 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

CNC İşleme Açıklaması: Dijital Tasarımdan Bitmiş Parçaya Kadar
CNC İşleme Teknolojisinin Modern İmalat İçin Gerçekten Ne Anlama Geldiği
Bilgisayar ekranınızdaki dijital bir tasarımı, elinizde tutabileceğiniz hassas bir metal parçaya dönüştüren sürecin nasıl işlediğini hiç merak ettiniz mi? Cevap, neredeyse hayal edebileceğiniz her sektörde imalatı sessizce devrime uğratan bir teknolojide gizlidir.
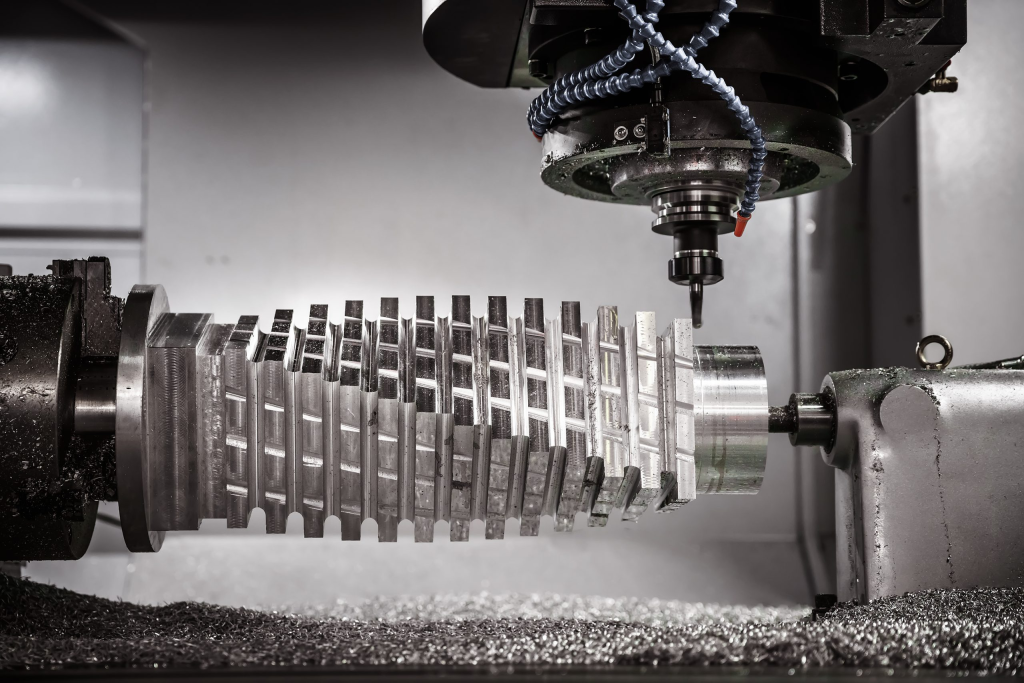
Peki CNC nedir? Temelde CNC tanımı oldukça basittir: CNC, Bilgisayarlı Sayısal Kontrol anlamına gelir bu teknoloji, ham maddeleri otomatik kesme, delme ve şekillendirme işlemleriyse geçirerek nihai bileşenlere dönüştüren, makine takımlarını olağanüstü hassasiyetle yönlendiren bilgisayarlı sistemler kullanır. Elle yapılan torna veya freze işlemlerinde operatörler her hareketi elle kumanda ederken, CNC makineleri karmaşık işlemleri dikkat çekici bir tutarlılıkla gerçekleştirmek için dijital talimatlara uyar.
CNC'nin anlamı, süreci anladığınızda daha net hale gelir. G-kodu adı verilen standartlaştırılmış bir dille yazılan bir bilgisayar programı, makineye tam olarak nasıl hareket etmesi gerektiğini, kesme araçlarının ne kadar hızlı dönmesi gerektiğini ve malzemenin nereden kaldırılacağını tam olarak belirtir. Sonuç? ±0,001 inç (insan saçı kalınlığının yaklaşık yedende biri) gibi çok dar toleranslara uygun parçaların üretimi.
CNC işlemenin, hayal ile gerçeklik arasındaki boşluğu kapatması; dijital tasarımların kesin geometrisini, elle yapılan yöntemlerin hiçbir zaman ulaşamayacağı düzeyde doğrulukla fiziksel parçalara dönüştürmesidir.
Dijital Tasarımdan Fiziksel Gerçekliğe
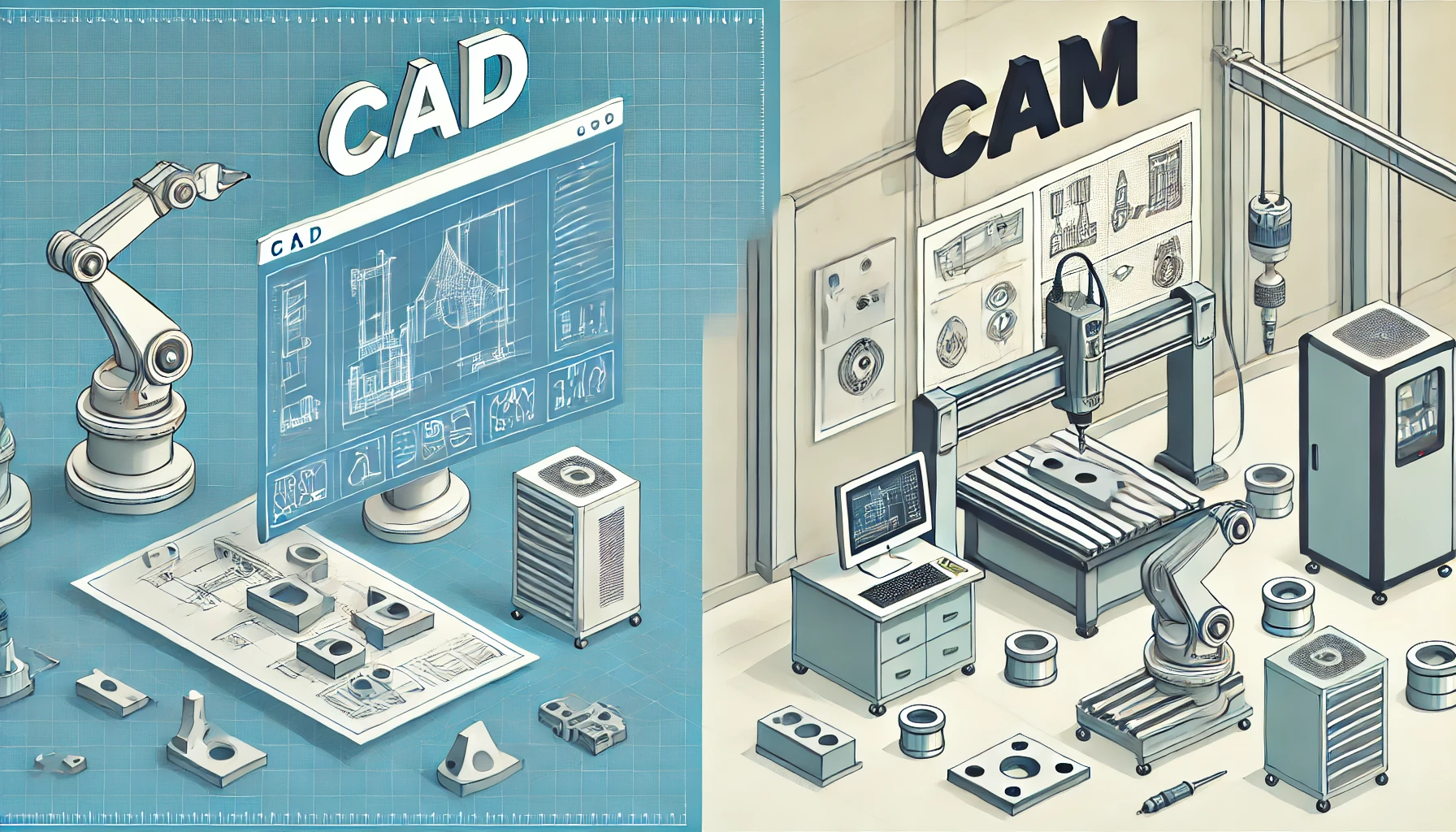
Bilgisayarınızda karmaşık bir havacılık parçası tasarlamayı hayal edin. Her eğri, her delik, her kesin boyut veri olarak var olur. CNC teknolojisi bu dijital çizimi alır ve somut hâle getirir. Süreç, mühendislerin ayrıntılı 3D modeller oluşturduğu Bilgisayar Destekli Tasarım (CAD) yazılımıyla başlar. Bu modeller daha sonra Bilgisayar Destekli İmalat (CAM) yazılımına aktarılır; CAM yazılımı, makinenin ihtiyaç duyduğu özel talimatları üretir.
CNC, gerçek üretim süreci için ne anlama gelir? Bu, bilgisayar komutlarına yanıt veren servo motorlar tarafından yönlendirilen dönen bir kesme aracı anlamına gelir; bu araç, parça ortaya çıkana kadar katı bir bloktan malzemeyi sistematik olarak kaldırır. Bu çıkarımlı üretim yaklaşımı, alüminyum, çelik ve titanyum gibi metallerin yanı sıra plastikler ve kompozitlerle de çalışır.
Bilgisayarla Kontrollü İmalat Devrimi
CNC'nin ne anlama geldiğini anlamak, bu teknolojinin neden modern üretimde öncülük ettiğini açıklamaya yardımcı olur. Otomobilinizdeki motor parçalarından ameliyathanedeki cerrahi aletlere kadar CNC ile işlenen parçalar her yerdedir. Havacılık endüstrisi, güvenlik açısından kritik olan uçak bileşenleri için bu hassasiyete güvenmektedir. Tıbbi cihaz üreticileri, mükemmel uyum sağlaması gereken implantlar için bu teknolojiye dayanmaktadır. Hatta tüketici elektroniği ürünleri bile bilgisayarla sayısal kontrol (CNC) yoluyla üretilen hassas parçalara sahiptir.
Üretim uzmanlarına göre CNC makineleri, minimum insan müdahalesiyle sürekli çalışabilir; bu da verimliliği büyük ölçüde artırırken tutarlı kaliteyi korumayı sağlar. Her parça, bir önceki parçanın neredeyse tam bir kopyasıdır—bu tekrarlanabilirlik düzeyi, karmaşık bileşenlerin seri üretimini yalnızca mümkün kılmakla kalmaz, aynı zamanda ekonomik olarak da uygulanabilir hâle getirir.
Mühendis olarak üretim seçeneklerini araştırıyor olmanız, işletme sahibi olarak üretim yöntemlerini değerlendiriyor olmanız ya da sadece ürünlerin nasıl üretildiğine dair meraklı olmanız fark etmez; bu teknolojiyi anlayarak daha akıllı tasarım kararları almak ve daha verimli üretim stratejileri geliştirmek için kapılar açarsınız.

Temel CNC Makine Türleri ve Özgün Yetenekleri
Bilgisayarla Sayısal Kontrol'ün (CNC) ne anlama geldiğini artık bildiğinize göre muhtemelen şu soruyu soruyorsunuz: Peki, aslında parçaları üreten makine hangisidir? Tüm CNC ekipmanları aynı şekilde çalışmaz. Bazıları düz yüzeyler ve karmaşık cep yapımlarında üstün performans gösterirken, bazıları yuvarlak miller ve silindirik bileşenlerin üretiminde öne çıkar; diğerleri ise yumuşak malzemeden yapılmış büyük levhaları hızla ve verimli bir şekilde işler.
Seçim projeniz için doğru CNC makinesi kaliteyi, maliyeti ve teslim süresini doğrudan etkiler. En sık karşılaşacağınız üç temel makine türünü inceleyelim: freze makineleri, torna makineleri ve router makineleri.
Freze Makineleri ve Kesme Yetenekleri
Bir CNC freze tezgâhı, hassas imalatta muhtemelen en çok yönlü iş gücüdür. Bu makineler, sabit bir iş parçasından malzeme kaldırmak için çoklu eksenler boyunca hareket eden dönen kesme takımlarını kullanır. Kesme yaparken yanlara, ileriye ve geriye hareket edebilen bir matkap tezgâhı hayal edin—bu, en basit hâliyle frezelemedir.
CNC freze tezgâhları şu işlemler için üstün performans gösterir:
- Düz yüzeyler ve hassas yüzeyler
- Yuvlar, cepler ve kanallar
- Karmaşık 3B konturlar ve heykelsi yüzeyler
- Delinmiş ve diş açılmış delikler
- Dişli profilleri ve karmaşık geometriler
Freze tezgâhlarını özellikle değerli kılan nedir? Sert malzemeleri olağanüstü şekilde işleyebilirler. Paslanmaz çelik, titanyum, sertleştirilmiş takım çelikleri ve mühendislik plastikleri, CNC freze tezgâhlarında mükemmel şekilde işlenir. Şuna göre, CNC Cookbook’un kapsamlı rehberi bu makineler, temel 2 eksenli yapılandırmalardan, neredeyse her açıdan parça işleyebilen gelişmiş 5 eksenli veya hatta 6 eksenli sistemlere kadar değişir.
Frezeleme ne zaman tercih edilmelidir? Parçanızın düz yüzeyleri, cep kısımları, dişli yapıları veya karmaşık 3B şekilleri varsa — özellikle de sert metallerden yapılmışsa — bir CNC freze tezgâhı muhtemelen en iyi seçeneğinizdir.
Dönel Hassasiyet Parçaları İçin Torna Tezgâhları
Bir CNC torna tezgâhı, frezelemeden temelde farklı bir prensiple çalışır. Kesici takımın döndürülmesi yerine, iş parçası yüksek hızda döndürülürken sabit bir kesici takım ile şekillendirilir. Bu yaklaşım, torna tezgâhlarını mükemmel dönel simetriye sahip silindirik, konik veya küresel parçalar üretmek için ideal hale getirir.
Aşağıdaki bileşenleri düşünün:
- Miller ve miller mili
- Yuvarlak destekler ve yuvalar
- Dişli bağlantı elemanları ve bağlantı parçaları
- Kasnaklar ve tekerlekler
- Tornalanmış saplar ve düğmeler
CNC torna tezgâhı işlemlerine tornalama (çap küçültme), yüzeyleme (düz uçlar oluşturma), delik büyütme (iç deliklerin genişletilmesi), diş açma ve oluk açma dahildir. Çoğu standart torna tezgâhı iki eksende çalışır: Z ekseni, iş parçasının uzunluğu boyunca hareketi kontrol ederken, X ekseni kesici takımın merkez çizgisine doğru yaklaşmasını ya da ondan uzaklaşmasını sağlar.
Bir torna makinesi ne zaman en mantıklı seçenektir? Parçanız çoğunlukla dairesel veya silindirik olduğunda her zaman. Otomotiv şaftları, havacılık bağlantı parçaları, tesisat bileşenleri ve tıbbi implant sapları, CNC tornalama işlemlerinin sağladığı hız ve doğruluktan büyük ölçüde yararlanır.
Daha Yumuşak Malzemeler ve Büyük İş Parçaları İçin CNC Frezeleme Makineleri
Ahşap, plastikler, köpükler, kompozitler veya alüminyum sac gibi malzemeleri işlemeniz gerekiyorsa, bir ahşap CNC makinesi ya da genel amaçlı bir CNC frezeleme masası, genellikle bir freze makinesinden daha pratik bir seçenektir. Frezeleme makineleri, düz sac malzemelerden karmaşık 2B ve 2,5B tasarımları kesmek için yüksek devirli miller ve değiştirilebilir uçlar kullanır.
Yaygın frezeleme uygulamaları şunlardır:
- Tabelalar ve dekoratif paneller
- Dolap bileşenleri ve mobilya parçaları
- Plastik muhafazalar ve ekranlar
- Köpük prototipleri ve ambalajlar
- Alüminyum plakalar ve hafif yapısal parçalar
CNC freze makineleri, genellikle tam levha malzeme işleme için ideal olan daha büyük çalışma hacimlerine sahiptir. Ayrıca basit kesme işlemlerinde kurulum ve kullanım açısından genellikle daha hızlıdır. Ancak bu durum, freze makinelerine kıyasla bazı hassasiyet kaybına neden olur; bu da birçok uygulama için tamamen kabul edilebilir bir uzlaşma şeklidir.
Makine Türlerini Bir Görüşte Karşılaştırma
Doğru makineyi seçmek, temel özelliklerini yan yana karşılaştırarak daha kolay hale gelir:
| Makine Türü | Birincil Hareket | En İyi Malzemeler | Tipik Uygulamalar | Hassas Nivo |
|---|---|---|---|---|
| Cnc freze | Dönen kesici, sabit iş parçasına karşı hareket eder | Çelik, paslanmaz çelik, titanyum, alüminyum, sert plastikler | Havacılık bileşenleri, kalıplar, motor blokları, karmaşık bağlantı parçaları | Çok Yüksek (±0,001" elde edilebilir) |
| Cnc torna | İş parçası, sabit kesme takımı karşısında döner | Silindirik geometriye sahip metaller, plastikler, kompozitler | Miller, bağlantı elemanları, burçlar, dişli bileşenler, kasnaklar | Çok Yüksek (±0,001" elde edilebilir) |
| CNC yönlendiricisi | Yüksek hızda dönen iş parçası, düz levha malzeme üzerinde hareket eder | Ahşap, plastikler, köpük, alüminyum, kompozitler | Tabela imalatı, mobilya üretimi, prototip üretimleri, dekoratif paneller, muhafaza kutuları | Orta ila Yüksek (tipik değer: ±0,005" ) |
Temel çıkarım nedir? Makineyi parça geometrisi ve malzemenize uygun şekilde seçin. CNC freze tezgâhları, sert metallerde karmaşık prizmatik şekilleri işleyebilir. Tornalar, dönel simetri gerektiren parçalarda önceliklidir. Freze makineleri (router) ise daha yumuşak malzemeler ve büyük düz iş parçaları için hız ve ekonomi sağlar. Bu farklılıkları anlayarak üretim ortaklarınızla etkili iletişim kurabilir ve üretim yaklaşımınızla ilgili bilinçli kararlar alabilirsiniz.
Elbette makine türü denklemin yalnızca bir faktörüdür. Makinenizin çalıştığı eksen sayısı, elde edebileceğiniz geometrileri büyük ölçüde etkiler—bu konu daha ayrıntılı bir incelemeyi hak eder.
3-Eksen’den 5-Eksen’e Çok Eksenli İmalat Açıklaması
Karmaşık mı görünüyor? Bunu düşünmenin basit bir yolu şudur: Eksenler, kesme takımınızın iş parçasına kaç farklı yönden yaklaşabileceğini belirler. Daha fazla eksen, karmaşık şekiller oluşturma konusunda daha fazla özgürlük anlamına gelir; ancak aynı zamanda daha yüksek karmaşıklık ve maliyet de demektir. Bu gelişimi anlayarak, makinenin kapasitesini gerçek parça gereksinimlerinize uygun şekilde eşleştirebilir ve gereğinden fazla harcama yapmazsınız.
Basit bir bağlantı parçası için CNC frezeleme mi düşünüyorsunuz yoksa Hassas silindirik özellikler için CNC tornalama mı , eksen sayısı temelde mümkün olanları şekillendirir.
X, Y ve Z Hareketi Temelinin Anlaşılması
Matematik dersinden bildiğiniz standart bir koordinat sistemi hayal edin. X ekseni soldan sağa, Y ekseni önden arka ya doğru uzanır ve Z ekseni yukarıdan aşağıya doğru hareket eder. Bir 3 eksenli CNC frezeleme makinesi bu üç doğrusal yönde çalışır—daha fazlası değil, daha azı da değil.
3 eksenli bir işlem çalıştırırken, kesme takımı bu düzlemler boyunca hareket ederken iş parçası masa üzerinde sabit kalır. Fictiv'in imalat kılavuzuna göre, bu yapı basit görevlerde üstün performans gösterir: keskin kenarların kesilmesi, delik delinmesi, büyütme (boring), kanal frezeleme ve düz yüzeylerin oluşturulması.
3 eksenli bir makinede gerçekçi olarak ne üretebilirsiniz?
- Düz panel ve düzlemsel yüzeyler
- Basit bağlantı parçaları ve montaj plakaları
- Bir eksene hizalanmış delikler ve dişli delikler
- Temel cepler ve kanallar
- Otomasyon için basit mekanik bileşenler
Sınırlama nedir? Kesme takımınız yalnızca üstten yaklaşabilir. Parçanızın yanlarında veya altındaki herhangi bir özellik, iş parçasının elle yeniden konumlandırılması gerektirir—bu da kurulum süresini ve olası hizalama hatalarını artırır. Alt kesimler (undercuts), eğri yüzeyler veya bileşik açılarda yer alan özelliklere sahip parçalar için 3 eksenli CNC frezeleme makineleri yetersiz kalır.
4 Eksenli İmalatla Dönme Yeteneğinin Eklenmesi
İş parçanızın kesme aracı çalışırken dönebileceğini hayal edin. Tam olarak bu, bir 4 eksenli makinenin sunduğu avantajdır. Dördüncü eksen—genellikle A-ekseni olarak adlandırılır—X ekseni etrafında dönme hareketi ekler ve böylece makine, iş parçasının çoklu yüzeylerine elle yeniden konumlandırma yapılmadan ulaşabilir.
Bu ek dönel yetenek, aksi takdirde birden fazla tezgâh ayarı gerektirecek geometrilerin üretimini mümkün kılar. CNC Cookbook notu 4 eksenli ekipman kullanan üreticilerin, tek bir sabitleme sistemiyle açılı özellikler, yaylar, helisler ve karmaşık profiller oluşturabileceğini belirtir; bu da üretim süresini önemli ölçüde azaltır.
Bilgisayarlı sayısal kontrol tornası (CNC torna), iş parçasını sabit kesme takımlarına karşı döndürerek benzer prensipler üzerine kurulur. Ancak özel 4 eksenli CNC frezeleme işlemi, bu dönmeyi bir frezeleme platformuna ekler ve belirli uygulamalar için her iki yöntemin de en iyi yönlerini birleştirir.
4 eksenli frezeleme işlemi için ideal olan parçalar şunlardır:
- Yan yüzeylerinin işlenmesi gereken silindirik özellikler
- Helis desenler ve spiral oluklar
- Kam lobları ve eksantrik profiller
- Birden fazla yüzeyinde delikleri veya kesimleri bulunan parçalar
- Eğri yüzeyler etrafında hassas gravürler
Takas nedir? Dört eksenli makineler, üç eksenli karşılıklarına kıyasla daha pahalıdır ve programlama daha karmaşık hâle gelir. Daha basit projeler veya daha küçük bütçeler için ek yetenek yatırımın gerekçesini oluşturmayabilir.
Parçanız Beş Eksenli Özgürlük Gerektirdiğinde
Beş eksenli CNC frezeleme, çıkarıcı imalat esnekliğinin zirvesini temsil eder. Bu makineler, genellikle Z ekseni etrafında dönen C ekseni olmak üzere ikinci bir dönme ekseni ekler ve kesici takımın iş parçasına neredeyse her açıdan yaklaşmasını sağlar.
Bunun önemi nedir? Karmaşık konturlu yüzeyler, bileşik açılar ve iç içe geçmiş geometriler tek bir montajda mümkün hâle gelir. Kesici takım işlem boyunca optimal yönelimini korur; bu da talepkar parçalarda üstün yüzey kalitesi ve daha sıkı toleranslar sağlar.
Üretim uzmanlarına göre, 5 eksenli makineler, tasarım karmaşıklığına bağlı olarak bir parçanın beş farklı yüzeyini aynı anda işler. Bu yetenek, hassasiyet ve geometri gereksinimleri geleneksel sınırları zorlayan sektörlerde hayati öneme sahiptir.
Gerçekten 5 eksenli hareket özgürlüğü gerektiren parçalar:
- Karmaşık aerodinamik konturlara sahip türbin kanatları
- Havacılık Yapısal Bileşenler
- Karmaşık otomotiv şasi montajları
- Organik şekillere sahip tıbbi implantlar
- İmpellerler ve pompa muhafazaları
- Derin alt kesimlere sahip kalıp boşlukları
CNC torna tezgâhı işlemenin dönel parçaları verimli bir şekilde işlemesini sağlar; ancak geometriniz döner özelliklerle birlikte karmaşık freze yüzeylerini de içerdiğinde, 5 eksenli frezeleme genellikle tek pratik çözüm olur.
Yetenek ile Maliyet Arasındaki Denge
Daha fazla eksen her zaman daha fazla maliyet anlamına gelir — hem makine yatırım maliyetinde hem de parça başına üretim maliyetinde. Bu ilişkiyi anlayarak, kullanılmayacak yetenekler için ödeme yapmadan projenizin tam olarak neye ihtiyacı olduğunu belirleyebilirsiniz.
Üç eksenli makineler, basit geometriler için hâlâ en ekonomik seçenektir. Programlaması daha kolaydır, kullanımı daha basittir ve yaygın olarak mevcuttur. Parçanız bir veya iki montajda temel yeniden konumlandırmalarla tamamlanabiliyorsa üç eksenli işlemler genellikle en iyi değer sunar.
Dört eksenli ekipmanlar pratik bir orta nokta oluşturur. Ek döner eksen, orta düzeyde karmaşık parçalar için montaj sayısını azaltır ve işlemler arasında manuel yeniden konumlandırmayı ortadan kaldırarak doğruluğu artırır. Çok sayıda yüzeyde özellikler içeren orta üretim hacimleri için 4 eksenli CNC tornalama ve frezeleme kombinasyonları genellikle ekonomik açıdan mantıklıdır.
Beş eksenli makineler, yüksek fiyatlarla satılır ancak eşsiz yetenekler sunar. Gerekli olan CAD/CAM programlaması önemli ölçüde daha karmaşıktır ve uzman operatörlerin bulunması zorunludur. Ancak yüksek hassasiyet gerektiren havacılık bileşenleri, tıbbi cihazlar ya da gerçekten karmaşık üç boyutlu konturlara sahip herhangi bir parça için beş eksenli frezeleme genellikle tek uygulanabilir seçenek olur—ve birden fazla tezgâh kurulumu ile ikincil işlemlerin ortadan kaldırılması sayesinde toplam maliyeti aslında azaltabilir.
Sonuç nedir? Eksen sayısını parçanızın geometrisine uygun şekilde seçin. İşlevi üç eksenli makineyle yerine getirilebilecekken beş eksenli kapasite için ödeme yapmayın; ancak aynı zamanda karmaşık bir parçayı yetersiz donanıma zorla da yüklemeyin. Üretim ortağınız, belirli gereksinimleriniz doğrultusunda kalite, hız ve maliyet açısından en iyi dengenin hangi konfigürasyonda sağlanacağını değerlendirmenize yardımcı olabilir.
Dijital Tasarımdan İşlenen Parçaya Tam Süreç
Makine tipinizi seçtiniz ve geometrinizin gerektirdiği eksen yapılandırmasını belirlediniz. Şimdi ilk kez bu işlemi yapan birçok kişinin takıldığı soru geliyor: Bir tasarım dosyası tam olarak nasıl bir bitmiş metal bileşene dönüşür? Cevap, soyut dijital veriyi kesin fiziksel gerçekliğe dönüştüren dikkatle koordine edilmiş bir süreç dizisini içerir.
Bu iş akışını anlamak, CNC ekipmanlarını kendiniz programlıyorsanız ya da bir üretim ortağıyla çalışıyorsanız önemlidir. Her aşamada neler olduğunu bilmek, daha iyi dosyalar hazırlamanıza, daha etkili iletişim kurmanıza ve sorunların maliyetli hâle gelmeden önce potansiyel kaynaklarını öngörmenize yardımcı olur.
Başlangıç kavramından işlenmiş parçaya kadar tam süreci adım adım inceleyelim:
- CAD yazılımında tasarım oluşturma – Dijital 3B modelin oluşturulması
- CAM Programlama – Takım yollarının ve makine talimatlarının üretilmesi
- G-kodu sonrası işleme – Makineye özel komutların oluşturulması
- Makine Kurulumu – Ekipman, takımlar ve iş parçasının hazırlanması
- İşleme operasyonu – Malzemenin kesilmesi için programın çalıştırılması
- Son İşleme ve Denetim – İşleme sonrası bitirme ve kalite doğrulaması
CAD’den CAM’e Çevrim Süreci
Her şey, Bilgisayar Destekli Tasarım (CAD) yazılımıyla başlar. SolidWorks, Fusion 360 ve Inventor gibi programlar, mühendislerin tasarlanan parçanın her boyutunu, deliğini, eğrisini ve yüzeyini ayrıntılı olarak yansıtan 3B modeller oluşturmasını sağlar. Bu dijital model, takip eden tüm süreçler için tek geçerli bilgi kaynağıdır.
Ancak birçok kişinin fark etmediği bir gerçek vardır: CNC makineniz CAD dosyalarını doğrudan okuyamaz. JLC CNC’nin hazırlık kılavuzuna göre, üretim sürecine devam edebilmek için tasarınızı STEP veya IGES gibi uyumlu bir biçime aktarmanız gerekir. Bu nötr biçimler, geometrik doğruluğu korurken farklı yazılım sistemlerinin birbiriyle iletişim kurmasını sağlar.
CNC programlaması temelde nedir? Bu, 3B modelinizi belirli makine talimatlarına dönüştürme sürecidir. Bu işlem, CNC operasyonlarını programlamaya ilişkin sihirin gerçekleştiği CAM (Bilgisayar Destekli İmalat) yazılımı içinde gerçekleşir.
CAM yazılımının içinde şunları yapacaksınız:
- CAD geometrinizi içe aktaracaksınız
- Ham madde stok boyutunu ve türünü tanımlayacaksınız
- Uygun kesme takımlarını seçeceksiniz
- Kesme parametrelerini (devir sayısı, ilerleme hızı, derinlik) belirleyeceksiniz
- Malzemeyi verimli bir şekilde kaldıran takım yolları oluşturacaksınız
- Doğruluğu doğrulamak için işlemi simüle edeceksiniz
Mastercam, Fusion 360 ve SolidCAM gibi popüler CAM araçları, girdilerinize dayalı olarak en verimli kesme yollarını otomatik olarak hesaplar. Yazılım, takımdaki çap, malzemenin sertliği ve istenen yüzey kalitesi gibi faktörleri dikkate alarak her hareketi optimize eder.
G-Kod Komutlarından Tamamlanmış Bileşenlere
Araç yollarınız tanımlandıktan sonra, CAM yazılımı bunları bir post-prosesörden geçirir—bu, genel araç yolu verilerini makinenizin anladığı özel dile dönüştüren bir çevirmendir. Bu çıktıya G-kodu denir ve işlenecek ekipman tarafından işlem sırasında satır satır okunan veridir.
G-kodu nasıl görünür? Şuna göre: DeFusco Endüstriyel Malzeme Tedarik Şirketi'nin programlama temelleri kılavuzuna göre, her satır belirli bir işlemi temsil eder. G-kodları konumlandırma ve hareketi kontrol eder: G00 aracı bir konuma hızlıca taşır, G01 kontrollü ilerleme hızlarında düz kesimler oluşturur ve G02/G03 yaylar ve daireler çizer. M-kodları ise ana milin çalıştırılması (M03), soğutma sıvısının etkinleştirilmesi (M08) veya programın sonlandırılması (M30) gibi yardımcı fonksiyonları yönetir.
Bir CNC programının içerebileceği basitleştirilmiş bir örnek aşağıda verilmiştir:
- G21 – Metrik birimleri ayarla
- G90 – Mutlak konumlama kullan
- M03 S3000 – Ana mili 3000 devir/dakikada başlat
- G00 X10 Y10 – Başlangıç konumuna hızlı hareket
- G01 Z-5 F100 – Dakikada 100 mm hızla 5 mm kesme
- M05 – Mili durdur
- M30 – Programı sonlandır
CNC üretim ortaklarınızla çalışmak için her kodu ezberlemenize gerek yoktur. Ancak bu temel bilgileri anlamak, sorunları gidermenize, makine davranışını yorumlamanıza ve projelerinizle ilgili daha etkili iletişim kurmanıza yardımcı olur.
Makine Kurulumu ve İşletimi
G-kodunuz hazır olduğunda dikkat, fiziksel makineye kayar. Kurulum, parça doğruluğunu doğrudan etkileyen birkaç kritik adımdan oluşur:
Iş sıkma ham maddeyi sağlam bir şekilde sabitler. Mengeneler, kelepçeler, özel sabitleme aparatları ve vakumlu tablolar, kesme sırasında malzemenin hareket etmesini önler; işlenme sırasında meydana gelen herhangi bir kayma parçayı bozar. Kullanılacak sabitleme yöntemi, parçanın geometrisine, malzemesine ve kesme sırasında uygulanan kuvvetlere bağlıdır.
Takım seçimi ve takılması doğru kesme takımlarının doğru konumlara yüklenmesini sağlar. Uç frezeler, matkaplar, diş açma tapaları ve özel kesici takımlar her biri belirli amaçlar için kullanılır. Otomatik takım değiştiricili modern makineler, tek bir işlemin içinde onlarca takıma geçiş yapabilir.
Sıfır noktası belirleme makineye iş parçasının tam olarak nerede bulunduğunu bildirir. Kenar bulucular veya dokunmatik problar kullanılarak operatörler iş sıfır noktasını ayarlar—bu, X0, Y0 ve Z0 koordinatlarının malzemenizin belirli bir köşesi veya özelliğine karşılık geldiği referans noktasıdır. Programlanan tüm hareketler bu konuma göre tanımlanır.
Kesmeye başlamadan önce deneyimli operatörler simülasyonlar ve boş çalıştırma (dry run) yaparlar. Takım yollarını görsel olarak doğrularlar, olası çarpışmaları kontrol ederler ve genellikle ilk kesmeleri azaltılmış ilerleme hızlarıyla başlatırlar. Bu dikkatli yaklaşım, pahalı ekipmanlara zarar veren veya iş parçalarını bozan kazaları önler.
İmalat Süreci ve Ötesi
Kurulum doğrulandıktan sonra gerçek işlenebilirlik işlemi başlar. Makine, G-kodu komutlarını sırayla okur ve her hareketi inçin binde biri ölçekte hassasiyetle gerçekleştirir. Kesme takımları programlanan devirlerde döner, soğutma sıvısı ısıyı yönetmek ve talaşları uzaklaştırmak için akar; malzeme, parçanız ham madde içerisinden çıkana kadar sistematik olarak kaldırılır.
Karmaşıklığa bağlı olarak işlemler şunları içerebilir:
- Toplu malzemenin hızlıca kaldırılması için kaba işleme geçişleri
- Son boyutların ve yüzey kalitesinin elde edilmesi için finiş işleme geçişleri
- Dişli delikler için delme ve diş açma
- Kenarların pah kırılması ve kenar bozukluklarının giderilmesi
İşleme tamamlandıktan sonra parçalar genellikle sonradan işlem görmeyi gerektirir. Bu işlem, parçaların sabitleme sistemlerinden çıkarılması, kesme sıvısının temizlenmesi, keskin kenarların pahlandırılması ve belirtildiği şekilde boyutların kontrol edilmesini içerebilir. Gereksinimlere bağlı olarak, ısı işlemi, yüzey işlemleri veya montaj gibi ikincil işlemler de takip edebilir.
Tam iş akışı—CAD tasarımı ile bitmiş parça arasındaki süreç—her adımın bir öncekinden doğrudan beslendiği pürüzsüz bir zincir oluşturur. Bu süreci anlamak, dosya kalitesinin neden önemli olduğunu, toleransların maliyeti neden etkilediğini ve deneyimli üretim ortaklarıyla çalışmanın sonuçlar üzerinde gerçek bir fark yarattığını kavramanıza yardımcı olur.
Malzemelerden bahsederken, az önce ele aldığımız iş akışı, alüminyum, çelik, titanyum ya da mühendislik plastikleri kesiyor olmanız fark etmeksizin geçerlidir. Ancak malzeme seçimi, sürecin her yönünü büyük ölçüde etkiler—bu konu, ayrıntılı bir incelemeye layıktır.
Metal ve Plastikler İçin CNC Malzeme Seçim Kılavuzu
İş akışınızı belirlediniz ve geometrinize uygun makine konfigürasyonunu anladınız. Ancak şu soru, diğer tüm kararlarınızı şekillendirir: Parçanız hangi malzemeden üretilmelidir? Bu cevap, işlenebilirliği, maliyeti, performansı ve hatta hangi yüzey işlemleri seçeneklerinin kullanılabileceğini etkiler.
Metal CNC makineleri, yumuşak alüminyumdan uzay aracı sınıfı titanyuma kadar her şeyi işleyebilir. Metal kesme parametreleri, takım seçimi ve çevrim süreleri, ham malzemenizde ne olduğu bağlı olarak büyük ölçüde değişir. Benzer şekilde mühendislik plastikleri de benzersiz avantajlar sunar; ancak her biri kesme takımı altında farklı davranış gösterir. Seçeneklerinizi sistematik olarak inceleyelim.
Alüminyumdan Titanyuma Kadar Metal Malzemeler
CNC metal uygulamalarını düşündüğünüzde genellikle ilk aklınıza gelen alüminyum alaşımlarıdır—ve bunun iyi bir nedeni vardır. Hubs'ın malzeme seçimi kılavuzuna göre alüminyum, mükemmel bir dayanım/ağırlık oranı, yüksek termal ve elektriksel iletkenlik ile doğal korozyon koruması sunar. Ayrıca işlenmesi son derece kolaydır ve bu nedenle birçok uygulama için en ekonomik seçenektir.
Alüminyum ailesi içinde birkaç yaygın sınıf ile karşılaşacaksınız:
- Alüminyum 6061 – İyi işlenebilirliğe ve kaynaklanabilirliğe sahip genel amaçlı işlek ürün
- Alüminyum 7075 – Daha yüksek dayanıma sahip, çelikle kıyaslanabilir sertliğe ısı işlemiyle ulaşabilen uzay aracı sınıfı
- Alüminyum 5083 – Denizcilik ve inşaat uygulamaları için üstün deniz suyu direnci
CNC işlenen çelik parçalar, dayanıklılık ve mukavemet en çok gerektiği durumlarda performans gösterir. 1018 ve 1045 gibi yumuşak çelikler iyi işlenebilir ve kaynak işlemine kolayca uyum sağlar; bu nedenle sabitleme elemanları, kalıp ve yapısal bileşenler için idealdir. 4140 ve 4340 gibi alaşımlı çelikler, ısıl işlem sonrası artırılmış sertlik ve aşınma direnci sunar; bu yüzden dişliler, miller ve yüksek gerilim altındaki mekanik parçalar için uygundur.
Paslanmaz çelikler, korozyon direncini denklemeye katar. 304 sınıfı paslanmaz çelik, çoğu çevre koşuluna mükemmel şekilde dayanır; buna karşılık 316 sınıfı, tuzlu su ve agresif kimyasallara karşı üstün direnç gösterir. Aşırı koşullu uygulamalar için 17-4 PH paslanmaz çelik, çökelme sertleşmesi ile olağanüstü mukavemet seviyelerine ulaşabilir; bu nedenle türbin bileşenleri ve tıbbi cihazlar için mükemmeldir.
Bakır alaşımı (pirinç), elektriksel ve dekoratif uygulamalar açısından dikkat çekmeye değerdir. Şuna göre: Elcon Precision’ın malzeme analizi bakır-çinko alaşımı C36000, mükemmel işlenebilirlik ve doğal korozyon direnci sunar; bu nedenle yüksek hacimli elektrik bağlantı parçaları ve mimari donanım için idealdir.
Premium segmentte titanyum, üstün korozyon direnciyle birlikte olağanüstü bir dayanım/ağırlık oranı sağlar. Uzay araçları bileşenleri, tıbbi implantlar ve yüksek performanslı yarış parçaları genellikle titanyum kullanmayı gerektirir; ancak maliyeti daha yüksektir. Titanyumun düşük ısı iletkenliği, işlenmesini daha zor hale getirir—özel kesici takımlar ve teknikler gereklidir.
Özel Uygulamalar için Mühendislik Plastikleri
Projeniz daha hafif ağırlık, kimyasal direnç veya elektriksel yalıtım gerektirdiğinde mühendislik plastikleri genellikle metalleri geride bırakır. Komacut’un plastik seçim kılavuzuna göre plastikler, daha düşük sertlik ve yoğunlukları nedeniyle metallerden daha iyi işlenebilirliğe sahiptir; bu da kesme kuvvetinin azalmasına ve kesici takım aşınmasının azalmasına yol açar.
En sık karşılaşacağınız plastikler şunlardır:
- ABS – İyi mekanik özelliklere sahip, mükemmel darbe dayanımına sahip; enjeksiyon kalıplama öncesi prototipler için ideal
- Delrin (POM) – Plastikler arasında en yüksek işlenebilirliğe sahip; olağanüstü boyutsal kararlılık ve düşük sürtünme katsayısı
- Nylon (PA) – Mükemmel aşınma direnci ve kimyasal uyumluluk; ancak nem emilimine karşı duyarlıdır
- PEEK – Talepkar uygulamalarda (tıbbi sınıf kullanımlar da dahil olmak üzere) metallerin yerini alabilen yüksek performanslı termoplastik
- Polikarbonat – Optik şeffaflığa sahip üstün darbe dayanımı; koruyucu kapaklar ve ekranlar için mükemmeldir
- PTFE (Teflon) – Katı maddeler arasında en düşük sürtünme katsayısına sahip; mükemmel kimyasal ve termal direnç
Metal tornaları silindirik plastik bileşenleri verimli bir şekilde işlerken, freze merkezleri karmaşık plastik geometrileri işler. Ana dikkat edilmesi gereken nokta mı? Isı yönetimi. Bazı plastikler yüksek kesme sıcaklıklarında eriyebilir veya deform olabilir; bu nedenle devir ve ilerleme hızlarının ayarlanması gerekir.
Malzemeleri Bir Görüşte Karşılaştırma
Doğru malzemenin seçilmesi, temel özellikler yan yana karşılaştırıldığında daha net hale gelir:
| Malzeme Kategorisi | Ana Özellikler | Genel Uygulamalar | İşlenebilirlik Derecesi |
|---|---|---|---|
| Alüminyum Alaşımları | Hafif ağırlıklı, korozyona dayanıklı, üstün termal iletkenlik | Uzay ve havacılık yapıları, ısı emicileri, tüketici elektroniği, otomotiv panelleri | Mükemmel |
| Yumuşak / Alaşımlı Çelikler | Yüksek mukavemetli, dayanıklı, ısıl işlem uygulanabilen, kaynak edilebilir | Makine parçaları, dişliler, miller, yapısal bileşenler | İyi ila Orta |
| Stainless steels | Korozyona dirençli, yüksek mukavemetli, cilalanabilir | Tıbbi cihazlar, gıda işleme ekipmanları, denizcilik donanımı, cerrahi aletler | Orta derecede |
| Pirinç | Mükemmel elektriksel iletkenlik, dekoratif yüzey kaplaması, düşük sürtünme | Elektrik bağlantı elemanları, tesisat bağlantı parçaları, müzik aletleri | Mükemmel |
| Titanyum | Olağanüstü dayanım/ağırlık oranı, biyouyumlu, korozyona dayanıklı | Uzay ve havacılık bileşenleri, tıbbi implantlar, yarış parçaları | Zorlayıcı |
| ABS Plastik | Darbeye dayanıklı, hafif ağırlıklı, maliyet etkin | Prototipler, muhafazalar, tüketici ürünleri | Mükemmel |
| Delrin (POM) | Boyutsal olarak kararlı, düşük sürtünmeli, nem dirençli | Dişliler, yataklar, hassas mekanizmalar, gıda güvenli bileşenler | Mükemmel |
| PEEK | Yüksek sıcaklık dayanımı, kimyasal inertlik, metal yerine geçen mukavemet | Tıbbi implantlar, havacılık sızdırmazlık elemanları, yarı iletken bileşenler | İyi |
Malzeme Tercihinizi Yapmak
Nasıl seçersiniz? Gereksinimlerinizi tanımlayarak başlayın: Parçanız yüksek yükleri taşıyabilmeli mi? Alüminyum yeterli olmayabilir—çelik veya titanyum düşünün. Aşındırıcı ortamlara maruz kalacak mı? Paslanmaz çelik veya PEEK gerekebilir. Ağırlık kritik mi? Alüminyum veya mühendislik plastikleri büyük olasılıkla öne çıkar.
Maliyet de önemlidir. Titanyum parçalar, alüminyum eşdeğerlerine kıyasla önemli ölçüde daha pahalıdır—sadece ham madde maliyeti değil, aynı zamanda daha uzun işlenme süreleri ve özel kesici takımlar nedeniyle de öyledir. Prototip üretiminde veya maliyet duyarlı uygulamalarda, CNC ile işlenen metal seçim genellikle ekonomik fiyatlandırması ve sağlam performansı ile öne çıkan alüminyum 6061’e dönüşür.
Sonuç nedir? Malzeme özelliklerini uygulama gereksinimlerinize uygun hale getirin; ardından işlenebilirlik ve bütçe kısıtlamalarını göz önünde bulundurun. Üretim ortağınız, uzlaşma noktalarını değerlendirmenize yardımcı olabilir ve muhtemelen düşünmediğiniz alternatifleri önerebilir.
Elbette doğru malzemenin seçilmesi denklemin yalnızca bir parçasıdır. Belirlediğiniz hassasiyet spesifikasyonları—özellikle toleranslar—hem üretim karmaşıklığını hem de nihai maliyeti doğrudan etkiler.
CNC Üretiminde Toleranslar ve Hassasiyetin Anlaşılması
Malzemenizi seçtiniz ve imalat sürecini anladınız. Ancak işte tam da ürettiğiniz parçanın gerçekten çalışıp çalışmayacağına doğrudan etki eden bir soru: Parça ne kadar hassas olmalıdır? Cevap, toleransları—anlamakta gizlidir; yani bileşeninizin uyum sağlaması, işlev görmesi ve tasarlandığı gibi performans göstermesini sağlayan kabul edilebilir sapma sınırları.
Bunu şöyle düşünün: Hiçbir üretim süreci tam olarak mükemmel boyutlar üretmez. Her kesim, her takım geçişi mikroskopik varyasyonlara neden olur. Talaş kaldırma işlemi bağlamında tolerans tanımı, ideal ölçüden kabul edilebilir sapma miktarını belirterek bu gerçeği kabul eder. Bu spesifikasyonu yanlış belirlerseniz ya gereğinden fazla hassasiyet için fazladan ödeme yaparsınız ya da doğru şekilde monte edilemeyen parçalar alırsınız.
Hassasiyet bağlamında talaş kaldırma işleminin anlamını kavramak, gereksinimlerinizi etkili bir şekilde iletebilmenizi ve projeleriniz için gerçekçi beklentiler oluşturabilmenizi sağlar.
Standart Karşılaştırması ile Dar Tolerans Gereksinimleri
"Standart" ile "dar" tolerans kavramları CNC hassas işlemenin bağlamında ne anlama gelir? Şuna göre: Absolute Machining standart tornalama toleransları genellikle ±0,005" ile ±0,001" arasında değişir. Çoğu genel amaçlı torna parçası bu aralık içinde rahatlıkla yer alır: hassas bir oturma gerektiren ancak onda bir inçin binde biri düzeyinde kritik olmayan braketler, muhafazalar, kapaklar ve yapısal bileşenler.
Dar toleranslı tornalama, boyutların ±0,0005" veya daha iyi değerlerde tutulmasını ifade eder. Karşılaştırma açısından bu, insan saçı kalınlığının yaklaşık onda biri kadardır. Bazı yüksek uç uygulamalar bu sınırı daha da zorlar: sektör uzmanlarına göre, pres geçmeli delikler veya kritik hizalama yüzeyleri gibi özellikler için hassas işçilik ±0,0002" toleranslara ulaşabilmektedir.
Dar toleranslara ne zaman gerçek anlamda ihtiyaç duyulur? Aşağıdaki senaryoları göz önünde bulundurun:
- Birbirine temas eden yüzeyler – Yatak muhafazaları veya hizalama pimleri gibi birbirine çok hassas şekilde oturması gereken parçalar
- Sızdırmazlık uygulamaları – Sıvı veya gaz sızıntısının kesinlikle gerçekleşemeyeceği bileşenler
- Dönen montajlar – Çalışma performansını etkileyen salgı (runout) değerleri önemli olan miller ve delikler
- Güvenlik açısından kritik bileşenler – Başarısızlığa sıfır tahammül gösteren havacılık, tıp veya savunma uygulamaları
İşte pratik gerçek: Uygulamanızın gerektirdiğinden daha sıkı toleranslar belirtmek, işlevsel bir fayda katmadan maliyetleri artırır. Bir duvara monte edilen bir bağlantı parçası havacılık seviyesinde hassasiyet gerektirmez. Bu ayrımı anlamak, hem maliyetinizi hem de performansınızı optimize etmenize yardımcı olur.
Hassasiyet Spesifikasyonlarının Projenizi Nasıl Etkilediği
Neden tolerans sıkılığı bütçeniz için o kadar önemlidir? Factorem'in tolerans kılavuzuna göre, daha sıkı toleranslar, birbirleriyle bağlantılı birkaç nedenden dolayı daima üretim maliyetlerini artırır.
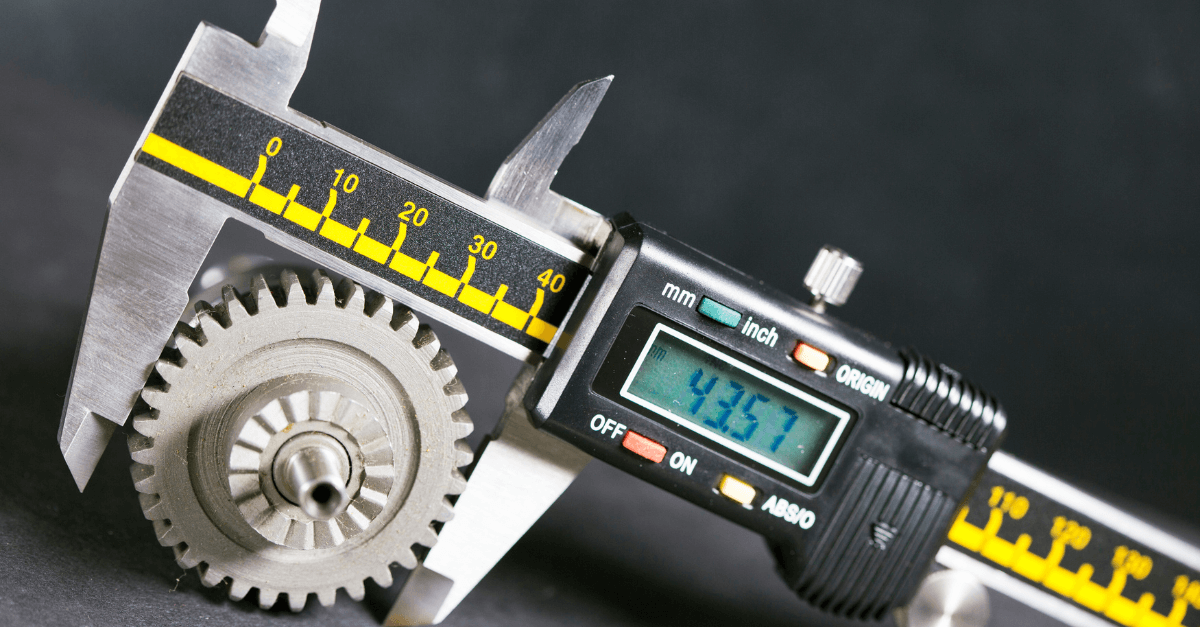
Birincisi, daha sıkı boyutlar elde etmek için daha yavaş kesme hızları ve daha hafif geçişler gerekir. Makinede harcanan ek süre, parça başına maliyeti artırır. İkincisi, gelişmiş imalat teknolojisi ve daha yüksek hassasiyetli ekipmanlar, pazarlık gücü yüksek ücretler talep eder. Üçüncüsü, muayene gereksinimleri artar: ±0,0005" (±0,0127 mm) toleransla üretilen bir parça, basit kumpaslar yerine Koordinat Ölçüm Makineleri (CMM'ler) veya diğer yüksek hassasiyetli ölçüm aletleriyle doğrulanmalıdır.
CNC operatörlerinin kendi rollerini tanımlamaları giderek daha fazla kalite doğrulamasını içermektedir. Yetkin operatörler, tutarlı sonuçların aynı anda birden fazla değişkenin kontrol edilmesine bağlı olduğunu bilirler.
Gerçekten elde edilebilir toleransları belirleyen faktörler nelerdir? Birkaç unsur bir araya gelerek etki gösterir:
- Makine Kapasitesi – Daha eski veya düşük sınıf ekipmanlar, modern ve iyi bakımlı CNC merkezleri kadar aynı hassasiyeti sağlayamaz.
- Malzeme özellikleri – Alüminyum gibi daha yumuşak malzemeler, işlenebilirlikte sertleşen paslanmaz çeliklerden veya ısıya duyarlı plastiklerden daha öngörülebilir şekilde işlenir.
- Parça Geometrisi – İnce cidarlar, derin cepeler ve uzun, desteksiz yapılar, boyutsal doğruluğu etkileyen şekil değişimine ve titreşime neden olur.
- Çevresel Koşullar – Sıcaklık dalgalanmaları, hem makinelerde hem de iş parçalarında termal genleşmeye yol açarak hassasiyeti etkiler.
- Kalıp aşınması – Kesici uçlar zamanla aşınır; izlenip telafi edilmedikçe boyutlarda yavaş yavaş kaymalar meydana gelir.
BDE Manufacturing Technologies'e göre, ortam sıcaklığı, düzenli kalibrasyon, önleyici bakım ve zamanında takım değiştirme gibi faktörler, doğruluk çıktılarını etkiler. CNC ekipmanlarının sabit sıcaklık ve nem düzeyine sahip kontrollü ortamlarda konumlandırılması, tutarlı hassasiyetin korunmasına yardımcı olur.
Tasarım Karmaşıklığı ve Üretilebilirlik
Bir parçanın doğru şekilde işlenmesini kolay ya da zor kılan nedir? Bu ilişkiyi anlamak, daha akıllıca tasarım yapmanıza ve gerçekçi beklentiler belirlemenize yardımcı olur.
Makul duvar kalınlıklarına sahip basit, kübik geometriler öngörülebilir şekilde işlenir. Kesme takımı tutarlı bir dirençle karşılaşır, titreşim minimum düzeyde kalır ve boyutlar sabit kalır. Bu parçalar, hiçbir şeyin hassasiyete karşı çıkmadığı için ekonomik olarak dar toleranslara ulaşabilir.
Karmaşıklık, zorluklar yaratır. Kesme basıncı altında ince duvarlar bükülür. Derin cepler, takımın ulaşımını ve talaş tahliyesini sınırlar. Keskin iç köşeler, daha kolay eğilen küçük çaplı takımlar gerektirir. Bileşik açılarla işlenen özellikler, çok eksenli kapasite ve gelişmiş programlama gerektirir.
Bu, karmaşık tasarımlardan kaçınmanız gerektiği anlamına mı gelir? Hiç de öyle değil. Modern imalat teknolojisi, olağanüstü karmaşıklığı rutin olarak yönetebilir. Anahtar, uzlaşmaları anlamaktır: Yirmi adet sık toleranslı özelliğe sahip bu karmaşık havacılık bileşeni, standart spesifikasyonlara göre üretilen basit bir bağlantı parçasından daha fazla maliyetle karşınıza çıkacaktır.
Deneyimli imalat ortaklarınız, çizimlerinizi Üretilebilirlik İçin Tasarım (DFM) ilkeleri doğrultusunda değerlendirir. Maliyeti artırabilecek özellikleri belirler, aynı işlevi daha ekonomik şekilde gerçekleştiren alternatifleri önerir ve sık toleransları yalnızca gerçekten gerekli oldukları yerlerde uygulamanıza yardımcı olur.
Sonuç nedir? Tolerans spesifikasyonları, üretim karmaşıklığını, çevrim süresini ve maliyeti doğrudan belirler. İşlevin gerektirdiği yerlerde hassasiyet uygulayın; diğer tüm yerlerde ise standart toleransları kabul edin. Bu dengeli yaklaşım, gereksiz harcamalara yol açmadan doğru çalışan parçalar sunar—işte akıllı mühendislik tam da böyle görünür.
Elbette boyutsal doğruluk, nihai ürün denkleminin yalnızca bir parçasıdır. Yüzey işleyişi ve son işlem tedavileri, tornalanmış bileşenleri, amaçlandıkları uygulamalara hazır hale gelen gerçekten tamamlanmış parçalara dönüştürür.
Yüzey İşlemeleri ve Son İşlem Seçenekleri
Parçanız tam olarak doğru boyutlarda CNC kesme makinesinden çıktı—ancak gerçekten tamamlandı mı? Çoğu durumda cevap hayırdır. Görünür takım izleri, keskin kenarlar ve çıplak metal yüzeyler, bileşeninizin amaçlandığı uygulamaya hazır hale gelmesi için dikkat gerektirir. Yüzey işlemi, bir tornalanmış parçayı sadece "boyutsal olarak doğru" değil, aynı zamanda "tamamen işlevsel ve görsel olarak çekici" hale getirir.
Hubs'ün yüzey işleyiciliği kılavuzuna göre, yüzey işleyiciliği, CNC ile işlenmiş metal parçaların yüzey pürüzlülüğünü, görünümünü ve aşınmaya dayanıklılığını iyileştirmek amacıyla uygulanan bir son işlem aşamasıdır. Yüzey işleyiciliği, uygulamaya uygun seçildiğinde hem fonksiyonel hem de estetik özellikleri artırır.
Yüzey İşleyiciliği Standartları ve Ölçümleri
Her kesme makinesi operasyonu, iş parçası üzerinde kendine özgü bir iz bırakır. Dönen takım, malzeme kaldırırken minik sırtlar ve vadiler oluşturur—bunlar da takım izlerinizdir. Yüzey kalitesi, ortalama yüzey pürüzlülüğü olarak ölçülür ve Ra (Ortalama Pürüzlülük) ile ifade edilir; bu değer, ideal düz bir yüzeyden sapmanın ortalamasını nicelendirir.
Bu rakamlar aslında ne anlama gelir? İşte tipik pürüzlülük değerlerinin karşılıkları:
- Ra 3,2 μm (125 μin) – Standart olarak işlenmiş yüzey; görünür takım izleri mevcuttur
- Ra 1,6 μm (63 μin) – Takım izleri azaltılmış ince işlenmiş yüzey
- Ra 0,8 μm (32 μin) – Conta yüzeyleri için uygun olan pürüzsüz yüzey
- Ra 0,4 μm (16 μin) – Çok pürüzsüz; ek işlenebilme geçişleri gerektirir
Daha düşük Ra değerleri, ek makineleme adımları, daha yavaş kesme hızları ve daha sıkı kalite kontrolü gerektirdiği için maliyeti artırır. Birçok fonksiyonel uygulama için standart 3,2 μm yüzey pürüzlülüğü tamamen yeterlidir. Daha pürüzsüz yüzey özelliklerini, sızdırmazlık, sürtünmenin azaltılması veya estetik görünüm gibi durumlarda gerçekten gerekli olduğunda belirtin.
Performansı Artıran İkincil İşlem Uygulamaları
Ham işlenmiş yüzeylerin ötesinde, ikincil işlemler koruyucu katmanlar ekler, görünümü geliştirir veya fonksiyonel özellikleri iyileştirir. Her işlem farklı gereksinimlere uygundur; seçeneklerinizi anlayarak uygulamanızın tam olarak neye ihtiyacı olduğunu belirtebilirsiniz.
En yaygın ikincil işlem uygulamaları ve kullanım zamanları şunlardır:
- Boncuk püskürtme – Cam boncukları yüzeye püskürtülerek homojen mat veya saten dokusu oluşturur. İşleme izlerini gider ve tutarlı bir görünüm sağlar. Düşük maliyetlidir ve boyutsal toleransların kritik olmadığı estetik parçalar için idealdir. Görsel çekiciliğin artırılması gereken alüminyum, çelik ve paslanmaz çelik bileşenler için en uygundur.
- Anodizasyon (Tip II) – Alüminyum ve titanyum üzerine ince bir seramik oksit tabakası oluşturan elektrokimyasal süreçtir. Korozyon direnci sağlar ve siyah, mavi, kırmızı ve altın dahil olmak üzere çeşitli renk seçenekleri için boyaların uygulanmasına olanak tanır. Kaplama kalınlığı genellikle 4–12 μm arasındadır. Tüketici elektroniği, dekoratif parçalar ve hem koruma hem de estetik gereksinimleri bulunan uygulamalar için mükemmeldir.
- Anodizasyon (Tip III / Sert Kaplama) – Aşınmaya karşı üstün direnç ve yüzey sertliği sağlayan daha kalın bir oksit tabakası (50+ μm’ye kadar). Daha yüksek maliyetlidir ancak aşınma, kayma teması veya zorlu ortamlara maruz kalan fonksiyonel parçalar için zorunludur. Havacılık, savunma ve yüksek performanslı mekanik uygulamalarda yaygın olarak kullanılır.
- Toz kaplama – Toz boya, kuru olarak elektrostatik olarak uygulanır ve dayanıklı bir polimer katmanı oluşturmak üzere yaklaşık 200 °C’de ısıya maruz bırakılır. Kalınlık aralığı 18–72 μm arasındadır. Yüksek darbe direnci, geniş renk yelpazesi ve tüm metallerle uyumluluk sunar. Dış mekân ekipmanları, muhafazalar ve sert koruyucu kaplamalar gerektiren parçalar için idealdir.
- Kaplama (Krom, Nikel, Çinko) – İnce metal tabakaları, elektrokimyasal süreçler aracılığıyla biriktirir. Krom, dekoratif parlaklık ve orta düzeyde korozyon koruması sağlar. Nikel, aşınmaya dayanıklılık ve görünüm açısından dengeli bir performans sunar. Çinko, özellikle çelik parçalar için üstün korozyon koruması sağlar. Her biri farklı işlevsel ve estetik amaçlara hizmet eder.
Uygulamanız için Doğru Kaplamayı Seçmek
Nasıl seçersiniz? İşlevsel gereksinimleri estetik tercihlerden ayırmakla başlayın. Şuna göre: SYZ Rod Ends’in kapsamlı rehberine göre tekrarlanan temas, kayma veya aşınmaya maruz kalan yüzeyler genellikle daha sert ve kalın kaplamalar gerektirir; buna karşılık boncuk kumlama gibi estetik bitişler görünümü geliştirir ancak diğer işlemlerle birlikte uygulanmadıkça sınırlı koruma sağlar.
Çalışma ortamınızı dikkatlice değerlendirin. Dış mekânda kullanım, tuz sisleri, yüksek sıcaklıklar ve UV ışınları, iç mekânda kullanıma kıyasla daha dayanıklı bitişler gerektirir. Denizcilik uygulamaları için CNC imalatı, çinko kaplama veya toz boya gibi işlemler gerektirebilirken otomotiv iç aksam parçaları dekoratif anodizasyon ile işlenebilir.
Birden fazla bitiş işlemi stratejik olarak birleştirilebilir. Örneğin anodizasyondan önce yapılan boncuk kumlama, korozyon ve aşınmaya direnç kazandırırken aynı zamanda homojen mat bir görünüm sağlar. CNC kesim işlemleri geometriyi oluşturur; ancak yüzey bitişi, bu geometrinin gerçek dünyada nasıl performans gösterdiğini ve nasıl göründüğünü belirler.
Sonuç ne mi? Son işlemi bir düşünceden sonra yapılan bir iş olarak görmeyin. Parçaları sipariş ederken gerekli yüzeyleri ve toleransları belirtin, kaplamaların uygulanmaması gereken kritik özellikleri maskeliyin ve işleme seçiminizi hem fonksiyonel gereksinimlere hem de çevresel etkilere uygun şekilde belirleyin. Bu yaklaşım, CNC kesimlerinizin yıllarca güvenilir şekilde çalışan bileşenlere dönüştürülmesini sağlar.
CNC İşleme Maliyet Faktörleri ve Bütçe Optimizasyonu
Malzemenizi seçtiniz, toleransları belirttiniz ve mükemmel yüzey işlemenin hangisi olduğunu kararlaştırdınız. Şimdi projenizin ilerleyip ilerlemeyeceğini belirleyecek soru geliyor: Gerçekten maliyeti ne kadar olacak? İmalatta makine ileme maliyetlerini belirleyen faktörleri anlamak, bilinçli kararlar vermenize, bütçe sürprizlerinden kaçınmanıza ve kaliteyi feda etmeden tasarruf imkânlarını belirlemenize yardımcı olur.
Gerçek şu ki: CNC parçalarının fiyatlandırması rastgele değildir. Her dolar, sizin etki edebileceğiniz belirli faktörlere dayanır—malzeme seçimi, tasarım karmaşıklığı, tolerans spesifikasyonları ve üretim hacmi. Unionfab’ın maliyet analizine göre, bu maliyetlerin nereden kaynaklandığını anlamak doğru bütçeleme ve tedarikçi seçimi için hayati öneme sahiptir.
Tam olarak neye ödeme yaptığınızı ve her bileşeni nasıl optimize edebileceğinizi birlikte inceleyelim.
İmalat Maliyetlerini Belirleyen Temel Faktörler
İmalat maliyetleri için tornalama/işleme işlemlerini birbiri üzerine yerleştirilmiş yapı taşları gibi düşünün. Her katman toplam maliyete katkı sağlar ve bireysel bileşenleri anlayarak tasarruf imkânlarının nerede olduğunu görebilirsiniz.
Malzeme Maliyetleri malzeme maliyetleri toplam giderinizin önemli bir kısmını oluşturur—ve bu aralık oldukça geniştir. Alüminyum ekonomik uçta yer alırken, titanyum beş ila on kat daha yüksek bir prim fiyat talep eder. Sektördeki fiyatlandırma verilerine göre, malzeme seçimi yalnızca ham madde maliyetini değil, aynı zamanda kesici takım aşınmasını ve işlenebilirlik süresini de etkiler.
Aşağıdaki basitleştirilmiş fiyat karşılaştırmasını göz önünde bulundurun:
| Malzeme Kategorisi | Göreli Maliyet | Önemli Husus |
|---|---|---|
| Alüminyum | $ | Mükemmel işlenebilirlik, en hızlı çevrim süreleri |
| Pirinç/Bronz | $$$ | Kolay işlenebilir, elektrik uygulamaları için uygun |
| Çelik/Stainless çelik | $$$ | Daha sert malzemeler kesici uçların aşınmasını artırır |
| Titanyum | $$$$$ | Özel takım gereçleri gerektirir, daha uzun çevrim süreleri |
| PEEK (Plastik) | $$$$$ | Yüksek performanslı ancak pahalı ham madde |
İşleme Süresi doğrudan maliyetleri çarpan etki yaratır. Endüstriyel tornalama ve frezeleme işlemlerinde saatlik ücretler makine karmaşıklığına göre değişir: 3 eksenli freze tezgâhları genellikle saat başı yaklaşık 40 USD, 5 eksenli tezgâhlar ise üretim anketlerine göre saat başı 75–120 USD ücretlendirilir. Çok eksenli işlemler gerektiren karmaşık geometriler, düşük ilerleme hızları gerektiren sıkı toleranslar ve birden fazla takım değişimi gereken karmaşık özellikler tümü çevrim süresini uzatır — ve faturanızı artırır.
Hazırlık ve programlama maliyetleri miktar ne olursa olsun geçerlidir. Her iş için makine hazırlığı, parça tutma konfigürasyonu, takım yükleme ve sıfır noktası belirlenmesi gerekir. Bu sabit maliyetler siparişiniz üzerinde dağıtılmaktadır: on parça üretirseniz her parça hazırlık maliyetinin onda birini karşılar; yüz parça üretirseniz parça başına düşen bu etki oldukça azalır.
Tolerans Özellikleri hem işlenebilirlik süresini hem de muayene gereksinimlerini etkiler. Buna göre Ensinger Plastics'ın DFM kılavuzuna göre dar toleranslar yalnızca gerekli olduğu durumlarda kullanılmalıdır — genel toleranslar, fonksiyonel performansı kritik olmayan bölgelerde zedelemeksizin maliyetleri önemli ölçüde düşürür.
İkincil İşlemler ek maliyetler oluşturur ve bu maliyetler hızla birikir. Anodizleme gibi yüzey işlemleri genellikle parça başına 3–12 USD aralığında, elektrokaplama ise 10–30 USD’ye kadar ulaşabilir. Isıl işlem, muayene ve özel ambalaj da her biri ayrı kalemler halinde maliyete katkı sağlar. Birden fazla ikincil işlemden geçen CNC torna-talaş kaldırma parçalarında bu eklemeler, temel işlenme maliyetlerine yaklaşabilir veya onları aşabilir.
Bütçenizi Optimize Etmek İçin Akıllı Stratejiler
İyi haber: Çoğu maliyet unsuru, dikkatli planlamaya yanıt verir. Protolabs’ın üretim maliyeti kılavuzuna göre; akıllı tasarım, malzeme seçimi, toleranslar ve üretim planlaması üzerinde odaklanarak kaliteyi korurken maliyetleri önemli ölçüde azaltabilirsiniz.
Makine ile imalat maliyetlerini optimize etmek için kanıtlanmış stratejiler şunlardır:
- Üretim için Tasarım – Mümkün olduğunca geometriyi basitleştirin. Keskin iç köşeleri, derin cepleri ve özel takımlar gerektiren özellikleri en aza indirin. Delikler ve diğer özellikler için standart takım boyutlarını kullanın. Uygunsa birden fazla parçayı tek bir bileşene birleştirin.
- Toleransları uygun şekilde belirtin – Sadece kritik birleştirme yüzeyleri ve işlevsel özellikler için dar toleranslar uygulayın. Kritik olmayan boyutlar için standart ±0,005" toleransları kullanılabilir; bu da imalat süresini ve muayene maliyetlerini önemli ölçüde azaltır.
- Malzeme seçimini optimize edin – İşlevsel gereksinimleri karşılayan ancak aşırı spesifikasyon yapılmamış malzemeler seçin. Alüminyum, genellikle titanyumun maliyetinin yalnızca küçük bir kesrini oluştururken yeterli performans sağlar. İşlenebilirliği göz önünde bulundurun: daha yumuşak malzemeler kesici takım aşınmasını ve çevrim süresini azaltır.
- Üretim hacmini stratejik olarak planlayın – Daha büyük partiler, sabit kurulum maliyetlerini daha fazla parça üzerine dağıtarak birim başı maliyeti düşürür. Hatta küçük miktar artışları bile önemli tasarruflar sağlayabilir. Unionfab'ın analizine göre, sipariş miktarları tek bir birimden üretim serilerine kadar arttıkça parça başına maliyet önemli ölçüde azalır.
- Kurulumları ve yeniden konumlandırmaları azaltın – Parçaları daha az kurulumla işlenebilecek şekilde tasarlayın. Operatörün iş parçasını her yeniden konumlandırması, yeniden kalibrasyon için zaman harcamasına ve potansiyel varyasyonlara neden olmasına yol açar.
- Standart yüzey işlemlerini göz önünde bulundurun – İşleme sonrası elde edilen yüzeyler ek maliyet gerektirmez. Fonksiyonel veya estetik gereksinimler gerçekten zorunlu kıldığında özel yüzey işlemleri talep edilmelidir.
CNC İşleme Projeleriniz için Doğru Mu?
Bazen en akıllı bütçe kararı, tamamen farklı bir imalat yöntemi seçmektir. CNC işleme hangi durumlarda en iyi değer sunar?
CNC işleme aşağıdaki durumlarda üstün performans gösterir:
- Dar toleranslar ve yüksek hassasiyet
- Sert malzemelerde karmaşık geometriler
- Düşük ila orta üretim hacimleri (1–1.000 parça)
- Üretim sınıfı malzemelerle hızlı prototipleme
- İşlemeden doğrudan mükemmel yüzey kalitesi gerektiren parçalar
Alternatif yöntemler aşağıdaki durumlarda daha ekonomik olabilir:
- Üretim hacmi binlerce özdeş parçayı aştığında (enjeksiyon kalıplama veya döküm düşünülebilir)
- Kesme takımlarıyla ulaşılamayan karmaşık iç geometriler için (3B yazdırma düşünülebilir)
- Basit şekillerin hassas işlenmeye ihtiyacı olmadığı durumlarda (çentikleme veya ekstrüzyon düşünülebilir)
CNC’nin ideal kullanım aralığı genellikle prototip üretimi ile düşük hacimli üretim arasında yer alır. Tek parça siparişlerini ağırlaştıran kurulum maliyetleri, elli ya da yüz adetlik üretimlerde önemsiz hâle gelir; ancak bu hacimler, kalıplama veya döküm için kalıp yatırımlarının ekonomik olarak anlamlı hâle geldiği eşik değerlerin altında kalır.
Bu maliyet dinamiklerini anlamak, size bilgili bir satın alıcı olarak üretim ortaklarınıza yaklaşmanıza yardımcı olur. Daha iyi sorular sorar, teklifleri daha doğru değerlendirir ve en düşük fiyatı takip etmek yerine gerçek değeri tespit edebilirsiniz.
Projeniz İçin Doğru CNC Frezeleme Ortağını Seçmek
Tasarımınızı tamamladınız, malzemenizi seçtiniz ve fonksiyon ile bütçe dengesini sağlayan toleransları belirlediniz. Şimdi ise dikkatle planlanan bu özelliklerin, aslında çalışan parçalara dönüştürülüp dönüştürülmeyeceğini belirleyen bir karar aşamasındasınız: Parçaları kim üretecek? Yetkin bir CNC tornacı ile yetersiz biri arasındaki fark yalnızca kaliteyle sınırlı değildir; bu fark, üretim programınızı tutturmanızla gecikmeleri açıklayarak acele etmeniz arasındaki farktır.
Doğru ortağı bulmak, teklif edilen fiyatların ötesine bakmayı gerektirir. Zenith Manufacturing’ın ortak seçim kılavuzuna göre amaç, sadece parçalarınızı üretebilecek bir tedarikçi bulmak değil, işinizi güçlendirebilecek stratejik bir ortak bulmaktır. Bu süreç, yetkinliklerin, sertifikasyonların ve geçmiş performansın sistematik olarak değerlendirilmesiyle başlar.
Sektörünüz İçin Önem Arz Eden Kalite Sertifikaları
Sertifikalar, sadece duvardaki plakalar değildir—bir üreticinin katı kalite sistemlerini sürdürdüğünü belgeleyen kanıtlardır. Ancak hangi sertifikaların gerçekten önemli olduğu, tamamen sektörünüz ve uygulamanıza bağlıdır.
Bir CNC operatörünün rolünün ne olduğunu anlamak, sertifikaların neden önemli olduğunu bağlamlandırmaya yardımcı olur. Sertifikalı bir iş gücü, herkesin en iyi uygulamaları, güvenlik protokollerini ve kalite beklentilerini anladığını gösteren bir ortak temel bilgi düzeyini yansıtır. American Micro Industries'ın sertifikasyon kılavuzuna göre, sertifikalı süreçler, yöntemlerin ve ekipmanların kendisinin de belgelenmiş standartlara uygun olarak yürütüldüğünü ifade eder; bu da bir partiden diğerine tutarlılığı sağlar.
Sektörünüze göre dikkat etmeniz gerekenler şunlardır:
- ISO 9001 – Tüm sektörlerde geçerli olan temel kalite yönetim sistemi sertifikası. Belgelenmiş iş akışlarını, performans izleme süreçlerini ve düzeltici faaliyet prosedürlerini gösterir.
- AS9100 – ISO 9001'e dayanır ve risk yönetimi, belgelendirme ve ürün bütünlüğü konularında havacılığa özel gereksinimler içerir. Herhangi bir havacılık tedarik zincirine katılım için zorunludur.
- ISO 13485 – Tıbbi cihaz üretimi için kesin standarttır; tasarım kontrollerini, izlenebilirliği ve risk azaltmayı kapsar.
- IATF 16949 – Otomotiv kalite yönetim sistemi için küresel standarttır; sürekli iyileştirme ve kusur önleme amacıyla ISO 9001 ilkelerini sektör özel gereksinimlerle birleştirir.
- NADCAP – Isıl işlem ve tahribatsız muayene gibi özel süreçler için akreditasyon; havacılık ve savunma uygulamaları açısından kritiktir.
Otomotiv uygulamaları için özel olarak IATF 16949 sertifikasyonu, bir üreticinin sektörün yüksek beklentilerini anladığını gösterir. Şirketler gibi Shaoyi Metal Technology hem IATF 16949 sertifikasyonu hem de sıkı İstatistiksel Süreç Kontrolü (SPC) protokolleriyle bu bağlılığı gösterir—her bir hassas bileşenin otomotiv sınıfı spesifikasyonlarına tutarlı şekilde uygun olmasını sağlar.
Ancak sertifikasyon tek başına yeterli değildir. Üretim uzmanlarına göre gerçek test, kalite anlayışının kültürel olarak ne kadar derinlemesine yerleştiğiyle ilgilidir. Örneğin "Uygun olmayan bir parçayla nasıl başa çıkarsınız?" gibi net ve odaklı sorular sorun. Verilen cevap, herhangi bir sertifikadan çok daha fazla şey—gerçek bağlılığı—ortaya koyar.
Üretim Kapasitesi ve Teslimat Sürelerini Değerlendirme
Tipik bir CNC tezgâh operatörü iş tanımında, tezgâhın kurulumu, işletilmesi ve kalite doğrulaması yer alır; ancak ortağınızın yetenekleri bireysel operatörlerin ötesine uzanır. Tüm operasyonu—teçhizatı, uzmanlığı ve kapasiteyi—değerlendirmeniz gerekir.
Hangi CNC aletlerini ve ekipmanlarını aramalısınız? Kesu Group’un değerlendirme kılavuzuna göre; çeşitlendirilmiş, iyi bakımlı makineleri—including CNC tornaları, freze merkezleri ve çok eksenli tezgâhları—bulunan bir sağlayıcı, karmaşık projeleri daha iyi yönetme kapasitesine sahiptir. Otomatik takım değiştiricileri ve süreç içi ölçüm özelliklerine sahip modern CNC imalat merkezleri hem hassasiyet hem de verimlilik sunar.
Aynı derecede önemli: İş ortağınız, sizinle birlikte büyüyebilir mi? Hızlı prototipleme ihtiyaçları, seri üretim ihtiyaçlarından büyük ölçüde farklılık gösterir. İdeal CNC ekipman yelpazesi, her iki ihtiyaca da destek verir: örnek parçaları hızlıca teslim ederken, siparişler arttığında binlerce adetlik üretim kapasitesini de korur. Shaoyi Metal Teknoloji de dahil olmak üzere bazı üreticiler, acil prototipleme ihtiyaçları için yalnızca bir iş günü gibi kısa teslim süreleri sunarken, şasi montajları ve özel metal burçlar gibi otomotiv hassas bileşenler için seri üretime sorunsuz geçiş imkânı sağlar.
Olası üretim ortaklarınızı değerlendirirken bu kontrol listesini kullanın:
- SERTİFİKALAR – En azından ISO 9001 belgesini doğrulayın; sektör özelindeki sertifikaları (AS9100, IATF 16949, ISO 13485) gereksinimlerinizle uyumlu olup olmadığını teyit edin
- Kaliteli sistemler – Belgelendirilmiş İstatistiksel Süreç Kontrolü (SPC) programları, İlk Madde Muayenesi (FAI) yeteneği ve Koordinat Ölçüm Makinesi (CMM) doğrulama ekipmanlarını arayın
- Ekipman Kapasiteleri – Parçalarınızın geometrisi ve üretim hacmi açısından makine tiplerini, eksen yapılarını ve kapasiteyi değerlendirin
- Malzeme Uzmanlığı – Belirli malzemeleriniz ve benzer uygulamalarınızla ilgili deneyimini doğrulayın
- Teslim Süreleri – Prototipleme ile üretim miktarları için tipik teslim sürelerini isteyin; Zamanında ve Tamamı Teslim (OTIF) performans metriklerini doğrulayın
- İletişim uygunluğu – Teklif dönüş süresini, teknik sorulara verilen yanıtları ve proaktif proje güncellemelerini değerlendirin
- DFM Geri Bildirimi – İyi ortaklar, sorunlu tasarımları sessizce kabul etmek yerine Üretilebilirlik İçin Tasarım önerileri sunar
Zenith Manufacturing’ın araştırmasına göre, kötü iletişim önemli bir uyarı işareti olup günümüzde üretim takvimleri kritik noktada iken hızlı yanıt veren, proaktif güncellemeler sağlayan ve sorunlar ortaya çıktığında şeffaflık gösteren ortaklara ihtiyacınız vardır. Üretim takvimleri üzerinde ciddi etkisi olan bir durumda 48 saatlik e-posta yanıt süresi kabul edilemez.
Sonuç olarak: Üretim ortağınız sizin ekibinizin bir uzantısı haline gelir. Onların yetenekleri, kalite sistemleri ve tepki verme hızı doğrudan ürününüzün başarısını etkiler. Başlangıçta kapsamlı bir değerlendirme yapmak için zaman ayırın — üretim başladıktan sonra yetenek eksikliklerini keşfetmekten çok daha ucuzdur.
CNC Talaşlı İmalat Projemize Başlamak
Bir CNC sisteminin ne olduğunu anlama aşamasından üretim ortaklarını değerlendirme aşamasına kadar ilerlediniz—şimdi bu bilgileri uygulamaya geçirmenin tam zamanı. Zihninize canlanan bir kavram ile elinizde tuttuğunuz bitmiş bir parça arasındaki mesafe, süreci sistemli bir şekilde ele aldığınız sürece düşündüğünüzden daha kısadır.
Unutmayın, CNC, Bilgisayar Sayısal Kontrol anlamına gelir—ancak aslında temsil ettiği şey, dijital hassasiyeti fiziksel gerçekliğe dönüştürme yeteneğinizdir. Bu kılavuzda öğrendiğiniz her karar, tek bir hedefe bağlanır: Tam olarak tasarlandığı gibi çalışan, zamanında ve bütçe sınırları içinde teslim edilen parçalar elde etmek.
Şimdi tüm bilgileri net bir ilerleme yoluna dönüştürelim.
CNC Proje Eylem Planınız
CNC işlemenin başarısı aslında neye dayanır? Her kritik karar noktasını doğru sırayla ele alan yöntemsel bir yaklaşımdır. Kavramdan tamamlanmış parçalara güvenle ilerlemek için aşağıdaki adımları izleyin:
- Üretilebilirlik açısından düşünerek tasarımınızı nihayete erdirin – Gereksiz karmaşıklığa neden olan özellikleri içeren CAD modelinizi gözden geçirin. Mümkün olduğunca keskin iç köşeleri ortadan kaldırın, delik boyutlarını yaygın kullanılan takım çaplarına uyacak şekilde standartlaştırın ve duvar kalınlıklarının kesme kuvvetlerine dayanabileceğinden emin olun. Emin değilseniz, nihai spesifikasyonlara karar vermeden önce DFM geri bildirimi talep edin.
- Malzeme ve tolerans gereksinimlerini belirleyin – Malzeme özelliklerini uygulama ihtiyaçlarınıza göre seçin. Parçanız korozyona dayanıklı olmalı mı? Paslanmaz çelik veya anodize alüminyum düşünün. Ağırlık açısından kritik mi? Alüminyum veya mühendislik plastikleri ideal olabilir. Sadece birleşim yüzeyleri veya kritik fonksiyonlar gerektirdiği durumlarda sıkı toleranslar uygulayın; diğer yerlerde standart spesifikasyonlar maliyetleri makul düzeyde tutar.
- Nitelikli ortaklardan teklif talep edin – Tasarımınızı, sektörünüzün gereksinimlerine uygun sertifikalara sahip birden fazla üreticiye gönderin. Tam belgeleri sağlayın: 3B modeller, toleranslı 2B çizimler, malzeme spesifikasyonları, miktar gereksinimleri ve hedef teslim tarihleri. Başlangıçta net iletişim, ilerideki yanlış anlaşılmaları önler.
- DFM geri bildirimini dikkatlice inceleyin – Deneyimli ortaklar, olası sorunları tespit eder ve alternatif çözümler önerir. İç köşe yarıçapını 0,5 mm’den 2 mm’ye değiştirmeniz yönünde bir öneri küçük görünse de parça maliyetinizi %30 oranında düşürebilir ve yapısal bütünlüğü artırabilir. Bu önerileri açık bir zihinle dinleyin.
- Güvenle üretim aşamasına geçin – Örnekleri onayladıktan ve teknik özelliklerin doğruluğunu teyit ettikten sonra üretimi onaylayın. Özellikle ilk üretim partisi için süreç boyunca iletişimi sürdürün. Parçaların sevk edilmesinden önce kalite kontrol noktalarını ve muayene kriterlerini belirleyin.
Kavramdan Üretim Aşamasına Geçiş
CNC operatörü uzmanlığının anlamı, her aşamada sizi yönlendiren ortaklarla çalıştığınızda netleşir. Prototipleme, seri üretime geçmeden önce tasarımınızı doğrular. İlk parça denetimi, üretim süreçlerinin belirtildiği özelliklere uygun parçalar ürettiğini teyit eder. İstatistiksel süreç kontrolü, üretim partileri boyunca tutarlılığı sağlar.
Otomotiv tedarik zincirinde yer alan okuyucular için prototipten seri üretime geçiş süreci, özel yetkinliklere sahip ortaklar gerektirir. Shaoyi Metal Technology bu yeteneği örnekleyen şirket, IATF 16949 sertifikasyonu ve sıkı SPC protokolleriyle yüksek hassasiyetli bileşenlerin otomotiv sınıfı spesifikasyonlara uygun üretimini garanti eder. Prototipleme için en kısa bir iş günü süresiyle ve seri üretime sorunsuz geçiş imkânıyla, hassas şasi montajları ile özel metal burçları verimli bir şekilde teslim eder.
CNC nedir? Bilgisayar Sayısal Kontrol—ancak daha önemlisi, dijital tasarımlarınız ile fiziksel ürünleriniz arasında köprü kuran bir üretim yeteneğidir. On adet prototip mi üretiyorsunuz yoksa on bin adet üretim parçası mı? Bu teknoloji, elle yapılan yöntemlerin hiçbir zaman yakalayamayacağı tutarlı hassasiyeti sağlar.
Sonuç olarak? Artık makine türlerini, malzeme seçimini, tolerans spesifikasyonlarını, yüzey işlemleri seçeneklerini, maliyet belirleyicilerini ve ortak değerlendirme kriterlerini biliyorsunuz. Bu bilgi, sizi pasif bir alıcıdan bilinçli bir üretim ortağına dönüştürür. Daha iyi sorular sormanız, daha akıllı kararlar vermeniz ve tam olarak sizin gereksinimlerinize uygun ürünleri teslim etmeniz için bu bilgiyi kullanın.
Bir sonraki adımınız basittir: tasarımı alın, öğrendiğiniz ilkeleri uygulayın ve vizyonunuzu gerçeğe dönüştürebilecek nitelikli bir üretim ortağıyla bağlantı kurun. Teknoloji hazır. Uzmanlık mevcut. Hassas bileşenlerinizin üretilmesi bekliyor.
CNC İşleme ile İlgili Sık Sorulan Sorular
1. CNC işlemenin tanımı nedir?
CNC işlenmesi, önceden programlanmış bilgisayar yazılımının fabrika araçlarının ve makinelerinin hareketini kontrol ettiği bir üretim sürecidir. CNC, Bilgisayar Sayısal Kontrol'ü ifade eder ve kesme araçlarını olağanüstü hassasiyetle yönlendirmek için G-kodu talimatlarını kullanır—±0,001 inç (±0,0254 mm) gibi çok dar toleranslara ulaşabilir. Bu çıkartmalı üretim yaklaşımı, havacılık sektöründen tıbbi cihazlara kadar çeşitli endüstrilerde kullanılan sonlandırılmış bileşenleri katı bloklardan malzeme kaldırarak üretir.
2. CNC operatörleri yüksek maaş mı kazanır?
CNC operatörleri rekabetçi ücretler kazanır; ABD’de saatlik ortalama ücret yaklaşık 27,43 USD’dir. Kazançlar, deneyim düzeyine, sertifikalara ve uzmanlaşma alanına göre değişiklik gösterir. Çok eksenli programlama, dar toleranslı işler veya havacılık sınıfı üretim gibi ileri düzey becerilere sahip operatörler genellikle daha yüksek ücretler talep eder. IATF 16949 veya AS9100 sertifikalı tesisler, kalite standartlarını koruyan nitelikli CNC operatörlerine genellikle prim ödemeleri yapar.
3. Farklı CNC makine tipleri nelerdir?
Üç ana CNC makine türü, freze makineleri, torna makineleri ve router makineleridir. CNC freze makineleri, sert metallerde karmaşık 3B geometriler oluşturmak için dönen kesme takımlarını sabit iş parçalarına uygular. CNC torna makineleri, şaftlar ve burçlar gibi silindirik parçalar için ideal olan iş parçasını sabit takımlara karşı döndürür. CNC router makineleri ise daha yumuşak malzemeleri ve büyük düz levhaları işler; genellikle tabelacılık, mobilyacılık ve plastik muhafazalar için kullanılır.
4. CNC tornalama işlemi ne kadar maliyetlidir?
CNC işleme maliyetleri, malzeme seçimi, parça karmaşıklığı, tolerans gereksinimleri ve üretim hacmine bağlıdır. Malzeme fiyatı ve daha kısa çevrim süreleri nedeniyle alüminyum parçaların maliyeti titanyum eşdeğerlerine kıyasla daha düşüktür. Sıkı toleranslar, işleme süresini ve muayene maliyetlerini artırır. Kurulum maliyetleri, daha büyük siparişler üzerinde dağıtıldığından parça başına maliyeti düşürür. Üretilebilirlik İçin Tasarım (DFM), uygun tolerans belirtimi ve hacim planlaması gibi stratejiler, projenin toplam maliyetini önemli ölçüde azaltabilir.
5. Bir CNC işleme ortağından hangi sertifikaları aramalıyım?
Temel sertifikasyonlar sektörünüze bağlıdır: ISO 9001, temel kalite yönetimini sağlar; AS9100, havacılık sektörüne ilişkin gereksinimleri kapsar; ISO 13485, tıbbi cihazlara uygulanır; IATF 16949 ise otomotiv üretim standartlarını ele alır. Shaoyi Metal Technology gibi ortaklar, şasi montajları da dahil olmak üzere hassas otomotiv bileşenleri için tutarlı kaliteyi garanti eden IATF 16949 sertifikasyonunu ve İstatistiksel Süreç Kontrolü (SPC) protokollerini bir arada uygulayarak taahhüdünü göstermektedir.