 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Bilyalı Yatak Karşıt Düz Kılavuz Burcu: Hangisi Mili Korur?

Hassas Uygulamalar İçin Doğru Kılavuz Burcu Seçimi
Her torna işçisi bunu bilir—bir kalıp seti spesifikasyonuna bakarken tezgâh başında durur ve bilyalı rulmanlı mı yoksa düz kılavuz burç mu kullanacağı konusunda tereddüt eder. Bu sadece teknik bir karar değil. Aynı zamanda mili ömrünü, parça kalitesini ve nihayetinde kar marjınızı doğrudan etkileyen bir seçimdir.
Hassas takımlama uygulamalarıyla çalışırken, burç ile rulman arasındaki tartışmayı anlamak akademik bir mesele değil. Pratiktir. Yanlış seçim, erken aşınmaya, hizalanma sorunlarına ve kimse bütçelemediği maliyetli durmalara yol açar. Peki bir burç nedir ve gerçek dünya performansında bir rulman çözümünden nasıl farklıdır?
Neden Kılavuz Burcunuzun Seçimi Kalıbın Performansını Belirler
Burç anlamından bahsederken sadece basit bir silindirik bileşenden çok daha öteye gitmek gerekir. Kılavuz burçlar, hareketli kalıp bileşenleri arasındaki kritik arayüz olarak mikroskobik düzeyde hassaslıkla hizalamayı kontrol eder. Yuvarlanan elemanlı bir tasarım mı seçersiniz yoksa düz kayar yüzey mi, bu karar presinizin her darbesinde yankılanır.
Şöyle düşünün: kılavuz sisteminiz hizalanmama kuvvetlerini emer, termal genleşmeyi yönetir ve binlerce—hatta bazen milyonlarca—döngü boyunca konum hassasiyetini korur. Rulman ile burç arasındaki seçim, sürtünme karakteristiklerini, ısı üretimini ve aşınma desenlerini etkiler. Doğrusunu yaparsanız, kalıbınız yıllarca sorunsuz çalışır. Yanlış yaparsanız, birkaç ay içinde plansız bakım programlamak zorunda kalırsınız.
Yanlış Seçimin Gizli Maliyetleri
Yatırım maliyetinin ötesinde rulmanlar ve burçlar aslında size ne kadar mal oluyor? Uyumsuz kılavuz bileşenlerinin gerçek dünya sonuçlarını göz önünde bulundurun:
- Hızlandırılmış mil aşınması aşırı sürtünmeden veya yetersiz yük dağılımından dolayı
- Parça kalitesinde düşüş hizalama toleransları zamanla kaydıkça
- Beklenmedik durma süreleri acil onarım ve parça değişimi için
- Artan hurda oranları doğruluk kabul edilebilir sınırların dışına çıktığında
Bu kılavuz, burçlar ve rulmanlar sorusuna uygulayıcı bir yaklaşım sunar. Teorik mühendislik formüllerine girmek yerine, gerçek çalışma koşullarına dayalı olarak uygulanabilir karar çerçeveleri bulacaksınız. Seçenekleri beş temel kriter açısından değerlendireceğiz: yük kapasitesi, hız gereksinimleri, doğruluk ihtiyaçları, çevresel faktörler ve toplam sahip olma maliyeti.
Yeni bir progresif kalıp için bileşen belirliyor olun ya da mevcut takımlarda erken aşınma sorunlarını gideriyor olun, rehber burç seçimini özel uygulama ihtiyaçlarınıza nasıl uyarlayacağınız konusunda net yönergelerle ayrılacaksınız.
Rehber Burç Seçeneklerini Karşılaştırma Değerlendirme Kriterleri
Belirli ürün önerilerine girmeden önce, seçeneklerinizi değerlendirmek için sistematik bir çerçeveye ihtiyacınız vardır. Çok sayıda mühendis son projede işe yarayanı ya da daha kötüsü tedarikçisinin stokta ne varsa onu tercih eder. Bu yaklaşım, farklı uygulamaların farklı çözümler gerektirdiği gerçeğini göz ardı eder.
Kılavuz uygulamaları için rulmanlar ve burçlar karşılaştırılırken, beş birbiriyle bağlantılı faktör, hangi çözümün en iyi performansı sunacağını belirler. Burçların en iyi hangi amaçlar için uygun olduğunu ve sabit elemanlı tasarımların nerede üstün olduğunu anlamak, her kriteri özel çalışma ortamınızın bağlamında incelemeyi gerektirir.
Kılavuz Burçları İçin Beş Kritik Seçim Faktörü
Aşağıdaki değerlendirme kriterleri, her kılavuz burcu kararının temelini oluşturur. Tek bir faktör diğerlerinin üzerine çıkmaz; bunun yerine, uygulamanızın gereksinimlerinin benzersiz kombinasyonu doğru çözüme işaret eder.
- Yük Kapasitesi Gereksinimleri: Kılavuz sisteminiz ne kadar kuvveti emecek? Duraklama dönemleri sırasında oluşan statik yükleri ve yüksek hızda döngü sırasında meydana gelen dinamik yükleri göz önünde bulundurun. Farklı burç türleri ve burç malzeme seçenekleri radyal, eksenel ve moment yüklerini farklı verimliliklerle karşılar. Ağır kalıp darbe operasyonları sağlam yük sınırları gerektirirken, hafif çalışma uygulamaları diğer faktörlere öncelik verebilir.
- Hız ve Döngü Oranları: Operasyonunuz hangi strok hızlarına ve dakikadaki döngü sayısına ihtiyaç duyar? Dakikada 200'den fazla strok yapan yüksek hızlı progresif kalıplar, daha yavaş transfer kalıp işlemlerinden farklı sürtünme ve ısı zorlukları oluşturur. Dakikada 50 döngüde başarılı olan burç türleri, 500'de erken başarısız olabilir.
- Hassas Tolerans İhtiyaçları: Konumsal doğruluk gereksinimleriniz ne kadar sıkıdır? Bazı uygulamalar birkaç binde birkaç değişimi tolere ederken, bazıları termal çevrimler boyunca ve uzun süreli üretim süreçlerinde bu toleransların sürekli olarak korunmasını sağlayan bir kılavuz sistemine ihtiyaç duyar.
- Çevre koşulları: Kılavuz bileşenleriniz hangi kirleticilere, sıcaklıklara ve çalışma koşullarına maruz kalacak? Sac pres ortamları, farklı burç tipleri için benzersiz zorluklar oluşturan metal talaşları, yağlama buharı ve sıcaklık dalgalanmaları gibi etkenleri sıklıkla beraberinde getirir. İklimlendirilmiş bir tesis içinde kusursuz çalışan bir çözüm, tozlu bir üretim alanında zorlanabilir.
- Bakım Gereksinimleri ve Erişilebilirlik: Gerçekçi olarak ne kadar bakım sağlayabilirsiniz? Bazı burçlar ve rulmanlar düzenli yağlama gerektirirken, bazıları bakım gerektirmeden çalışır. Sadece ideal bakım planını değil, ekibinizin gerçekten tutarlı şekilde uygulayabileceği şeyi dikkate alın.
Çalışma Koşullarının Seçiminizi Nasıl Belirlediği
Deneyimli kalıpçıların anladığı şey şudur: bağlam her şeyi belirler. Bir uygulamada olağanüstü sonuçlar veren bir bilyalı rulman kılavuzu, başka bir uygulamada başarısız olabilir. Benzer şekilde, teoride eski moda görünen düz burçlar, uygun koşullara eşleştirildiğinde karmaşık alternatiflerden daha iyi performans gösterebilir.
Anahtar, dürüst bir değerlendirme yapmada yatmaktadır. Uygulamanızı değerlendirirken gereksinimleri abartma veya aslında ihtiyaç duymadığınız teknik özellikler peşinden koşma eğilimine direnin. Yılda 100.000 çevrim çalışan bir kalıp ile yılda 10 milyon çevrim çalışan bir kalıp, temelde farklı gereksinimlere sahiptir. Kılavuz seçiminizi gerçek —teorik olmayan— çalışma koşullarınıza uygun hâle getirmek, hem fazladan harcama yapmayı hem de yetersiz performansı önler.
Toplam sahip olma maliyeti özel bir dikkat gerektirir. Başlangıç satın alma fiyatı sadece hikayenin bir kısmını anlatır. Kurulum karmaşıklığı, bakım işçiliği, değiştirme aralıkları ve plansız durma süresinin üretim maliyetini dikkate alın. Altı ayda bir değiştirilmesi gereken düşük maliyetli bir burç, üç yıl dayanan bir premium seçeneğe kıyasla çok daha maliyetli olabilir.
Bu değerlendirme kriterleri belirlendikten sonra, pazarlama iddialarına değil, özellikle rehber burç seçeneklerinin özelliklerine göre değerlendirmeye hazırsınız. Aşağıdaki bölümler, yüksek hızlı hassasiyet uygulamalarıyla başlayan her büyük kategoriyi incelemektedir.
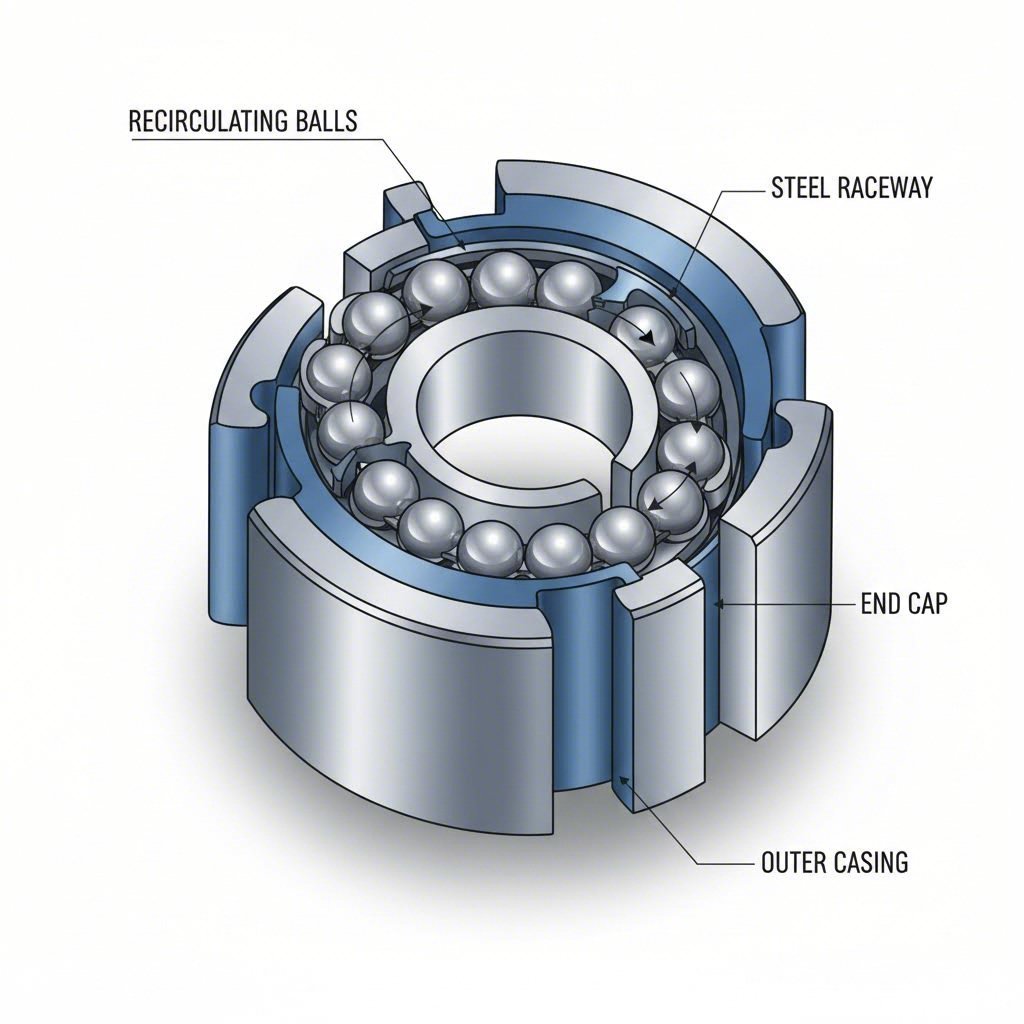
Yüksek Hızlı Hassasiyet İçin Bilyalı Rulman Rehber Burçlar
Uygulamanız maksimum hız talep ederken doğruluktan ödün vermemenizi gerektirdiğinde, bilyalı rulmanlı rehber burçlar açık ara önde çıkar. Bu hassas bileşenler, kalıp setlerinin yüksek çevrimli operasyonları nasıl yönettiğini dönüştürerek, düz kayar yüzeylerin eşleşemeyeceği performans özellikleri sunar.
Peki, rulman teknolojisi rehber sisteminizde aslında ne yapıyor? Yüzeylerin birbiri üzerinde kaydığı düz burçlara kıyasla, bir rulman yatağı hareketi desteklemek ve yönlendirmek için küçük bilyelerin geri dönüşümlü yollarda düzenlendiği yuvarlanan elemanları kullanır. Temas mekaniğindeki bu temel fark, sürtünme, ısı ve aşınma davranışlarıyla ilgili her şeyi değiştirir.
Rulmanların Eşsiz Performans Sunarken
Kılavuz uygulamalarda rulmanların amacı, tek kritik avantaj etrafında toplanır: yuvarlanan temas, kayma sürtünmesini ortadan kaldırır. Bir rulman bilyesi sertleştirilmiş yollar arasında yuvarlandığında, iki yüzeyin birbirine karşı kaydığı durumda oluşan sürtünmenin yalnızca küçük bir kısmını oluşturur. Bu fark özellikle yüksek hızlarda dramatik hale gelir.
Kalıbınızı dakikada 300 strok ile çalıştırarak düşünün. Basit burçlarla, metal-metal temas her döngüde önemli miktarda ısı üretir. Bu termal enerji birikir ve hizalama hassasiyetinin bozulmasına neden olan genleşmeye yol açar. Top rulmanlı kılavuzlar bu sorunu tamamen ortadan kaldırır. Yuvarlanma sürtünmesi minimum ısı üretir ve böylece kılavuz sisteminizin uzun süreli yüksek hızda çalışmaya rağmen sıkı toleransları korumasını sağlar.
Hassasiyet özellikleri yalnızca termal stabiliteyle sınırlı değildir. Kaliteli top burç montajları, genellikle binde değil mikronla ölçülen son derece düşük boşluklara ulaşır. Bu özellikle konumsal tekrarlanabilirliğin önemli olduğu dar toleranslı bileşenler üreten progresif kalıplarda doğrudan üstün parça kalitesine çevrilir.
Top Rulmanlı Kılavuzlar İçin İdeal Uygulamalar
Alet uygulamalarında top rulmanların ne amaçla kullanıldığını anlamak, en fazla değer sağladıkları alanları belirlemenize yardımcı olur. İşleminiz aşağıdaki durumları içeriyorsa top rulmanlı kılavuzları göz önünde bulundurun:
- Dakikada 150-200 darbeden fazla çalışan progresif kalıplar basit alternatiflerle sürtünme ısısının sorun teşkil ettiği durumlar
- Yüksek hassasiyetli presleme üretim süreçleri boyunca binde bir altındaki konumsal tekrarlanabilirlik gerektiren uygulamalar
- Milyonlarca darbe boyunca tutarlı performansın daha yüksek başlangıç yatırımını haklı çıkardığı uzun üretim döngüleri milyonlarca darbe boyunca tutarlı performansın daha yüksek başlangıç yatırımını haklı çıkardığı uzun üretim döngüleri
- Ağır şok veya darbe koşullarından ziyade düzgün, tutarlı yüklemeler içeren uygulamalar ağır şok veya darbe koşullarından ziyade düzgün, tutarlı yüklemeler içeren uygulamalar
- Temiz veya kontrollü ortamlar kirliliğin etkili bir şekilde yönetilebildiği ortamlar
İlerlemeli kalıp işlemlerinde özellikle bilyalı rulman teknolojisinden yararlanılır. Bu kalıplar, şeridin ilerledikçe konum kayması birikimli olarak artabileceği için çoklu şekillendirme istasyonlarında hassas hizalamayı gerektirir. Rulmanlı sistemlerin üstün tekrarlanabilirliği, kalıbın ilk istasyondan son istasyona kadar kalitenin korunmasını sağlar.
Bilyalı Rulman Sistemlerinin Avantajları ve Dezavantajları
Her rehber çözümü bazı ödünleri içerir. Bilyalı rulman sistemleri uygun koşullarda olağanüstü performans sunar ancak evrensel olarak üstün değillerdir. İşte dürüst bir değerlendirme:
Avantajlar
- Çok daha düşük sürtünme: Yuvarlanan temas, kayan temasa göre sürtünme katsayısını %80-90 oranında azaltır ve böylece aşırı ısınma olmadan daha yüksek çevrim hızlarının elde edilmesini sağlar
- Daha yüksek ulaşılabilir hızlar: Saatler içinde düz burçları yok edecek hızlarda sürekli çalışma için uygundur
- Uzun kullanım ömrü: Uygun koşullar altında—temiz ortam, doğru ön gerilim, yeterli yağlama—bilyalı rulmanlı rehberler düz alternatiflere kıyasla önemli ölçüde daha uzun ömürlü olabilir
- Üstün konumlandırma hassasiyeti: Minimum boşluk ve tutarlı yuvarlanma davranışı, her bir harekette olağanüstü tekrarlanabilirlik sağlar
- Daha az yağlama gereksinimi: Birçok tasarım, bakım taleplerini azaltan sızdırmaz contalı ve önceden yağlanmış elemanlar içerir
Dezavantajlar
- Yüksek Başlangıç Yatırımı: Hassas bilyalı rulman montajları genellikle eşdeğer düz burçlardan 3-5 kat daha fazla maliyetlidir
- Kirlilik duyarlılığı: Küçük bilyalı rulmanlar ve hassas yataklar, metal talaşları, toz ve en küçük parçacıklar gibi kirleticilere karşı hasara uğrama açısından savunmasızdır; tek bir parçacık erken arızaya neden olabilir
- Hizalama kritikliği: Bilyalı rulman kılavuzları, doğru montaj hizalaması gerektirir; düz burçların tolere edebileceği hizalama hatası, rulmanın hızlı şekilde bozulmasına neden olabilir
- Kurulum Karmaşıklığı: Doğru ön yük ayarı ve hizalama doğrulaması, basit bir kollu burcun yerleştirilmesinden daha fazla beceri ve zaman gerektirir
- Şok yük dayanımı sınırlıdır: Darbe yüklemesi, yuvarlanan elemanlara ve yuvalara zarar verebilir; bu da bu kılavuzların ağır kesme veya delme işlemlerinde kullanımını daha az uygun hale getirir
Karar genellikle kılavuz teknolojisinin gerçek çalışma koşullarına uyum sağlamasıyla ilgilidir. Bilyalı rulmanlı kılavuzlar, makul derecede temiz ortamlarda çalışan yüksek hızlı ve hassasiyet gerektiren uygulamalarda ek maliyetlerini haklı çıkarır. Ancak kirlilik kaçınılmaz olduğunda ya da darbe yükleri baskın olduğunda avantajları azalır ve ek maliyeti haklı çıkarmak zorlaşır.
Seçeneklerini değerlendiren atölyeler için bir sonraki mantıklı soru şudur: düz kılavuz burçlar ne zaman daha mantıklıdır? Cevap, modern hassas mühendislikli düz burçların nasıl geliştiğini ve zorlu kalıp gereksinimlerini karşılamaya nasıl adapte olduğunu anlamayı içerir.
Pres Kalıplarında Mükemmellik İçin Hassas Düz Kılavuz Burçlar
Top rulman kılavuzlar yüksek hızlı uygulamalarda hakim olsa da, hassas düz kılavuz burçlar, çoğu sac kalıp operasyonu için hâlâ temel çözümü oluşturur. Bu görünümlerine rağmen basit olan bileşenler — kesin standartlara göre tasarlandığında — birçok mühendisin fark ettiğinden daha geniş bir koşul yelpazesinde dikkat çekici performans sunar.
Modern metal burcu, birkaç on yıl öncesinin temel gömlek burçlarından temelde nasıl farklı kılar? Cevap, üretim hassasiyetinde, malzeme biliminde ve dikkatli tasarımda yatmaktadır. Günümüzün düz kılavuz burçları sadece silindirik tüpler değil; rulman alternatiflerine rakip olabilecek toleranslara kadar işlenmiş hassas cihazlardır.
Neden Düz Kılavuz Burçlar Sac Kalıplarda Üstün Performans Gösterir
Tipik bir pres ortamını düşünün: uçuşan metal talaşlar, havadaki yağlama buharı, vardiyalar arasında sıcaklık değişimleri ve bazen düzgün atılmayan parçalar. Bu, üretim alanında yaşanan gerçekliktir ve işte tam da bu noktada düz burçlar öne çıkar.
Küçük yuvarlanan elemanlara ve dar yataklara sahip bilyalı rulman montajlarının aksine, iyi tasarlanmış flanşlı bir burç, kirliliğin saklanabileceği ve zarar verebileceği hiçbir yer bırakmaz. Hassas bir bilyalı rulmanı mahvedebilecek partiküller, yumuşak burç malzemelerine zararsız şekilde yerleşir veya kolayca temizlenir. Bu kirlilik toleransı, doğrudan gerçek dünya koşullarında güvenilir çalışma anlamına gelir.
Saf makine burçlarının kompakt tasarımı başka bir pratik avantaj sunar. Alan kısıtlamaları seçeneklerinizi sınırladığında, kollu tip kılavuz, eşdeğer yük kapasitesine sahip bir bilyalı rulman tertibatına kıyasla önemli ölçüde daha az radyal yer kaplar. Bu durum, sık aralıklı istasyonlara sahip progresif kalıplarda veya mevcut kalıp geometrisinin daha büyük kılavuz bileşenlerini barındıramadığı yenileme durumlarında önem kazanır.
Üstün Saf Burçların Mühendisliği
Tüm saf burçlar eşit performans sunmaz. Ticari bir bileşen ile hassasiyetle tasarlanmış bir kılavuz burç arasındaki fark, birkaç kritik faktöre indirgenebilir.
İlk olarak, boyutsal doğruluk. Yüksek kaliteli düz burçlar, iç ve dış çap toleranslarını mikron seviyesinde elde etmek için taşlanır ve honlanır. Bu hassasiyet, kılavuz milleriyle tutarlı boşluğu sağlayarak hareket kabiliyetini en aza indirirken, sıkışmayı önler. Kitle halinde üretilen plastik bir burç ile hassas şekilde işlenmiş metal bir burç arasındaki fark gibi düşünün—ikisi de benzer görünse de performansları büyük ölçüde farklıdır.
İkinci olarak, yüzey pürüzlülüğü kalitesi. Uygun şekilde işlenmiş bir delik, yağlayıcının eşit dağılmasını ve öngörülebilir aşınma desenlerini destekleyen pürüzsüz, tutarlı bir kayma yüzeyi sunar. Gelişmiş işleme teknikleri, yüksek yükler altında bile yağ filmi tutan mikro dokular oluşturur.
Üçüncüsü, malzeme seçimi. Modern düz burçlar, özel alaşımlar, mühendislik polimerleri ve belirli çalışma koşullarına uygun olarak tasarlanmış kompozit malzemeler kullanır. Delik yerleştirmede doğru bir matkap burcu mu yoksa ayarlanabilir konumlandırma için dişli bir burç mu gerekiyor, doğru malzeme seçimi aşınma direnci, sürtünme özellikleri ve yük taşıma kapasitesi arasında denge sağlar.
Baskı uygulamalarında, burç flanş tasarımı özel dikkat gerektirir. Uygun şekilde tasarlanmış flanşlı bir burç ek sabitleyicilere gerek kalmadan eksenel tutuculuğu sağlar, montaj hizalamasını kolaylaştırır ve yağlama kanalları veya kir tutucu contalar gibi özellikler içerebilir. Bu entegre tasarım unsurları montaj karmaşıklığını azaltırken performansı artırır.
Burç Kalitesini Orijinal Ekipman Üreticisi (OEM) Standartlarına Uydurma
Tecrübeli kalıp üreticilerinin anladığı bir gerçek şudur: kılavuz burçlarınız, onları üreten üretim süreci kadar iyidir. Binlerce parça boyunca bu toleransları tutarlı bir şekilde koruyamayan bir üretim süreciniz varsa, belgelerdeki dar toleransların hiçbir anlamı yoktur.
İşte bu noktada sertifikasyon standartları, yalnızca pazarlama için doldurulan kutular olmaktan çıkarak anlam kazanır. Örneğin IATF 16949 sertifikası, otomotiv tedarik zinciri bileşenleri için özel olarak katı kalite yönetimi gereksinimlerini belirler. Bu standart kapsamında çalışan üreticiler, her bir burcun onay için sunulan numunelerle sınırlı kalmadan, spesifikasyona tam olarak uymasını garanti altına alan istatistiksel süreç kontrolü, hata önleme sistemleri ve sürekli iyileştirme protokollerini kanıtlamak zorundadır.
Kaliteyi doğrudan etkileyen kılavuz burç hassasiyetinin önemli olduğu otomotiv sac pres uygulamalarında, IATF 16949 sertifikalı tedarikçilerle iş birliği yapmak gibi Shaoyi kılavuz bileşenlerinizin kalıplarınızın gerektirdiği zorlu toleranslara uygun olduğunu garanti eder. İleri seviye CAE simülasyon yetenekleri, çeliğe kesim yapmadan önce kalıp tasarımlarını doğrulayarak, kılavuz sistemiyle ilgili olası sorunları dolarlar harcanmadan önce sentelerken erken aşamada tespit etmenize yardımcı olur.
Avantajlar
- Düşük Başlangıç Maliyeti: Düz burçlar genellikle eşdeğer bilyalı rulman montajlarından %60-80 daha düşük maliyetle gelir ve bütçeyi diğer takım iyileştirmeleri için serbest bırakır
- Üstün kirlilik toleransı: Zımparalar, tozlar ve sac pres ortamlarına kaçınılmaz olarak giren artıklara karşı daha anlayışlıdır
- Daha basit montaj: Pres geçme veya kaymalı montaj, hassas bilyalı rulman kılavuzlarını hizalamaktan daha az beceri ve zaman gerektirir
- Kendinden yağlamalı seçenekler mevcuttur: Kompozit ve emdirilmiş malzemeler dış yağlama ihtiyacını tamamen ortadan kaldırır
- Kompakt yapı: Eşdeğer yük sınıflandırmalarında bilyalı rulman alternatiflerinden daha küçük radyal boyutlara sahiptir
- Şok yük kapasitesi: Delme ve bükme işlemlerinde yaygın olan darbe yüklerine daha iyi tolerans
Dezavantajlar
- Aşırı hızlarda daha yüksek sürtünme: Kayar temas, yuvarlanan temasa göre daha fazla sürtünme ve ısı üretir; bu da pratik çevrim hızlarını sınırlar
- Uygun yağlama planlaması gerektirir: Çoğu kaymalı burç, en iyi ömür için sürekli yağlayıcı sağlaya ihtiyaç duyar; ihmal edilen yağlama aşınmayı önemli ölçüde hızlandırır
- Aşınma kaçınılmazdır: En iyi kaymalı burçlar bile zamanla aşınır ve nihayetinde değiştirilmesi veya ayarlanması gerekir
- Hız sınırlamaları: Top rulmanlı sürtünme avantajlarının kritik hale geldiği en yüksek hızlı uygulamalara uygun değildir
Sonuç ne? Hassas düz kılavuz burçlar, çoğu sac kalıp uygulaması için en uygun seçimdir. Sert toleranslara sahip onaylı tedarikçiler tarafından üretildiklerinde, ekipmanınızın talep ettiği doğruluğu sağlarken kirliliğe direnç, montaj kolaylığı ve toplam mülkiyet maliyeti açısından pratik avantajlar sunar.
Daha yüksek kirlilik toleransı gerektiren veya aşındırıcı ortamlarda çalışan uygulamalar için bronz düz burçlar, benzersiz malzeme avantajlarıyla birlikte kanıtlanmış güvenirlik sunar ve keşfedilmeye değerdir.

Güvenilir Orta Hizmet Performansı İçin Bronz Düz Burçlar
Bazen en iyi çözüm en yenisi olmayabilir. Bronz burçlar yüzyıllardır dönen ve kayan makineleri desteklemiştir ve günümüzün modern sac pres operasyonlarında hâlâ güçlü bir şekilde kullanılmaya devam eder. Sürekli ilgi gerektirmeden zorlu koşulları kolayca karşılayabilecek bir yatak burca ihtiyacınız olduğunda bronz ciddi bir değerlendirme konusu olmalıdır.
Bu antik alaşım neden bu kadar dayanıklı? Bronz, bakırın mükemmel termal iletkenliği ile kalayın sertlik kazandırmasını birleştirerek doğal olarak aşınmaya dirençli, ısıyı etkili bir şekilde dağıtan ve zamanla faydalı yüzey özellikleri geliştiren bir burç malzemesi oluşturur. Bunlar sadece teorik avantajlar değildir; zorlu uygulamalarda güvenilir ve öngörülebilir performansa dönüşür.
Geleneksel Güvenilirlik İçin Bronz Burçlar
Bronzun mekanik özellikleri, onu kılavuz burç uygulamaları için eşsiz şekilde uygun hale getirir. sektör analizlerine göre bronz burçlar, fiziksel aşınmaya karşı dayanmak için yüksek sertlik, ağır yükler altında mükemmel basma mukavemeti ve oksit tabakası oluşumu yoluyla doğal korozyon direnci sunar.
Bir mekanik burç içinde işletim sırasında neler olduğunu düşünün. Kayan yüzeyler sürtünme oluşturur ve bu da ısı üretir. Bronzun üstün termal iletkenliği, temas bölgesinden ısıyı verimli bir şekilde uzaklaştırarak daha az iletken malzemelerde aşınmayı hızlandıran termal birikimi önler. Bu doğal ısı dağılımı, sürekli üretim döngülerinde çalışan kalıplar için özellikle değer kazanır.
Bronza özgü düşük sürtünme katsayısı, çelik-çelik temasına kıyasla enerji kayıplarını azaltır ve yağlama gereksinimini düşürür. Zamanla bronz yatak yüzeyleri aslında gelişir—performansı artıran parlatılmış, işlenmiş sert bir tabaka oluşturur. Bu 'alışma' özelliği, eklerin ilk kurulduğunda değil, genellikle ilk kullanım sonrası daha iyi performans gösterdiği anlamına gelir.
Bronz alaşımları, her biri belirli koşullar için optimize edilmiş birkaç formülasyonda gelir:
- Kalay bronzu alaşımları: Orta sertlikte, mükemmel korozyon direnci ve işlenebilirlik — genel amaçlı uygulamalar için ideal
- Kurşunlu kalay bronzu: Orta yükler taşıyan düz burçlar için geliştirilmiş işlenebilirlik ve aşınma direnci
- Alüminyum Bronz: Ağır yükler ve korozyon oluşturan ortamlar için ultra yüksek mukavemet ve korozyon direnci
- Fosfor Bronzu: Hassas makine uygulamaları için üstün aşınma ve yorulma direnci
- Grafitli bronz: Yüksek sıcaklıklı veya yağlaması zor durumlarda bakım gereksinimini azaltan kendinden yağlamalı özellikler
Bronzun Modern Alternatifleri Geride Bıraktığı Durumlar
Bronz burçlar her uygulama için doğru seçim olmasa da belirli koşullarda görünürde daha üstün olan alternatiflerin performansını geride bırakabilir. Bu senaryoları anlamak, malzemeyi uygulamaya akıllıca eşleştirmenize yardımcı olur.
Ağır bir delme kalıbında bir muylu mili burç uygulamasını düşünün. Her darbede, matkap malzemeyle temas ettiğinde önemli darbe yükü oluşur. Nokta temaslı yuvarlanan elemanlara sahip bilyalı rulmanlar, tekrarlanan şok yükleri altında yuva hasarı görebilir. Dağıtılmış yüzey temasına ve doğası gereği tokluğa sahip bronz, bu darbeleri bozulmadan emer.
Kirlenmiş ortamlar, bronzun üstün olduğu bir başka senaryodur. Metal talaşları, yağlayıcı parçalanma ürünleri ve çevresel toz kaçınılmaz olan presleme işlemlerinde, bronzun bağışlayıcı yapısı, kirlilik nedeniyle hassas bilyalı rulman tertibatlarında meydana gelen felaketlerin önüne geçer. Küçük bilyalı rulmanları yok edecek partiküller, daha yumuşak bronz matrisine gömülür veya çalışma sırasında kenara itilir.
Grafitle emdirilmiş ve yağla emdirilmiş türleri özellikle olmak üzere, kendi kendine yağlamalı bronz seçenekleri geleneksel bronzun bir sınırlamasını giderir. Bu karbon taşıyıcı burç alternatifleri, malzemenin kendisi içinden sürekli yağlama sağlayarak harici yağlama gereksinimlerini azaltır veya ortadan kaldırır. Yağlamaya erişimin zor olduğu veya temiz çalışma koşullarının önemli olduğu uygulamalar için bu kendi kendine yağlamalı formülasyonlar, bakır alaşımının güvenilirliğini daha düşük bakım gerektirerek sunar.
Avantajlar
- Kanıtlanmış performans: Denizden uzay sanayiye ve otomotiv üretimine kadar sektörlerde yüzyıllardır başarılı şekilde kullanılmaktadır
- Mükemmel ısı dağılımı: Üstün termal iletkenlik, diğer malzemelerde aşınmayı hızlandıran ısının birikmesini önler
- Özel uyumlara göre işlenebilir: Bronz malzeme özel ekipman gerektirmeden hassas uyum ve özelleştirme için kolayca işlenebilir
- Standart uygulamalar için maliyet açısından verimli: Hassas bilyalı rulman alternatiflerine kıyasla daha düşük malzeme ve üretim maliyetleri
- Doğal korozyon direnci: Aşındırıcı ortamlarda bozulmaya karşı dirençli koruyucu oksit tabakaları oluşturur
- Şok yük dayanımı: Yuvarlanan eleman rulmanlara zarar veren darbe ve titreşim yüklerini taşır
- Kendinden yağlamalı seçenekler mevcuttur: Grafit tıkacı ve yağ emdirilmiş formülasyonlar bakım gereksinimlerini önemli ölçüde azaltır
Dezavantajlar
- Alternatiflerden daha ağır: Bronzun yoğunluğu, alüminyum veya kompozit alternatiflere kıyasla ağırlık ekler—ağırlığa duyarlı uygulamalar için bir dikkat edilmesi gereken noktadır
- Sınırlı hız kapasitesi: Kayma sürtünmesi, yuvarlanan temas noktasına göre yüksek hızlarda daha fazla ısı üretir ve pratik hızı sınırlar
- Periyodik olarak yağlama gerektirir: Standart bronz formülasyonları, optimum performans ve ömür için düzenli olarak yağlayıcı takviyesi gerektirir
- Yavaş aşınma doğası gereğidir: Tüm kayan temas yüzeyleri zamanla aşınır ve nihayetinde değiştirilmesi veya ayarlanması gerekir
Bronz burçlar, düşük hızda kalıp uygulamalarında, önemli şok yüklemeye maruz kalan işlemlerde ve kirlilik nedeniyle hassas rulmanların pratik olmadığı ortamlarda en uygun yer bulur. Dakikada 100 darbeden daha düşük çalışan kalıplar, daha ağır yüklerle çalışan transfer kalıp operasyonları ve bakım kaynaklarının sınırlı olduğu üretim ortamları için özellikle uygundur.
Bronzun azaltılmış yağlama ihtiyacı bile fazla göründüğünde, kendinden yağlamalı kompozit burçlar harici yağlamayı tamamen ortadan kaldırarak güvenilir kılavuz performansını korurken başka bir çözüm sunar.
Düşük Bakım Gerektiren Çalışma İçin Kendinden Yağlamalı Kompozit Burçlar
Yağlama programlarını tamamen ortadan kaldırabilseydiniz ne olurdu? Bakım erişiminin zor olduğu veya yağlayıcı kirliliğinin sorunlara yol açtığı operasyonlar için kendinden yağlamalı kompozit burçlar şık bir çözüm sunar. Bu gelişmiş bileşenler, geleneksel burç bakım denklemini baştan aşağı değiştirir.
Kendinden yağlamalı yapılandırmada bir burcun ne işe yaradığını anlamak, çalışır durumdaki akıllı mühendisliği gösterir. Dışarıdan yağlayıcı teminine dayanmak yerine, bu kompozitler yapıları içinde doğrudan gömülü halde yağlayıcı malzemeler içerir. Burç çalışırken, mikroskobik miktarda yağlayıcı kayan yüzeye doğru hareket eder ve bakım ekibinizden herhangi bir müdahalenin gerektirmeden koruyucu bir film oluşturur.
Kompozit Burçlarla Yağlama Sorunlarından Kurtulmak
Kendinden yağlamalı burçların arkasındaki teknoloji üreticiye ve uygulamaya göre değişiklik gösterir, ancak temel kavram aynı kalır. Katı yağlayıcılar—genellikle PTFE, grafit, molibden disülfür veya özel karışımlar—bir ana matris malzemenin içine yerleştirilir. Bu plastik burç malzemesi veya metal-polimer kompozit, bileşenin kullanım ömrü boyunca sürekli olarak yağlayıcıyı serbest bırakır.
Peki kendinden yağlamalı olan bu burçlar nasıl çalışır? Burcun yapısı boyunca dağılmış binlerce küçük yağlayıcı rezervuarını hayal edin. Yük altında ve hareket sırasında, bu rezervuarlar mekanik hareket ve termal etkilerin birleşimiyle yatak yüzeyine yağlayıcıyı iletir. Sonuçta bakımı tam olarak zamanında yapmaya bağlı kalmadan sürekli bir yağlama sağlanır.
Bu gömülü yağlayıcı yaklaşımı, bakımın azaltılmasının ötesinde birkaç pratik fayda sunar:
- Tutarlı sürtünme karakteristikleri: Bakım aralıkları arasında kuru kalabilecek harici yağlamalı burçlara kıyasla, otomatik yağlamalı kompozitler kullanım ömürleri boyunca sabit sürtünme katsayılarını korur
- Temiz çalışma: Fazladan yağlama olmaması, iş parçalarının kirlenmesine, üretim alanında dağınıklığa neden olmaz
- Basitleştirilmiş envanter: Yağlayıcı seçimi ve stoklamaya olan ihtiyaç ortadan kaldırılarak tedarik süreci basitleştirilir
- Çevresel risklerin azaltılması: Yağ atımıyla ilgili sorunlar veya sızıntıların yol açtığı kirlilik riski yoktur
Otomatik Yağlamalı Seçeneklerin Uygun Olduğu Yerler
Her uygulama otomatik yağlamalı teknolojiden aynı ölçüde faydalanmaz. Belirli ortamlarda burçların ne amaçla kullanıldığını bilmek, bu bileşenlerin en yüksek değeri hangi alanlarda sağladığını belirlemeye yardımcı olur
Gıda sınıfı üretim ortamları, açık bir uygulama alanı sunar. Yağlayıcı kirliliği ürün güvenliğini tehlikeye atabileceğinde, otomatik yağlamalı burçlar riski tamamen ortadan kaldırır. Birçok kompozit formülasyon, tesadüfi gıda teması için FDA uyumlu olup gıda ambalajı üreten kalıplar veya işleme ekipmanı bileşenleri için uygundur.
Temiz odaya bitişik operasyonlar da benzer şekilde faydalanır. Eğer presleme işleminiz tam bir temiz oda protokolü gerektirmese de elektronik, tıbbi cihazlar veya yarı iletken ekipmanlar için bileşen üretimi, kirliliğin kontrol altına alınmasını gerektirir. Otomatik yağlamalı rehberler, hassas sonraki süreçlere yönelik parçalara yağın geçmesini engeller.
Yağlama erişiminin fiziksel olarak zor olduğu uygulamaları da göz önünde bulundurun. Karmaşık geometrili kalıplar, dar alanlara yerleştirilmiş kılavuzlar veya yağlayıcının hızla bozulduğu yüksek sıcaklık bölgeleri gibi durumlar bakım açısından zorluklar çıkarır. Bu senaryolarda burç ne işe yarar diye sorduğunuzda, kendinden yağlamalı kompozitler bakımsız güvenilirlikle cevap verir.
Aralıklı çalışma başka bir dikkat çekici kullanım alanıdır. Uzun süre kullanılmadan bekleyen ekipmanlarda yağlayıcının yer değiştirmesi veya bozulması yaşanabilir. Kendinden yağlamalı burçlar, çalışma programından bağımsız olarak yağlama kapasitelerini koruyarak günlerce veya haftalarca devre dışı kalmanın ardından bile güvenilir bir şekilde çalışmaya başlamayı sağlar.
Avantajlar
- Bakım aralıklarında büyük ölçüde azalma: Birçok kendinden yağlamalı burç, tüm kullanım ömrü boyunca bakımsız çalışır
- Temiz çalışma: Yağlayıcı kirliliğinin kabul edilemez veya sorun teşkil ettiği uygulamalar için idealdir
- İyi kirlilik direnci: Katı yağlayıcı matrisler, soğutucu sıvılar tarafından yıkanmaz veya yağ filmleri gibi enkazdan etkilenmez
- Sürekli Performans: Sürtünme özellikleri, yağlama durumuna göre değişmek yerine sabit kalır
- Basitleştirilmiş lojistik: Yağlayıcı seçimi, stoklanması veya bertaraf edilmesi gereklilikleri yoktur
- Korozyon Direnci: Birçok kompozit formülasyon, metal bileşenleri bozan kimyasallara ve neme karşı dirençlidir
Dezavantajlar
- Sıcaklık Sınırlamaları: Polimer esaslı kompozitlerin üst sıcaklık sınırları formülasyona bağlı olarak genellikle 250-500°F arasındadır; bu sınırlar aşıldığında aşınma hızlanır ve arıza oluşabilir
- Yük kapasitesi kısıtlamaları: Kendinden yağlamalı kompozitler genellikle eşdeğer boyuttaki bronz veya çelik burçların yük değerlerini eşleştiremez
- Daha yüksek birim maliyeti: İleri düzey kompozit malzemeler temel bronzdan daha pahalıdır ancak azaltılmış bakım genellikle sahip olma toplam maliyetinin daha uygun olmasını sağlar
- Sınırlı yüksek hız kapasitesi: Yüksek hızlarda ısı üretimi, bazı kompozit malzemelerin termal kapasitesini aşabilir
- Malzeme uyumluluğu hususları: Bazı kompozitler, ortamınızda bulunan belirli kimyasallar veya yağlayıcılarla reaksiyona girebilir
Bushing'ler uygulama gereksinimlerine doğru bir şekilde uyduğunda ne yapar? Sorunsuz hizmetin yıllarca sürmesini sağlar. Otomatik yağlamalı kompozitler, bakım azaltımının maliyet primini karşıladığı, özellikle kirlenme hassasiyeti veya erişim sınırlamaları nedeniyle geleneksel yağlamanın pratik olmadığı orta yük ve orta hız uygulamalarında üstün performans gösterir.
Minimum alanda maksimum yük kapasitesi gerektiren uygulamalar için iğne rulmanlı kılavuz sistemleri, kılavuz bushing sorununa çözüm olabilecek başka bir yaklaşımdır.
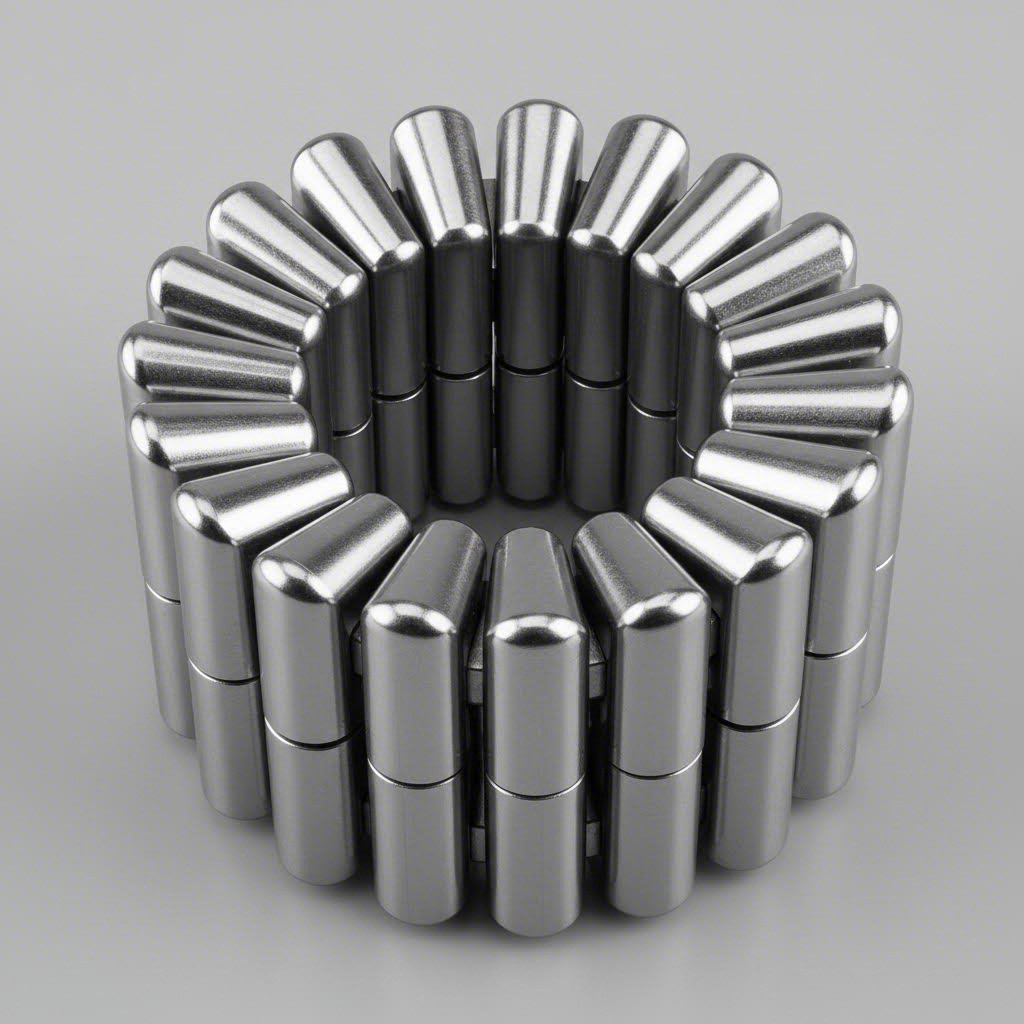
Yüksek Yük Gereksinimleri İçin İğne Rulmanlı Kılavuz Sistemleri
Rulman performansına ihtiyaç duyduğunuz ama radyal boşluğu ayıramadığınız durumlar ne olur? Ya da yük gereksinimleri mevcut boyutta geleneksel yuvarlanan elemanların taşıyabileceğinin üzerine çıktığında ne yapılır? İşte bu noktada iğne rulmanlı kılavuz sistemleri devreye girer—standart çözümlerin yetersiz kaldığı uygulamalar için özel çözümler sunar.
İğne rulman ile bilyalı rulman tasarımlarını karşılaştırdığınızda fark hemen bellidir. Küresel yuvarlanma elemanları yerine, iğne rulmanlar tipik olarak uzunluk-çap oranları 4:1'in üzerinde olan uzun silindirik rulolar kullanır. Bu geometri, her bir milimetrelik radyal boşluğa çok daha yüksek yük taşıma kapasitesi sığdırır.
Aşırı Yük Uygulamaları İçin İğne Rulmanlar
Bir an için fizik açısından düşünün. Düz mili yatak veya bilyalı mili yatak, karşı yüzeyine nispeten küçük alanlarda temas eder — bilyalar için noktalar, mil yüzeyi için dar çizgiler. Buna karşılık, iğne rulmanlar uzunlukları boyunca genişletilmiş çizgisel temas sağlar. Bu dağıtılmış temas, yükleri daha büyük alanlara yayarak gerilme yoğunluğunu azaltır ve daha yüksek yük kapasitelerine olanak tanır.
Pratik sonuç nedir? Aynı alanı kaplayan bir bilyalı rulman montajının taşıyabileceğinin iki ila üç katı kadar radyal yükü taşıyabilen bir iğne rulman burcu mevcuttur. Geleneksel kılavuz sistemlerini sınırlarına kadar zorlayan kalıp kuvvetlerinin söz konusu olduğu ağır presleme işlemlerinde bu kapasite avantajı kritik hale gelir.
Salınım hareketi uygulamaları özellikle iğne makaralı rulman teknolojisinden yararlanır. Sürekli dönmeyi tercih eden bilyalı rulmanlardan farklı olarak, iğne makaralı rulmanlar birçok kalıp uygulamasında yaygın olan ileri geri harekete karşı dayanıklıdır ve diğer yuvarlanmalı eleman tasarımlarında görülebilen aşınma desenlerini oluşturmaz. Makara büş konfigürasyonu bu kısmi dönüş döngülerini düşük sürtünme avantajını korurken karşılar.
Radyal kuvvetlerin eksenel yüklerle birleştiği karma yükleme senaryoları, iğne makaralı rulmanların bir başka güçlü yönünü oluşturur. Bazı rulman büş konfigürasyonları karmaşık yük kombinasyonlarını yönetebilen eksenel yüzeyler veya açılı makara düzenlemeleri içerir. Kalıbınız aynı anda çok yönlü kuvvetler ürettiğinde, bu entegre tasarımlar kılavuz sistemi mimarisini basitleştirir.
Kompakt Güç Dar Mekanlarda
Kısıtlı alan, birçok iğne rulmanın seçimini belirler. İstasyonları sık aralıklı olan progresif kalıplar, mevcut kalıp gövdesine entegre edilen uygulamalar veya diğer bileşenlerin mevcut alanı sınırladığı tasarımlar, iğne rulmanların olağanüstü güç yoğunluğından yararlanır.
Yük analizinize göre 50 mm iç çapa sahip bir bilyalı rulman gerekirken yalnızca 35 mm'lik radyal boşluk mevcut olduğunu düşünün. Bir iğne rulman ekoseni çözümü, bu daha küçük alanda eşdeğer yük kapasitesi sağlayabilir ve imkânsız görünen bir tasarım problemini basit bir spesifikasyona dönüştürebilir.
Ağır kesme ve şekillendirme işlemleri, hafif rehber sistemleri için zorlayıcı düzeyde kuvvetler oluşturur. Malzemenin kesildiği sırada ortaya çıkan yoğun yükler, standart bilyalı rulmanlı rehber sistemlerinin erken yorulma olmaksızın taşıyabileceği değerleri aşabilir. İğne rulmanların daha yüksek yük kapasiteleri, bu zorlu uygulamalar için gerekli güvenliği sağlar.
Avantajlar
- Boyutuna göre olağanüstü yük kapasitesi: Eşdeğer çaplı bilyalı rulmanların radyal yük kapasitesinin iki ila üç katını sunar ve ağır yükler altında kompakt tasarımlara olanak tanır
- Salınım hareketi için oldukça uygundur: Bilyalı rulmanlara göre kısmi dönüş ve gidip gelen hareketleri daha iyi tolere eder, tipik kalıp stroku desenleri için idealdir
- Kombine yükleri etkili bir şekilde taşır: Aynı anda radyal ve eksenel kuvvetleri yönetebilen çeşitli konfigürasyonlar mevcuttur, ayrı itme rulmanlarına gerek yoktur
- Kompakt radyal boyut: İnce kesitler, daha büyük bilyalı rulman gruplarının sığmadığı yerlere uyar ve zorlu yerleşim sorunlarını çözer
- Yüksek sertlik: Çoklu çizgisel temas, nokta temaslı alternatiflere göre daha az sehimle daha rijit kılavuz sistemleri oluşturur
Dezavantajlar
- En yüksek maliyet seçeneği: Prim fiyatlandırma, hassas imalat gereksinimlerini yansıtır—bilyalı rulman veya düz burç alternatiflerinden önemli ölçüde daha fazla ödeme yapmayı bekleyin
- Hassas hizalama gerektirir: İğne rulmanlar top rulmanlara göre hizalanma hatalarına daha az tahammül eder; küçük açısal hatalar bile aşınmayı hızlandırır ve rulmanın ömrünü kısaltır
- Kirliliğe duyarlıdır: Rulmanlar ile yataklar arasındaki dar boşluklar, iğne rulmanları partikül hasarına karşı özellikle hassas hale getirir—hatta top rulmanlardan daha fazla etkilenebilirler
- Karmaşık montaj: Doğru şekilde montaj, uzman bilgisi ve genellikle özel ekipman gerektirir; yanlış montaj hızlı arızaya neden olur
- Sınırlı hız kapasitesi: Yuvarlanan elemanlara rağmen, iğne rulmanların karşılaştırılabilir top rulman tasarımlarına göre tipik olarak daha düşük hız sınırları vardır çünkü silindirik rollerin dinamikleri
- Yağlama kritiktir: Sürekli ve uygun yağlama gerektirir—yetersiz yağlamadan kaynaklanan arızalar hızlı ve ciddi şekilde meydana gelir
İğne rulmanlı kılavuz sistemleri, özel bir niş alanda yer alır. Çoğu delme uygulaması için doğru çözüm olmasa da minimum alanda maksimum yük kapasitesine ihtiyaç duyduğunuzda, diğer rulman burçların çözemeyeceği sorunları çözmenizi sağlar. Ağır kalıp delmeler, sınırlı alana sahip progresif takımlar ve şiddetli salınım yüklerinin bulunduğu uygulamalar, hepsi iğne rulmanlarının etkin kullanılabileceği potansiyel alanlardır.
Şimdi tüm ana kılavuz burç kategorilerini incelediğinize göre, seçenekleri doğrudan birbiriyle karşılaştırabilir ve belirli performans özelliklerini uygulama ihtiyaçlarınıza uyumlandırabilirsiniz.
Kılavuz Burç Seçimi İçin Tam Karşılaştırma Tablosu
Her bir kılavuz burç kategorisini ayrıntılı olarak incelediniz—şimdi sıra onları yan yana görmekte. Burç ve rulman seçenekleri arasındaki farkları değerlendirirken, karmaşıklığın ötesine geçmenize yardımcı olan kapsamlı bir karşılaştırma çerçevesi, belirli durumunuza en uygun çözümün hangisi olduğunu ortaya çıkarır.
Aşağıdaki tablolar, şimdiye kadar ele aldıklarımızı uygulanabilir referans araçlarına dönüştürür. Yeni bir kalıp tasarımı için bileşenler belirliyor olun ya da mevcut bir sistemin arızasını gideriyor olun, bu karşılaştırmalar ihtiyaç duyduğunuz karar verme desteğini sağlar.
Yan Yana Performans Karşılaştırması
Rulman ve burç çözümleri arasındaki farkı anlamak, birden fazla performans boyutunu aynı anda incelemeyi gerektirir. Aşağıdaki tablo daha önce belirlenen kritik seçim kriterleri doğrultusunda incelenen tüm seçenekleri karşılaştırır.
Bu karşılaştırmayı okurken şunu unutmayın: "burç ve rulman" birbirinin alternatifi değil. Her kategori belirli koşullarda üstün performans gösterir; sizin göreviniz bu güçlü yönleri uygulamanızın gereksinimlerine uygun hâle getirmektir.
| Rehber türü | Yük kapasitesi | Hız Uygunluğu | Hassasiyet Kabiliyeti | Kirlilik Toleransı | Bakım gereksinimleri | Göreli Maliyet | En Uygun Uygulamalar |
|---|---|---|---|---|---|---|---|
| Hassas Düz Burçlar | Yüksek | Düşük ila Orta (150 SPM'ye kadar) | Yüksek (hassas üretim ile) | Mükemmel | Orta (düzenli yağlama ile) | Düşük ($) | Genel sac kesme, transfer kalıplar, kirli ortamlar |
| Bilyalı Rulman Kılavuzları | Orta derecede | Çok Yüksek (300+ SPM) | Mükemmel | Fakirler | Düşük (kapalı tasarımlar) | Yüksek ($$$) | Yüksek hızlı progresif kalıplar, hassas presleme |
| Bronz Kayma Yatakları | Yüksek | Düşük (100 SPM'nin altında) | Orta ile Yüksek | Mükemmel | Orta (periyodik yağlama) | Düşük ($) | Ağır kesim, şok yükleri, korozif ortamlar |
| Kendinden Yağlamalı Kompozitler | Düşük ile Orta | Düşük ile Orta | Orta derecede | İyi | Çok Düşük (bakımsız) | Orta ($$) | Gıda sınıfı, temiz işlemler, erişimi zor yerler |
| İğne Rulman Kılavuzları | Çok yüksek | Orta derecede | Mükemmel | Fakirler | Yüksek (kritik yağlama) | Çok Yüksek ($$$$) | Ağır darbeli, dar alana sahip yüksek yük uygulamaları |
Hiçbir seçeneğin tüm kategorilerde baskın olmadığını fark edin. Rulmanlar ve burçlar sorusu her zaman uygulama bağlamına döner. Mekanik terimlerde bir burç kayar bir arayüz olarak işlev görür ve bu kayar arayüz koşullarınız için uygun olduğunda genellikle daha gelişmiş alternatifleri geride bırakır.
Kılavuz Türünü Çalışma Koşullarınıza Uydurma
Yukarıdaki performans karşılaştırması, her kılavuz türünün neler yapabileceğini gösterir. Bir sonraki tablo bakış açısını değiştirir — uygulamanızın parametreleriyle başlayarak önerilen çözüme işaret eder.
Bunu hızlıca başvurulacak bir karar aracı olarak düşünün. Kalıp türünüzü, hız aralığınızı ve çevresel koşulları belirleyin, ardından uygun kılavuz teknolojisini bulmak için yatayda ilerleyin. Belirli bağlamınızda burçların mekanik gereksinimlerini anlamak, tanıdık çözümlere otomatik olarak yönelmekten daha iyi seçimlere yol açar.
| Die türü | Döngü Hız Aralığı | Çalışma Ortamı | Birincil Yük | Önerilen Kılavuz Çözümü |
|---|---|---|---|---|
| Ilerleme damacı | 200-400+ SPM | Temiz, iklim kontrollü | Hafif ila orta | Bilyalı Rulman Kılavuzları |
| Ilerleme damacı | 100-200 SPM | Standart üretim alanı | Orta derecede | Hassas Düz Burçlar |
| Transfer Kalıp | 20-80 SPM | Ağır kirlilik | Ağır, şok yükler | Bronz Kayma Yatakları |
| Boşaltma matrisi | 50-150 SPM | Standart Üretim | Ağır etki | Bronz veya Hassas Düz Burçlar |
| Ağır Şekillendirme Kalıbı | 20-60 SPM | Kısıtlı Alan | Çok Ağır | İğne Rulman Kılavuzları |
| Gıda Ambalaj Kalıbı | 50-150 SPM | Temiz odaya bitişik | Hafif ila orta | Kendinden Yağlamalı Kompozitler |
| Tıbbi Bileşen Kalıbı | 100-250 SPM | Kirliliğe duyarlı | Işık | Kapalı Bilyalı Rulmanlar veya Kendinden Yağlamalı Kompozitler |
| Genel Amaçlı Kalıp | 100 SPM'nin Altında | Tipik atölye koşulları | Orta derecede | Hassas Düz Burçlar |
Montaj ve Hizalama Hususları
Rulman ile burcun farkı, çalışma performansının ötesine geçerek montaj gereksinimlerini de kapsar. Bu faktör genellikle spesifikasyon sırasında göz ardı edilir ancak toplam mülkiyet maliyeti ve sistem güvenilirliği üzerinde önemli etkiye sahiptir.
- Saf (tüm tipler) burçlar: En basit montaj—basınçlı geçme veya kaymalı geçme yöntemiyle montaj, hizalama hassasiyeti çok düşük. Yuvarlanma elemanlı alternatiflere zarar verebilecek küçük montaj hatalarına karşı hoşgörülü. Tipik montaj süresi: rehber seti başına 15-30 dakika.
- Bilyalı rulmanlı kılavuzlar: Kılavuz mil ile burç deliği arasında hassas paralellik hizalaması gerektirir. Hareket mesafesi başına 0.001 inç'ten fazla olan hizalama hatası aşınmayı hızlandırır. Genellikle en iyi performans için ön gerilim ayarı gerekir. Tipik montaj süresi: rehber seti başına 45-90 dakika.
- İğne rulmanlı kılavuzlar: En zorlu montaj gereksinimleri. Uzmanlaşmış montaj teknikleri ve genellikle özel aletler gerektirir. Rulmanlara kıyasla hizalama toleransı daha dardır. Hatalı montaj, hızlı ve bazen felaketle sonuçlanan arızalara neden olur. Tipik montaj süresi: rehber seti başına 60-120 dakika.
Retrofit uygulamalarında bu montaj farklılıkları özellikle belirgin hale gelir. Basit burçlardan rulmanlı rehber sistemlere geçiş, hizalama toleranslarının sağlanabilmesi ve korunabilmesi için değişiklikler gerektirebilir. Tersine, sorun yaşayan rulmanlı sistemlerden kaliteli basit burçlara dönüş, hizalama kaynaklı arızaları çözerek karmaşıklığı azaltabilir.
Bu kapsamlı karşılaştırma çerçevesiyle donatıldığınızda, varsayımlara veya tedarikçi önerilerine değil, gerçek çalışma koşullarınıza dayanarak bilinçli rehber burç seçimleri yapabilirsiniz.

Son Öneriler ve İş Ortaklığınız için Alet Tedarikçinizi Seçme
Performans özelliklerini değerlendirdiniz, yük oranlarını karşılaştırdınız ve her büyük kılavuz burç kategorisinde kirlilik direncini incelediniz. Şimdi, bu bilgiyi özel uygulamanız için kararlı bir seçim haline getirmenin kritik aşamasına geldiniz. Sistemli bir değerlendirme süreci uygulandığında, burç ile bilyalı yatak sorusu sonunda kendiliğinden çözülür.
Başarılı kılavuz burç seçimlerini maliyetli hatalardan ayıran nedir? Genellikle en pahalı seçeneği seçmek veya önceki projede işe yarayıp da şimdi aynı şeyi takip etmekten nadiren kaynaklanır. Başarı, çalışma koşullarınızı dürüstçe değerlendirmek ve bunları doğru teknolojiyle eşleştirmekten gelir. Şimdi bunu tam olarak nasıl yapacağımızı birlikte inceleyelim.
Uygulama İhtiyaçlarınıza Göre Karar Haritanız
Bu beş adımı sırayla uygulayın. Her bir adım, belirli bir çözüme taahhüt etmeden önce gereksinimlerinizin kapsamlı bir resmini oluşturur. Adımları aceleyle geçmek veya atlamak, genellikle kağıt üzerinde iyi görünse de üretimde başarısız olan spesifikasyonlara yol açar.
- Hız ve çevrim gereksinimlerini tanımlayın: Dakikadaki vuruş sayısı hedefinizle başlayın. Dakikada 300+ vuruş hızında çalışan yüksek hızlı bir progresif kalıp mı kullanıyorsunuz yoksa 100 SPM'nin altında çalışan orta düzeyde bir transfer kalıp işlemi mi yürütüyorsunuz? Bu tek faktör, genellikle seçeneklerinizi önemli ölçüde daraltır. Bilyalı rulman ile burç arasındaki seçim, çevrim hızlarınızın düz yüzeylerin dağıtamayacağı kadar sürtünme ısısı oluşturup oluşturmayacağına bağlıdır. Sadece mevcut gereksinimlerinizi değil, beklenen gelecekteki talepleri de belgeleyin—ileride kalmak, erken yükseltmeleri önler.
- Yük koşullarını değerlendirin: Kılavuz sisteminizin emmesi gereken kuvvetleri hesaplayın. Yan kalıp kuvvetlerinden kaynaklanan radyal yükleri, dikey bileşenlerden kaynaklanan eksenel yükleri ve dengesiz kuvvetlerden kaynaklanan moment yüklerini göz önünde bulundurun. Delme ve bükme işlemlerinde oluşan darbe yüklemelerini de unutmayın—bu şok yükleri, sabit durum kuvvetlerini üç kat veya daha fazla aşabilir. Şoka dayanıklı uygulamalar genellikle şoklara duyarlı bilyalı yataklar yerine düz burç ya da iğne yatakları yönünde tercih edilir.
- Çevresel faktörleri değerlendirin: Üretim alanınıza taze bir gözle bakın. Kalıp bölgenize ne kadar kirlilik girişi oluyor? Metal talaşları, yağlama buharı, havadaki toz ve sıcaklık dalgalanmaları kılavuz sistemi performansını etkiler. Kirlilik seviyeleri yüksek olduğunda burç yatağı ile bilyalı yatak karşılaştırması büyük ölçüde değişir—bilyalı yatağın sürtünme avantajları, partiküller yol yataklarını birkaç ay içinde yok ettiğinde hiçbir anlam ifade etmez.
- Bakım olanaklarını göz önünde bulundurun: Bakım programınızın gerçekçi olarak ne kadarını karşılayabileceğiniz konusunda dürüst olun. Hassas yağlama programları ve periyodik preload ayarları gerektiren gelişmiş kılavuz sistemleri, deneyimli teknisyenler ve disiplinli prosedürler gerektirir. Bakım kaynaklarınız sınırlıysa, uygun bakım yapılmadığında performansı düşen hassas bilyalı rulmanlardan ziyade, kendi kendini yağlayan kompozitler veya daha toleranslı bronz burçlar uzun vadede daha iyi sonuçlar sunabilir.
- Toplam Sahip Olma Maliyetini Hesaplayın: İlk satın alma fiyatı sadece hikayenin bir kısmını anlatır. Kurulum işçiliğini (bilyalı rulmanların düz burçlara göre 2-3 kat daha fazla kurulum süresi gerektirir), beklenen kullanım ömrü boyunca oluşacak bakım maliyetlerini, yedek parça maliyetlerini ve özellikle plansız duruş nedeniyle ortaya çıkan üretim maliyetini de dikkate alın. Yaşam döngüsü maliyetlerini göz ardı eden bir rulman ve burç kılavuzu eksik bilgi sağlar.
Kılavuz burçlarınızın hassasiyeti, kalıp mühendisliğinizin genel hassasiyetini asla geçemez. Diğer yerlerde gevşek toleranslara izin verirken premium bilyalı rulman kılavuzlar belirtmek, maliyetli bir uyumsuzluk yaratır ve kullanamayacağınız kapasiteye para harcamanıza neden olur.
Ne Zaman Yükseltme Yapılmalı ve Ne Zaman Düşürme Yapılmalı
Retrofit senaryoları, eşsiz karar alma fırsatları sunar. Eski kılavuzlarda erken aşınma sorunlarını gideriyor veya mevcut takımlarda iyileştirme düşünüyorsanız, yeni üretim özelliklerinden farklı olarak bilyalı rulman ile burç kıyaslaması değişebilir.
Aşağıdaki durumlarda düz burçlardan bilyalı rulmanlara yükseltmeyi düşünün:
- Üretim hızları, başlangıçta belirlenenden daha yüksek seviyelere çıkmış ve termal problemler oluşturmuşsa
- Sonraki süreçlerdeki kalite talepleri nedeniyle hassasiyet gereksinimleri daha da sıkı hale gelmişse
- Tesisiniz, orijinal kurulumdan bu yana çevre kontrol sistemlerini geliştirmişse
- Bakım imkanlarınız daha gelişmiş sistemleri destekleyecek şekilde genişlemişse
Aşağıdaki durumlarda bilyalı rulmanlardan kaliteli düz burçlara dönüşümü düşünün:
- Kontaminasyon kaynaklı rulman arızaları, conta önlemlerine rağmen tekrar tekrar meydana gelir
- Eskimiş matris ayakkabılardaki hizalama sorunları, bilyalı rulmanlarda hızlandırılmış aşınmaya neden olur
- Gerçek üretim hızları başlangıçta öngörülenden daha düşüktür
- Bakım kaynakları, bilyalı rulmanların gerektirdiği bakımı sürdürebilecek durumda değildir
Şanzıman uygulamalarında pilot rulman ile burç arasındaki seçim, kullanışlı bir paralellik sunar. Mühendisler burada teorik üstünlükten ziyade gerçek çalışma koşullarına göre karar verirler. Aynı pragmatizmi matris kalıplarınızın yönlendirme sistemine de uygulayın.
Doğru Kalıp Tedarikcisiyle İş Birliği Yapmak
Tecrübeli kalıp üreticilerinin bildiği gerçek şudur: bir burcun kullanım amacı, sadece hareketi yönlendirmekten çok daha ileri gider. Yönlendirme sisteminiz, punta ve matris hizalaması, stripper mekanizmaları, malzeme besleme sistemleri ve genel die yapısal bütünlüğü ile entegre çalışır. Bu bağlantıları göz ardı ederek yalnızca yönlendirme burçlarını optimize etmek, elde edeceğiniz sonuçları sınırlar.
Bu entegrasyon perspektifi, kılavuz burç seçiminin kalıp tasarım aşamasında dikkate alınmasının neden önemli olduğunu açıklar—kalıp imalatının sonunda değil, başlangıçta öngörülmesi gerekir. CAE simülasyon araçları, gerçek çalışma yükleri altında kılavuz sisteminin davranışını tahmin edebilir ve çelik kesimden önce olası sorunları tespit edebilir. Doğru analiz, seçilen kılavuz teknolojisinin özel kalıp mimariniz içinde beklendiği gibi çalışacağını doğrular.
Toleransların dar olduğu ve üretim hacminin yüksek olduğu otomotiv presleme uygulamalarında, bu bütüncül yaklaşımı anlayan tedarikçilerle iş birliği yapmak ölçülebilir avantajlar sağlar. Shaoyi'nin IATF 16949 sertifikalı presleme kalıp çözümleri gelişmiş CAE simülasyonu ile uygun kılavuz sistemi spesifikasyonunu birleştirerek prototiplemeden önce tasarımların doğrulanmasını sağlar. İlk seferde onay alma oranlarının %93 olması, kılavuz burç seçiminden tüm kalıp sisteminin optimizasyonuna kadar uzanan mühendislik disiplinini yansıtır.
Yüksek hızlı hassasiyet için bilyalı rulman kılavuzları belirliyor olun ya da kirli ortamlar için sağlam kaymalı burçlar seçiyor olun, temeldeki prensip aynı kalır: kılavuz burcunun performansı, onu destekleyen toplam kalıp mühendisliği kadar iyidir. Kılavuz seçimini gerçek çalışma koşullarına uyarlayın, seçimi uygun analizlerle doğrulayın ve takım kalıp mükemmelliğinin her bileşene dikkat etmesi gerektiğini anlayan tedarikçilerle iş birliği yapın—spindelinizi koruyan kılavuz burçlar da dahil olmak üzere.
Bilyalı Rulman ile Kaymalı Kılavuz Burçlar Hakkında Sık Sorulan Sorular
1. Burç ile bilyalı rulman arasında ne fark vardır?
Bir burç, mil hareketi için pürüzsüz bir kayma yüzeyi sağlayan basit bir kolluk parçasıdır ve bilyalı rulman ise sürtünmeyi azaltmak için yuvalar içinde yer alan yuvarlanan elemanları (bilyalar) kullanır. Burçlar kayma temasına dayanır ve kirli ortamlara, düşük hızlara ve şok yüklerine daha uygundur. Bilyalı rulmanlar, ısı üretimi önemli olduğunda yüksek devirlerde (dakikada 200 stroktan fazla) kullanım için ideal olan, sürtünmeyi %90'a varan oranlarda düşüren çok daha düşük sürtünme sunar. Seçim, hız, yük, çevre ve bakım kabiliyeti dahil olmak üzere özel çalışma koşullarınıza bağlıdır.
2. Düz burçlar yerine ne zaman bilyalı rulman kılavuzları kullanmalıyım?
Uygulamanız dakikada 150-200'den fazla darbe ile çalışan yüksek hızlı progresif kalıpları içeriyorsa, binde birin altındaki konumsal tekrarlanabilirlik gerektiriyorsa, temiz veya kontrollü ortamlarda çalışıyorsa ve ağır darbeli yükleme yerine düzgün sürekli yükleme içeriyorsa bilyalı rulman kılavuzları seçin. Bilyalı rulmanlar, üstün hassasiyetleri ve azaltılmış sürtünmeleri nedeniyle başlangıç maliyetlerini haklı çıkaran uzun süreli üretim döngülerinde öne çıkar. Ancak kirli ortamlar, sert darbeli kesme işlemleri veya uygun hizalama sağlanamayan uygulamalar için uygun değildir.
3. Bronz burçların diğer kılavuz seçeneklerine göre avantajları nelerdir?
Bronz burçlar, yüzyıllardır başarılı endüstriyel kullanım ile kanıtlanmış güvenilirlik sunar. Temel avantajlar arasında ısı dağılımı için mükemmel termal iletkenlik, koruyucu oksit tabakası sayesinde doğal korozyon direnci, ağır kesme kalıpları için üstün şok yük dayanımı ve özel uygulamalar için kolay işlenebilirlik yer alır. Gömülü grafitli kendinden yağlamalı bronz seçenekleri bakım gereksinimlerini azaltır. Bronz, 100 SPM'nin altındaki düşük hızlarda çalışan kalıplar, kaçınılmaz kirlenme olan uygulamalar ve korozyon direnci gerektiren ortamlar için idealdir. Ana sınırlamaları ise modern alternatiflere göre ağırlık ve hız kapasitesidir.
4. Kılavuz burçlar için toplam mülkiyet maliyeti nasıl hesaplanır?
Toplam mülkiyet maliyeti, satın alma fiyatının ötesine geçerek kurulum işçiliğini (bilyalı rulmanlar düz burçlara göre 2-3 kat daha fazla kurulum süresi gerektirir), kullanım ömrü boyunca bakım maliyetlerini, yedek parça değiştirme giderlerini ve planlanmayan duruşlardan kaynaklanan üretim kayıplarını da kapsar. Altı ayda bir değiştirilmesi gereken düşük maliyetli bir burç, üç yıl dayanan bir üst düzey seçeneğe kıyasla daha fazla maliyete yol açabilir. Ekipmanızın bakım kapasitelerini dikkate alın—kesin yağlama programları gerektiren karmaşık bilyalı rulman sistemleri, uygun bakım sürekli sağlanmazsa beklenen performansı gösteremeyebilir. Shaoyi gibi IATF 16949 sertifikalı tedarikçiler, bileşen ömrünü uzatan hassas imalat ile toplam maliyetleri düşürmede yardımcı olur.
5. Kalıbımı düz burçlardan bilyalı rulmanlı kılavuzlara dönüştürebilir miyim?
Evet, ancak retrospektif uyarlama dikkatli bir değerlendirmeyi gerektirir. Üretim hızları orijinal özelliklerin ötesine geçerek termal sorunlara, hassasiyet gereksinimlerinin sıkılaşmasına, çevre kontrolünün iyileşmesine veya bakım olanaklarının genişlemesine neden olduğunda bilyalı rulmanlara yükseltme yapın. Bununla birlikte, kirlilikle ilgili arızalar tekrarlandığında, eski kalıp ayakkabılarındaki hizalama sorunları aşınmayı hızlandırdığında, gerçek hızlar beklenenden düşük olduğunda veya bakım kaynakları sınırlı olduğunda bilyalı rulmanlardan kaliteli düz burçlara geçmeyi düşünün. Mevcut kalıp geometrisinin farklı kılavuz bileşen boyutlarını karşılayabileceğini ve hizalama toleranslarının sağlanabileceğini her zaman doğrulayın.