir. Bu bakır esaslı alaşım, tekrarlı yüklenme döngülerine maruz bileşenler için çok değerli kılan yorulma direncinde üstündür.
İmalat verilerine göre, 2024 alüminyum; "yüksek mukavemet-ağırlık oranı, mükemmel yorulma direnci, iyi işlenebilirlik ve ısıl işlem uygulanabilirliği" sunar. Ancak mühendisler bunun sınırlamalarını dikkate almalıdır: "kötü korozyon direnci ve kaynak için uygun değildir."
2024 alüminyumun temel özellikleri şunları içerir:
- Bileşim: Bakır (3,8-4,9%) birincil alaşımlama elementidir ve magnezyum (1,2-1,8%) ile manganez katkıları bulunur
- Yorulma performansı: Dönen ve alternatif bileşenler için kritik olan döngüsel yüklere karşı üstün direnç
- Makinalandırma: İyi, dövme yarı mamullerin hassas son işlemlerine olanak sağlar
- Tipik otomotiv uygulamaları: Yorulma direnci korozyon direncinden daha önemli olan pistonlar, connecting rods ve yüksek yük taşıyan powertrain bileşenleri
2014 Alüminyum bazı 7xxx alternatiflerine göre daha iyi dövme kabiliyeti sunarak birincil dövme alaşımlarını tamamlar. Bu alaşım, 2xxx serisinin bakır bazlı mukavemet profilini gerektiren yapısal uygulamalarda kullanılır.
Mekanik Özellik Karşılaştırması
Bu sınıflar arasında seçim yapmak, eşdeğer koşullar altında mekanik özelliklerinin nasıl karşılaştırılacağını anlamayı gerektirir. Aşağıdaki tablo, endüstri standartları ve üretici verilerine dayalı göreli performans sıralamalarını özetlemektedir:
| Sınıf | Çekme Mukavemeti (T6 Isıl İşlem) | Akma Mukavemeti (T6 Isıl İşlem) | Uzama | Göreli Sertlik | Birincil Avantaj |
|---|---|---|---|---|---|
| 6061-T6 | Orta derecede | Orta derecede | İyi (8-10%) | Orta derecede | Mükemmel kaynak kabiliyeti ve korozyon direnci |
| 6082-T6 | Orta-Yüksek | Orta-Yüksek | İyi (8-10%) | Orta-Yüksek | Korozif ortamlarda üstün yorulma performansı |
| 7075-T6 | Çok yüksek | Çok yüksek | Orta (5-8%) | Yüksek | En yüksek dayanık-lık-ağırlık oranı |
| 2024-T6 | Yüksek | Yüksek | Orta (5-6%) | Yüksek | Mükemmel Yorulma Direnci |
| 2014-T6 | Yüksek | Yüksek | Orta (6-8%) | Yüksek | Yüksek mukavemete sahip iyi dövülebilirlik |
Bu karşılaştırmada yer alan ödünlerin farkına varın. En güçlü alüminyum alaşım seçenekleri olan 7075 ve 2xxx serileri, üstün mukavemetleri nedeniyle süneklik ve korozyon direncinden kısmen feragat eder. Öte yandan, 6xxx serileri çoğu otomotiv yapısal uygulamaya uygun daha dengeli bir özellik profili sunar.
Üretim hacimleri, maliyet sınırlamaları ve uygulama gereksinimleri bir araya geldiğinde, 6082-T6 genellikle Avrupa spesifikasyonlarına uygun süspansiyon ve şasi bileşenleri için en uygun seçim haline gelir. Diğer hususlara bakılmaksızın maksimum mukavemet gerektiren uygulamalar için 7075-T6 çözüm sunar. Yorulma direnci tasarımın belirleyicisi olduğunda ise 2024 alüminyum kanıtlanmış çözüm olarak kalmaya devam eder.
Bu alaşıma özel karakteristikleri anlamak, her bir alaşımı benzersiz performans taleplerine göre belirli bileşen kategorileriyle eşleştirme konusundaki bir sonraki kritik karara hazırlar.

Alaşımları Otomotiv Bileşen Gereksinimlerine Eşleştirme
Temel dövme alüminyum türlerini ve bunların mekanik özelliklerini şimdiye kadar incelediniz. Ancak her mühendis ve satınalma profesyonelinin sorduğu pratik soru şu: hangi tür hangi otomobil parçasında yer almalıdır? Belirli alaşımları bileşen kategorilerine eşleştirmek, teorik bilgiyi uygulanabilir teknik özelliklere dönüştürür ve bu bölüm tam olarak bunu sunar.
Modern bir aracın sunduğu çeşitli talepleri düşünün. Süspansiyon kolları kötü yollarda milyonlarca kez gerilim döngüsüne maruz kalır. Pistonlar aşırı ısıya ve patlayıcı kuvvetlere maruzdur. Tekerlekler dayanıklılık, ağırlık ve estetiği dengelemelidir. Her bileşen kategorisi, diğerlerine kıyasla bazı alüminyum türlerini tercih etmeyi getiren benzersiz zorluklar sunar.
Süspansiyon ve Şasi Bileşen Seçimi
Süspansiyon ve şasi bileşenleri, otomobillerde alüminyum parçaların en büyük uygulamalarından birini temsil eder. Bu parçalar yol darbelerini emmeli, yük altında hassas geometriyi korumalı ve yol tuzu ile nemden kaynaklanan korozyona direnmelidir—genellikle aynı anda bu tüm özellikleri göstermelidir. Alüminyum otomobil gövdesi ve ilgili yapısal elemanlar, milyonlarca yükleme döngüsü boyunca tutarlı performans sunan malzemeler gerektirir.
Kontrol Kolları ve Süspansiyon Bağlantıları
Kontrol kolları, tekerlek göbeğini araç şasisine bağlar ve dikey tekerlek hareketinin yanı sıra viraj sırasında yanal kuvvetleri de yönetir. Avrupa Alüminyum Birliği belgelerine göre , 6082-T6'dan yapılan dövme kontrol kolları, korozyonlu ortamlarda olağanüstü yorulma performansları nedeniyle Avrupa araç programlarında standart hâline gelmiştir.
- 6082-T6: Avrupa OEM'leri için tercih edilen malzeme—üstün korozyon direnci ve çevrimli yükleme altında üstün yorulma ömrü; tuz spreyi maruziyetinden sonra bile özelliklerini korur
- 6061-T6: Kaynak yapılabilirlik gerektiği durumlarda maliyet açısından etkili alternatif; 6082'ye göre biraz daha düşük yorulma performansına sahip ancak birçok uygulama için yeterli
- 7075-T6: Maksimum dayanık-lık/ağırlık oranının ek maliyeti ve azaltılmış korozyon direncini haklı çıkardığı yüksek performanslı ve yarış uygulamaları için ayrılmıştır
Direksiyon Mafsalı
Süspansiyonu tekerleklere bağlayan döner noktalar olan direksiyon mafsalları, karmaşık çok yönlü yüklere maruz kalır. Yönlendirme girişlerini ileterek aynı zamanda taşıt ağırlığını taşırken boyutsal stabiliteyi korumalıdır. Dövme alüminyum mafsallar genellikle döküm demir alternatiflerinden %40-50 daha hafiftir ve üstün yorulma direnci sunar.
- 6082-T6: Üretim araçları için sektör standardı; bu alaşımın dengeli özellikleri statik yüklerin ve dinamik kuvvetlerin etkisini etkili bir şekilde karşılar
- 6061-T6: Dövmeden sonra kaynak gerektiren veya maliyet optimizasyonunun öncelikli olduğu uygulamalar için uygundur
- 2014-T6: 6xxx alaşımlarının sağlayabileceğinden daha yüksek mukavemet gerektiren ağır hizmet uygulamalarında değerlendirilir
Alt Çerçeveler ve Yapısal Elemanlar
Modern araçlarda otomobil gövdesi malzemelerini incelerken, alt çerçeveler ve yapısal enine elemanlarda artan alüminyum oranını göreceksiniz. Bu bileşenler, güç aktarma sistemini destekleyen ve önemli süspansiyon bağlantı noktalarını birleştiren araç mimarisinin omurgasını oluşturur.
- 6061-T6: Alt çerçeve tasarımında kaynaklı ekler bulunduğu durumda mükemmel seçimdir; uygun kaynak sonrası işlem uygulandığında ısı etkilenmiş bölgelerde iyi özellikler korur
- 6082-T6: Korozyon direnci ve yorulma performansının kritik olduğu kapalı kesit dövme alt çerçeve bileşenleri için tercih edilir
Güç Aktarma ve Tekerlek Uygulamaları
Güç aktarma bileşenleri, özel alaşım seçimi gerektiren zorlu termal ve mekanik ortamlarda çalışır. Bu sırada tekerlekler, mühendislik gereksinimlerini karşılamakla kalmayıp aynı zamanda estetik beklentileri de karşılamalıdır—bu malzeme seçimlerini şekillendiren benzersiz bir kombinasyondur.
Piston
Pistonlar muhtemelen herhangi bir motorun içindeki en zorlu koşullara maruz kalır. Her yanma döngüsü, onları patlayıcı basınca, aşırı sıcaklık dalgalanmalarına ve yüksek hızlı gidip gelen harekete maruz bırakır. Sektör araştırmalarına göre alüminyum, modern pistonlar için neredeyse tek kullanılan malzemedir ve çoğu durumda yerçekimiyle kalıp döküm ya da dövme yöntemiyle üretilir.
- 2618 (düşük silisyumlu Al-Cu-Mg-Ni alaşımı): Yüksek performanslı dövme pistonlar için standart; yüksek sıcaklıklarda mukavemetini korur ve termal yorulmaya karşı dirençlidir
- 4032 (Mg, Ni, Cu içeren ötektik/hiperötetik Al-Si alaşımı): Özel yüksek sıcaklık uygulamaları için daha düşük termal genleşme ve gelişmiş aşınma direnci sunar
- 2024-T6: Aşırı çevrimsel yükleme altında yorulma direncinin birincil tasarım kriteri olduğu yarış pistonları için seçilir
Büyüdükçe referans belgeler notlar, "Ötektik veya hiperötektik alaşımlardan yapılan dövme pistonlar daha yüksek mukavemet gösterir ve pistonların daha büyük gerilmelere maruz kaldığı yüksek performanslı motorlarda kullanılır. Aynı alaşım bileşimine sahip dövme pistonlar döküm pistonlara göre daha ince bir mikroyapıya sahiptir ve dövme işlemi daha düşük sıcaklıklarda daha yüksek mukavemet sağlayarak daha ince cidarlar ve azaltılmış piston ağırlığına olanak tanır."
Bağlantı kolları
Biyeller, yanma kuvvetlerini pistondan krank miline iletir ve yüksek frekanslarda hem çekme hem de basma yüklemelerine maruz kalır. Göre performans mühendisliği verileri , malzeme seçimi özellikle motora özgü uygulamaya bağlıdır.
- 2024-T6: Mükemmel yorulma direnci, ağırlık azaltmanın en önemli olduğu yüksek devirli doğal emişli motorlar için bu alüminyumun tercih edilmesini sağlar
- 7075-T6: Zorlanmış emiş uygulamaları için maksimum alüminyum mukavemetini sağlar, ancak birçok üretici çok yüksek şarj seviyeleri için çelik alaşımları (4340, 300M) tercih eder
Çoğu yüksek performanslı uygulama için referans materyal, "Alüminyum biyel kolları genellikle drag yarışları için tercih edilir ve mükemmel şok emilimi sağlar, aşırı güç çıkışının kısa süreli patlamalarını kolayca karşılayabilir. Hafif yapıları motor ivmesini maksimize etmede yardımcı olur. Ancak alüminyumun nispeten düşük yorulma direnci ve daha kısa ömrü, onu günlük sürüşler veya dayanıklılık yarışları için uygun hale getirmez." ifadesine işaret eder.
Döküm jantlar
Lastikler, yapısal mühendislik ile tüketici odaklı estetiğin kesiştiği eşsiz bir noktadır. Alüminyum otomobil gövdesi ve lastik kombinasyonu, araç performansını ve tüketicinin algısını önemli ölçüde etkiler. Dövme (forged) jantlar, döküm jantlara kıyasla önemli ölçüde ağırlık tasarrufu sunar—genellikle %15-30 daha hafiftir—ve aynı zamanda üstün mukavemet ve darbe direnci sağlar.
- 6061-T6: Üretimde dövme jantlar için en yaygın seçenek; mukavemet, şekillendirilebilirlik ve maliyet etkinliği arasında denge kurar; estetik uygulamalar için mükemmel yüzey kalitesi sunar
- 6082-T6: Avrupa jant programlarında artan benimseme; 6061'e göre biraz daha yüksek mukavemet ve benzer üretim özelliklerine sahip
- 7075-T6: Yarış sporları ve ultra-premium uygulamalar için ayrılmıştır; en yüksek mukavemet-ağırlık oranı, çok daha yüksek malzeme ve işleme maliyetlerini haklı kılar
The sektör Verileri "A365, iyi döküm özellikleri ve yüksek genel mekanik performansı olan bir döküm alüminyum alaşımdır ve dünya genelinde döküm alüminyum jantlarda yaygın olarak kullanılır." ifadesini doğrular. Ancak performansa yönelik uygulamalar için 6xxx ve 7xxx serisi alaşımlarla üretilen dövme jantlar daha üstün mukavemet ve daha düşük ağırlık sunar.
Yapısal Gövde Bileşenleri
Modern alüminyum gövdeli otomobiller, alüminyum gövde mimarileri içinde artan oranda dövme yapısal düğümler ve takviyeler kullanmaktadır. Bu bileşenler, yoğun alüminyum kullanımlı araç tasarımlarında kritik yük yolları ve darbe enerjisi yönetimini sağlar.
- 6061-T6: Bileşenlerin sac veya ekstrüzyon alüminyum gövde yapılarına kaynakla birleştirilmesi gereken durumlarda tercih edilir
- 6082-T6: Uzay şasi yapısındaki yüksek gerilim noktaları için seçilmiştir; Avrupa OEM'leri, entegre yapısal uygulamalar için bu sınıfı tercih eder
- 7xxx serisi: Maksimum enerji emilimi gereken kritik çarpışma bileşenlerinde seçmeli olarak kullanılır
Araç mimarileri giderek daha fazla alüminyum içeriğine doğru evrilirken, çarpışma güvenliği gereksinimlerini karşılamak ve ağırlığı en aza indirmek açısından yapısal uygulamalar için dövme alüminyum sınıflarının seçilmesi giderek daha önemli hale gelmektedir.
Her bileşen kategorisi için net sınıf önerileri artık belirlendiğine göre, bir sonraki kritik konu ortaya çıkmaktadır: dövme alüminyum özelliklerini belirli performans hedeflerine ulaşacak şekilde dönüştüren ısıl işlem ve temper seçimleri.
Dövme Parçalar için Isıl İşlem ve Temper Seçimi
Otomotiv bileşeniniz için doğru alüminyum kalitesini seçtiniz—ancak işiniz henüz bitmedi. Dövmeden sonra uygulanan ısıl işlem, dikkatle seçilen alaşımın tam performansını gösterip göstermeyeceğini belirler. Bu, farklı türde alüminyumların, yüksek performanslı otomotiv bileşenlerine dönüşme aşamasıdır.
Karmaşık mı geldi? Isıl işlemi, alaşımın gizli yeteneklerini ortaya çıkaran nihai ayar aşaması olarak düşünün. Bir gitarın doğru notaları üretebilmesi için uygun şekilde akort edilmesi gerektiği gibi, dövme alüminyumun da belirtilen özelliklere ulaşabilmesi için hassas termal işlem gerekir. Alüminyum türlerini ve özelliklerini anlamak, temper sınıflamalarının bu kritik dönüşümü nasıl tanımladığını kavramayı gerektirir.
Maksimum Mukavemet Uygulamaları için T6 Temper
Otomotiv mühendisleri ısıl işlem uygulanabilen alüminyum alaşımlardan maksimum mukavemet talep ettiğinde, neredeyse her zaman T6 temperini belirtirler. Buna göre ASM International'ın alüminyum temper tanımlamaları ile ilgili dokümantasyonu , T6, alaşımın "çözelti ısıl işlemine tabi tutulduğunu ve önemli miktarda soğuk şekillendirme yapılmadan yapay yaşlandırılarak çökelme sertleşmesinin sağlandığını" ifade eder.
Bu iki aşamalı süreç aslında neyi içerir?
- Çözelti Isıl İşlem: Dövme parça, alaşımdaki elementlerin alüminyum matrise eşit şekilde çözülmesini sağlayacak kadar uzun süre yüksek bir sıcaklığa —genellikle alaşıma bağlı olarak 480-540°C— ısıtılır
- Sertleştirme (Soğutma): Hızlı soğutma, genellikle su kullanılarak, bu çözünmüş elementleri aşırı doymuş katı çözelti içinde sabitler
- Yapay yaşlandırma: Parça daha sonra (çoğu alaşım için 150-175°C) ortalama bir sıcaklıkta birkaç saat boyunca tutularak mikroskobik sertleştirme partiküllerinin metal yapısı boyunca çökmesi sağlanır
Olarak teknik üretim verileri açıklıyor: "T6 ısıl işlem, sıradan alüminyumun dikkatlice ısıtma ve soğutma aşamaları aracılığıyla yüksek mukavemetli bileşenlere dönüşmesini sağlar. Bu süreç, birçok sektör için mükemmel dayanım ve şekillendirilebilirlik dengesine sahip metaller oluşturur."
Otomotiv uygulamaları için T6, süspansiyon kolları, tekerlek merkezleri ve yapısal bileşenlerin gerektirdiği mukavemet seviyelerini sağlar. Dokümantasyon, örneğin 6061 alüminyumun, tavlı durumda yaklaşık 55 MPa'dan T6 işleminden sonra yaklaşık 275 MPa'ya kadar mukavemetinin üç katından fazla arttığını doğrular.
Ancak bu mukavemet artışı bir uzlaşma getirir. Malzeme daha sert ve güçlü hâle geldikçe uzama genellikle %25 civarından yaklaşık %12'ye düşer. Çoğu otomotiv yapısal uygulaması için bu süneklik azalması kabul edilebilir; bileşenler maksimum şekillendirilebilirlik gerektirmek yerine T6 özellik profiline göre tasarlanır.
Özel Gereksinimler İçin Alternatif Isıl İşlem Durumları
T6, otomotiv dövme özellikleri üzerinde hakimiyken, uygulama gereksinimleri maksimum mukavemetin ötesine geçtiğinde birkaç alternatif temper tanımı kritik roller üstlenir.
T651 Temper: Boyutsal Stabilite için Gerilme Giderilmiş
Bir alüminyum kalite tablosunda T651 görürseniz, bu, yaşlandırma öncesi sönmeden sonra %1,5-3 oranında uzatılarak gerilme giderilmiş olan "51" son ekinin ürün üzerinde etkili olduğunu belirtir. Buna göre ASM temper tanımı referansı , "51" son eki, sönmeden sonra yaşlandırmadan önce ürünün %1,5-3 oranında uzatılarak gerilme giderildiğini gösterir.
Otomotiv bileşenleri için bunun önemi nedir? Söndürme işlemi dövme parçalarda önemli ölçüde artık gerilmeler oluşturur. Gerilme giderme yapılmazsa, bu iç gerilmeler şunlara neden olabilir:
- Sonraki işlemlerde boyutsal bozulmalar
- Ek gerilme etkileri nedeniyle yorulma ömründe azalma
- Belirli ortamlarda gerilme korozyon çatlamasına karşı artan duyarlılık
Direksiyon mili gibi hassas işlenmiş bileşenler veya karmaşık süspansiyon kolları için T651, sıkı toleransların gerektirdiği boyutsal kararlılığı sağlar.
T7 Isıl İşlem: Artırılmış Korozyon Direnci
Gerilim çatlama korozyonu önemli bir risk teşkil ettiğinde —özellikle 7xxx serisi alaşımlarda— mühendisler T7 tipi ısıl işlemler belirtir. ASM dokümantasyonu, T7'nin alaşımın "çözelti ısıl işlemine tabi tutulduktan sonra yapay yaşlandırılarak aşırı yaşlanmış (maksimum mukavemetin ötesine geçmiş) duruma getirildiğini" ifade ettiğini açıklar.
Bu bilinçli aşırı yaşlandırma, mukavemette genellikle T6 seviyesinin %10-15'i kadar bir kayba neden olur ancak gerilim çatlama korozyonuna karşı direnci büyük ölçüde artırır. İki önemli varyant mevcuttur:
- T73: Maksimum gerilim çatlama korozyonu direnci; akma mukavemeti yaklaşık olarak T6'dan %15 daha düşüktür
- T76: Sadece %5-10'luk bir mukavemet kaybıyla artmış pul pul dökülme korozyonu direnci
Havacılık sınıfı otomotiv bileşenlerinde kullanılan yüksek mukavemetli 7xxx alaşımları için T7 ısıl işlemleri, korozyonlu ortamlarda mukavemet ile uzun süreli güvenilirlik arasında genellikle en iyi dengeyi temsil eder.
T5 Isıl İşlem: Maliyet Etkili İşleme
T5 ısıl işlem, ısıtma işlemini basitleştirir—dövme parçanın yüksek dövme sıcaklığından sonra soğutulması ve ardından yapay yaşlandırma uygulanması şeklinde gerçekleştirilir, ayrıca ayrı çözelti ısıl işlem adımının atlanması sağlanır. Ancak endüstri belgeleri belirttiği gibi, T5 "esnekliğe ihtiyaç duyulan orta mukavemet uygulamalar için en iyisidir."
T5, T6'ya kıyasla daha düşük mukavemet sunsa da, işleme maliyetlerini ve çevrim sürelerini azaltır. Bu, bazı dekoratif süs elemanları veya taşıyıcı olmayan braketler gibi maksimum mukavemetin gerekmediği bileşenler için uygun hale getirir.
Isıl İşlem Gösterimi Referansı
Dövme otomotiv bileşenler için alüminyum ısıl işlem tablosu veya alüminyum alaşımlar tablosuna başvururken, aşağıdaki ısıl işlem gösterimlerini en sık karşılaşırsınız:
| Isıl İşlem Durumu | Tedavi süreci | Ortaya Çıkan Özellik Değişiklikleri | Tipik Otomotiv Uygulamaları |
|---|---|---|---|
| T4 | Çözeltiye ısıl işlem uygulanmış, oda sıcaklığında doğal olarak yaşlandırılmış | Orta mukavemet, T6'ya göre daha yüksek süneklik, iyi şekillendirilebilirlik | Şekillendirme sonrası, ara işleme aşamaları gerektiren bileşenler |
| T5 | Dövme sıcaklığından soğutulmuş, yapay olarak yaşlandırılmış | Orta mukavemet, maliyet açısından etkili işlem, kritik olmayan parçalar için yeterli | Braketler, kapaklar, taşıyıcı olmayan bileşenler |
| T6 | Çözeltiye ısıl işlem uygulanmış, sertleştirilmiş, en yüksek mukavemete ulaşacak şekilde yapay olarak yaşlandırılmış | Maksimum mukavemet ve sertlik, T4'e göre süneklik azalmış | Süspansiyon kolları, mafsallar, tekerlekler, yüksek gerilim taşıyıcı parçalar |
| T651 | T6 işlemine ek olarak gerilim giderme (uzatma ile %1,5-3) | İyileştirilmiş boyutsal kararlılık ve azaltılmış gerilim gerilimi ile T6 özellikleri | Hassasiyetle işlenmiş bileşenler, dar toleranslı parçalar |
| T7 | Çözelti ısıl işlemi uygulanmış, pik mukavemetin ötesinde aşırı yaşlandırılmış | T6'ya göre hafifçe daha düşük mukavemet, önemli ölçüde geliştirilmiş gerilim korozyon direnci | Korozif ortamlarda yüksek mukavemetli alaşımlı bileşenler |
| T73 | Çözelti ısıl işlemi uygulanmış, maksimum SCC direnci için özel olarak aşırı yaşlandırılmış | t6'ya göre yaklaşık %15 daha düşük akma dayanımı, mükemmel gerilim çatlama korozyonuna direnç | zorlu ortamlarda kullanılan 7xxx serisi yapısal bileşenler |
| T76 | Çözelti ısıl işlemi uygulanmış, pullanma korozyonuna karşı direnç için aşırı yaşlandırılmış | t6'ya göre %5-10 daha düşük mukavemet, gelişmiş soyulma korozyonu direnci | nem ve rutubete maruz kalan 7xxx serisi bileşenler |
Isıl İşlem Seçiminin Performans Gereksinimleriyle Bağlantısı
Bir otomotiv bileşeni için doğru ısıl işlem nasıl seçilir? Karar, parçanın hangi hasar türlerine dayanması gerektiği ve mevcut üretim sınırlamalarının neler olduğu anlaşılmasından kaynaklanır.
Dövme bir süspansiyon kontrol kolu düşünün. Bileşen şu etkilerle karşılaşır:
- Araç ömrü boyunca milyonlarca yorulma yüklenme döngüsü
- Yol tuzu ve nem ile temas
- Taş darbesi hasarına potansiyel maruz kalma
- Doğru süspansiyon geometrisi için hassas boyutsal gereksinimler
6082 alaşımından yapılan bir kontrol kolunda T6 ısıl işlemi gerekli mukavemeti ve yorulma direncini sağlar. Eğer üretim sürecinde ısıl işlem sonrası önemli miktarda işleme işlemi varsa, T651 boyutsal stabiliteyi garanti eder. 6xxx serisi alaşımların doğasında bulunan korozyon direnci genellikle T7 tipi aşırı yaşlanmaya olanak ortadan kaldırır.
Şimdi yüksek performanslı bir uygulama için 7075 alaşımından dövme bir parça düşünün. 7075-T6'nın ultra yüksek mukavemeti maksimum performans sunar, ancak bu alaşımın T6 durumunda gerilme korozyon çatlamasına yatkınlığı, güvenlik açısından kritik parçalar için kabul edilemez olabilir. 7075-T73'ün belirlenmesi, tepe mukavemetini yaklaşık %15 oranında düşürse de uzun vadeli güvenilirlik için gerekli gerilme korozyon direncini sağlar.
Temel farkındalık nedir? Isıl işlem seçimi sadece maksimum mukavemeti elde etmekle ilgili değildir—her bileşenin aslında ihtiyaç duyduğu tam özellik profiline uyum sağlamaktır. Isıl işlemin etkilerine dair bu anlayış, dövme alüminyum bileşenlerin spesifikasyonlarını sürekli olarak karşılayıp karşılamayacağına karar veren üretim hususlarına hazırlar.
Dövme Süreci Parametreleri ve İmalat Hususları
Bileşeniniz için hangi alüminyum kalitenin uygun olduğunu anlamak, denklemin yalnızca yarısıdır. Diğer yarısı? Bu alaşımı başarıyla nasıl dövmeniz gerektiğini bilmektir. Süreç parametreleri—sıcaklık aralıkları, basınç gereksinimleri, kalıp ısıtma ve birim şekil değiştirme hızları—farklı alüminyum kaliteleri arasında önemli ölçüde değişir. Bunları yanlış yaparsanız, en doğru alaşım seçimi bile çatlak parçalara, kalıbın eksik doldurulmasına veya serviste erken dönem başarısızlıklara neden olabilir.
Bu detaylar neden bu kadar önemlidir? Döküm için kullanılan alüminyum kalitelerinde ergimiş metal kalıplara serbestçe akarken, dövme işlemi katı haldeki deformasyonun hassas kontrolünü gerektirir. Her alüminyum alaşımı farklı sıcaklıklarda uygulanan basınca farklı şekilde tepki verdiğinden, yapısal alüminyum uygulamalarında süreç parametresi seçimi kritik öneme sahiptir.
Alaşım Kalitesine Göre Kritik Dövme Parametreleri
Göre Alüminyum dövme üzerine ASM Handbook araştırması , iş parçasının sıcaklığı belki de en kritik süreç değişkenidir. Yaygın olarak kullanılan otomotiv kaliteleri için önerilen dövme sıcaklık aralıkları şaşırtıcı derecede dardır—genellikle ±55°C (±100°F) içinde—ve bu sınırları aşmak çatlamaya ya da yetersiz malzeme akışına neden riski taşır.
Belirli alaşım aileleri hakkında araştırmaların ortaya koyduğu şu ki:
- 6061 Alüminyum: 430-480°C (810-900°F) dövme sıcaklık aralığı. Bu alaşım, düşük sıcaklıklara kıyasla üst sıcaklık sınırında dövüldüğünde neredeyse %50 azalmış akma gerilimi gösterir ve bu nedenle tutarlı sonuçlar için sıcaklık kontrolü hayati derecede önemlidir.
- 6082 Alüminyum: 6061 ile benzer sıcaklık aralığı. Avrupalı üreticiler, karmaşık süspansiyon geometrileri için kalıp dolumunu optimize etmek amacıyla bu alaşımı genellikle üst sınıra yakın sıcaklıklarda döver.
- 7075 Alüminyum: 380-440°C (720-820°F) arasında daha dar bir dövme aralığı. 7xxx serisi sıcaklık değişimine en düşük duyarlılığı gösterir, ancak bu aynı zamanda hata payının da az olduğu anlamına gelir—alaşım daha sünek sınıfların yaptığı gibi işlem hatalarını "affetmez".
- 2014 ve 2024 Alüminyum: 420-460°C (785-860°F) sıcaklık aralıkları. Bu bakır bazlı alaşımlar, hızlı dövme darbeleri sırasında deformasyon ısınmasına eğilimli oldukları için dikkatli bir ön ısıtma kontrolü gerektirir.
Araştırma, "alüminyum alaşımlarının dövülmesinde uygun ön ısıtma metal sıcaklıklarının sağlanması ve korunması, dövme işleminin başarısı için hayati öneme sahip kritik bir süreç değişkenidir" diye vurgulamaktadır. Genellikle dövme işlemine başlamadan önce kesit kalınlığı başına 10-20 dakika bekletme süresi, sıcaklığın eşit dağılmasını sağlar.
Kalıp Sıcaklığı ve Şekil Değiştirme Hızı Etkileri
Çelik dövmede kalıpların genellikle nispeten soğuk kaldığı durumun aksine, alüminyum dövme işlemi ısınmış kalıplar gerektirir ve sıcaklık gereksinimleri işlem türüne göre değişir:
| Dövme Süreci/Ekipman | Kalıp Sıcaklık Aralığı °C (°F) | Ana noktaları |
|---|---|---|
| Çekiçler | 95-150 (200-300) | Hızlı deformasyon nedeniyle daha düşük sıcaklıklar; adyabatik ısınmadan kaynaklanan aşırı ısınma riskini azaltır |
| Mekanik presler | 150-260 (300-500) | Orta sıcaklıklar, kalıp ömrü ile malzeme akışını dengeler |
| Vit basıncı makineleri | 150-260 (300-500) | Mekanik preslere benzer; karmaşık alüminyum kanatlar için mükemmeldir |
| Hidrolik basınç makineleri | 315-430 (600-800) | Yavaş deformasyon nedeniyle en yüksek sıcaklıklar; izotermal koşullar gelişir |
| Halka Haddelenmesi | 95-205 (200-400) | Orta sıcaklıklar, kademeli şekillendirme sırasında metalin işlenebilirliğini korur |
Şekil değiştirme hızı ayrıca dövme sonuçlarını önemli ölçüde etkiler. ASM araştırması, şekil değiştirme hızının 10 s⁻¹ değerinde olduğu durumda 6061 alüminyumun akma gerilmesinin 0,1 s⁻¹'e göre yaklaşık %70 arttığını, 2014 alüminyumun akma gerilmesinin ise neredeyse iki katına çıktığını göstermektedir. Bu, aynı alaşım için çekicin dövülmesinin (yüksek şekil değiştirme hızı) hidrolik presle dövülmesinden (düşük şekil değiştirme hızı) önemli ölçüde daha fazla kuvvet gerektirdiği anlamına gelir.
Yüksek mukavemetli 2xxx ve 7xxx alaşımları için, çekiciler gibi yüksek şekil değiştirme hızına sahip dövme ekipmanları aslında sorunlara neden olabilir. ASM dokümantasyonu, "bazı yüksek mukavemetli 7xxx alaşımları, yüksek şekil değiştirme hızında dövme sırasında ortaya çıkabilecek sıcaklık değişimlerine karşı hassastır ve bu nedenle bu tür ekipmanlar bu alaşımların dövme imalatında kullanılmaz" diye belirtmektedir. Üreticiler, hızlı ekipman kullandıklarında deformasyon ısınmasını telafi etmek amacıyla genellikle ön ısıtma sıcaklıklarını kabul edilebilir aralığın alt seviyelerine indirir.
Kaynak Edilebilirlik ve Montaj Hususları
Alüminyum otomotiv bileşenleri dövülüp ısıl işlem uygulandıktan sonra, tam araç yapıları oluşturmak için birçok parça birleştirilmelidir. Kaynak edilebilir alüminyum türlerini ve sınırlamalarını bilmek, maliyetli montaj hatalarının önüne geçer ve yapısal bütünlüğü sağlar.
Dövülmüş alüminyum türlerinin kaynak edilebilirliği alaşım grubuna göre büyük ölçüde değişir:
- 6061 ve 6082: Mükemmel kaynak kabiliyeti—bu alaşımlar, 4043 veya 5356 dolgu metalleri kullanılarak geleneksel MIG ve TIG yöntemleriyle birleştirilebilir. Ancak kaynak, T6 temper özelliklerinin önemli ölçüde bozulduğu ısı etkisi altındaki bölgeye (HAZ) neden olur. Şuna göre Lincoln Electric'in kaynak araştırması , kritik uygulamalarda mukavemeti geri kazandırmak için kaynak sonrası ısıl işlem gerekebilir.
- 7075:Kötü kaynak kabiliyeti—bu alaşım kaynak sırasında sıcak çatlama eğilimindedir ve genellikle erime kaynağıyla birleştirilmemelidir. 7075 dövme bileşenler için tercih edilen birleştirme yöntemleri mekanik bağlama veya yapıştırıcı bağlantıdır.
- 2024 ve 2014: Sınırlı kaynak kabiliyeti—teknik olarak kaynak yapılabilir olmalarına rağmen, bu bakır içeren alaşımlar sıcak çatlamaya yatkındır ve genellikle özel prosedürler gerektirir. Birçok otomotiv uygulaması bunun yerine mekanik bağlamayı belirtir.
- 5xxx Serisi: Mükemmel kaynak kabiliyeti—bu ısıl işlemle sertleştirilemeyen alaşımlar kolayca kaynaklanabilir; ancak daha düşük mukavemet seviyeleri nedeniyle dövme alüminyum otomotiv bileşenlerinde daha az yaygındırlar.
6061-T6 veya 6082-T6 gibi kaynakla ısıl işlem görebilen alüminyum dövme malzemeleri kaynaklanırken, erime bölgesi etkilenmiş bölgesinde (HAZ) akma mukavemetinin %40'ına kadarını kaybedebilir. Lincoln Electric'in gelişmiş dalga formu kontrol teknolojisi üzerine yaptığı araştırma, "kimyasal bileşimdeki değişiklikler alaşımın fiziksel özelliklerini büyük ölçüde değiştirir" ifadesine yer vererek, bu etkileri en aza indirmek için özel kaynak dalga formlarının belirli alaşımlar için tasarlanabileceğini belirtmektedir.
Kritik yapısal alüminyum uygulamaları için şu süreç stratejilerini göz önünde bulundurun:
- Isı girişini en aza indirin: Temel metale iletilen toplam ısıyı azaltmak için darbeli MIG proseslerini kullanın
- Kaynak konumu için tasarım yapın: Mümkün olduğunda kaynakları maksimum gerilme bölgelerinden uzakta konumlandırın
- Kaynak sonrası işlem belirtin: Tam mukavemetin geri kazanılmasını gerektiren uygulamalar için kaynak sonrası çözme işlemi ve yaşlandırma ekleyin
- Mekanik birleştirme yöntemlerini değerlendirin: Yüksek mukavemetli 2xxx ve 7xxx serisi dövme malzemeler için cıvatalı veya perçinli bağlantılar genellikle üstün güvenilirlik sağlar
Modern otomotiv yapıları, dövme alüminyum düğümleri, ekstrüzyon alüminyum ve sac alüminyum bileşenlerle bir araya getirmeye giderek artan oranda yönelmektedir. Bu birleşimlerin birleştirme stratejisi, farklı ısıl işlem türleri ve alaşımların hesaba katılması gerekir—dövme 6082-T6 süspansiyon bağlantı noktası, kendini delen perçinlerle birleştirilmiş yapışkan bağlama kullanarak 6063-T6 ekstrüzyon kirişe bağlanabilir.
Süreç parametreleri ve kaynak kabiliyeti hususları anlaşıldıktan sonra mantıklı bir sonraki soru şu olur: aynı bileşenler için dövme alüminyum, alternatif üretim yöntemlerine kıyasla nasıl karşılaştırılır? Bu karşılaştırma, dövmenin gerçekten üstün değer sunmasının ne zaman olduğunu ortaya çıkarır.

Otomotiv Uygulamalarda Dövme, Döküm ve Blok Alüminyum Karşılaştırması
Temel dövme alüminyum alaşımlarını ve üretim parametrelerini incelediniz. Ancak satın alma uzmanları ve mühendislerin sık karşılaştığı bir soru var: bu bileşenin вообще dövme olarak üretilmesi gerekir mi? Dövme işleminin üstün değer sağladığı durumlarla, döküm ya da blok işleme yöntemlerinin daha mantıklı olduğu durumları anlamak, önemli maliyet tasarrufları sağyarken aynı zamanda optimal performansı da garanti altına alabilir.
Gerçek şu ki, her üretim yöntemi belirli sorunları alternatiflere göre daha iyi çözmesi nedeniyle mevcuttir. Araç gövde bileşenleri, güç aktarma parçaları veya süspansiyon elemanları için doğru malzemeyi seçerken, üretim süreci alaşım sınıfı kadar önemlidir. Bu üç yaklaşımın birbiriyle nasıl kıyaslandığını aşağıda açıklayalım.
Üretim Yöntemleri Arasında Performans Karşılaştırması
Her bir süreçte metalin içinde gerçekte neler olmaktadır? Farklar temeldir ve bu bileşenlerin aracınızda nasıl performans göstereceğini doğrudan belirler.
Döküm alüminyum
Otomotiv üretim araştırmalarına göre, dövme işlemi "ısıtılmış metale basınç uygulayarak şekil vererek iç yapısını değiştirir ve dayanıklılığını artırır". Bu süreç, metalin tane yapısını hizalar ve döküm alternatiflerine kıyasla önemli ölçüde daha güçlü bir malzeme oluşturur.
Dövme süreci birkaç belirgin avantaj sunar:
- Üstün mekanik bütünlük: Tane yapısının hizalanması, dövme parçaların daha yüksek yükleri taşımasına olanak tanır
- Artırılmış Yorulma Direnci: Milyonlarca gerilim döngüsüne maruz kalan bileşenler için kritiktir
- Minimum içsel hatalar: Sıkıştırma işlemi, döküm ürünlerde yaygın olan boşlukları ve gözenekliliği ortadan kaldırır
- Mükemmel tokluk: Tekerlekler ve süspansiyon parçaları gibi darbeye maruz kalabilecek uygulamalar için idealdir
Döküm alüminyum
Döküm, erimiş alüminyumun kalıplara dökülmesi ve katılaşmasının beklenmesiyle bileşenler üretir. Oldukça imalat analizi bu süreci "kontrollü katılaşma yoluyla karmaşık şekillerin oluşturulmasına olanak sağlar" şeklinde açıklar ve eşsiz tasarım esnekliği sunar.
Döküm alüminyum kalitelerini ve basınçlı döküm alüminyum alaşımlarını değerlendirirken şu özellikleri göz önünde bulundurun:
- Karmaşık geometri kapasitesi: Karmaşık iç kanallar ve detaylı özellikler elde edilebilir
- Karmaşık parçalar için daha düşük kalıp maliyetleri: Eşdeğer karmaşıklıkta, döküm kalıpları genellikle dövme kalıplarından daha ucuzdur
- Gözeneklilik riski: Hapsedilen gazlar, mukavemeti zayıflatabilecek iç boşluklara neden olabilir
- Değişken mekanik özellikler: Alüminyum alaşım dökümler, dövme eşdeğerlere göre daha fazla özellik değişimi gösterir
Araştırma, yüksek basınçlı kalıp dökümdeki ilerlemelerin alüminyum alaşım dökümlerin kalitesini önemli ölçüde artırdığını belirtmekte, "hem hafif hem de dayanıklı bileşenler üretmenin mümkün hale gelmesini sağlayarak." Ancak, güvenlik açısından kritik uygulamalar için, döküm sürecinin doğası gereği sahip olduğu sınırlamalar hâlâ geçerlidir.
Tek Parça Alüminyum
Billet işleme, katı alüminyum ham maddelerle başlar—genellikle ekstrüzyonlu veya yuvarlanmış hâlde—ve nihai geometriyi oluşturmak için CNC ekipman kullanarak malzemeyi kaldırır. Buna göre endüstri belgeleri , bu yaklaşım "dar toleranslara izin verir ve onu yüksek performanslı parçalar için ideal hâle getirir."
Billetin temel karakteristikleri şunlardır:
- Maksimum hassasiyet: CNC işleme, döküm ve dövme doğrudan eşleştiremeyecekleri toleranslara ulaşır
- Tutarlı tane yapısı: Başlangıç malzemesi boyunca homojen özelliklere sahiptir
- Yüksek malzeme israfı: Önemli miktarda alüminyum işlenerek çıkarılır ve bu da etkili malzeme maliyetlerini artırır
- Kalıp yatırımı yok: Programlama değişiklikleri, fiziksel kalıp modifikasyonlarının yerini alır
İmalat Yöntemi Karşılaştırması
| Kriterler | Döküm alüminyum | Döküm alüminyum | Tek Parça Alüminyum |
|---|---|---|---|
| Dayanıklılık | En yüksek—hizalanmış tane yapısı mekanik özellikleri en üst düzeye çıkarır | Düşük—tane yapısı rastgele; gözeneklilik potansiyeli malzemeyi zayıflatır | Yüksek—tutarlı temel malzeme, ancak işleyerek imalat faydalı tane akışını ortadan kaldırır |
| Ağırlık Optimizasyonu | Mükemmel—mukavemet sayesinde duvarlar daha ince olabilirken performans korunur | İyi—karmaşık şekiller, malzeme yerleşiminin optimize edilmesine olanak tanır | Orta—başlangıç stoku geometrisi ve işleme kısıtlamaları ile sınırlıdır |
| Birim maliyet | Orta ila yüksek—karmaşıklığa ve hacme bağlıdır | Yüksek hacimler için düşük — kalıp maliyeti büyük üretim miktarlarında amorti edilir | Yüksek — parça başına önemli makine zamanı ve malzeme israfı |
| Kalıp Yatırımı | Yüksek — hassas dövme kalıpları önemli başlangıç yatırımı gerektirir | Orta ila yüksek — döküm yöntemi ve karmaşıklığa göre değişir | Düşük — CNC programlama fiziksel kalıbı değiştirir |
| Üretim Hacmi Uygunluğu | Orta ila yüksek hacimler — kalıp yatırımı daha büyük serilere uygundur | Yüksek hacimler — kalıp döküm kitle üretimi için mükemmeldir | Düşük hacimler — prototipler ve özel parçalar için idealdir |
| Karmaşık Tasarım | Orta — kalıp tasarımı ve malzeme akışı kısıtlamalarıyla sınırlıdır | Yüksek — iç geçitler ve karmaşık detaylar üretilebilir | Çok yüksek—CNC ekipmanının ulaşabileceği neredeyse her geometri |
| Tipik Otomotiv Uygulamaları | Süspansiyon kolları, tekerlekler, connecting rods, direksiyon mafsalları | Motor blokları, şanzıman muhafazaları, emme manifoldları | Prototip parçalar, düşük hacimli performans bileşenleri, özel braketler |
Dövme Süreci Üstün Değer Sunarken
Yukarıda belirtilen ödünler göz önünde bulundurulduğunda, dövme işlemi ne zaman açık bir kazanan olarak ortaya çıkar? Her uygulamanın aslında ne talep ettiğini anladığınızda, karar kriterleri basit hale gelir.
Aşağıdaki durumlarda dövme seçin:
- Yorulma direnci kritikse: Yinelenen yük döngülerine maruz kalan bileşenler—süspansiyon kolları, tekerlekler, connecting rods—dövme prosesin hizalanmış tane yapısından en fazla faydalanır. Araştırmalar, dövme parçaların "genellikle üstün yorulma direnci ve tokluğa sahip olduğunu" doğrulamaktadır ve bu parçaları "performansa yönelik araçlar için özellikle uygun" kılmaktadır.
- Maksimum mukavemet-ağırlık oranı önemliyse: Araç gövdeleri ve yapısal uygulamalarda kullanılan metaller arasında, dövme alüminyum minimum ağırlıkla en yüksek mukavemeti sağlar. Performans veya verimlilik açısından her gramın önemli olduğu durumlarda, dövmenin ek maliyeti haklı çıkar.
- Üretim hacimleri kalıp masraflarını haklı çıkarır: Yıllık birkaç binden fazla üretim hacmi için dövme kalıbı yatırımı etkin bir şekilde amorti edilir. Bu eşiğin altında, parça başı maliyetler daha yüksek olsa bile kütük işleme daha ekonomik olabilir.
- Güvenlik açısından kritik uygulamalar güvenilirlik gerektirir: Dövme parçalarda iç gözenekliliğin olmaması, döküm alternatiflerinin yakalayamayacağı bir güven sağlar. Arızası ciddi sonuçlara yol açabilecek bileşenlerde, dövmelerin tutarlı kalitesi riski azaltır.
Şu durumlarda alternatifleri göz önünde bulundurun:
- Karmaşık iç geometriler gerekiyorsa: Döküm, dövmenin oluşturamayacağı geçişler ve odalar sağlar. Motor blokları ve şanzıman muhafazaları, dökümün tasarım esnekliğinin vazgeçilmez olduğu örneklerdir.
- Hacimler çok yüksekse: Yılda milyonlarca adet üretilen emtia bileşenleri için dökümün birim başına maliyeti, daha düşük mukavemetine rağmen cazip hale gelir.
- Prototip veya düşük hacimli üretim: Bilya işleme, kalıp yatırımını tamamen ortadan kaldırır ve bu nedenle ekonomik dövme eşiğinin altındaki hacimlere sahip geliştirme parçaları veya özel uygulamalar için idealdir.
- Estetik yüzeyler son derece önemlidir: Döküm ve işlenmiş yüzeyler genellikle dövme yüzeylere göre dekoratif uygulamalarda daha az sonlandırma işlemi gerektirir.
Otomotiv endüstrisinde araç gövdesi malzeme seçimi artan ölçüde bu değerlendirmeleri yansıtmaktadır. Yüksek gerilimli yapısal düğümler genellikle dövme alüminyum kullanırken, karmaşık muhafazalar gelişmiş döküm tekniklerine dayanır ve prototip programları hızlı geliştirme için bilya işlemeden yararlanır.
Dövmenin alternatiflerinden ne zaman üstün geldiğini anlamak, doğru süreci baştan belirlemenize yardımcı olur. Ancak bu bilgiye rağmen hâlâ kalite seçimi hataları oluşabilir ve bu hatalardan nasıl kaçınılacağını veya ihtiyaç halinde sınıfların nasıl değiştirileceğini bilmek, maliyetli üretim sorunlarını önleyebilir.
Sınıf Değişimi ve Seçiminde En İyi Uygulamalar
Alüminyum alaşımların özelliklerini ve dövme parametrelerini mükemmel şekilde bilsek bile gerçek üretim ortamı beklenmedik zorluklar çıkarır. Tedarik zinciri kesintileri, malzeme temini sorunları ya da maliyet baskısı bazen mühendisleri tercih ettikleri alüminyum sınıfının alternatifiyle düşünmeye zorlar. Hangi değişikliklerin işe yaradığını ve hangilerinin sorun yaratacağını bilmek, başarılı programları maliyetli başarısızlıklardan ayırır.
İkame senaryolarının ötesinde, birçok kalite seçimi hatası, mühendislerin alüminyum yapılara çelik tasarım mantığını uygulamasından kaynaklanır. Bu yaygın tuzakları anlamak, maliyetli yeniden işleri ve bileşen arızalarını ortaya çıkmadan önce önlemeye yardımcı olur.
Kalite İkame Kuralları
Belirttiğiniz alüminyum alaşımı temin edilemediğinde, listedeki bir sonraki seçeneği kullanma eğilimine direnin. Farklı alüminyum kaliteleri dövme, ısıl işlem ve kullanım koşullarında farklı şekilde davranır. Başarılı ikameler, ikincil özelliklerde bazı ödünler verilerek en kritik performans gereksinimlerinin eşleştirilmesini gerektirir.
Otomotiv dövme uygulamalarında sık karşılaşılan bu ikame çiftlerine örnekler aşağıdadır:
- 6082 → 6061: Otomotiv dövme işlemlerinde en yaygın ikame. Biraz daha düşük akma mukavemeti (yaklaşık %5-10 azalma) ve korozif ortamlarda yorulma performansında biraz düşüş beklenir. Her iki alaşım da mükemmel kaynak kabiliyeti ve korozyon direncine sahiptir. 6082'nin esas olarak temin edilebilirlik açısından tercih edildiği, marjinal mukavemet avantajları nedeniyle değil, çoğu süspansiyon ve yapısal uygulamalar için uygundur.
- 6061 → 6082: Malzeme mevcut olduğunda iyi çalışır — 6082 aslında biraz daha iyi mukavemet sağlar. Önemli özellik kaybı yoktur, ancak bölgesel temin durumuna göre 6082 daha pahalı olabilir. Avrupa tedarik zincirleri genellikle 6082'yi tercih ederken, Kuzey Amerika kaynakları genellikle 6061'i daha kolay sağlar.
- 7075 → 7050: Her ikisi de ultra yüksek dayanım sunar, ancak 7050 alaşımı gerilme korozyon çatlamasına karşı gelişmiş direnç ve daha iyi tokluk sağlar. Bu ikame, genellikle bir ödünülmeden çok bir yükseltiyi temsil eder. Benzer veya biraz daha düşük pik dayanım ile, ancak gelişmiş kırılma tokluğu ile karşılaşmayı bekleyin.
- 7075 → 2024: Dikkatli kullanın—her ikisi de yüksek dayanımlı alaşımlar olsa da, özellik profilleri önemli ölçüde farklıdır. 2024, 7075'e göre düşük nihai dayanım sunarken, yorulmaya karşı mükemmel direnç sağlar. Döngüsel yüklerin tasarım durumunda baskın olması durumunda uygundur, ancak maksimum statik dayanım gereken durumlarda değildir.
- 2024 → 2014: Her ikisi de bakır bazlı alaşımlar olup benzer dövme özelliklere sahiptir. 2014, benzer dayanımla biraz daha iyi dövme kabiliyeti sunar. Orijinalde 2024'nin belirtildiği çoğu güç aktarma uygulaması için uygundur.
- 6061 → 5083: Genellikle dövme bileşenler için önerilmez. 5083'ün mükemmel korozyon direnci olmasına rağmen, ısıl işlem uygulanamaz ve 6061-T6'nın sağladığı mukavemet seviyelerine ulaşamaz. Sadece korozyon direncinin mukavemete göre öncelikli olduğu yapısal olmayan uygulamalarda bu ikameyi düşünün.
Herhangi bir ikame değerlendirilirken, alternatif kalitenin dövme sıcaklığı uyumluluğu, ısıl işlem tepkimesi ve kaynaklanabilirlik gibi montaj sonrası gereksinimler de dahil olmak üzere tüm kritik özellikleri karşıladığını doğrulayın. Metalurjik olarak uygun olan bir kalite, üretim ekipmanınız tarafından doğru şekilde işlenemiyorsa yine de başarısız olabilir.
Yaygın Seçim Hatalarından Kaçınma
Göre Lincoln Electric'in mühendislik rehberliği , en sık yapılan alüminyum tasarım hatalarından biri, diğer kritik faktörleri göz önünde bulundurmadan sadece mevcut en güçlü alaşımı seçmektir. Teknik dokümantasyonlarında belirtildiği gibi: "Çok sık, tasarımcı mevcut en güçlü alaşımı seçer. Bu, birkaç nedenle kötü bir tasarım uygulamasıdır."
Neden en güçlü alüminyum alaşımını seçmek bazen ters teper?
- Tasarımı genellikle mukavemet değil sehim belirler: Zayıf ve güçlü alüminyum alaşımlarının çoğu yaklaşık olarak aynı elastik modüle sahiptir (çeliğin üçte biri kadar). Bileşeninizin kritik sınırı akma mukavemeti değil, rijitlik ise 6061 yerine 7075 alaşımı için ek ücret ödemek size hiçbir kazanım sağlamaz.
- Birçok yüksek mukavemetli alaşım kaynaklanabilir değildir: Lincoln Electric araştırması, "geleneksel tekniklerle kaynaklanamayan birçok çok güçlü alüminyum alaşımı olduğunu" vurgular. Daha büyük bir montajın içine kaynaklanması gereken bir bileşen için 7075 alaşımı belirtmek, üretim açısından imkansızlıklar yaratır. Dokümantasyon özellikle 7075'in "yapısal uygulamalar için asla kaynatılmaması gerektiğini" belirtir.
- Kaynak bölgesi özellikleri esas malzeme özelliklerinden farklıdır: 6061 gibi kaynak yapılabilir alaşımlarda bile "kaynak dikişi nadiren ana malzeme kadar güçlü olur." Isı etkisi altındaki bölgenin özelliklerindeki düşüşü göz ardı ederek T6 temel malzeme özellikleri üzerinden tasarım yapmak, küçük boyutlu kaynak dikişlerine ve potansiyel arızalara yol açar.
Kaçınılması gereken ek seçim hataları şunlardır:
- Kaynaklı birleşimler için şekil sertleştirilmiş temperler belirtmek: Isıl işlemle sertleştirilemeyen alaşımlar (1xxx, 3xxx, 5xxx) için kaynak işlemi yerel bir tavlama işlemi gibidir. Araştırma, "başlangıçtaki temper ne olursa olsun, ısı tesiri altındaki bölgedeki özellikler O temperli tavlanmış malzemenin özelliklerine dönüşecektir" şeklinde onaylamaktadır. Kaynak yapılacak oldukça maliyetli şekil sertleştirilmiş malzeme satın almak paradan tasarruf sağlamaz—ısı tesiri altındaki bölge her durumda tavlı özelliklere geri döner.
- Kaynak sonrası işlem gereksinimlerini göz ardı etmek: 6061-T6 gibi ısıl işlem uygulanabilen alaşımlar kaynak bölgesinde önemli ölçüde mukavemet kaybına uğrar. Araştırma, "kaynak sonrası minimum çekme mukavemetinin 24 ksi" olduğunu ve bu değerin T6 ana malzeme için "40 ksi" ile karşılaştırıldığında %40'lık bir düşüş gösterdiğini ortaya koyar. Mukavemetin geri kazanılması gerektiği durumlarda kaynak sonrası yaşlandırma işleminin belirtilmemesi, yapısal bütünlüğü tehlikeye atar.
- Gerilme korozyonuna karşı duyarlılığın göz ardı edilmesi: Yüksek mukavemetli 7xxx serisi alaşımlar T6 ısıl işlem durumunda gerilme korozyon çatlamasına yatkın olabilir. Nemli ortama maruz kalan ve sürekli yüke maruz kalan bileşenler için T73 veya T76 ısıl işlem durumlarını değerlendirmeden 7075-T6 kalitesinin seçilmesi, sahada erken başarısızlık riskini artırır.
- Döküm alaşımların dövme alaşımlarla karıştırılması: Bazı spesifikasyonlar dövme bileşenler gerekirken yanlışlıkla döküm için alüminyum kaliteleri belirtir. A356 ve A380 mükemmel basınçlı döküm alaşımlarıdır ancak dövme işlemi için uygun değildir; kimyasal bileşimleri sıvı halde akışkanlık için optimize edilmiştir, katı halde deformasyon için değil.
Nitelikli Dövme Ortaklarıyla Çalışmak
Otomotiv gereksinimlerini anlayan deneyimli dövme tedarikçileriyle çalıştığınızda birçok kalite seçimi zorluğu yönetilebilir hale gelir. Otomotiv uygulamaları için özel alaşımlar genellikle yalnızca kurumsal üreticilerin sürekli olarak sağlayabileceği hassas süreç kontrolü gerektirir.
Potansiyel dövme ortaklarını değerlendirirken mühendislik destek kabiliyetlerini göz önünde bulundurun. Belirli bileşeniniz için en uygun kalite seçiminde size tavsiyede bulunabilirler mi? Uygulamanızın gerektirdiği temperlemeler ve dövmeyi takiben gelen işlemlerde deneyimleri var mı? IATF 16949 sertifikalı üreticiler Shaoyi kalite sistemlerini ve teknik uzmanlıklarını, kalite seçimi kararlarının güvenilir seri üretim bileşenlerine dönüştürülmesinde yardımcı olur.
Hızlı prototipleme kabiliyetleri — ilk parçaları en kısa 10 günde teslim etme — yüksek hacimli üretim kalıplarına geçmeden önce malzeme sınıfı seçimlerinizi doğrulamanızı sağlar. Süspansiyon kolları ve tahrik mili gibi alüminyum kalitesinin doğrudan araç güvenliğine etki ettiği bileşenlerde, hem metalurjiyi hem de otomotiv gereksinimlerini anlayan mühendislik ortaklarına sahip olmak çok değerlidir.
Doğru döküm alüminyum sınıfı seçimi bilgisi ile nitelikli üretim ortaklıklarının birleşimi, başarılı dövme alüminyum programları için temel oluşturur. Bu unsurlar yerli yerinde olduğunda, performans gereksinimleri, üretim sınırlamaları ve maliyet hususlarını etkili bir şekilde dengeleyen nihai malzeme kararlarını vermek için hazır hâle gelirsiniz.
Uygulamanız için Doğru Dövme Alüminyum Sınıfını Seçmek
Artık otomobiller için dövme alüminyum alaşımlarının tamamını keşfettiniz—alaşım serisi tanımlamalarını anlayarak, belirli alaşımları bileşen gereksinimleriyle eşleştirmeye ve ısıl işlem hususlarından üretim parametrelerine kadar her aşamayı incelediniz. Ancak bu bilgilerin tamamını nasıl somut kararlara dönüştürebilirsiniz? Teknik bilgiyi başarılı satın alma sonuçlarına dönüştüren temel rehberliği özetleyelim.
Yeni bir araç programı için alüminyum belirliyor olun ya da mevcut bir tedarik zincirini iyileştiriyor olun, alaşım seçim süreci mantıksal bir sırayı izler. Bu sırayı doğru yapmak maliyetli hataları önler ve alüminyum otomotiv parçalarınızın araçlarınızın gerektirdiği performansı sağlamasını garanti eder.
Alaşım Seçimi İçin Temel Çıkarımlar
Otomobil alüminyum seçeneklerinin tam yelpazesini inceledikten sonra, başarıyı consistently belirleyen birkaç karar faktörü vardır:
- Malzeme tercihlerinden ziyade gerilim gereksinimleriyle başlayın: Paracığınızın aslında hangi yükleri taşıdığını tanımlayın—statik yükler, döngüsel yorulma, darbe kuvvetleri veya bunların kombinasyonları. Milyonlarca yol döngüsünü karşılayan bir süspansiyon kolu, sadece statik yükleri taşıyan bir braketten farklı özellikler gerektirir. Alaşım ailesini bu gerçek dünya taleplerine göre seçin: dengeli performans için 6xxx, maksimum mukavemet için 7xxx, üstün yorulma direnci için 2xxx.
- İmalat hacmini erken aşamada dikkate alın: Dövme ekonomisi, kalıp yatırımı etkin bir şekilde amortismana gidecek orta ve yüksek üretim hacimlerini tercih eder. Yıllık birkaç binin altındaki hacimler için dövme işleminin paraya işlenme alternatiflerine kıyasla maliyet rekabetini koruyup korumadığını doğrulayın. Yüksek hacimli üretim programları, üstün malzeme özelliklerinin yanı sıra verimli üretim avantajından en çok dövme ile sağlanır.
- İleri üretim süreçlerini dikkate alın: Bileşeniniz daha büyük bir montaj için kaynakla birleştirilmesi gerekiyorsa, bu tek şart bile dikkate alınacak alaşımların tam ailelerini elemine eder. Kaynaklanabilirlik önemliyse 6061 veya 6082 alaşımlarını belirtin; yapısal kaynaklı uygulamalar için 7075'ten kaçının. Benzer şekilde, dövdükten sonraki işleme gereksinimlerini göz önünde bulundurun—T651 ısıl işlemleri hassas imalatın gerektirdiği boyutsal stabiliteyi sağlar.
- Toplam maliyeti değerlendirin, sadece malzeme fiyatını değil: Otomobiller için en ucuz alüminyum her zaman en ekonomik seçenek olmayabilir. Daha ince cidarlar, azaltılmış yüzey işlemi veya basitleştirilmiş ısıl işlem sayesinde daha düşük toplam bileşen maliyeti sağlayan bir üst düzey alaşım, ek işlemler gerektiren daha ucuz bir türden daha avantajlı olabilir. Spesifikasyonları nihai hâle getirmeden önce tam resmi hesaplayın.
- Tedarik zinciri direnci oluşturun: Üretim başlamadan önce kabul edilebilir ikame dereceleri belirleyin. 6061'in 6082 yerine kullanılabileceğini veya 7050'nin 7075'ten daha iyi bir alternatif olduğunu bilmek, tedarik kesintileri yaşandığında size seçenek sunar. Tedarik ekiplerinin değişimlere hızlı yanıt vermesi için bu alternatifleri spesifikasyonlarınıza dokümante edin.
En kritik seçim ilkesi: bileşeninizin gerçek performans ihtiyaçlarına en uygun alaşımları seçmektir; mevcut olan en güçlü seçeneği değil. Gereğinden fazla özellik belirtmek maliyet israfına neden olur ve üretimde sorunlara yol açabilirken, yetersiz özellik belirtmek hem araçlara hem de itibara zarar verebilecek arızalara neden olabilir.
Otomotiv Saçılmasında Başarı İçin Ortaklık
İşte her deneyimli mühendisin bildiği gerçek şu: kusursuz alaşım seçimi, süreçlerde tutarlılık sağlayabilen bir üretim ortağı olmadan hiçbir anlam ifade etmez. Malzeme spesifikasyonu ile kaliteli bileşenler arasındaki boşluğu yalnızca nitelikli dövme tedarikçilerin sahip olduğu uzmanlık kapatabilir.
Otomobillerde alüminyum malzemelerin zorlu performans standartlarını karşılaması gerektiğinde, tedarikçi seçimi alaşım seçimi kadar kritik hale gelir. Buna göre dövme tedarikçileri değerlendirme ile ilgili sektör kılavuzuna göre, en önemli üç faktör vardır: sertifikalar ve kalite sistemleri, üretim kapasiteleri ve ekipmanlar, ile katı kalite kontrol standartları.
Özellikle otomotiv uygulamaları için, IATF 16949 sertifikasyonu, tedarikçinin otomotiv endüstrinin talep ettiği kalite yönetim sistemlerini uyguladığını gösterir. Bu sertifikasyon, ISO 9001 temelleri üzerine otomotiv sektörüne özel gereksinimler ekleyerek, üreticinin sizin araç programlarınızın gerektirdiği düzeyde; izlenebilirlik, süreç kontrolü ve sürekli iyileştirme kavramlarını anladığını doğrular.
Sertifikasyonun yanı sıra, teknik özellikleri parçalara dönüştüren pratik kapasiteleri de değerlendirmelisiniz:
- Mühendislik desteği: Tedarikçi, belirli geometri ve yük koşullarınız için en uygun kalite seçiminde tavsiyede bulunabilir mi? Isıl işlemin etkilerini anlar ve uygun temperleri önerebilir mi?
- Prototipleme hızı: Modern araç geliştirme zaman çizelgeleri hızlı yinelemeyi gerektirir. Bazıları sadece 10 gün gibi kısa sürelerde prototip dövme parçalar sunan ortaklar, üretim kalıplamasına geçmeden önce tasarımın doğrulanmasını mümkün kılar.
- Bileşen uzmanlığı: Süspansiyon kolları, tahrik mili veya yapısal düğümler gibi bileşen kategorinizde kanıtlanmış deneyime sahip tedarikçiler, genel dövme atölyelerinin sahip olmayabileceği uygulamaya özel bilgi getirir.
- Kalite kontrol altyapısı: Gelişmiş muayene teknolojileri, süreç içi izleme ve kapsamlı belgelendirme sistemleri, her bileşenin spesifikasyonlara uygun olduğundan emin olur. Kaynak materyaller, önde gelen tedarikçilerin koordinat ölçüm makinelerine, tahribatsız muayene ekipmanlarına ve malzeme analiz olanaklarına yatırım yaptığını vurgular.
Alüminyum otomobil bileşen üretimini arayan mühendisler ve satınalma profesyonelleri için Shaoyi (Ningbo) Metal Technology başarılı programların gerektirdiği ortak profilini örneklemektedir. IATF 16949 sertifikasyonu, otomotiv sınıfı kalite sistemlerinin doğrulanmasıdır ve kendi bünyesindeki mühendislik ekibi, malzeme sınıfı seçim kararlarını üretim-hazır spesifikasyonlara dönüştürmeye yardımcı olan teknik rehberlik sağlar. Ningbo Limanı yakınında yer alan bu şirket, ilk parçaları en kısa 10 gün gibi sürede temin edebilen hızlı protalama kabiliyeti ile olgun programlar için yüksek hacimli seri üretim kapasitesini bir araya getirmektedir.
Süspansiyon kolları ve tahrik milleri gibi zorlu alüminyum otomotiv parçalarında gösterdikleri uzmanlık, malzeme seçimi rehberliğinin uygulanabilir olmasını sağlayan bileşenlere özgü bilgiyi yansıtır. Spesifikasyonlar 6082-T6 süspansiyon kolları veya 7075-T6 performans bileşenleri gerektirdiğinde, hem metalürjiyi hem de otomotiv kalite gereksinimlerini anlayan bir üretim ortağına sahip olmak, malzeme seçiminin güvenilir bileşenlere dönüşmesini sağlar.
Alaşım spesifikasyonundan araç performansına giden yol, üretim uygulamasından geçer. Bu kılavuz boyunca edindiğiniz alaşım seçimi bilgisini, kaliteye olan bağlılığınızla aynı düzeyde olan nitelikli dövme ortaklarla birleştirerek, otomotiv programlarınızı başarıya hazırlarsınız—modern araçların dövme alüminyum bileşenlerinden beklediği dayanıklılık, hafiflik ve güvenilirliği sunarsınız.
Otomobiller İçin Dövme Alüminyum Alaşımları Hakkında Sıkça Sorulan Sorular
1. Dövme alüminyum alaşımlarının türleri nelerdir?
Otomotiv uygulamalar için en yaygın dövme alüminyum alaşımları 6000 serisinden 6061, 6063, 6082 ve 7000 serisinden 7075'tir. 6xxx serisi alaşımlar, dövme kabiliyeti, korozyon direnci ve dengeli mukavemet açısından üstün özellikler sunar ve süspansiyon kolları ile tekerlekler için idealdir. 7xxx serisi performans açısından kritik bileşenler için ultra yüksek mukavemet sağlar. Ek olarak, 2xxx serisinden 2024 ve 2014 alaşımlar, pistonlar ve connecting rod gibi powertrain parçaları için üstün yorulma direnci sunar. IATF 16949 sertifikalı üreticiler, örneğin Shaoyi, belirli bileşen gereksinimlerine göre optimal alaşım seçimi konusunda rehberlik edebilir.
arabalarda hangi kalite alüminyum kullanılır?
Otomotiv uygulamaları, bileşen gereksinimlerine bağlı olarak çeşitli alüminyum türlerini kullanır. Yaygın türler arasında 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 ve 2024 bulunur. Özellikle dövme bileşenler için Avrupa'da süspansiyon ve şasi uygulamalarında korozyonlu ortamlarda mükemmel yorulma performansı nedeniyle 6082-T6 baskındır. 6061-T6, kaynak kabiliyeti nedeniyle Kuzey Amerika'da popülerliğini korumaktadır. Maksimum dayanım-ağırlık oranını sağlayan yüksek performanslı uygulamalarda genellikle 7075-T6 tercih edilirken, yorulmaya duyarlı güç aktarma sistemleri bileşenlerinde 2024-T6 öne çıkar.
5052 ve 6061 alüminyumdan hangisi daha güçlüdür?
6061 alüminyum, 5052'ye göre önemli ölçüde daha güçlüdür. T6 ısıl işlem durumunda, 6061'in çekme mukavemeti yaklaşık 310 MPa değerine ulaşır ve bu da 5052'nin yaklaşık 220 MPa değerinden daha yüksektir. Ancak mukavemet her şey değildir; 5052, ısıl işlemle sertleştirilemeyen bir alaşım olması nedeniyle üstün korozyon direnci ve daha iyi şekillendirilebilirlik sunar. Yapısal bütünlük gerektiren dövme otomotiv bileşenleri için, süspansiyon kolları, tekerlekler ve şasi parçaları gibi yüksek mukavemet seviyelerinin gerekli olduğu uygulamalarda 6061-T6 tercih edilir.
4. Dövme ve dökme alüminyum tekerlekler arasında ne fark vardır?
Dövme alüminyum jantlar, yüksek basınç altında ısıtılmış alüminyumun sıkıştırılmasıyla oluşturulur ve tane yapısı hizalanarak üstün mukavemet ve yorulma direnci elde edilir. Döküm jantlar ise erimiş alüminyumun kalıplara dökülmesiyle yapılır ve rastgele tane yapısı ile potansiyel gözeneklilik görülür. Dövme jantlar genellikle eşdeğer döküm jantlardan %15-30 daha hafiftir ve aynı zamanda daha iyi darbe direnci ve dayanıklılık sunar. Performans araçları için dövme 6061-T6 veya 7075-T6 jantlar, döküm alternatiflerinin yakalayamadığı mukavemet-ağırlık oranını sağlar.
5. Otomotiv dövmesi için doğru alüminyum sınıfını nasıl seçerim?
Bileşeninizin gerçek gerilim gereksinimlerini tanımlayarak başlayın—statik yükler, döngülü yorulma veya darbe kuvvetleri. Dengeli yapısal uygulamalar için 6082-T6 veya 6061-T6 gibi 6xxx alaşımları mükemmel performans sunar. Maksimum mukavemet kritik öneme sahipse, 7075-T6'yi belirtin. Güç aktarma sistemi parçalarında üstün yorulma direnci için 2024-T6 düşünün. Kaynak kabiliyeti gereksinimlerini (6xxx alaşımlar iyi kaynaklanır; 7075 kaynaklanmaz), üretim hacimlerini ve ısı işlem gereksinimlerini dikkate alın. Hızlı prototipleme ve IATF 16949 sertifikasyonu sunan Shaoyi gibi deneyimli dövme ortaklarıyla çalışmak, üretim kalıplarına başlamadan önce malzeme sınıfı seçimlerinin doğrulanmasına yardımcı olur.