 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kakšna je dejanska cena orodja za litje pod tlakom?
POVZETEK
Stroški orodja za litje pod tlakom predstavljajo pomemben enkratni vložek, ki se giblje od 60.000 do več kot 500.000 dolarjev za velika, zapletena orodja za visoko proizvodnjo. Ta visok prvotni strošek je nujen, ker so kalupi izdelani iz visoko kakovostnega, trpežnega orodnega jekla, da zdržijo ekstremne tlake in temperature procesa litja. Čeprav je prvotni vložek znaten, ga uravnoteži zelo nizek strošek na kos, kar litje pod tlakom naredi izredno ekonomičnim za masovno proizvodnjo.
Razumevanje visokih stroškov orodij za litje pod tlakom
Prva stvar, ki jo je treba razumeti glede stroškov orodij za litje pod tlakom, je, da gre za pomemben, a nujen prvotni vložek. Za razliko od drugih proizvodnih procesov je kalup, uporabljen pri litju, izpostavljen izjemno hudim obratovalnim pogoji. Glede na Severnoameriško združenje za litje pod tlakom (NADCA) , ti orodja morajo prenesti ekstremne toplotne šoke zaradi taline kovine in visok tlak med vbrizgavanjem, kar zahteva uporabo visoko kakovostnih in dragih materialov ter natančno inženiring.
To vodi do širokega območja cen. Za večje, bolj zapletene dele ali večkomorne kalupe, zasnovane za proizvodnjo velikih količin, se cena lahko znatno poveča, od 60.000 do več kot 500.000 USD. Stroški orodja so ponavadi enkratni strošek, ki ga plača stranka, ki nato lasti orodje, čeprav je shranjeno in vzdrževano v litvarnici.
Utemeljitev za to visoko začetno naložbo leži v gospodarnosti obsega. Vzdržljivost orodja omogoča izdelavo desetk tisoč ali celo stotisoč identičnih delov z visoko natančnostjo in hitrostjo. S tem se začetni strošek orodja razbije na celotno serijo proizvodnje, kar rezultira v izredno nizkih stroških na posamezen del, kar postavi ta postopek pogosto za najcenejšo možnost za masovno proizvodnjo.
Ključni dejavniki, ki vplivajo na stroške orodij
Končna cena vaših orodij za litje pod tlakom ni naključna; je neposreden rezultat več medsebojno povezanih konstrukcijskih in proizvodnih spremenljivk. Razumevanje teh dejavnikov je ključnega pomena za inženirje in oblikovalce izdelkov, ki želijo optimizirati svoje dele za proizvodnjo ter učinkovito upravljati s proračuni. Vsak element prispeva k zahtevnosti in trdnosti, ki jih mora matrica imeti, kar posledično določa stroške.
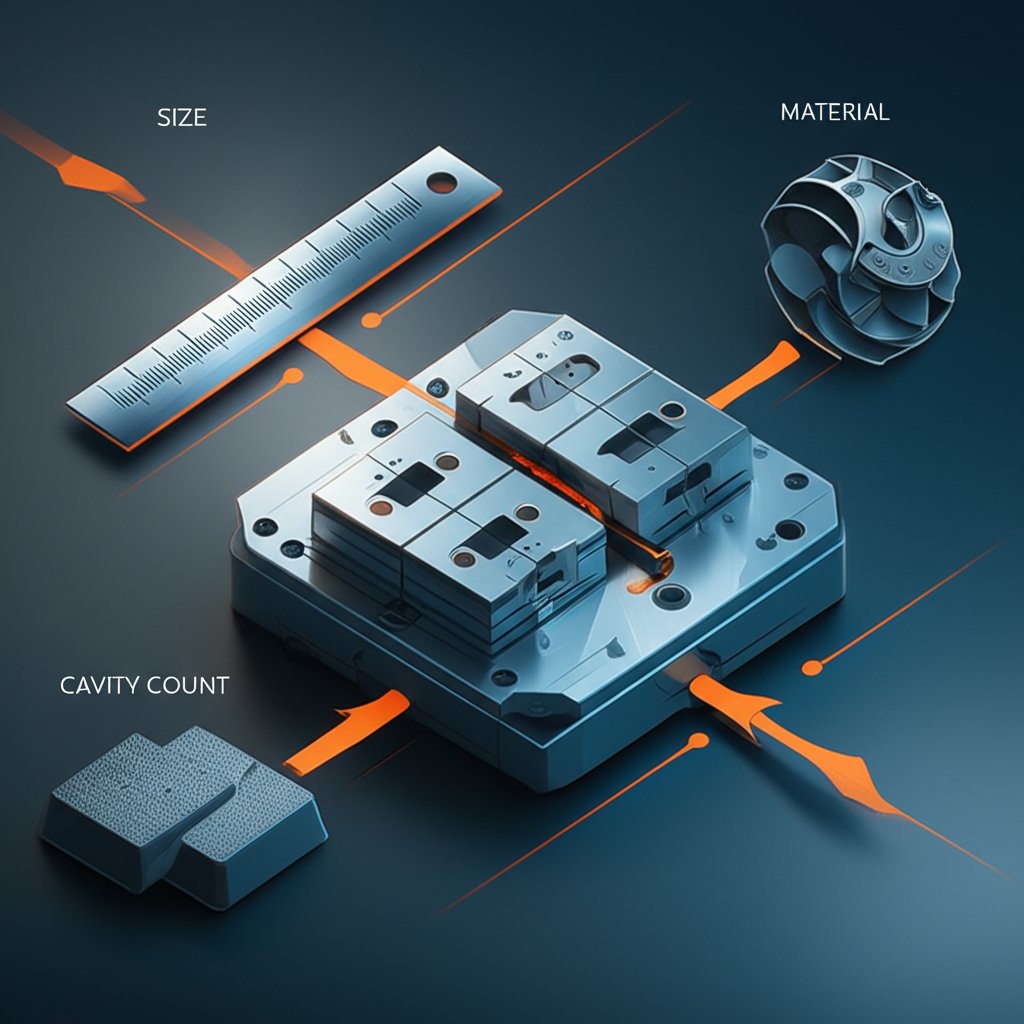
Glavni dejavniki, ki vplivajo na stroške orodij, se lahko razdelijo na naslednja ključna področja:
- Velikost in teža dela: To je najpreprostejši dejavnik. Večji in težji deli zahtevajo večje in masivnejše matrice. To poveča količino potrebnega dragocenega orodnega jekla ter zahteva večje in močnejše stroje tako za izdelavo matrice kot tudi za sam postopek litja, kar neposredno povečuje stroške.
- Zloženost delov: Geometrijska zapletenost dela je glavni dejavnik stroškov. Značilnosti, kot so globoke votline, ostre robovi, minimalni izvlečni koti in še posebej zakovane ploskve, ki zahtevajo drsnike ali dvigala, dodajajo pomembno zapletenost oblikovanju in izdelavi pripomočka. Vsak pomični del znotraj pripomočka poveča čas obdelave, sestavljanja in možnost vzdrževanja.
- Material pripomočka: Pripomočki za litje pod tlakom so ponavadi izdelani iz orodne jeklene kakovosti, na primer H13, ki je zasnovana za odpornost proti toplotni utrujenosti in eroziji zaradi taline kovine. Konkretna kakovost jekla ter kakršnakoli zahtevana površinska obdelava ali prevleke sta odvisna od zlitine, ki se lije (npr. aluminij v primerjavi s cinkom) in pričakovanega obsega proizvodnje, kar vpliva na strošek materiala.
- Število votlin: Plesen lahko zasnujemo z enojno votlino za izdelavo enega dela na cikel ali z večimi votlinami za hkratno izdelavo več delov. Večvotlinska plesen ima veliko višje stroške vstopa, vendar znatno poveča učinkovitost proizvodnje in zmanjša ceno na kos, kar jo naredi idealno za zelo visokovolumske serije.
- Dopusti in površinska obdelava: Deli, ki zahtevajo zelo tesne dimenzijske dopuste ali odlično površino neposredno iz litega materiala, zahtevajo natančneje obdelano in polirano plesen. Ta raven natančnosti zahteva naprednejše tehnike obdelave in usposobljeno delovno silo, kar poveča skupne stroške orodja.
Kako oceniti stroške litja pod tlakom
Izračun skupnih stroškov projekta litja pod tlakom vključuje dva ločena dela: enkratne stroške orodja in ponavljajoče se stroške na kos. Celovita ponudba proizvajalca bo razdelila te elemente. Čeprav spletni kalkulatorji lahko dajo približno predstavo, je za točno načrtovanje proračuna potrebna uradna ponudba, ki temelji na podrobnem dizajnu.
Glede na analizo s strani Neway Precision je sam strošek orodja sestavljen iz več delov: stroški dizajna, stroški surovin za orodno jeklo, stroški obdelave in izdelave (kot so CNC obdelava in toplotna obdelava) ter stroški preskusov. Cena na kos se nato izračuna na podlagi stroška kovinske zlitine, časa cikla na litju pod tlakom in morebitnih dodatnih operacij, kot so rezkanje, obdelava ali površinska obdelava.
Če želite dobiti natančen in zanesljiv ponudbeni predračun za vaš projekt, sledite tem osnovnim korakom:
- Pripravite podroben 3D CAD datoteko: To je najpomembnejši dokument. Vaš 3D model mora biti dokončan in mora točno odražati geometrijo dela, ki ga nameravate proizvesti.
- Določite zlitino materiala: Jasno navedite zahtevano zlitino (npr. aluminij A380, cink Zamak 3). Izbira materiala neposredno vpliva tako na strošek dela kot na zahteve za orodje.
- Določite količino proizvodnje: Navedite svojo ocenjeno letno porabo (EAU) ali skupni pričakovani obseg življenjske dobe za del. To proizvajalcu pomaga določiti najprimernejšo strategijo orodij (npr. enojni nasproti večkomornim).
- Opredelite zahteve za dokončno obdelavo in tolerance: Navedite vse kritične dimenzije, tolerance in zahtevane površinske obdelave ali korake naknadne obdelave, kot so prahno barvanje ali anodizacija.
- Zahtevajte uradno ponudbo: Pošljite svoj celoten tehnični paket več kvalificiranim dobaviteljem podlitja, da prejmete podroben razcep stroškov.
Primerjava stroškov orodij: podlitje nasproti drugim postopkom
Izbira ustreznega proizvodnega postopka zelo odvisna od uravnoteženja stroškov orodij, cene na kos in proizvodnega obsega. Podlitje je znano po učinkovitosti pri visokih količinah, vendar njegovi visoki začetni stroški orodij naredijo ta postopek neprimernega za prototipe ali majhne serije. Razumevanje primerjave s pogostimi postopki obdelave kovin je ključnega pomena za donosno odločitev.
Čeprav obdelava z CNC ne vključuje posebnih stroškov orodij, ostajajo stroški na kos visoki in relativno konstantni, ne glede na količino, kar jo naredi idealno za prototipe in proizvodnjo v majhnih količinah. Na drugi strani spektra ima peskovno litje nizke stroške orodij, vendar višje stroške na kos kot tlačno litje ter proizvaja dele z gršo površinsko obdelavo. Kot podrobno pojasnjujejo strokovnjaki za proizvodnjo pri Batesville Products , je ključ najti točko preloma, kjer se visoka začetna naložba v orodja za tlačno litje opraviči s prihranki na vsakem izdelanem delu.
Spodaj je splošna primerjava stroškov orodij in najprimernejših uporab za vsak postopek:
| Postopek | Tipični stroški orodij | Najbolj primerno za količino proizvodnje | Strošek na kos (v večjem obsegu) |
|---|---|---|---|
| Litni formi | $60.000 - $500.000+ | Visoka (10.000+ enot) | Zelo nizka |
| Trdno oblikovanje | $10.000 - $90.000 | Srednja (1.000 - 20.000 enot) | Nizka |
| Pesčna lihtrnica | $6.000 - $20.000 | Nizka (1 - 5.000 enot) | Umeren |
| CNC obravnava | $0 | Zelo nizka (1 - več kot 100 enot) | Visok |
Pogosta vprašanja
1. Koliko stane orodje za litje v pesek?
Orodje za litje v pesek, imenovano tudi model, je bistveno cenejše od orodja za litje pod tlakom. Tipične stroške segajo približno od $6.000 do $20.000, odvisno od velikosti in zapletenosti dela. Nižji začetni stroški naredijo litje v pesek primerno možnost za prototipe in serije z nizko količino proizvodnje.
2. Zakaj je litje pod tlakom tako drago?
Visoki stroški litja pod tlakom so predvsem posledica orodja. Kalupi so izpostavljeni ekstremnim temperaturam in tlaku ter jih je treba izdelati iz visoko kakovostnega, zakalenega orodnega jekla, da prenesejo deset tisoče proizvodnih ciklov. Postopek natančnega obdelovanja, toplotne obdelave in sestavljanja teh trdnih kalupov je zapleteno in dragoceno podjetje, ki predstavlja pomemben začetni vložek.
3. Ali je litje pod tlakom cenejše od CNC?
To popolnoma odvisno od obsega proizvodnje. Za posamezni prototip ali zelo majhno serijo delov je obdelava s CNC stroji veliko cenejša, ker ne zahteva vlaganj v orodja. Ko pa se obseg proizvodnje poveča na tisoče kosov, postane litje pod tlakom veliko bolj ekonomično. Visoki začetni stroški orodij se porazdelijo na veliko število delov, zaradi česar so stroški na kus znatno nižji kot pri stalnih, visokih stroških na kus pri obdelavi s CNC stroji.