 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomotiv Parçalarında Kabartma ve Alçaltma: Mühendislik Kılavuzu
Özet: Otomotiv Mühendisleri İçin Temel Farklılık
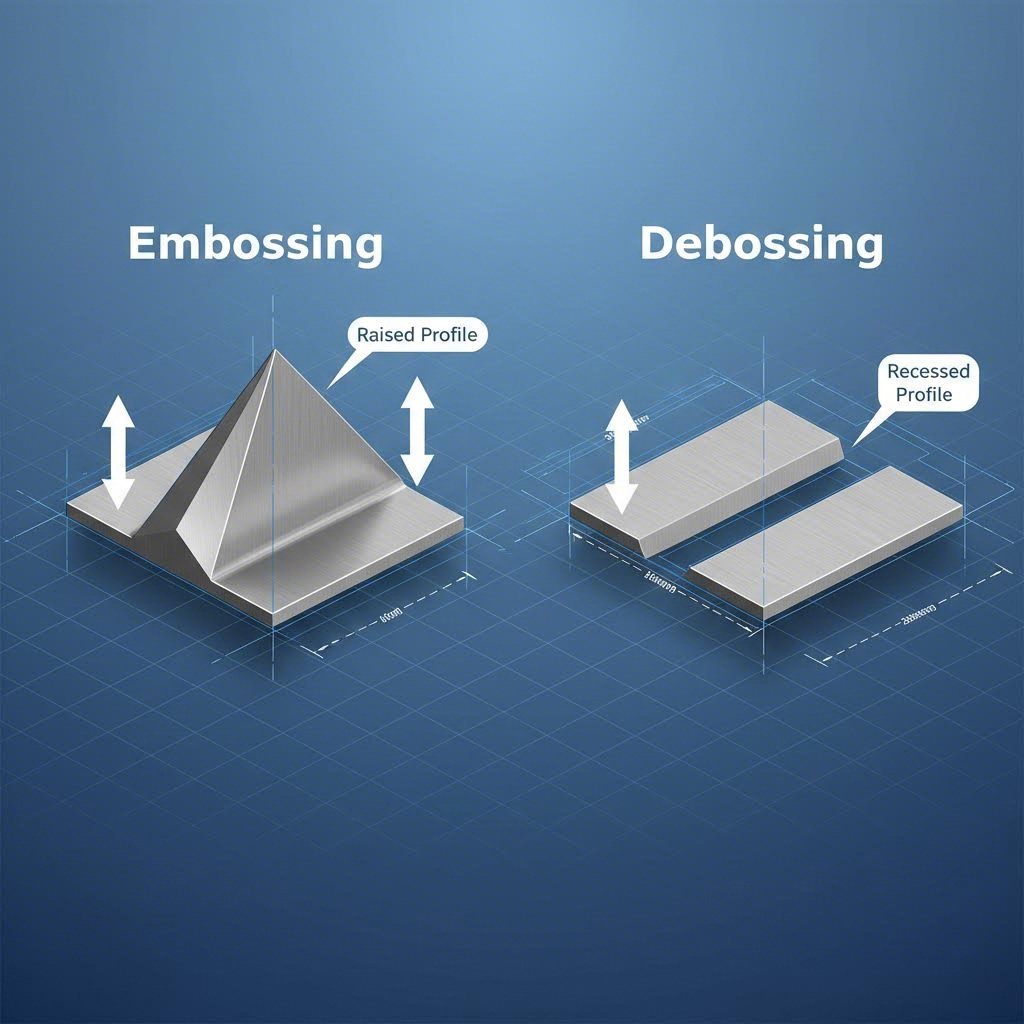
Arasındaki temel fark çizgi ve kurumak malzeme akışının yönünde ve bunun otomotiv yüzeyleriyle olan etkileşiminde yatmaktadır. Çizgi eşleştirilmiş erkek ve dişi kalıpları kullanarak malzemeyi iter yukarı , bu sayede ağır boyama, toz kaplama veya kir birikmesinden sonra bile okunabilir kalan kabartma karakterler oluşturur. Bu nedenle statik şasi etiketleri ve güvenlik bileşenleri için standarttır.
Tersine, kurumak (genellikle otomotiv bağlamında iz bırakma ile basma veya çizme olarak teknik olarak adlandırılır) malzemeyi aşağı yönlü alt tabakaya iter. Bu yöntem işaretin yüzey aşınmasından korunmasını sağlar ancak boya veya yağla dolduğunda okunabilirliği azalır. Ancak, içe doğru bastırma—özellikle nokta vurma (dot peen) veya çizme yöntemiyle— değişken Veri gibi benzersiz Araç Tanımlama Numaraları (VIN) için endüstri standardıdır çünkü her karakter değişikliği için maliyetli sabit kalıp setlerine gerek duymaz.
Metal Eğilmenin Mekaniği
Bu işaretlerin arkasındaki fizik prensiplerini anlamak, doğru takımları seçmek açısından kritiktir. Otomotiv üretiminde, kabartma (embossing) ve çökertme (debossing) arasında yapılan seçim, kalıp açıklığını, pres tonajını ve malzeme akış özelliklerini belirler.
Kalıp Konfigürasyonları: Erkek ve Dişi
Çizgi i̇ki kalıplı bir süreçtir. Altta çıkıntılı özelliklere sahip erkek kalıp ve üstte gömülü özelliklere sahip dişi kalıptan oluşan eşleştirilmiş bir set gerektirir. Pres hareket ettiğinde sac metal veya plastik bu iki kalıp arasına zorlanır ve malzeme yukarı doğru gerilir. Bu işlem, hassas hizalama gerektirir; eğer kalıplar arasındaki boşluk çok dar olursa malzeme kesilebilir veya çatlayabilir; eğer çok genişse detay kaybolur.
Kurumak , en saf endüstriyel formunda, yine bir erkek/dişi kalıp seti kullanır ancak tersine — görüntüyü aşağı doğru iter. Ancak çoğu yüksek hızlı otomotiv presleme hattında, genellikle "çökertme" olarak adlandırılan işlem aslında İz Baskı . Bu yöntem, yüzeyi düz bir bilezik karşıtı üzerine vuran tek bir sert erkek kalıp kullanır. Temel fark parça arka tarafındadır: Gerçek bir relief (derin basma) parçasının arka yüzü kabarık (negatif) iken, iz basmasıyla işaretlenmiş parça arka tarafta düz kalır.
Malzeme Akışı ve Gerilim
Relief (kabartma), malzemenin yüksekliği karşılamak için gerilmesiyle önemli ölçüde çekme gerilimine maruz kalmasına neden olur. Otomotiv alüminyumu (5000 veya 6000 serisi gibi) ya da yüksek mukavemetli çelik için mühendisler mikro çatlakların önüne geçmek amacıyla maksimum uzama oranını hesaplamalıdır. Derin basma işlemi malzemeyi sıkıştırarak lokal bölgeyi iş sertleştirmesi yapar. Bu sıkıştırma, işaret bölgesi üzerindeki parçanın mukavemetini artırabilir; buna karşılık relief işlemi doğru şekilde köşeleri yuvarlatılmazsa gerilim odaklarına neden olabilir.
İşlevsel İşaretleme: Şasi, Motor ve Metal Parçalar
Motor kaputu altında ve araç gövdesi altındaki bileşenler için asıl amaç görünümden ziyade süreç boyunca izlenebilirlik . Isı kalkanları, ateş duvarları ve motor blokları gibi bileşenler, işaretleme yöntemini belirleyen zorlu son işlem ortamlarına maruz kalır.
Boya ve Kaplamalar Üzerinden Okunabilirlik
Kaplı parçalar için kabartma yöntemi açık ara önde olan seçimdir. Otomotiv montajında şasi parçaları genellikle işaretlenmeden sonra e-kaplama, astar ve boya işleminden geçirilir. Eğer bir parça çökük (içeri doğru oyulmuş) ise, boya çöküntülerin içine akar, onları doldurur ve karakterleri okunamaz hale getirir. Yüzeyden dışarı taşan kabartma karakterler, boyanın tepeler etrafında akmalarını sağlar oFF zirveler. İşaret, kalın alt kaplama katmanlarının altında bile belirgin ve okunaklı kalır.
Bu nedenle, ateş duvarlarındaki model kodları veya platform tanımlamaları gibi sabit verileri doğrudan sac metal üzerine kabartma şeklinde görürsünüz. Bu, verilerin boyama hattından ve 20 yıl süren yol kirinden sonra bile korunmasını sağlar.
Değişken Veri Sorunu: VIN'ler
Kabartma işlemi okunabilirlik açısından üstün olsa da, maliyet olmak üzere ölümcül bir hatası vardır. Hattan çıkan her araca ait benzersiz 17 haneli VIN numarasını kabartmak için sabit bir kalıp takımı gereklidir. Bu işlem, karmaşık, yavaş ve pahalı bir döner numaralama başlığı gerektirir.
Bu nedenle, kurumak (nokta darbe veya çizme yoluyla) benzersiz araç tanımlaması için standarttır. Çizim makineleri, VIN numarasını metal gövdeye "yazmak" için elmas veya karbür uçlu bir kalemi kullanır. Bu işaretler çöküktür ancak standart elektrostatik boyalara dayanacak kadar derine uygulanır ya da sonra boya işleminden sonra (maskelenme gerekir). Bu yöntem, modern seri üretim için vazgeçilmez olan, takım değişikliği olmadan sınırsız değişkenlik sağlar.

Estetik Uygulamalar: İç Döşeme ve Markalaşma
Kabin içinde amaç, dayanıklılıktan 'algılanan kalite'ye kayar. Tasarımcılar, lüks ve dokunsal geri bildirim iletmek için bu teknikleri kullanır.
Deri ve Yumuşak Dokunuş Yüzeyler
Deri koltuklar, direksiyon simidleri ve gösterge paneli süslemeleri için, kurumak (bu bağlamda sıkça sıcak damgalama olarak adlandırılır) şık, alçakgönüllü bir görünüm oluşturur. Isıtılmış bir kalıp deriye bastırılarak lifler sıkıştırılır ve koyulaştırılır; böylece kalıcı, zarif bir çöküntü oluşur. Bu yöntem, yolcuların araçtan inip binebilmesi sırasında sürtünmeye ve aşınmaya eğilimli olan kabartma deri alanlardan kaçınıldığı için logolar için tercih edilir.
Dokunsal Kontroller ve Butonlar
Çizgi buton ve anahtar tasarımını domine eder. Bir cam butonu veya radyo düğmesinde yükseltme yapılmış simge, sürücünün gözlerini yoldan ayırmadan kontrolü tanımlamasına olanak tanıyan önemli bir dokunsal geri bildirim sağlar. Plastik iç mekânların modern "Kalıpta Etiketleme" (IML) süreçlerinde, düz dokunmatik yüzeylere 3D doku kazandırmak amacıyla kabartma kullanılır ve bu sayede bir dokunmatik ekranın şık görünümü ile mekanik bir düğmenin fiziksel güvenliği bir araya getirilir.
Kritik Karşılaştırma Faktörleri (Karar Matrisi)
Yeni bir otomotiv bileşeni için bir işaretleme teknolojisi seçerken, maliyet, dayanıklılık ve üretim kısıtlamaları arasındaki ödünleşimleri değerlendirmek üzere bu matrisi kullanın.
| Özellik | Baskı (Kabartma) | Alçaltma / Damgalama (Çöküntülü) |
|---|---|---|
| Boya ile Okunabilirlik | Mükemmel (Boya tepelerden akar) | Fakirler (Boya çukurları doldurur) |
| Takım Maliyeti | Yüksek (Eşleştirilmiş erkek/dişi kalıplar gerekir) | Orta/Düşük (Tek kalıp veya uç) |
| Değişken Veri (VIN) | Zor (Yavaş, karmaşık numaralama başlıkları) | Mükemmel (Programlanabilir nokta darbe/çizim) |
| Aşınma Direnci | Bu (Yükseltilmiş yüzey aşınmaya karşı koruma sağlar) | Yüksek (İşaret, yüzeyin altında korunur) |
| Döngü süresi | Hızlı (Tek baskı vuruşu) | Hızlıdan yavaşa (Baskı hızlıdır; Çizim daha yavaştır) |
Bu prototipleme kararları ile seri üretim arasında köprü kurmak isteyen üreticiler için Shaoyi Metal Technology kapsamlı baskı çözümleri sunmaktadır. Hızlı prototiplemeden 600 tonluk pres çalıştırmasına kadar uzanan yetenekleri, kabartma ve karmaşık alçaltma iş akışlarının sorunsuz entegrasyonuna olanak tanır. Bir tasarımın geçerliğini kanıtlamak için 50 adet prototipe mi yoksa milyonlarca seri üretilmiş kontrol koluna mı ihtiyacınız var, IATF 16949 sertifikalı hassasiyetiyle işaretlemeniz standartlarının küresel OEM gereksinimlerini karşılamasını sağlar. Tam mühendislik yelpazenizi şurada doğrulayabilirsiniz: Shaoyi Metal Teknoloji Baskı Çözümleri .
Parça Tipine Göre Özet Öneri
Üretim stratejinizi nihai hale getirmek için parçalarınızı maruziyet ve veri ihtiyaçlarına göre kategorilendirin:
- Şu Durumlarda Kabartma Seçin: Parça boyanacak, toz boya uygulanacak veya yoğun yağ maruziyetine görecekse (örneğin şasi bilgi plakaları, yangın duvarları, yağ karterleri). Kabartılmış karakterler, bilginin kaplama katmanlarının altında kaybolmamasını sağlar.
- Şu Durumlarda Alçaltma/İşaretleme Seçin: Parçaya özel seri numaralar (VIN'ler) gerekliyse veya yüzey yoğun sürtünmeye maruz kalacaksa (örneğin döşeme panelleri, birleşim yüzeyleri). Gömülü işaret, kazınarak silinmekten korunur.
- Şu Durumlarda Sıcak İşaretleme (Alçaltma) Seçin: Deri veya vinil gibi iç mekân estetik parçalar tasarlıyorsanız. Kullanıcı temasından kaynaklanan aşınmaya karşı dayanıklı, yüksek kaliteli bir görünüm sağlar.
Sonuç: Doğru İzlenimi Seçmek
Sonuç olarak, otomotiv sektöründe kabartma ile alçaltma arasında yapılan seçim nadiren bir tercih meselesidir; bu, parçanın kullanım ömrüyle belirlenen bir mühendislik hesabına dayanır. Kabartma işaret boyama kabini sürecini atlatır; alçaltma işaret ise montaj hattındaki sürtünmeleri atlatır. İşaretleme yönteminizi bileşenin çevresel etkilerine ve veri değişkenliğine göre uyumlandırarak pres tesisinden hurda yere kadar izlenebilirliği sağlarsınız. Doğru seçim, okunaksız güvenlik verileri nedeniyle gerçekleşebilecek maliyetli geri çağırmaları önler ve aracın iç kalitesinin algılanan düzeyini artırır.
Sıkça Sorulan Sorular
1. Otomotiv parçalarını boyamak için kabartma mı yoksa alçaltma mı daha iyidir?
Kabartma, boyalı parçalar için çok daha uygundur. Karakterler çıkıntılı olduğu için boya zirvelerden uzaklaşır ve kenarların keskin ve okunaklı kalmasını sağlar. Alçaltmada ise boya çukurlara birikir ve özellikle e-kaplama veya alt kaplama gibi kalın otomotiv boyalarında işaretleri tamamen doldurarak görünmez hale getirir.
2. VIN numaraları neden genellikle kabartma (debossing) veya çizme (scribing) yöntemiyle işlenir?
VIN'ler her bir araç için benzersiz, değişken veri gerektirir. Kabartma işlemi her karakter için sabit bir kalıp seti gerektirir ve her döngüde değiştirmek mekanik olarak karmaşık ve maliyetlidir. Kabartma (özellikle nokta vuruşu ya da çizme) ise yazılımla anında karakterleri değiştirebilen programlanabilir bir uç kullanır ve bu da yüksek hacimli seri numaralandırma için tek uygun seçeneği oluşturur.
3. Metal parçalar için hangi işlem daha maliyetlidir?
Kabartma işlemi, hassas boşlukla oluşturulmuş eşleştirilmiş erkek ve dişi kalıplar gerektirdiği için genellikle kalıp açısından daha maliyetlidir. İz bırakarak damgalama (kabartmaya bir örnek) tipik olarak yalnızca tek bir erkek kalıp ve düz bir zımba yüzeyi gerektirir; bu da başlangıçtaki kalıp maliyetlerini düşürür. Ancak değişken veriler için programlanabilir çizim makineleri tüketilebilir kalıp maliyetlerini tamamen ortadan kaldırır.