 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

இணை அழுத்து இயந்திரம் மற்றும் பரிமாற்று அழுத்து இயந்திரம்: திறமைமிகுதி மற்றும் நெகிழ்வுத்தன்மை
சுருக்கமாக
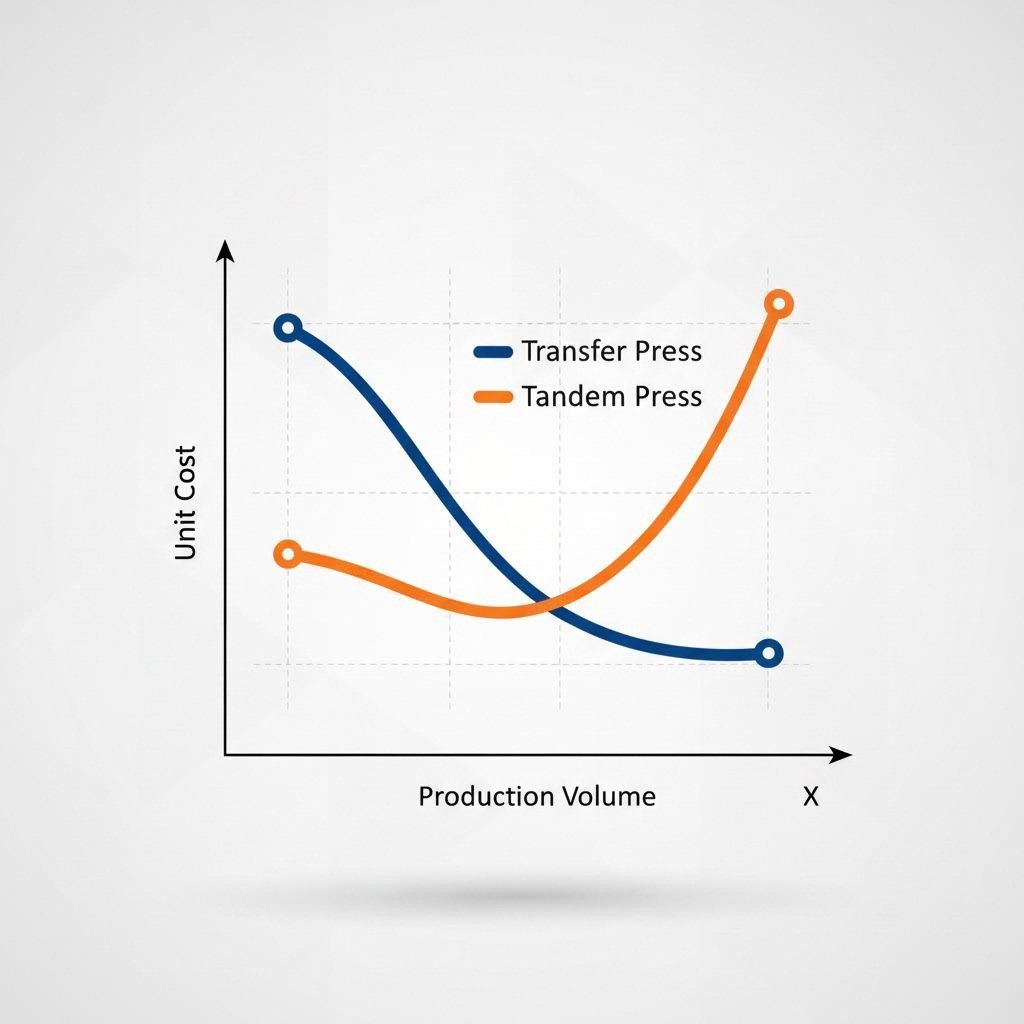
தேர்வு இணை அழுத்து இயந்திரம் மற்றும் பரிமாற்று அழுத்து இயந்திரம் ஸ்டாம்பிங் வேகம் மற்றும் நெகிழ்வுத்தன்மைக்கிடையே அடிப்படை உற்பத்தி வர்த்தக விஷயத்தைக் குறிக்கிறது. டிரான்ஸ்ஃபர் பிரஸ்கள் ஏற்றுமதிக்கப்பட்ட அதிவேக கட்டமைப்புகள், பல நிலைகளை ஒரே அடிப்பகுதியில் ஒருங்கிணைத்து, அதிக அளவிலான பாகங்களுக்கு சிறந்த திறமைமிகுதியை (15–30+ SPM) வழங்குகின்றன. மாறாக, இணை அழுத்து இயந்திர வரிசைகள் தனித்துவமான அழுத்தங்கள் ரோபோட்டிக் தானியங்கி மூலம் இணைக்கப்பட்டு, அதிக-கலவை உற்பத்திக்கு சிறந்த மாடுலாரிட்டி மற்றும் ஏற்புத்தன்மையை வழங்குகின்றன, இருப்பினும் வரலாற்று ரீதியாக குறைந்த வேகங்களில் (8–15 SPM). இறுதியாக, அதிகபட்ச தொகுதி மற்றும் பாகத்திற்கான குறைந்த செலவிற்காக டிரான்ஸ்ஃபரைத் தேர்ந்தெடுக்கவும்; செயல்பாட்டு நெகிழ்வுத்தன்மை மற்றும் பல்வேறு பாக குடும்பங்களுக்காக டான்டமைத் தேர்ந்தெடுக்கவும்.
1. முக்கிய வரையறைகள் & செயல்பாட்டு இயந்திரவியல்
இந்த தொழில்நுட்பங்களின் தந்திரோபாய மதிப்பைப் புரிந்து கொள்ள, முதலில் அவற்றின் உடல் கட்டமைப்பை வேறுபடுத்த வேண்டும். ஒரு டிரான்ஸ்ஃபர் பிரஸ் என்பது பல சாய்வு நிலையங்கள் அடுத்தடுத்து பொருத்தப்பட்டுள்ள நீண்ட படுக்கையைக் கொண்ட ஒரு தனி, பெரிய இயந்திரம் ஆகும். உள்ளக மெக்கானிக்கலாக ஒருங்கிணைக்கப்பட்ட டிரான்ஸ்ஃபர் அமைப்பு—பொதுவாக அழுத்த ஸ்லைடுடன் சரியாக ஒத்துழைக்கும் ரெயில்கள் அல்லது கிரிப்பர்கள் மூலம் பணிப்பகுதி இந்த நிலையங்களுக்கு இடையே நகர்த்தப்படுகிறது. இந்த ஒருங்கிணைப்பு பாகம் எப்போதும் நேர்மறையான கட்டுப்பாட்டில் இருக்கும் ஒரு மூடிய சூழலை உருவாக்குகிறது, துரித முடுக்கம் மற்றும் வேகம் குறைப்பதற்கு அனுமதிக்கிறது.
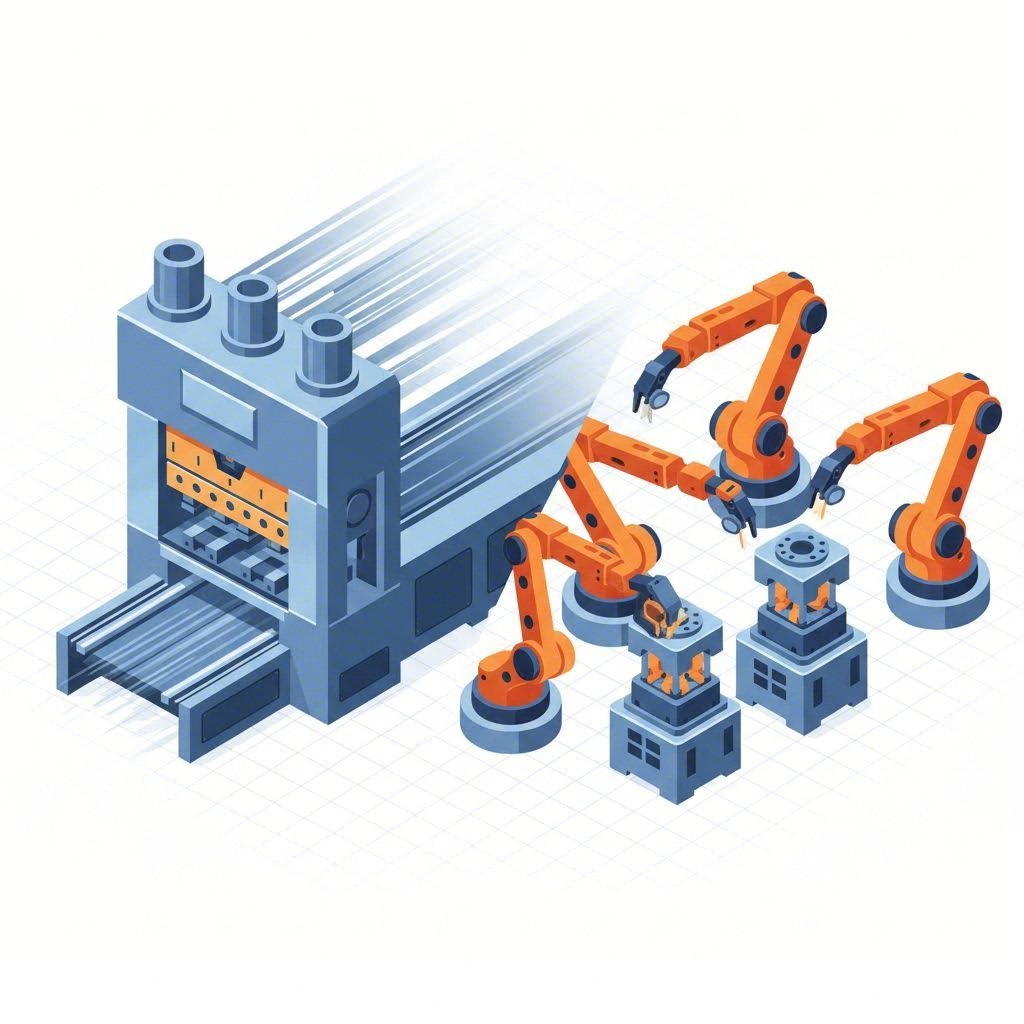
இதற்கு மாறாக, ஒ டான்டம் பிரஸ் லைன் ஒரு தொடர் சுயவல் (பொதுவாக 4 முதல் 6 அலகுகள் வரை) ஒரு கோட்டில் அமைக்கப்பட்ட சுயவல் ஆகும். முதல் சுயவல், தலைமை அல்லது தலைச் சுயவல் எனப்படுப்படுகிறது, பெரும்பாலும் கனமான இழுவைச் செயல்பாட்டை கையாளுகிறது, அடுத்து வரும் "தொடர்பவர்" சுயவல்கள் வெட்டுதல், துளையிடுதல், மற்றும் ஃபிளாங்கிங் போன்றவற்றை மேற்கொள்கின்றன. முக்கியமான வேறுபாடு தானியங்குத்தன்மையில் உள்ளது: பாகங்கள் வெளிப்புற ரோபோட்டிக் கைகள் அல்லது குறுக்கு பார் மாற்று அமைப்புகள் மூலம் சுயவல்களுக்கிடையே நகர்த்தப்படுகின்றன. இந்த பிரிப்பு தனி வரிசையின் தன்மையை வரையறுக்கிறது—இது ஒரு தனி ஒற்றை அலகு அல்ல, மாறாக ஒரு மாடுலார் சங்கிலியாகும்.
காட்சிப்புலத்தில், வேறுபாடு மிகத் தெளிவாக உள்ளது. மாற்று சுயவல் குறுகியதாக இருந்தாலும், அதன் குவிந்த டன் எடையை ஆதரிக்க ஆழமான, கனமான அடித்தளம் தேவைப்படுகிறது. தனி வரிசை தொழிற்சாலைத் தரையில் பரவுகிறது, அதிக சதுர அடிகளை தேவைப்படுத்தாலும், பராமரிப்புக்காக தனி நிலையங்களுக்கு எளிதான அணுகலை வழங்குகிறது. மாற்று சுயவல் ஒரு ஒருங்கிணைந்த கடிகார் இயந்திரத்தைப் போல செயல்படுகிறது, அதே நேரத்தில் தனி வரிசை பக்கெட் பிரிக்கேடின் போல செயல்படுகிறது—திறமையானது, ஆனால் தனி நபர்களிடையே கைமாறு சார்ந்தது.
2. வேகம் மற்றும் திறன் போட்டி (SPM பகுப்பாய்வு)
ஆட்டோமொபைல் ஸ்டாம்பிங் உலகில், நிமிடத்திற்கான ஸ்ட்ரோக்குகள் (SPM) லாபத்தின் அடிப்படையாக உள்ளது. வரலாற்று ரீதியாக டிரான்ஸ்ஃபர் பிரஸ் என்பது வேகத்தில் சாம்பியனாக இருந்தது. டிரான்ஸ்ஃபர் இயந்திரம் பிரஸ் இயக்கத்துடன் இயந்திர ரீதியாக இணைக்கப்பட்டிருப்பதால், அது ஸ்லைடுடன் சரியாக ஒத்துழைக்கிறது. இதன் காரணமாக, 15 முதல் 30 SPM வரை தொடர்ச்சியாக டிரான்ஸ்ஃபர் பிரஸ்கள் இயங்க முடிகிறது, சிறிய பாகங்களுக்கான சில அதிவேக அமைப்புகள் 60 SPM-ஐ மிஞ்சுகின்றன. மில்லியன் கணக்கான ஒரே மாதிரியான கிராஸ்-மெம்பர்கள் அல்லது சஸ்பென்ஷன் ஆர்ம்களை உற்பத்தி செய்யும் உற்பத்தியாளருக்கு, இந்த வேகம் தோற்கடிக்க முடியாதது.
இணை வரிசைகள் வழக்கமாக 8 முதல் 15 SPM வரையிலான வேகத்தில் செயல்பட்டு பின்தங்கியிருந்தன. இதற்கான குறுக்கீடு என்பது "கைகுலுக்கல்"— ஒரு ரோபோட் பிரஸ்ஸிற்குள் நுழைந்து, பாகத்தைப் பிடித்து, அதை வெளியே எடுத்து, அடுத்த பிரஸ்ஸில் வைக்க எடுத்துக்கொள்ளும் நேரம் ஆகும். ஆனால், இந்த இடைவெளி மூடிக்கொண்டு வருகிறது. நவீன சர்வோ-ஓட்டப்படும் இணை வரிசைகள் ஸ்ட்ரோக்கை உகந்த அளவாக்க, ரோபோட்களுக்காக அழுத்தை விசையாக திறக்குமாறு நிரலாக்கத்தக்க ஸ்லைடு இயக்கத்தைப் பயன்படுத்துக் கொள்ளவும். அதிக வேக கார்பன் பைபர் க்ராஸ்பார் ஊட்டுகளுடன் இணைக்கப்பட்டால், இந்த முன்னேறிய டாண்டம் வரிசைகள் இப்போது 18–21 SPM ஐ எட்டைய முடியும், நடுத்தர-அதிக தொகை பிரிவில் டிரான்ஸ்ஃபர் அழுத்தத்தின் ஆதிக்கத்தை சவால் செய்யும்.
| அம்சம் | டிரான்ஸ்ஃபர் பிரஸ் | மேலோட்டமான டாண்டம் வரிசை | சர்வோ டாண்டம் வரிசை |
|---|---|---|---|
| சாதாரண வேகம் | 15–30+ SPM | 8–12 SPM | 15–21 SPM |
| பாக கட்டுப்பாடு | தொடர்ச்சியான / இயந்திர | இடையிடையான / ரோபோட்டிக் | ஒத்திசைவு சேவையகம் |
| சிறப்பாக பொருந்தும் | வெகுஜன உற்பத்தி (அளவு) | கனமான பாகங்கள் / குறைந்த வேகம் | உயர் கலவை / உயர் வேகம் |
3. நெகிழ்வுத்தன்மை மற்றும் பொருந்தக்கூடிய தன்மைஃ மூலோபாய மையம்
வேகம் என்பது பரிமாற்ற அச்சகத்தின் சூப்பர் சக்தி என்றால், நெகிழ்வுத்தன்மை என்பது டாண்டம் லைனின் கோட்டை. ஒரு இடமாற்ற அச்சகம் என்பது "தனிப்பட்ட நிபுணர்". ஒரு பகுதி குடும்பத்திலிருந்து மற்றொரு பகுதிக்கு உற்பத்தியை மாற்றுவது பெரும்பாலும் பெரிய மூன்று அச்சு ரெயில்களை மாற்றுவதையும் முழு உள் பரிமாற்ற புள்ளியையும் மறுசீரமைப்பதையும் தேவைப்படுகிறது. ஒரு சிக்கலான பொறியியல் சாதனை. இது "அளவிலான பொருளாதாரங்கள்" என்பதில் வளர்கிறது, அங்கு இயந்திரம் அதே பகுதியை வாரங்கள் அல்லது மாதங்கள் இயக்குகிறது. இது இறுக்கமான, சக்தி வாய்ந்த மற்றும் அடிக்கடி இடையூறுகளை பொறுக்காதது.
இருப்பினும், தொடர் வரிசை 'எல்லைகளின் பொருளாதாரத்தை' வழங்குகிறது. அச்சுகளும் ரோபோக்களும் சுயாதீனமானவை என்பதால், வரிசையை முடிவில்லாமல் மறுவடிவமைக்க முடியும். ஒரு எளிய பாகத்திற்காக ஒரு நிலையத்தைத் தவிர்க்க வேண்டுமா? அச்சு #3 ஐ தவிர்க்க ரோபோக்களை மீண்டும் நிரல்படுத்துங்கள். இன்று ஒரு பெரிய உடல் பக்க தட்டையும், நாளை ஒரு சிறிய ஃபெண்டரையும் கையாள்கிறீர்களா? ரோபோக்கள் உடனடியாக அவற்றின் பிடி பாதைகளை சரிசெய்ய முடியும். இந்த மாடுலாரிட்டி ஒரே சொத்தில் பல்வேறு தயாரிப்பு கலவைகளை இயக்க உற்பத்தியாளர்களை அனுமதிக்கிறது, பல்வேறு OEM தளங்களுக்கு சேவை செய்ய வேண்டிய டியர் 1 வழங்குநர்களுக்கு தொடர் வரிசைகளை விருப்பமான தேர்வாக ஆக்குகிறது.
ஆபரேஷனல் தடையொன்றுமையும் தொடர் அணுகுமுறையை ஆதரிக்கிறது. ஒரு டிரான்ஸ்ஃபர் பிரஸில், முக்கிய இயக்கத்தில் அல்லது டிரான்ஸ்ஃபர் ரயிலில் ஏற்படும் தோல்வி முழு வரிசையையும் நிறுத்தும் - "ஒன்று கீழே, அனைத்தும் கீழே". தொடர் வரிசையில், ஒரு தனி அச்சு பராமரிப்பிற்காக கீழே சென்றால், சில நேரங்களில் ஒரு பகுதி செயல்முறையை இயக்கவோ அல்லது குறைபாடுள்ள அலகை தவிர்க்கவோ (அச்சு செயல்முறையைப் பொறுத்து) முடியும், இது டெலிவரி அட்டவணைகளைப் பாதுகாக்கும் மறுபயன்பாட்டு அடுக்கை வழங்குகிறது.
4. பொருளாதார பகுப்பாய்வு: CAPEX எதிர் TCO
நிதி முடிவு என்பது விலைப்பட்டியல் விலைக்கு மேலதாக உள்ளது. அதிக டன் அளவு கொண்ட டிரான்ஸ்ஃபர் பிரஸ், இயந்திரத்திற்காக மட்டுமல்லாமல், நிறுவலுக்காக தேவையான பெரிய அளவிலான அடித்தளம் மற்றும் சிறப்பு கனமான லிஃப்ட் கிரேன்களுக்காகவும் பெரும் முன்னதாக முதலீட்டுச் செலவை (CAPEX) தேவைப்படுத்துகிறது. இது ஒரு "நிறுவனத்தை அபாயத்தில் போடும்" சொத்தாகும், அதன் செலவை அமோர்ட்டைஸ் செய்ய இது தொடர்ந்து இயங்க வேண்டும்.
டாண்டம் வரிகள் மிகவும் நெகிழ்வான முதலீட்டு மாதிரியை வழங்குகின்றன. ஒரு உற்பத்தியாளர் மூன்று பிரஸ்களின் வரியுடன் தொடங்கி, வணிகம் வளர்ந்தால் இரண்டு ஆண்டுகளுக்குப் பிறகு நான்காவது அல்லது ஐந்தாவது அலகைச் சேர்க்கலாம். இந்த "கட்ட முதலீட்டு" உத்தி பணப் பாய்வை மேம்படுத்துகிறது மற்றும் அபாயத்தைக் குறைக்கிறது. எனினும், மொத்த மாற்றுச் செலவு (TCO) ஒரு நுணுக்கமான கதையைச் சொல்கிறது. டிரான்ஸ்ஃபர் பிரஸ்கள் முன்னதாக அதிக செலவாக இருந்தாலும், அவற்றின் மையப்படுத்தப்பட்ட செயல்பாடு பெரும்பாலும் ஒரு பாகத்திற்கான குறைந்த ஆற்றல் நுகர்வையும், குறைந்த உழைப்பையும் (ஒரு ஆபரேட்டர் vs. பெரிய டாண்டம் வரிக்கு பல ஆபரேட்டர்கள்) ஏற்படுத்துகிறது. மாறாக, டாண்டம் வரிகள் பல ஹைட்ராலிக் அமைப்புகள், ரோபோட் கன்ட்ரோலர்கள் மற்றும் பாதுகாப்பு இடைமுடிபுகளை பராமரிப்பதற்கான அதிக "மென்செலவுகளை" ஏற்படுத்துகின்றன.
முழு டிரான்ஸ்ஃபர் அல்லது டாண்டம் லைனுக்கான மூலதன முதலீடு தடையாக இருக்கும் உற்பத்தியாளர்களுக்கு, அல்லது தொகை முன்னறிவிப்பில்லாமல் ஏற்ற இறக்கமாக இருக்கும் இடங்களில், ஒரு சிறப்பு ஒப்பந்த உற்பத்தியாளருடன் இணைவது மூலோபாய தீர்வாக அமைகிறது. Shaoyi Metal Technology iATF 16949 சான்றளிக்கப்பட்ட பாகங்களை வழங்குவதற்காக அதிக டன் துல்லிய பிரஸ்களை (அதிகபட்சம் 600 டன்) பயன்படுத்துகின்றன, விரைவான முன்மாதிரி தயாரிப்பிலிருந்து அதிக தொகையிலான தொடர் உற்பத்தி வரை நிலைநிறுத்தக்கூடிய பாதையை நிலையான சொத்து இடரை எடுக்காமல் வழங்குகின்றன.
5. முடிவெடுக்கும் அணி: உங்களுக்கு எது சரியானது?
சரியான தொழில்நுட்பத்தைத் தேர்ந்தெடுப்பதற்கு, உங்கள் உற்பத்தி நிஜத்தை இயந்திரத்தின் வலிமைகளுடன் ஒப்பிட வேண்டும். உங்கள் முதலீட்டு மூலோபாயத்தை வழிநடத்த இந்த முடிவெடுக்கும் அணியைப் பயன்படுத்தவும்:
-
டிரான்ஸ்ஃபர் பிரஸைத் தேர்ந்தெடுக்கவும் இது உங்களுக்கு ஏற்றது எனில்:
- தொகையே முக்கியம்: ஒரே பாகத்தின் ஆண்டுக்கு 1 மில்லியன்+ பாகங்கள் உங்களுக்குத் தேவைப்படுகிறது.
- இடம் குறைவாக உள்ளது: உங்கள் தொழிற்சாலை தரையின் சதுர மீட்டருக்கு அதிகபட்ச உற்பத்தி தேவைப்படுகிறது.
- பாக வடிவமைப்பு மாறாமல் உள்ளது: நீங்கள் ஒத்த அளவுகள் மற்றும் டிரான்ஸ்பெர் பிச்களைக் கொண்ட பாகங்களின் குடும்பத்தை உருவாக்கி வருகிறீர்கள்.
- பொருள் செயல்திறன்: உபரி குப்பையை குறைப்பதற்காக துல்லியமான கட்டுப்பாட்டுடன் ஆழமான டிரா திறன்கள் தேவை.
-
டாண்டம் லைனை தேர்ந்தெடுக்கவும் இதற்காக:
- கலவை அதிகமாக உள்ளது: நீங்கள் பெரிதும் மாறுபட்ட பாகங்களின் சிறிய தொகுப்புகளை உருவாக்குகிறீர்கள் (எ.கா., கதவுகள், ஹூடுகள், மற்றும் தூண்கள் ஒரே வரிசையில்).
- பாகங்கள் பெரிதாக உள்ளன: கூறுகளின் அளவுகள் சாதாரண டிரான்ஸ்பெர் பிரஸ்களின் படுக்கை அளவை விட அதிகமாக உள்ளன (எ.கா., முழு உடல் பக்கங்கள்).
- பட்ஜெட் கட்டமைப்பு: நீங்கள் மூலதன முதலீட்டை பல ஆண்டுகளாக பரப்ப வேண்டும்.
- தடையின்மை முக்கியமானது: ஒற்றை உறுப்பு தோல்வியினால் முழு வரிசை நிறுத்தத்தை நீங்கள் ஏற்றுக்கொள்ள முடியாது.
முடிவு
இடையேயான வாதம் இணை அழுத்து இயந்திரம் மற்றும் பரிமாற்று அழுத்து இயந்திரம் ஸ்டாம்பிங் எந்த தொழில்நுட்பம் சிறந்தது என்பது அல்ல, உங்கள் தொழில் மாதிரிக்கு எது பொருந்துகிறது என்பதைப் பற்றியது. நிலையான, அதிக அளவு தொடர் உற்பத்திக்கு டிரான்ஸ்ஃபர் ப்ரஸ் திறமையில் சந்தேகமற்ற அரசராக உள்ளது. தொடர் வரிசை, குறிப்பாக நவீன சர்வோ ஒருங்கிணைப்புடன், மாறுபடும் சந்தை தேவைகளுக்கு ஏற்ப மாற தயாராக உள்ள அதிக-கலவை உற்பத்தியின் நெகிழ்வான முதல்வராக உள்ளது. உங்கள் தொகை, பாகங்களின் சிக்கல் மற்றும் நீண்டகால நெகிழ்வுத் தேவைகளைப் பகுப்பாய்வு செய்வதன் மூலம், உங்கள் ப்ரஸ் ஷாப்பை போட்டி நன்மையாக மாற்றும் அமைப்பை நீங்கள் பயன்படுத்தலாம்.
அடிக்கடி கேட்கப்படும் கேள்விகள்
1. தொடர் மற்றும் டிரான்ஸ்ஃபர் ப்ரஸ்களுக்கு இடையே உள்ள முக்கிய வேறுபாடு என்ன?
முதன்மை வேறுபாடு டிரான்ஸ்ஃபர் இயந்திரம் மற்றும் இயந்திர அமைப்பில் உள்ளது. டிரான்ஸ்ஃபர் ப்ரஸ் என்பது உட்புற ரயில்கள் மூலம் பாகங்கள் நிலையங்களுக்கு இடையே நகரும் ஒற்றை தனித்துவமான இயந்திரம் ஆகும். தொடர் ப்ரஸ் என்பது ரோபோட்டிக் கைகள் அல்லது குறுக்கு பார் தானியங்கி மூலம் பாகங்கள் இயந்திரங்களுக்கு இடையே நகர்த்தப்படும் தனி, தனி ப்ரஸ்களின் வரிசை ஆகும்.
2. எந்த அச்சு வகை வேகமானது?
பொதுவாக டிரான்ஸ்ஃபர் அச்சுகள் வேகமானவை, ஒரு நிமிடத்திற்கு 15 முதல் 30+ ஸ்ட்ரோக்கள் (SPM) வரை செல்லக்கூடியவை, ஏனெனில் அவை ஒருங்கிய இயந்திர டிரான்ஸ்ஃபரைக் கொண்டுள்ளன. பாரம்பரிய டாண்டம் வரிசைகள் மெதுவாக இயங்குகின்றன (8–15 SPM), இருப்பினும் நவீன சர்வோ-ஓட்டப்படும் டாண்டம் வரிசைகள் இந்த இடைவெளியைக் குறைத்து, அதிகபட்சம் 21 SPM வரை செல்கின்றன.
3. டாண்டம் வரிசை டிரான்ஸ்ஃபர் அச்சு உருவாக்கும் போல அதே பாகங்களை உருவாக்க முடியுமா?
ஆம், இரு அமைப்புகளும் டிராஃபிங், டிரிமிங், பியர்சிங் போன்ற ஒத்த செயல்களைச் செய்யலாம். இருப்பினும், டிரான்ஸ்ஃபர் அச்சுகள் அவற்றின் படுக்கை அளவு மற்றும் டிரான்ஸ்ஃபர் பிட்ச் காரணமாக கட்டுப்படுகின்றன, எனவே மிகப்பெரிய பாகங்களை உருவாக்குவதற்கு, ஸ்டேஷன்களுக்கிடையே அதிக இடம் தேவைப்படும் ஆட்டோமொபைல் பாடி பக்கங்கள் போன்றவை டாண்டம் வரிசைகளுக்கு ஏற்றவை.