 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

ஒற்றை-நிலை மற்றும் படிமுறை டை: ஒரு தொழில்நுட்ப ஒப்பீடு

சுருக்கமாக
ஒவ்வொரு அழுத்து ஓட்டத்திற்கும் ஒரு தனி உலோக ஸ்டாம்பிங் செயல்பாட்டை ஒற்றை-நிலை சாய்வுகள் செயல்படுத்துகின்றன, எளிய பாகங்கள், முன்மாதிரிகள் மற்றும் குறைந்த அளவு உற்பத்தி ஓட்டங்களுக்கு இது செலவு-பயனுள்ள தேர்வாக இருக்கிறது. மாறாக, முன்னேறும் சாய்வுகள் தொடர்ச்சியான உலோக சுருளை பல நிலையங்கள் வழியாக ஊட்டும் முழுமையாக தானியங்கி அமைப்பைப் பயன்படுத்துகின்றன, ஒரு அழுத்து ஓட்டத்தில் செயல்பாடுகளின் தொடரை செயல்படுத்துகின்றன. இந்த முறை அசாதாரணமாக திறமையானது மற்றும் அதிக மீள்தன்மையுடன் அதிக அளவில் சிக்கலான பாகங்களை உற்பத்தி செய்வதற்கு ஏற்றது.
அடிப்படைகளைப் புரிந்து கொள்ளுதல்: ஒற்றை-நிலை சாய்வு என்றால் என்ன?
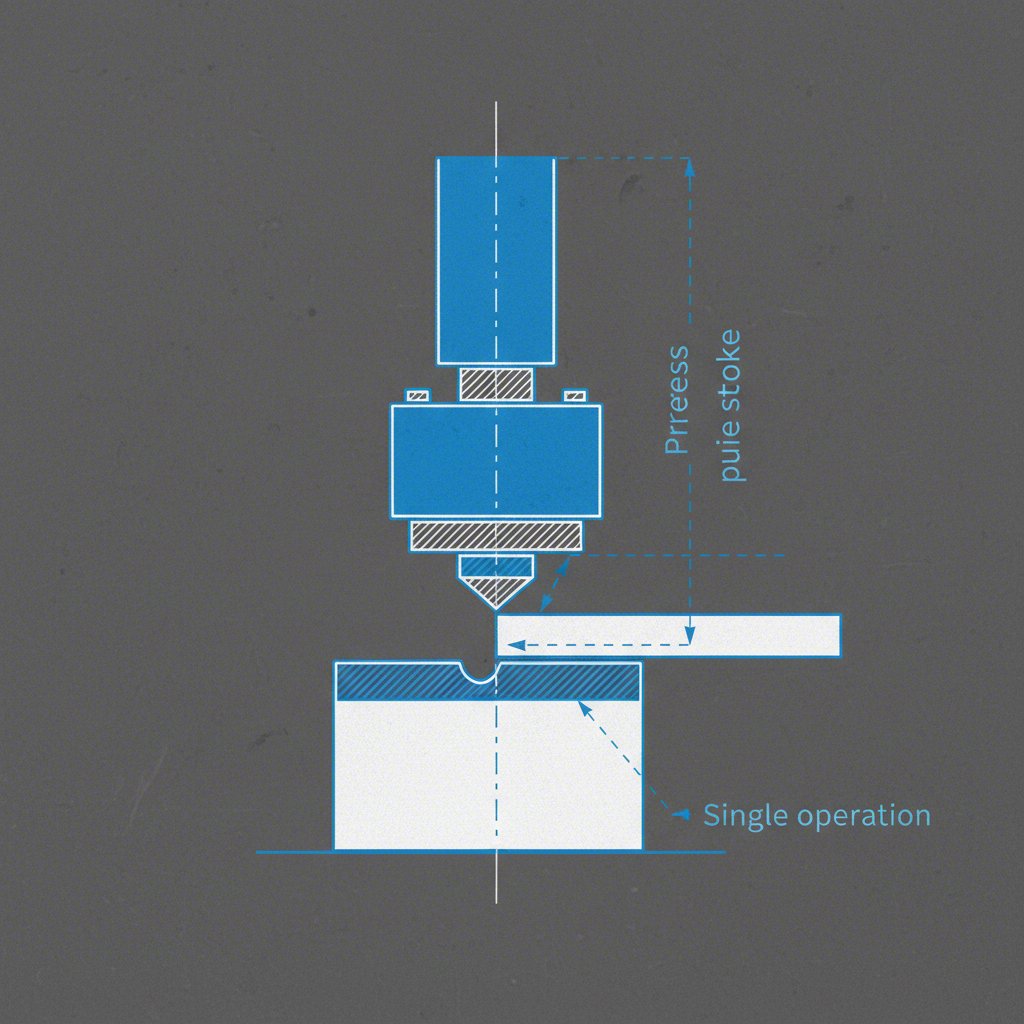
ஒருநிலை டை, பெரும்பாலும் கையால் இயக்கப்படும் அல்லது ஒற்றைச் செயல்பாட்டு டை என அழைக்கப்படுகிறது, இது உலோக ஸ்டாம்பிங்கில் அடிப்படையான முறையாகும். இதன் முக்கிய கொள்கை எளிமையாகும்: ஒவ்வொரு அழுத்துதலுக்கும் ஒரு குறிப்பிட்ட செயல்பாட்டை மட்டும் செய்யும் வகையில் டை வடிவமைக்கப்பட்டுள்ளது. இது ஓர் எளிய பணியாக இருக்கலாம், உதாரணமாக, ஒரு துளையை உருவாக்குதல், ஒரு மடிப்பை உருவாக்குதல் அல்லது உலோகத் தகட்டிலிருந்து ஒரு பகுதியை வெட்டி எடுத்தல் போன்றவை. இந்தச் செயல்முறையில் பெரும்பாலும் ஒவ்வொரு செயலுக்கும் ஆபரேட்டர் கையால் பொருளை அல்லது பகுதியை அழுத்துதலில் ஊடுருவிக் கொள்கிறார், இருப்பினும் அரை-தானியங்கி ஏற்றுதலும் சாத்தியமாகும்.
ஒற்றை-நிலை கருவி வடிவமைப்பு எளிமையானதாக உள்ளது, இது சில தொழில்துறை சூழ்நிலைகளில் முக்கியமான நன்மைகளை அளிக்கிறது. கருவி ஒரே ஒரு பணியை மட்டும் செய்தால் போதுமானதாக இருப்பதால், அதன் வடிவமைப்பு, தயாரிப்பு மற்றும் அமைத்தல் ஆகியவை ஒப்பீட்டளவில் விரைவானதும், குறைந்த செலவுடையதுமாக உள்ளன. இது சந்தைக்கு விரைவாக வரவேண்டிய திட்டங்களுக்கு, புதிய வடிவமைப்பைச் சோதிக்க முன்மாதிரிகளை உருவாக்குதல் அல்லது சோதனை இயக்கங்களை நடத்துதல் போன்றவற்றிற்கு சிறந்த தேர்வாக இருக்கிறது. பல்வேறு செயல்பாடுகளுக்கு கருவியை விரைவாக மாற்றுவதற்கான திறன், குறைந்த நிறுத்த நேரம் மற்றும் செலவில் வடிவமைப்பு மாற்றங்களை ஏற்படுத்த உதவுகிறது.
இருப்பினும், ஒற்றை-நிலை டைக்களின் எளிமை உற்பத்தி வேகம் மற்றும் உழைப்பு தீவிரத்தன்மை ஆகியவற்றைப் பொறுத்தவரை குறைபாடுகளுடன் வருகிறது. ஒவ்வொரு செயல்பாடும் தனி அழுத்து சுழற்சியையும் பெரும்பாலும் கையால் கையாளுதலையும் தேவைப்படுவதால், மொத்த வெளியீடு தானியங்கி மாற்றுகளை விட மிகவும் குறைவாக உள்ளது. பல படிநிலைகளை தேவைப்படும் சிக்கலான பாகங்களுக்கு - எடுத்துக்காட்டாக, பல வளைவுகள், துளைகள் மற்றும் வெட்டுகளின் தொடர் - செயல்முறை தனி செயல்பாடுகளின் தொடராக மாறுகிறது, இது நேரத்தையும் பிழை வாய்ப்பையும் அதிகரிக்கிறது. இது செயல்திறன் மற்றும் ஒரு யூனிட் செலவு முதன்மை காரணிகளாக உள்ள அதிக அளவு உற்பத்திக்கு ஏற்றதாக இல்லை.
ஒற்றை-நிலை டைக்களின் முக்கிய பண்புகள் பின்வருமாறு:
- நன்மைகள்: குறைந்த ஆரம்ப கருவி செலவு, கருவி உருவாக்கத்திற்கான விரைவான தலைநேரங்கள், எளிய மற்றும் அமைப்பதற்கு எளிதான கட்டமைப்பு, வடிவமைப்பு மாற்றங்களுக்கு அதிக நெகிழ்வுத்தன்மை.
- குறைபாடுகள்ஃ மெதுவான உற்பத்தி விகிதங்கள், கையால் பாகங்களை கையாளுவதால் உயர்ந்த உழைப்பு செலவுகள், பல செயல்பாடுகளை தேவைப்படும் சிக்கலான பாகங்களுக்கு செயல்திறன் இன்மை.
அதிக அளவு உற்பத்தியின் சக்தி மிகு கருவி: படிமுறை டை என்றால் என்ன?
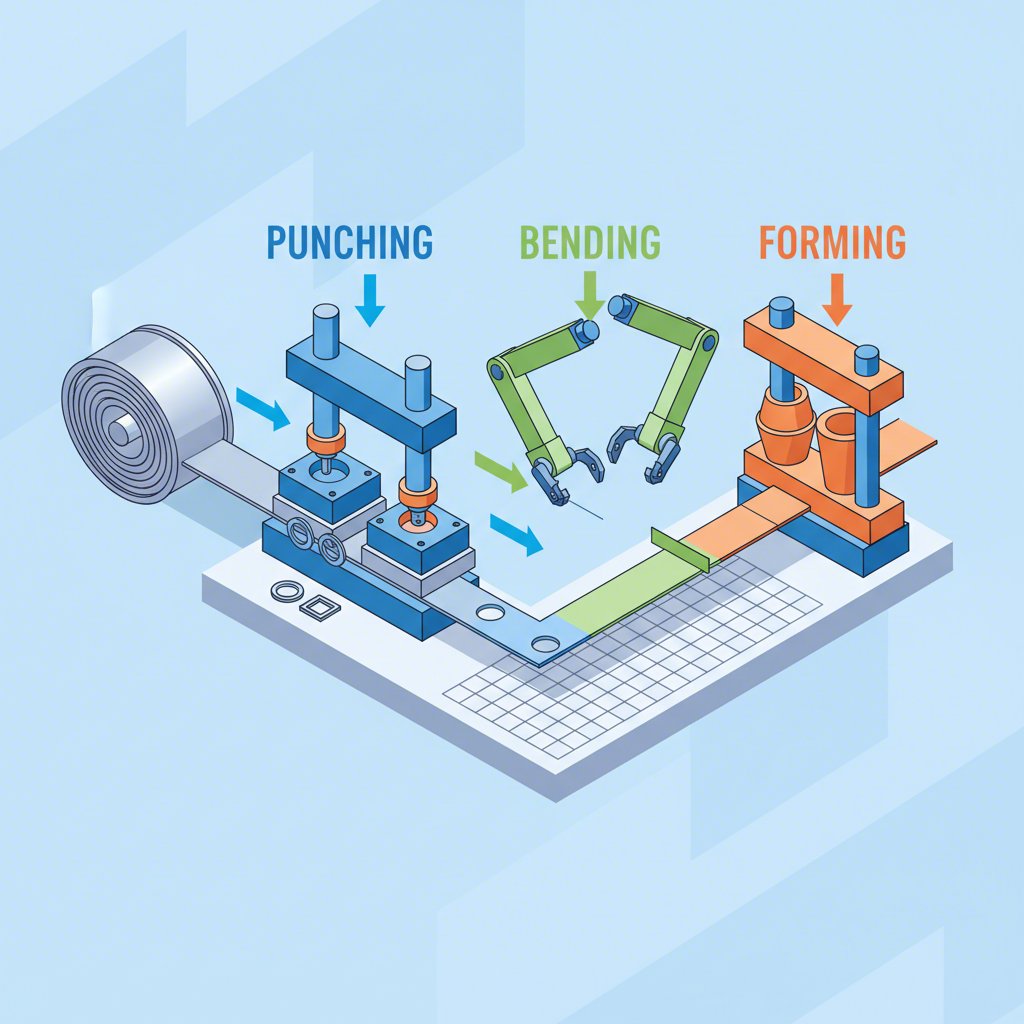
முன்னேறும் சாப்பு ஸ்டாம்பிங் தொடர் உற்பத்திக்காக வடிவமைக்கப்பட்ட மிகவும் திறமையான, தானியங்கி தயாரிப்பு செயல்முறையாகும். அதன் ஒற்றை-நிலை எதிர்ப்புறத்தை விட மாறுபட்டு, ஒரு முன்னேறும் சாப்பு ஒரே கருவியில் ஒருங்கிணைக்கப்பட்ட பல நிலையங்களில் பல செயல்களை ஒரே நேரத்தில் செயல்படுத்துகிறது. இந்த செயல்முறை தொடர்ச்சியான ஷீட் உலோகத்தின் சுருளை அழுத்தத்தில் தானியங்கியாக ஊட்டுவதில் தொடங்குகிறது. இந்த உலோக நாடா 'முன்னேறும்' போது, வெட்டுதல், பஞ்சிங், வளைத்தல் அல்லது காய்னிங் போன்ற தனித்துவமான செயல்களை ஒவ்வொரு நிலையமும் துல்லியமான வரிசையில் செயல்படுத்துகிறது.
இந்தச் செயல்முறையின் புதுமை அதன் தானியங்குத்தன்மை மற்றும் துல்லியத்தில் அடங்கியுள்ளது. தொடர் வரிசையில் உலோகத் தட்டை சரியான சீரமைப்பை உறுதி செய்யும் வகையில் பைலட் துளைகளால் இறுக்கமாகப் பிடித்து வைத்திருப்பதன் மூலம், ஒரு நிலையத்திலிருந்து மற்றொன்றிற்கு நகரும்போதும் அது இணைந்தே இருக்கும். தட்டை இறுதி நிலையத்தை எட்டும்போது, அதிலிருந்து ஒரு முழுமையான பாகம் வெட்டப்படுகிறது. இந்தத் தொடர்ச்சியான, தடையில்லாத செயல்பாடு மிக அதிக உற்பத்தி விகிதத்தை சாத்தியமாக்குகிறது. இதன் மூலம் ஆயிரக்கணக்கான அல்லது மில்லியன் கணக்கான ஒரே மாதிரியான பாகங்களை அசாதாரண ஒருங்கிசைவுடனும், கண்டிப்பான தரத்துடனும் உற்பத்தி செய்ய முடிகிறது. இந்த அளவிலான மீள்தன்மை ஆட்டோமொபைல், எலக்ட்ரானிக்ஸ் மற்றும் விமான போக்குவரத்து போன்ற துறைகளில் மிகவும் முக்கியமானது.
இந்த அற்புதமான திறனுக்கான முதன்மை வர்த்தக-ஆஃப் என்பது கருவியின் சிக்கலான தன்மையும் செலவும் ஆகும். முன்னேறும் இடங்கள் சிக்கலானவை, நிபுணத்துவ வடிவமைப்பு மற்றும் துல்லிய பொறியியல் தேவைப்படுகிறது, இது கருவி உற்பத்திக்கான முன்கூட்டியே அதிக முதலீட்டையும், நீண்ட தயாரிப்பு நேரத்தையும் ஏற்படுத்துகிறது. ஒற்றை நிலையத்திற்கு ஏற்படும் எந்த சேதமும் பழுதுபார்க்க முழு இட தொகுப்பையும் அகற்ற தேவைப்படுத்தலாம், இது குறிப்பிடத்தக்க நிறுத்த நேரத்தை ஏற்படுத்தலாம். இந்த காரணிகளால், முன்னேறும் இடை ஸ்டாம்பிங் ஆரம்ப கருவி செலவை பெரிய அளவிலான பாகங்கள் மூலம் சமப்படுத்தக்கூடிய அதிக அளவு ஆர்டர்களுக்கு ஏற்றதாக உள்ளது, இதன் விளைவாக நீண்ட காலத்தில் ஒரு அலகுக்கான மிகக் குறைந்த செலவு ஏற்படுகிறது.
முன்னேறும் இடங்களின் முக்கிய பண்புகள் பின்வருமாறு:
- நன்மைகள்: மிக அதிக உற்பத்தி விகிதங்கள், தானியங்குமயமாக்கத்தால் குறைந்த உழைப்புச் செலவு, அதிக மீள்தன்மை மற்றும் ஒருமைப்பாடு, மற்றும் குறைந்த பொருள் வீணாக்கம்.
- குறைபாடுகள்ஃ ஆரம்ப கருவி முதலீட்டில் அதிக செலவு, இட உற்பத்திக்கான நீண்ட தயாரிப்பு நேரம், மற்றும் வடிவமைப்பு மற்றும் பராமரிப்பில் அதிக சிக்கல்.
நேரடி ஒப்பீடு: ஒற்றை-நிலை எதிர் முன்னேறும் இடை
ஒற்றை-நிலை மற்றும் படிக்கிரமமான டை ஆகியவற்றில் தேர்வு செய்வது ஒரு திட்டத்தின் குறிப்பிட்ட தேவைகளைப் பொறுத்தது. இரண்டுமே உலோகத்தை வடிவமைக்கின்றன, ஆனால் தயாரிப்பு அளவில் வெவ்வேறு பயன்பாடுகளைக் கொண்டுள்ளன. முக்கிய காரணிகளில் நேரடி ஒப்பீடு அவற்றின் வேறுபட்ட நன்மைகள் மற்றும் சிறந்த பயன்பாட்டு வழக்குகளை வெளிப்படுத்துகிறது. "சியா சாங்" என்ற நிபுணர்கள் குறிப்பிடுவது போல, அடிப்படை வேறுபாடு என்னவென்றால், ஒற்றை-நிலை டைகள் ஒவ்வொரு ஓட்டத்திற்கும் ஒரு செயல்பாட்டை மேற்கொள்கின்றன, அதே நேரத்தில் படிக்கிரமமான டைகள் தொடர்ச்சியான, தானியங்கி உற்பத்திக்காக பல நிலையங்களைப் பயன்படுத்துகின்றன. இந்த அடிப்படை வேறுபாடு செலவு, வேகம் மற்றும் பயன்பாடு ஆகியவற்றில் ஏற்படும் மற்ற அனைத்து வேறுபாடுகளையும் தூண்டுகிறது. சியா சாங் , ஒற்றை-நிலை டைகள் ஒவ்வொரு ஓட்டத்திற்கும் ஒரு செயல்பாட்டை மேற்கொள்கின்றன, அதே நேரத்தில் படிக்கிரமமான டைகள் தொடர்ச்சியான, தானியங்கி உற்பத்திக்காக பல நிலையங்களைப் பயன்படுத்துகின்றன. இந்த அடிப்படை வேறுபாடு செலவு, வேகம் மற்றும் பயன்பாடு ஆகியவற்றில் ஏற்படும் மற்ற அனைத்து வேறுபாடுகளையும் தூண்டுகிறது.
பின்வரும் அட்டவணை இரண்டு செயல்முறைகளுக்கிடையே உள்ள முக்கிய வேறுபாடுகளை உடைக்கிறது:
| காரணி | ஒற்றை-நிலை டை | Progressive die |
|---|---|---|
| தத்துவக் கொள்கை | அச்சு ஓட்டத்திற்கு ஒரு செயல்பாட்டை மேற்கொள்கிறது. பொதுவாக கையால் அல்லது அரை-தானியங்கி பாகங்களை ஊட்டுவதை தேவைப்படுத்துகிறது. | தானியங்கி குவிப்பு ஊட்டும் முறைமையைப் பயன்படுத்தி ஒரு அச்சு ஓட்டத்தில் பல தொடர் செயல்பாடுகளை மேற்கொள்கிறது. |
| உற்பத்தி அளவு | குறைந்த அளவு உற்பத்தி, முன்மாதிரிகள் மற்றும் தொடக்க திட்டங்களுக்கு ஏற்றது. | ஆயிரக்கணக்கான அல்லது மில்லியன் கணக்கான பாகங்களைப் பெருமளவில் உற்பத்தி செய்வதற்கு மிகவும் ஏற்றது. |
| வேகம் | தனி நடவடிக்கைகள் மற்றும் பாகங்களை கையாளுவதால் மொத்த செயல்திறன் மெதுவாக இருக்கும். | தொடர்ச்சியான, தானியங்கி இயங்கும் தன்மையால் மிக அதிக உற்பத்தி வீதம். |
| பகுதி சிக்கல் | ஒன்று அல்லது இரண்டு அம்சங்களை மட்டும் கொண்ட எளிய பாகங்களுக்கு ஏற்றது. சிக்கலான பாகங்களுக்கு பல அமைப்புகள் தேவைப்படும். | ஒரே சுழற்சியில் பல வளைவுகள், வெட்டுகள் மற்றும் வடிவங்கள் தேவைப்படும் சிக்கலான பாகங்களுக்கு சிறந்தது. |
| கருவி செலவு மற்றும் தேவைக்கேற்ப தயாரிப்பு நேரம் | குறைந்த ஆரம்ப செலவு மற்றும் குறுகிய தயாரிப்பு நேரம் (பொதுவாக 3-4 வாரங்கள்). | அதிக ஆரம்ப முதலீடு மற்றும் நீண்ட தயாரிப்பு நேரம் (பொதுவாக 4-6 வாரங்கள் அல்லது அதற்கு மேல்). |
| உழைப்பு செலவுகள் | கையால் கையாளுதல் மற்றும் பல அமைப்புகளால் ஒரு பாகத்திற்கான உழைப்புச் செலவு அதிகம். | இயந்திரத்தை தானியங்கி இயக்குவதால் உழைப்புச் செலவு மிகக் குறைவு. |
| பொருள் வீணாவது | சிக்கலான பகுதிக்கு பல அமைப்புகள் தேவைப்பட்டால் அதிகமாக இருக்கலாம். | ஒரு கேரியர் ஸ்ட்ரிப் தேவைப்பட்டாலும், ஸ்ட்ரிப் அமைப்பை அதிகபட்சமாக்குவதன் காரணத்தால் பொதுவாக குறைவாக இருக்கும். |
| நல்ல பயன்பாடுகள் | முன்மாதிரிகள், சிறிய அளவிலான ஆர்டர்கள், எளிய பிராக்கெட்டுகள் மற்றும் ஒற்றை-வளைவு பாகங்கள். | ஆட்டோமொபைல் பாகங்கள், மின்சார இணைப்பான்கள், உபகரண பாகங்கள் மற்றும் பெரிய அளவிலான, சிக்கலான பாகங்கள். |
அடிப்படையில், முதலீட்டுச் செலவு மற்றும் நீண்டகால இயக்கச் செலவுகளுக்கு இடையே உள்ள ஒரு பாரம்பரிய வர்த்தக ஈடுபாடுதான் இந்த முடிவு. ஒற்றை-நிலை டை, உற்பத்திக்கு குறைந்த தடையை வழங்குகிறது, இது ஒரு வடிவமைப்பைச் சோதிக்கவோ அல்லது சிறிய ஆர்டரை நிரப்பவோ சரியானது. மாறாக, புரோகிரஸிவ் டை என்பது திறமையில் ஒரு நீண்டகால முதலீடு, ஒற்றை-நிலை கருவியணிவை விட அதிக அளவிலும் வேகத்திலும் பாகங்களை உற்பத்தி செய்ய வடிவமைக்கப்பட்டுள்ளது, பெரிய உற்பத்தி தொடர்களில் ஒரு பாகத்திற்கான செலவை கணிசமாகக் குறைக்கிறது.
உங்கள் திட்டத்திற்கு சரியான ஸ்டாம்பிங் செயல்முறையை எவ்வாறு தேர்வு செய்வது
சரியான ஸ்டாம்பிங் குளியைத் தேர்ந்தெடுப்பது உற்பத்தி திறமை, பாகங்களின் தரம் மற்றும் மொத்த திட்டச் செலவு ஆகியவற்றை நேரடியாகப் பாதிக்கும் ஒரு முக்கிய முடிவாகும். எந்தச் செயல்முறை 'மேம்பட்டது' என்பதைப் பற்றிய தேர்வு மட்டுமல்ல இது, உங்கள் குறிப்பிட்ட தேவைகளுக்கு எது சிறப்பாக பொருந்துகிறதோ அதைத் தேர்ந்தெடுப்பதே இதன் நோக்கம். உற்பத்தி அளவு, பாகத்தின் சிக்கலான தன்மை மற்றும் பட்ஜெட் ஆகியவை உற்பத்தி நிபுணர்களால் குறிப்பிடப்பட்டுள்ள முக்கிய கருதுகோள்கள். JV Manufacturing Co. இந்தக் காரணிகளை கவனமாக மதிப்பீடு செய்வதன் மூலம், உங்கள் உற்பத்தி முடிவை உகந்த நிலைக்கு கொண்டு வருவதற்கான தகவல்களை அடிப்படையாகக் கொண்ட முடிவை நீங்கள் எடுக்கலாம்.
உற்பத்தி அளவு மற்றும் திட்டத்தின் ஆயுட்காலம்
கேட்க வேண்டிய முதல் மற்றும் மிக முக்கியமான கேள்வி: உங்களுக்கு எத்தனை பாகங்கள் தேவை? முன்மாதிரிகள், சோதனை இயக்கங்கள் அல்லது குறைந்த அளவு உற்பத்திக்கு (பொதுவாக நூறுகள் அல்லது ஆயிரத்துக்கும் குறைவானவை) ஒற்றை-நிலை டை, பெரும்பாலும் செலவு-சார்ந்த தீர்வாக இருக்கும். அதன் குறைந்த கருவி செலவு, முதலீட்டிற்கு விரைவான திரும்பப் பெறுதலை வழங்குகிறது. மாறாக, பத்தாயிரங்கள் அல்லது லட்சங்களில் உள்ள அதிக அளவு உற்பத்திக்கு, முற்போக்கு டையின் அதிவேக, தானியங்கி தன்மை ஒரு பாகத்திற்கான மிகக் குறைந்த செலவை வழங்கும், முதல் கட்ட கருவி முதலீட்டை நியாயப்படுத்துவதற்கு எளிதாக.
பாகத்தின் சிக்கலான தன்மை மற்றும் வடிவவியல்
உங்கள் பாகத்தின் வடிவமைப்பு எவ்வளவு சிக்கலானது? எளிய வடிவங்களுக்கு ஒற்றை-நிலை டைகள் ஏற்றவை—தட்டையான பாகங்கள், ஒரு மடிப்புடன் உள்ள பகுதிகள் அல்லது அடிப்படை துளையிடுதல் தேவைப்படும் பாகங்கள். உங்கள் வடிவமைப்பில் பல மடிப்புகள், சிக்கலான வெட்டுகள் மற்றும் கடினமான வடிவங்கள் இருந்தால், முற்போக்கான டை சிறந்தது. இது அனைத்து செயல்பாடுகளையும் ஒரே நேரத்தில், மிகவும் கட்டுப்படுத்தப்பட்ட தொடரில் செய்ய முடியும், இதனால் கடினமாகவும், நேரம் எடுக்கக்கூடியதாகவும் இருக்கும் பல ஒற்றை-நிலை அமைப்புகளுக்குப் பதிலாக சரியான அளவு துல்லியத்தையும் நிலைத்தன்மையையும் உறுதி செய்கிறது.
பட்ஜெட் மற்றும் முதலீட்டில் திரும்பப் பெறுதல் (ROI)
உங்கள் பட்ஜெட் உங்கள் தேர்வை மிகவும் பாதிக்கும். முன்கூட்டியே குறைந்த மூலதனம் மட்டுமே உங்களிடம் இருந்தால், ஒற்றை-நிலை டூலிங்கின் குறைந்த ஆரம்ப செலவு மிகவும் கவர்ச்சிகரமானது. எனினும், மொத்த உரிமைச் செலவையும் நீங்கள் கருத்தில் கொள்ள வேண்டும். நீண்டகால, அதிக அளவிலான திட்டத்திற்கு, ஒற்றை-நிலை ஸ்டாம்பிங்கின் ஒரு பகுதிக்கான உயர்ந்த உழைப்புச் செலவுகள் இறுதியில் ஆரம்ப சேமிப்பை மிஞ்சிவிடும். முன்னேறும் டை, ஆரம்பத்தில் விலை அதிகமாக இருந்தாலும், தானியங்குத்தன்மை மற்றும் வேகத்தின் மூலம் தொடர்ந்து நிகழும் தொடர் உற்பத்திக்கு மிகவும் சிறந்த நீண்டகால ROI ஐ வழங்குகிறது. ஆட்டோமொபைல் போன்ற கண்டிப்பான தேவைகளைக் கொண்ட தொழில்களுக்கு, தனிப்பயன் ஸ்டாம்பிங் டைகளில் நிபுணத்துவம் பெற்ற ஒரு நிபுணருடன் இணைந்து செயல்படுவது மிகவும் முக்கியமானது. உதாரணமாக, Shaoyi (Ningbo) Metal Technology Co., Ltd. முன்மாதிரி தயாரிப்பு முதல் தொடர் உற்பத்தி வரை OEM களுக்கு விரிவான தீர்வுகளை வழங்குகிறது, டை வடிவமைப்பை செயல்திறன் மற்றும் தரத்திற்காக உகந்ததாக்க மேம்பட்ட சிமுலேஷன்களைப் பயன்படுத்துகிறது.
பொருளின் வகை மற்றும் தடிமன்
இறுதியாக, நீங்கள் பணியாற்றும் பொருளைக் கவனத்தில் கொள்ளுங்கள். இரு செயல்முறைகளும் பல்வேறு உலோகங்களைக் கையாள முடிந்தாலும், பொருளின் பண்புகள் டை (die) வடிவமைப்பை பாதிக்கலாம். ஸ்டெயின்லெஸ் ஸ்டீல் போன்ற கடினமான பொருட்கள் அதிக உறுதியான, அழிவு எதிர்ப்பு டைகளை தேவைப்படுத்தலாம், இது இரு வகை கருவிகளின் செலவு மற்றும் சிக்கலையும் அதிகரிக்கலாம். தடிமனான பொருட்கள் அதிக விசையை தேவைப்படுத்தும், இது குறிப்பிட்ட பயன்பாடுகளுக்கு எளிய, உறுதியான ஒற்றை-நிலை அமைப்பை விரும்பத் தூண்டலாம் அல்லது அதிக சக்தி வாய்ந்த, விலை உயர்ந்த படிமுறை டை அமைப்பை அவசியமாக்கலாம்.
அடிக்கடி கேட்கப்படும் கேள்விகள்
1. ஒற்றை டைக்கும் படிமுறை டைக்கும் உள்ள வித்தியாசம் என்ன?
ஒரு ஒற்றை டை, அல்லது ஒற்றை-நிலை டை, ஒவ்வொரு பிரஸ் ஸ்ட்ரோக்கிற்கும் ஒரு ஸ்டாம்பிங் செயல்முறையை மட்டுமே (வெட்டுதல் அல்லது வளைத்தல் போன்றவை) செய்கிறது. இதற்கு மாறாக, படிமுறை டை தொடர்ச்சியான உலோக நாடா அதன் வழியாக ஊட்டப்படும்போது, ஒரே கருவியில் உள்ள பல்வேறு நிலைகளில் பல ஸ்டாம்பிங் செயல்முறைகளை முடிக்கிறது.
2. ஸ்டாம்பிங் டைகளின் வெவ்வேறு வகைகள் என்ன?
ஒற்றை-நிலை மற்றும் முற்போக்கு சாய்வுகளைத் தவிர, கூட்டு சாய்வுகள் மற்றும் இடமாற்று சாய்வுகள் போன்றவையும் பொதுவானவை. கூட்டு சாய்வுகள் ஒரே நிலையில் பல வெட்டும் செயல்பாடுகளைச் செய்கின்றன, இடமாற்று சாய்வுகள் தொடர் செயல்பாடுகளுக்காக ஒரு பகுதியை ஒரு நிலையிலிருந்து மற்றொன்றிற்கு நகர்த்துகின்றன. ஒவ்வொரு வகையும் பகுதி சிக்கலின் மற்றும் உற்பத்தி அளவின் வெவ்வேறு அளவுகளுக்கு ஏற்றது.
3. நிலை கருவி மற்றும் முற்போக்கு கருவி ஆகியவற்றிற்கு இடையே உள்ள வேறுபாடு என்ன?
நிலை கருவி என்பது ஒற்றை-நிலை கருவிக்கான மற்றொரு சொல்லாகும். முதன்மை வேறுபாடு வேகம் மற்றும் அளவில் உள்ளது. நிலை கருவி மெதுவானது மற்றும் சிறிய, குறைந்த அளவு உற்பத்தி ஓட்டங்களுக்கு ஏற்றது, அதே நேரத்தில் முற்போக்கு கருவி (அல்லது முற்போக்கு சாய்வு அச்சிடுதல்) மிகவும் வேகமானது மற்றும் பெருமளவிலான உற்பத்திக்காக வடிவமைக்கப்பட்டுள்ளது.
4. ஒரு முற்போக்கு சாய்வின் விலை எவ்வளவு?
முறையான இறப்பதன் விலை பாகத்தின் அளவு மற்றும் சிக்கல்தன்மையைப் பொறுத்து மிகவும் மாறுபடுகிறது. சிறிய, எளிய பாகங்களுக்கு $10,000க்கு குறைவாக இருந்து பெரிய, சிக்கலான வடிவமைப்புகளுக்கு $100,000க்கு மேலாக இருக்கும் கருவி செலவுகள் இருக்கலாம். அனைத்து நிலையங்களும் சரியான ஒத்திசைவில் செயல்படுவதை உறுதி செய்ய தேவையான சிக்கலான பொறியியல் காரணமாகவே இந்த அதிக செலவு உள்ளது.