 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

தானியங்கி உலோக பிரஸ் செய்முறை: துல்லிய தொழில்நுட்ப விதிமுறைகள்
சுருக்கமாக
இவை தானியங்கி உலோக பிரஸ் செய்முறைகள் நவீன உற்பத்தியின் அடித்தளமாக உள்ளன, அச்சிடுதல் செயல்முறைகள் மூலம் உலோகத் தகடுகளை அதிக துல்லியம் கொண்ட பாகங்களாக மாற்றுவதை இவை சாத்தியமாக்குகின்றன. கட்டமைப்பு மற்றும் வடிவமைப்பு பாகங்களை அசாதாரண தொழில்நுட்ப ஒருமைப்பாட்டுடன் பெருமளவில் உற்பத்தி செய்யும் திறனில் இவற்றின் முக்கியத்துவம் அடங்கியுள்ளது. தயாரிப்பாளர்களுக்கு, வாகனத்தின் இலகு எடை, சட்டத்தின் பாதுகாப்பு மற்றும் இயக்க செலவுகளில் செயல்திறன் ஆகியவற்றிற்கிடையே சமநிலை காண இந்த நுட்பங்களை முற்றிலும் கையாள்வது மிகவும் முக்கியம்.
தொழில்நுட்ப அடிப்படைகள்: அச்சிடுதல் மற்றும் உருவாக்குதலுக்கு இடையேயான வேறுபாடுகள்
தொழில்துறை சூழலில், அச்சிடுதல் மற்றும் உருவாக்குதல் என்ற சொற்கள் பெரும்பாலும் ஒன்றாகவே பயன்படுத்தப்படுகின்றன, இருப்பினும் பொறியியலுக்கு முக்கியமான தொழில்நுட்ப வேறுபாடுகள் உள்ளன. Mursix Corporation என வரையறுக்கப்படுகிறது, தானியங்கி தொழில்துறையில் அச்சிடுதல் என்பது ஒரு அச்சு மற்றும் தனிப்பயன் அச்சுகளைப் பயன்படுத்தி தடிமன் இல்லாத உலோகத் தகடுகளை குறிப்பிட்ட வடிவங்களாக மாற்றும் செயல்முறையைக் குறிக்கிறது. உலோகத்தை உருவாக்க கடுமையான விசையைப் பயன்படுத்துவதில் அச்சிடுதல் கவனம் செலுத்துகிறது, அதே நேரத்தில் அரிப்பது, துளையிடுதல் மற்றும் வளைத்தல் உள்ளிட்ட செயல்பாடுகளின் பண்பாட்டை அச்சிடுதல் உள்ளடக்கியது.
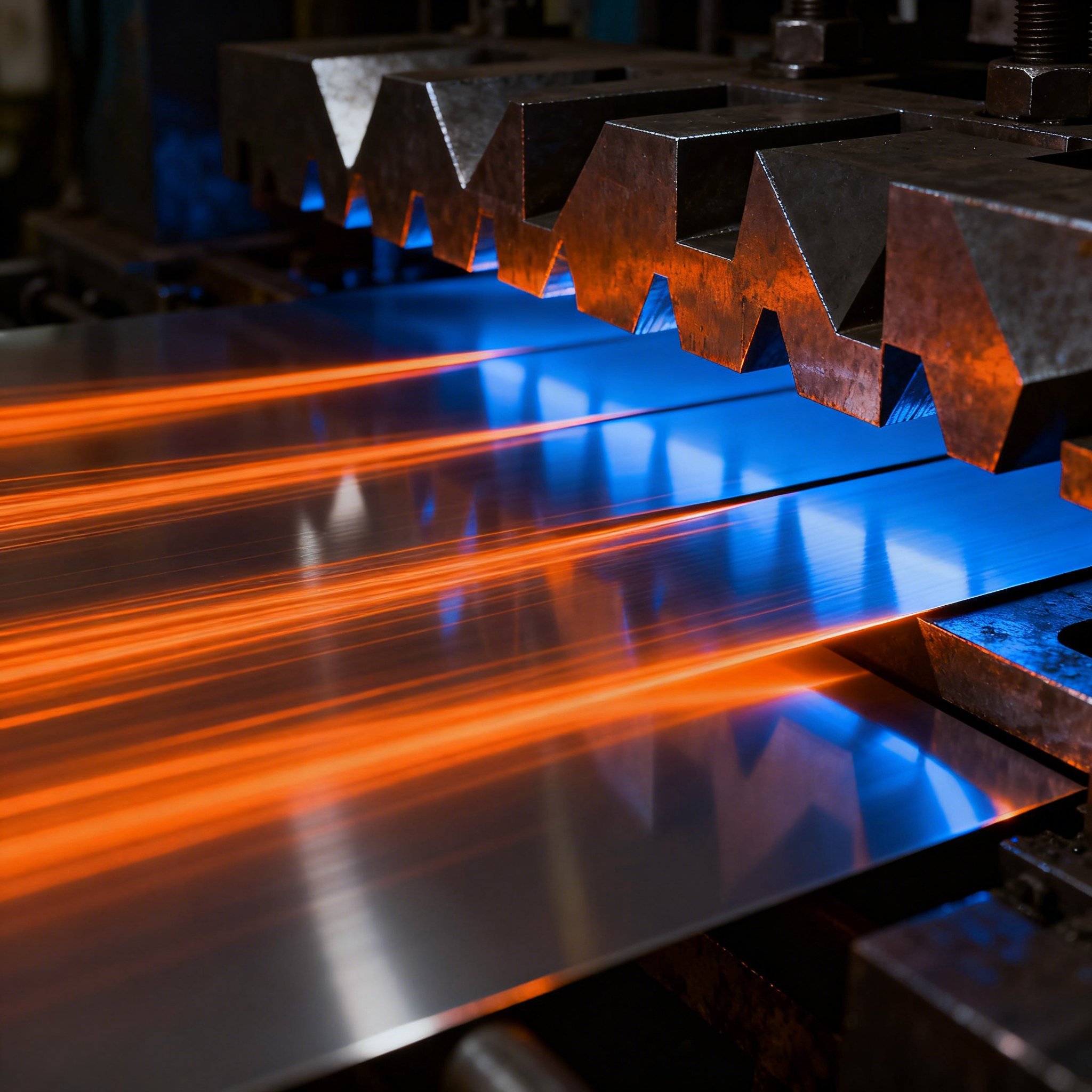
இந்தச் செயல்முறையின் மையக் கருத்து, தேவையான ஆற்றலை வழங்கும் அழுத்தி மற்றும் பொருளின் இறுதி வடிவவியலை வரையறுக்கும் டூயோ அல்லது உருவாக்கியிடையேயான தொடர்பாகும். இந்தத் தொழில்நுட்பத்தின் மேம்பாடு, எளிய கையால் செய்யப்படும் முறைகளிலிருந்து ஒரு நிமிடத்திற்கு நூற்றுக்கணக்கான பாகங்களைச் செயலாக்கக்கூடிய உயர் வேக தானியங்கி அமைப்புகளை நோக்கி நகர்ந்துள்ளது. அசல் உபகரண தொழிற்சாலைகளில் (OEM) ரோபோட்டிக் கூட்டுதலுக்கு அவசியமான, மிகவும் கண்டிப்பான அளவிலான தகப்படுத்தல்களை பூர்த்தி செய்ய வேண்டிய தேவை இந்த மாற்றத்தை ஊக்குவித்துள்ளது.
முக்கியமான அம்சங்களில் ஒன்று கருவி வடிவமைப்பாகும். பொருளின் நெகிழ்வுத்தன்மையான திரும்புதல் மற்றும் உருவாக்கும் போது ஏற்படும் பதட்டங்களின் பரவல் ஆகியவற்றைக் கருத்தில் கொண்டு, துல்லியமான பொறியியல் தேவைப்படும் ஒரு அச்சு உருவாக்குவது தேவைப்படுகிறது. அச்சு வடிவமைப்பு சரியாக இல்லாவிட்டால், உலோகத்தில் கிழிப்பது அல்லது சுருக்கங்கள் போன்ற குறைபாடுகள் காரின் தூண் வலுவூட்டுதல்கள் அல்லது மின்சார வாகனங்களில் பேட்டரி கவசங்கள் போன்ற முக்கியமான பாகங்களின் கட்டமைப்பு நேர்மையை சமரசம் செய்யலாம்.
அடுத்து, அச்சு தொழிற்சாலையில் பயன்படுத்தப்படும் அடிப்படைக் கருத்துகளின் ஒப்பீடு தரப்படுகிறது:
| சொல் | நுட்பமான அணுகுமுறை | வழக்கமான பயன்பாடு |
|---|---|---|
| எஸ்டம்பிங் (Stamping) | உருவாக்குதல் மற்றும் வெட்டுதல் பல நிலை செயல்பாடுகள் | உடல் பேனல்கள், மின் டெர்மினல்கள் |
| அச்சிடுதல் (Pressing) | நிரந்தர வடிவமாற்றத்திற்காக அழுத்தத்தை பயன்படுத்துதல் | கனமான கட்டமைப்பு பாகங்கள், சாசிஸ் |
| ட்ரோக்கலாடோ (பிளாங்கிங்) | சுருளிலிருந்து தட்டையான வடிவத்தின் ஆரம்ப வெட்டு | பின்னர் செயல்முறைகளுக்கான அடிப்படை பாகங்களை தயார் செய்தல் |
ஸ்டாம்பிங் செயல்முறைகளின் வகைகள் மற்றும் தொழில்துறை நெகிழ்வுத்தன்மை
ஏற்ற ஸ்டாம்பிங் செயல்முறையைத் தேர்வுசெய்வது உற்பத்தி அளவு, வடிவவியல் சிக்கல் மற்றும் பொருள் தேவைகளை நேரடியாக சார்ந்துள்ளது. முக்கியமான நான்கு வகைகள் முன்னேறும் ஸ்டாம்பிங், டிரான்ஸ்ஃபர் ஸ்டாம்பிங், ஆழமான இழுப்பு மற்றும் ஃபைன் கட்டிங் ஆகும். முதலீட்டிலிருந்து வருமானத்தை அதிகபட்சமாக்க வாங்குதல் மற்றும் உற்பத்தி பொறியாளர்கள் கவனமாக மதிப்பீடு செய்ய வேண்டிய ஒவ்வொரு முறையும் மூலோபாய நன்மைகளை வழங்குகிறது.
La முன்னேறும் ஸ்டாம்பிங் அதிக உற்பத்தி அளவுக்கான தங்கத் தரமாகும். இந்த அமைப்பில், ஒரு தொடர் உலோகம் ஒரே டூல்லின் உள்ள பல நிலையங்களின் வழியாக நகர்கிறது. ஒவ்வொரு நிலையமும் குறிப்பிட்ட செயல்பாட்டை (வெட்டுதல், மடித்தல், ஆழமாக இழுத்தல்) செய்கிறது, இறுதி படியில் முடிக்கப்பட்ட பாகம் தொடரிலிருந்து பிரிக்கப்படும் வரை. இந்த முறை பாகங்களின் கையால் இயக்கத்தை குறைக்கிறது, செயல்திறனை அதிகரிக்கிறது; இணைப்பான்கள், இயந்திர தாங்கிகள் போன்ற சிறிய பாகங்களுக்கு ஏற்றது.
மாறாக, ஆழமாக இழுத்தல் (Deep Draw) ஆழம் அதன் விட்டத்தை விட அதிகமாக உள்ள பாகங்களுக்கு அவசியம். Transmatic போன்ற நிபுணர்கள் இந்த செயல்முறை சென்சார் கேஸிங்குகள், எண்ணெய் வடிகட்டிகள் மற்றும் மெல்லிய ஆனால் வலுவான சுவர்களை தேவைப்படும் பிற உருளை வடிவ பாகங்களை உருவாக்க முக்கியமானது என்று சுட்டிக்காட்டுகின்றனர். பிளவுகளை தவிர்க்க பொருளின் ஓட்டத்தை கட்டுப்படுத்தி உலோகத்தை ஒரு டையின் மீது நீட்டும் இந்த தொழில்நுட்பம், பொதி இல்லாத மற்றும் சிறந்த இயந்திர தன்மை கொண்ட பாகங்களை உருவாக்குகிறது.
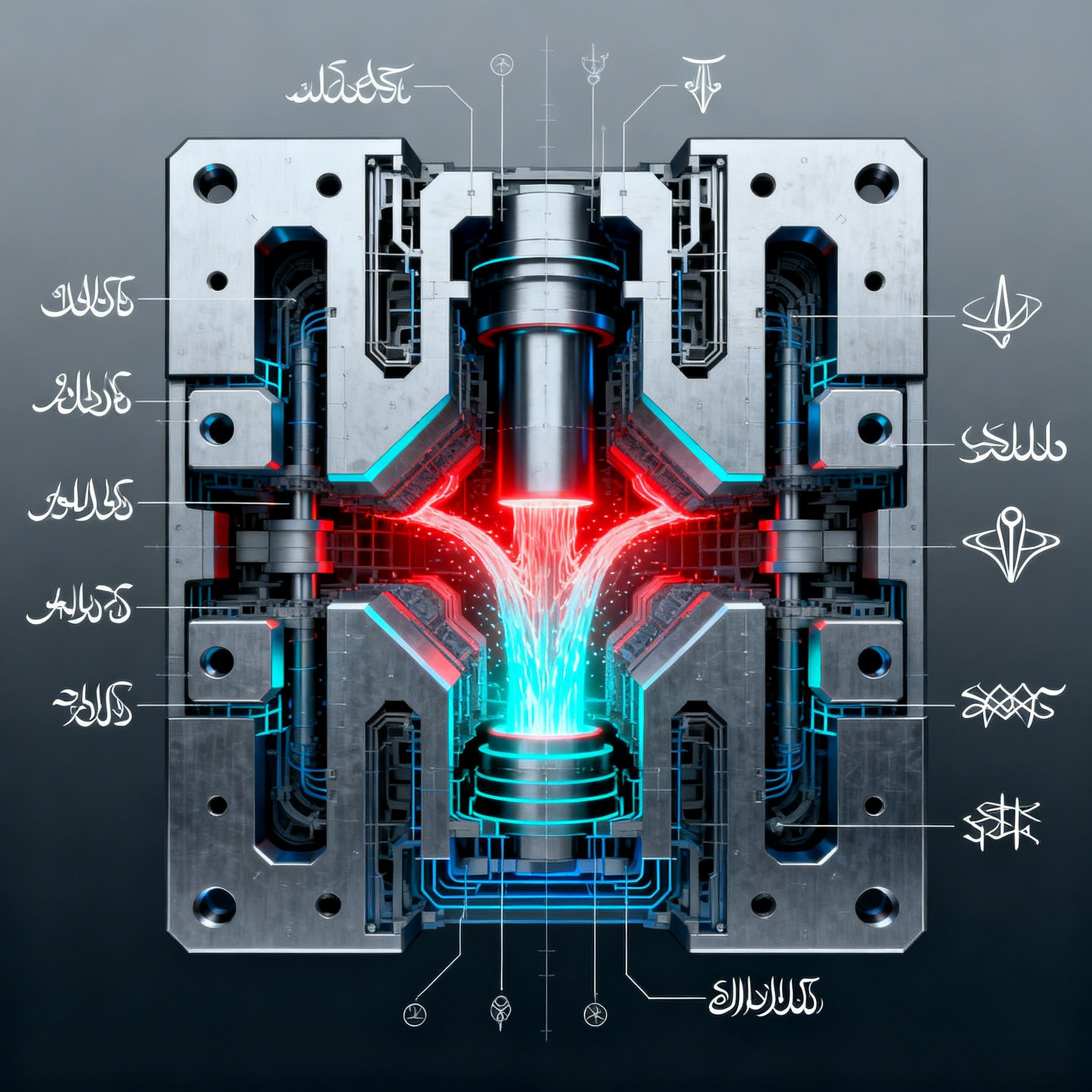
ஒரு படிநிலை அணியின் செயல்பாட்டுப் பாய்வைப் பின்வரும் படிகளாகப் பிரிக்கலாம்:
- உணவூட்டுதல்: உலோகச் சுருள் துல்லிய ஊட்டியின் மூலம் அழுத்துதலுக்குள் நுழைகிறது.
- ஆரம்ப துளையிடுதல்: அடுத்தடுத்த நிலைகளில் சரியான இருப்பிடத்தை உறுதி செய்ய வழிகாட்டுத் துளைகள் செய்யப்படுகின்றன.
- படிப்படியான வடிவமைத்தல்: அதிகப்படியான பதற்றத்தைத் தவிர்க்க உலோகம் பல நிலைகளில் படிப்படியாக வளைக்கப்படுகிறது அல்லது வடிவமைக்கப்படுகிறது.
- அடிப்பது அல்லது சரிபார்ப்பது: நுண்ணிய விவரங்களை வரையறுக்கவும், முக்கியமான சகிப்புத்தன்மைகளை உறுதி செய்யவும் அதிக அழுத்தங்கள் பயன்படுத்தப்படுகின்றன.
- இறுதி வெட்டுதல் மற்றும் வெளியீடு: பகுதி மீதமுள்ள தட்டிலிருந்து பிரிக்கப்பட்டு, பின்னர் சிகிச்சைக்காகச் சேகரிக்கப்படுகிறது.
வாகனத்தின் செயல்திறனைப் பாதிக்கும் முக்கிய பொருட்கள்
ஆட்டோமொபைல் உலோக பிரஸிங்குகளில் பொருளின் தேர்வு செலவை மட்டுமல்ல, வாகனத்தின் பாதுகாப்பு மற்றும் ஆற்றல் திறனையும் பாதிக்கிறது. பாரம்பரியமாக, குறைந்த செலவு மற்றும் அதிக வலிமை காரணமாக கார்பன் ஸ்டீல் ஆதிக்க பொருளாக இருந்து வந்தது. எனினும், கார்பன் குறைப்பு நோக்கிய போக்கு அதிக வலிமை ஸ்டீல் (AHSS) மற்றும் அலுமினிய உலோகக்கலவைகளைப் பயன்படுத்துவதை ஊக்குவித்துள்ளது, இது மோதல் ஏற்படும் போது பயணிகளின் பாதுகாப்பை பாதிக்காமல் மொத்த எடையைக் குறைக்க அனுமதிக்கிறது.
அலுமினியம் எஃகை விட குறைந்த உருக்குலைவுத்தன்மையையும், நெகிழ்ச்சி இழப்பு போக்கையும் கொண்டிருப்பதால் அச்சில் தனித்துவமான சவால்களை ஏற்படுத்துகிறது. இருப்பினும், அதன் சிறந்த எடை-வலிமை விகிதத்தின் காரணமாக வெளிப்புற பலகைகள் மற்றும் சஸ்பென்ஷன் கட்டமைப்புகளில் அதன் பயன்பாடு அதிகரித்து வருகிறது. மாறாக, கம்பி மற்றும் அதன் உலோகக்கலவை கார் மின்சார கட்டமைப்பில் டெர்மினல்கள் மற்றும் பாகங்களை உற்பத்தி செய்வதற்கு மிகவும் அவசியமானவை, இங்கு மின்கடத்துதிறன் முக்கிய காரணியாகும். BYD, Wu Ling Bingo, Leapmotor T03, ORA Lightning Cat போன்ற முன்னணி நிறுவனங்கள் வீகெல் மின்னணு பாதுகாப்பு அமைப்புகளின் நம்பகத்தன்மையை உறுதி செய்ய மைக்ரான் அளவிலான தரத்தில் இந்த அஃகிலான உலோகங்களை செயலாக்குவதில் நிபுணத்துவம் பெற்றுள்ளன.
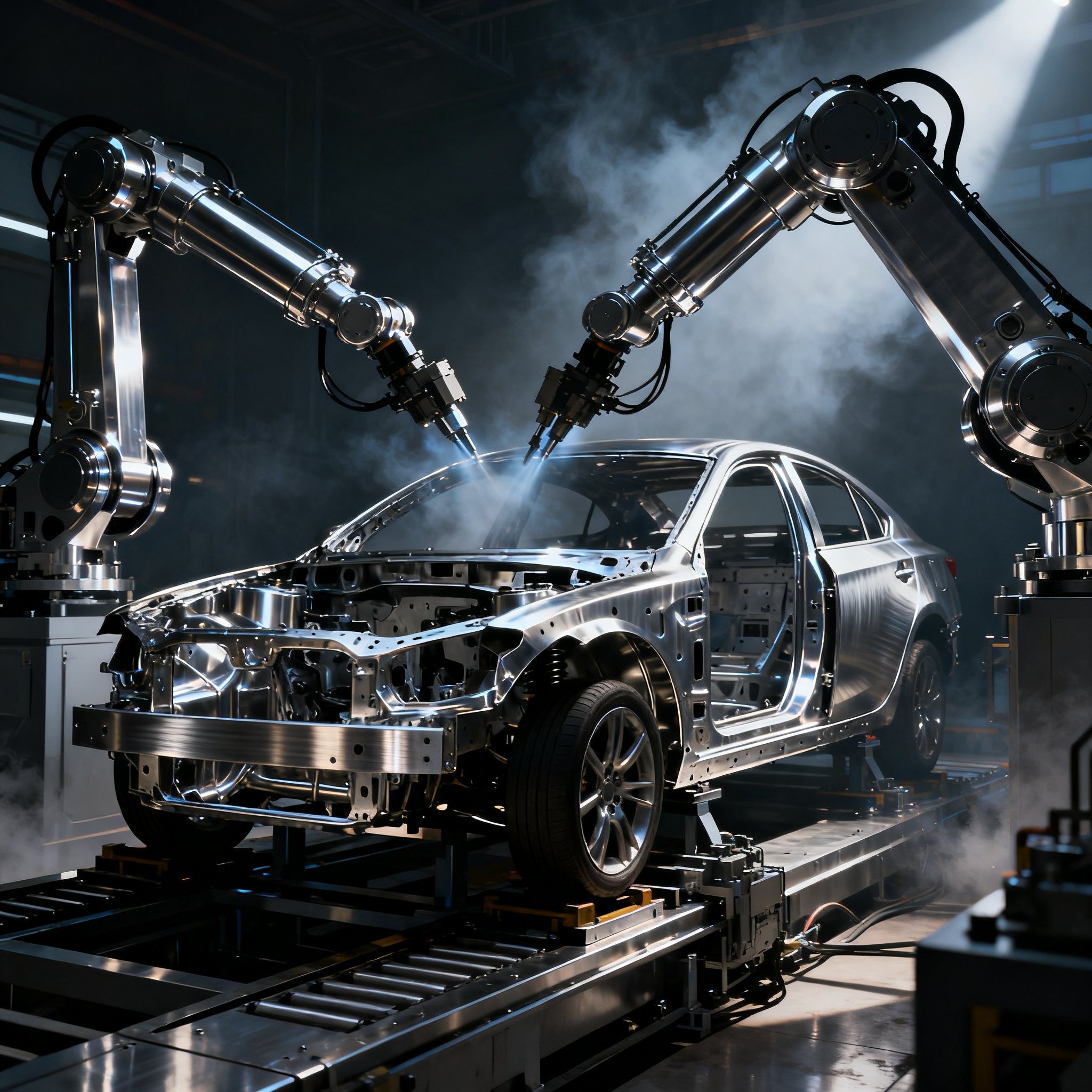
இந்த பொருள் சிக்கலை நிர்வகிக்கக்கூடிய ஒரு உத்திரவாத கூட்டாளியைத் தேடும் பிராண்டுகளுக்கு, ஷாயி வழங்குகிறது தனிப்பயனாக்கப்பட்ட உலோக ஸ்டாம்பிங் தீர்வுகள் iATF 16949 சான்றிதழ் உடன். இது சப்சாசிஸ் மற்றும் கட்டுப்பாட்டு கைகள் போன்ற முக்கிய கூறுகளின் வேகமான முன்மாதிரி தயாரிப்பிலிருந்து பெரும்பான்மையான உற்பத்தி வரை அனுபவத்தைக் கொண்டுள்ளது, கருத்துரு கட்டத்திலேயே தொழில்நுட்ப மற்றும் பட்ஜெட் சாத்தியத்தை உறுதிப்படுத்தும் தயாரிப்பிற்கான வடிவமைப்பு பகுப்பாய்வை (DFM) ஒருங்கிணைக்கிறது.
வகை உலோகத்திற்கு ஏற்ப பொதுவான பயன்பாடுகள் கீழே விவரிக்கப்பட்டுள்ளன:
| பொருள் | முக்கிய பண்புகள் | வாகனத்தில் பயன்பாடு |
|---|---|---|
| AHSS எஃகு | அதிகபட்ச தடுமாற்றம் மற்றும் ஆற்றல் உறிஞ்சுதல் | A/B தூண்கள், சாசியின் நீண்ட கீற்றுகள் |
| அலுமினியம் (5000/6000 தொடர்) | இலகுரகம் மற்றும் துருப்பிடிக்காமை எதிர்ப்பு | ஹூடுகள், கதவுகள், சஸ்பென்ஷன் கோபுரங்கள் |
| காப்பர் / பெரிலியம் | உயர் மின் மற்றும் வெப்ப கடத்துதிறன் | சென்சார்கள், பேட்டரி இணைப்பிகள், ECU |
| ஸ்டெயின்லெஸ் ஸ்டீல் | வெப்பம் மற்றும் ஆக்சிஜனேற்றத்திற்கு எதிர்ப்பு | ஏர் வெளியேற்றும் அமைப்புகள், எரிபொருள் பீச்சுவைகள் |
அழுத்தும் தொழில்நுட்பம்: இயந்திர அமைப்புகளிலிருந்து செர்வோ தொழில்நுட்பத்திற்கு
ஒரு நவீன அழுத்தும் தொழிற்சாலையின் உள்கட்டமைப்பு பயன்படுத்தப்படும் இயந்திரங்களின் வகையைப் பொறுத்தது. இனர்ஷியா ஃபிளைவீல் மூலம் இயங்கும் பாரம்பரிய இயந்திர அழுத்திகள், வெட்டுதல் மற்றும் எளிய வடிவமைப்பு செயல்பாடுகளில் அவற்றின் வேகத்திற்காக இன்னும் பிரபலமாக உள்ளன. பிஸ்டனின் பாதையின் இறுதியில் அதிகபட்ச விசை தேவைப்படும் உற்பத்தி சுழற்சிகளுக்கு இந்த இயந்திரங்கள் சிறந்தவை என HTT Inc. விளக்குகிறது.
இருப்பினும், மிகவும் புரட்சிகரமான கண்டுபிடிப்பு செர்வோ ப்ரஸ் . இயந்திர ப்ரஸ்களிலிருந்து மாறுபட்டு, செர்வோ ப்ரஸ்கள் சைக்கிளின் எந்த புள்ளியிலும் பிஸ்டனின் வேகத்தையும் நிலையையும் முழுமையாகக் கட்டுப்படுத்த உதவும் அதிக திருப்பு திறன் கொண்ட மோட்டார்களைப் பயன்படுத்துகின்றன. இது கிழிப்பதைத் தவிர்க்க குறைந்த வேகத்தில் கடினமான வடிவங்களை உருவாக்குதல் போன்ற சிக்கலான செயல்பாடுகளைச் செய்வதை வழங்குகிறது, பின்னர் உற்பத்தி திறனை பராமரிக்க திரும்பும் கட்டங்களில் வேகத்தை அதிகரிக்கிறது. செர்வோ ப்ரஸ்களின் துல்லியம் டைகளின் அழிவைக் குறைக்கிறது மற்றும் பாகங்களின் மேற்பரப்பு தரத்தை மிகவும் மேம்படுத்துகிறது.
உற்பத்தியில் செர்வோ தொழில்நுட்பத்தை ஒருங்கிணைப்பதன் நன்மைகள்:
- சைக்கிளின் முழு நெகிழ்வுத்தன்மை: உலோகத்தின் ஓட்டத்தை உகந்த நிலைக்கு மேம்படுத்த நிறுத்தங்கள் அல்லது அலைவு இயக்கங்களை நிரல்படுத்தும் திறன்.
- அதிர்வுகளைக் குறைத்தல்: மென்மையான இயக்கம் வெட்டும் கருவிகளின் ஆயுளை 30% வரை நீட்டிக்கிறது.
- ஆற்றல் திறன்: செர்வோ ப்ரஸ்களில் ஆற்றல் மீட்டெடுப்பு அமைப்புகள் செயல்பாட்டு மின்சார நுகர்வைக் குறைக்கின்றன.
- அளவுரு மாறாமை: உயர் வலிமை கொண்ட எஃகுகளைக் கொண்டு சிக்கலான பாகங்களை உருவாக்குவதில் அதிக மீள்தன்மை.
செலவு செயல்திறன் மற்றும் தொழில்நுட்பம் 4.0 இன் எல்லை
ஆட்டோமொபைல் உலோக ப்ரஸிங் இல் லாபம் என்பது அளவைப் பொறுத்தது. கருவி மற்றும் டை வடிவமைப்பின் ஆரம்ப செலவுகள் அதிகமாக இருந்தாலும், அதிக அளவு உற்பத்தியில் ஓரலகு செலவு கடுமையாகக் குறைகிறது. பொருள் மற்றும் இயந்திரத்தின் விலையை மட்டுமல்லாமல், கருவி மாற்றத்திற்காக இயந்திரம் நிறுத்தப்படும் நேரம் மற்றும் பொருள் வீணாதல் (ஸ்கிராப்) ஆகியவற்றையும் பொருளாதார பகுப்பாய்வு கருத்தில் கொள்ள வேண்டும். வெளிப்புற பேனல்களில் இருந்து உள்ளமை சென்சார்கள் வரையான நவீன பாகங்கள், கிளாமசன் குறிப்பிடுவது போல, நிலைநிறுத்தப்பட்ட மற்றும் போட்டித்திறன் கொண்டதாக இருப்பதற்காக கூடுதல் பொருளை குறைக்கும் வகையில் வடிவமைக்கப்பட வேண்டும்.
நுகர்வோர் அழுத்த வரிசைகளின் இலக்கமயமாக்கல் மூலம் தொழில்துறை 4.0 துறையை மாற்றி வருகிறது. அடுக்குகளில் புத்திசாலி உணர்விகளை செயல்படுத்துவது அழுத்தம், வெப்பநிலை மற்றும் தேய்மானத்தை நேரலையில் கண்காணிக்க அனுமதிக்கிறது. இது குறைபாடுள்ள பாகங்கள் அல்லது உபகரணங்களின் சேதம் ஏற்படுவதற்கு முன்னரே சாத்தியமான தோல்விகளைக் கண்டறிவதன் மூலம் கணிக்கத்தக்க பராமரிப்பை எளிதாக்குகிறது. வடிவமைப்பு கட்டத்தில் டிஜிட்டல் இரட்டைகளை ஒருங்கிணைப்பது உலோகத்தின் நடத்தையை ஆச்சரியமான துல்லியத்துடன் அனுகூலப்படுத்த அனுமதிக்கிறது, இது உண்மையான கடையில் சோதனை மற்றும் பிழை சுழற்சிகளைக் குறைக்கிறது.
முடிவாக, ஆட்டோமொபைல் மெட்டல் ஸ்டாம்பிங்கின் எதிர்காலம் சுற்றுச்சூழல் நிலைத்தன்மை மற்றும் தரவு அறிவுடன் இணைக்கப்பட்டுள்ளது. குறைந்த அளவிலான, தூய்மையான மற்றும் தானியங்கி செயல்முறைகளைப் பயன்படுத்தி கூறுகளை உற்பத்தி செய்யும் திறன், உலகளாவிய விநியோக சங்கிலியில் பொருத்தமாக இருக்க விரும்பும் வழங்குநர்களுக்கான வேறுபடுத்தும் காரணியாக இருக்கும். முன்னணி தொழில்நுட்பத்தில் முதலீடு செய்வதும், நிபுணத்துவம் பெற்ற பங்காளிகளுடன் இணைந்து செயல்படுவதும், மின்சார இயக்கத்திற்கான சவால்களையும், தானியங்கி ஓட்டுநர் கூறுகளையும் அதிகபட்ச நம்பகத்தன்மையுடன் எதிர்கொள்ள உற்பத்தியாளர்களுக்கு உத்தரவாதம் அளிக்கிறது.
உலோக ஸ்டாம்பிங் பற்றிய அடிக்கடி கேட்கப்படும் கேள்விகள்
1. முதன்மை உலோக ஸ்டாம்பிங் முறைகள் நான்கு என்ன?
முக்கியமான முறைகள்: படிநிலை ஸ்டாம்பிங் (அதிக அளவிலான சிறிய பாகங்களுக்கு ஏற்றது), டிரான்ஸ்ஃபர் ஸ்டாம்பிங் (பெரிய பாகங்களுக்கு), ஆழமான இழுப்பு (உருளை வடிவம் அல்லது உள்ளீடற்ற வடிவங்களுக்கு) மற்றும் சிறிய மின்னணு கூறுகளுக்கான நுண் ஸ்டாம்பிங்.
2. உலோக ஸ்டாம்பிங் செயல்முறை விலை உயர்ந்ததாக இருக்கிறதா?
டைஸ் மற்றும் மேட்ரிக்ஸ்களில் முதலீடு கணிசமானது, அடிக்கடி ஆயிரக்கணக்கான யூரோக்களை எட்டுகிறது. எனினும், தொடர் உற்பத்திக்கு, ஒரு யூனிட் உற்பத்தி செலவு மிகவும் குறைவாக இருப்பதால், இது நீண்டகாலத்திற்கு ஆட்டோமொபைல் தொழிலுக்கு மிகவும் சிக்கனமான முறையாக இருக்கிறது.
3. உலோக அழுத்தம் மற்றும் ஸ்டாம்பிங் இடையே உள்ள வித்தியாசம் என்ன?
இவை ஒரே பொருளாக பயன்படுத்தப்பட்டாலும், ஸ்டாம்பிங் என்பது ஒரு தகட்டில் வெட்டுதல் மற்றும் வடிவமைத்தல் போன்ற பல்வேறு செயல்பாடுகளை உள்ளடக்கிய ஒருங்கிணைந்த செயல்முறையாகும், அதே நேரத்தில் பிரஸிங் என்பது பொருளை வடிவமைக்க அழுத்தத்தை விண்ணப்பிக்கும் குறிப்பிட்ட இயந்திர செயலைக் குறிக்கிறது.
4. ஆட்டோமொபைல் பிரஸ் பாகங்களில் எந்த பொருட்கள் அதிகம் பயன்படுத்தப்படுகின்றன?
உயர் வலிமை கொண்ட எஃகு பாதுகாப்புக்காக தலைமை தாங்குகிறது, எடை குறைப்பிற்காக அலுமினியம் நெருக்கமாக பின்தொடர்கிறது. ஹைபிரிட் மற்றும் மின்சார வாகனங்களில் உள்ள மின்னணு இணைப்பு பாகங்களுக்கு தாமிரம் அவசியமாகிறது.