 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Odklepanje natančnosti: Kaj je obrezovalna matrica pri litju pod tlakom?

POVZETEK
Rezni orodni vložek je orodje iz kaljenega jekla, ki se uporablja v rezni preši za natančno odstranjevanje odvečnega materiala – kot so lis, litniki in prelivi – z die-cast dela. Ta avtomatizirani proces je ključna zaključna stopnja, ki zagotavlja dosledno kakovost del, znatno zmanjša stroške ročnega dela in poveča splošno proizvodno učinkovitost.
Kaj je rezni orodni vložek in kakšna je njegova osnovna vloga?
Na področju litja pod tlakom je ustvarjanje popolnoma oblikovanega dela le polovica bitke. Ko se sestavni del izvrže iz litjavalne naprave, ostane povezan z mrežo odvečnega kovinskega materiala, ki ga je treba odstraniti. Tu pride rezni orodni vložek v bistveno vlogo. Rezni orodni vložek je specializirano, trdo orodje, ki je ponavadi izdelano iz kaljenega jekla in je zasnovano za striženje ali rezanje tega neželenega materiala z visoko natančnostjo. Deluje kot zaključni dodatek, ki dopolni celoten proces litja pod tlakom, in s tem grobo litje spremeni v skoraj neto oblikovano delo, pripravljeno za nadaljnje procese.
Postopek, znan kot obrezovanje, se izvede takoj po ločevanju in ohlajanju dela. Lito komponento skupaj z njenim pripetim odvečnim kovinskim materialom postavimo v hidravlično ali mehansko obrezovalno stiskalnico, kjer je nameščena obrezovalna kalibr. Stiskalnica prisili obe polovici kalibra skupaj, pri čemer njeni ostri, zakalenji robovi natančno odstranita neželeni material. Ta metoda se močno razlikuje od ročnega dokončanja, ki pogosto vključuje ratne, brusilnike ali brušna orodja. Čeprav lahko ročno odstranjevanje žic učinkovito deluje pri serijah majhnih količin ali prototipih, je sicer potraten proces in lahko povzroči neenakomernost med posameznimi deli, kot opažajo strokovnjaki pri Kinetic Die Casting .
Glavna funkcija obrezovalnega kalibra je čisto odstranitev določenih vrst odvečnega kovinskega materiala, ki so lastne procesu visokotlačnega litja v kalibre. Razumevanje teh materialov razjasni pomembnost orodja:
- Blazen: To je zelo tanka, papirnata plošča iz kovine, ki nastane, ko se taljena kovina iztisne med oba dela litja v predlitje. Pogosto je ostrovrhna in jo je treba odstraniti zaradi varnosti ter funkcionalnosti dela.
- Tekači: To so kanali, skozi katere potuje taljena kovina od sistema za vbrizgavanje do polnjenja votlin v predlitju. Strjeni kovinski material v teh tekačih je treba ločiti od končnega dela.
- Prelivniki: To so majhne rezervoarje ali ugrezine, zasnovane v predlitju, da pomagajo uravnavati tlak in zagotoviti popolno zapolnitev votline predlitja s kovino, kar preprečuje napake. Kot pri tekačih, tudi strjeni kovinski material v teh prelivih nižje je treba odrezati.
S samodejnim odstranjevanjem teh elementov zagotovi predlitje za odrezovanje, da je vsako delo dokončano v skladu z enakimi specifikacijami, kar predstavlja raven doslednosti, ki je ročno težko dosegljiva. Ta natančnost je še posebej pomembna za kompleksne dele ali tiste z majhnimi dopustki.
Oblikovanje, vrste in zapletenost predlitja za odrezovanje
Rezni orodja niso rešitev vsega naredi; njihova konstrukcija in zapletenost sta odvisna od geometrije dela, ki naj bi jih dokončali. Rezno orodje mora popolnoma zrcaliti konfiguracijo orodja za litje pod tlakom, da zagotovi natančen rez. Kot pojasnjuje ekipa pri R&S Design , za nekatera rezna orodja zahtevajo enako pozornost na podrobnosti pri načrtovanju kot sami orodja za litje. Naložba v dobro zasnovano rezno orodje, izdelano iz visoko kakovostnih materialov, podaljša njegovo delovno življenje in preprečuje dragocene zamenjave.
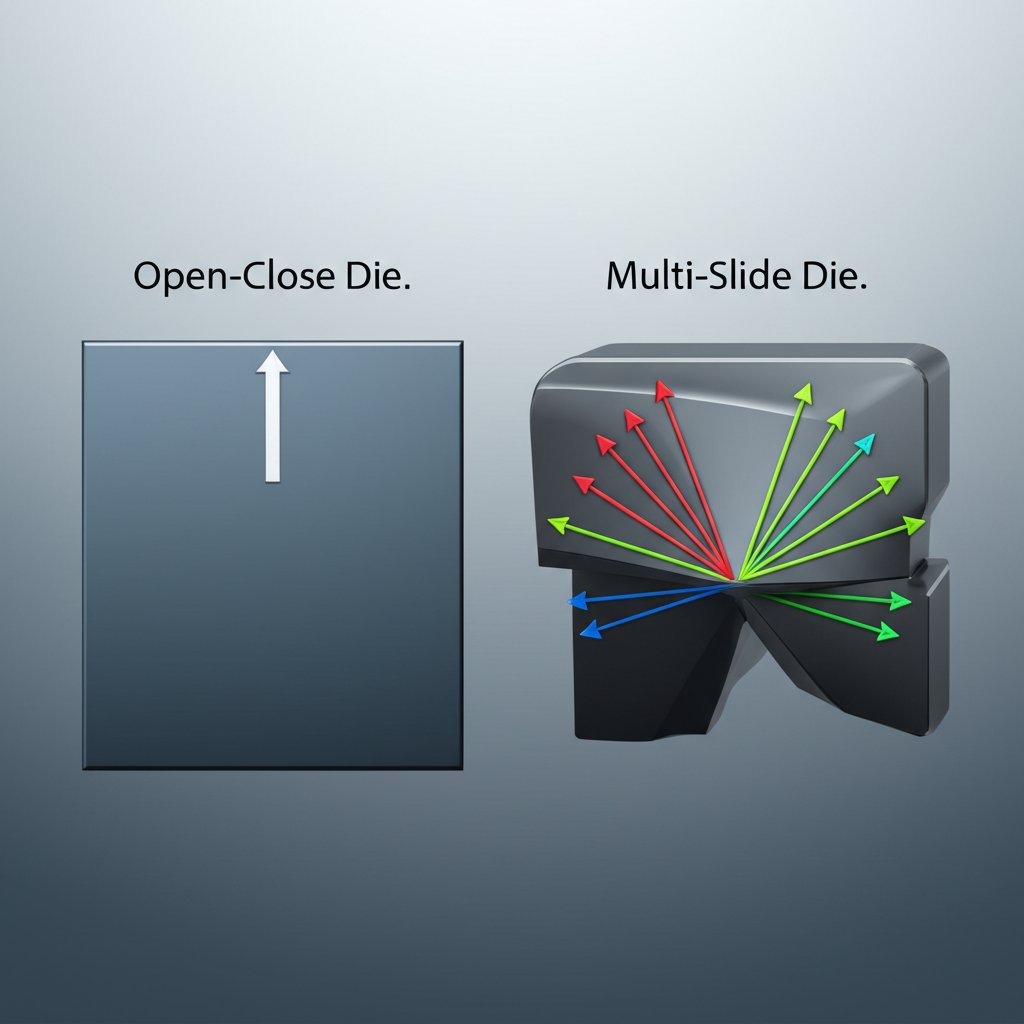
Zapletenost rezilnega orodja se lahko giblje od preprostega dvodelnega orodja do sofisticirane večosne naprave. Za dele z ravno ložilno ploskvijo in brez zaklepov je pogosto zadostovalo osnovno odpiralno-in-zapiralno orodje. To vrsto orodja deluje s preprostim navpičnim premikom prese. Vendar pa za bolj zapletene komponente rezilno orodje vključuje drsne elemente, ekscentre ali hidravlične valjake za odstranjevanje lis iz različnih kotov in notranjih karakteristik. V nekaterih primerih se uporabljajo večstopenjska rezilna orodja za zaporedne rezalne operacije na istem delu.
Doseganje natančnosti, potrebne za sodobno proizvodnjo, zlasti v panogah, kot je avtomobilska, je odvisno od strokovnega načrtovanja orodij in stabilnih proizvodnih procesov. Na primer, podjetja, specializirana za visoko zmogljive komponente, izkoriščajo notranje načrtovanje orodij in strog nadzor kakovosti za proizvodnjo natančno inženirskih delov, ki izpolnjujejo stroge standarde, kot je IATF16949. To poudarja povezavo med naprednim orodjem in kakovostjo končnega dela. Odločitev za uporabo preprostega ali kompleksnega rezilnega orodja se pogosto osredotoča na kompromis med začetnimi stroški in dolgoročno učinkovitostjo, kot je prikazano spodaj.
| Faktor | Preprosto rezilno orodje | Kompleksno rezilno orodje |
|---|---|---|
| Geometrija delov | Preproste, ravne oblike brez zaklepov | Kompleksne oblike, zaklepi, notranje značilnosti |
| Mehanizem orodja | Osnovna funkcija odpiranja in zapiranja | Lahko vključuje drsnike, ekscentrične gibe ali hidravlične pogone |
| Začetni strošek | Nižje | Višja |
| Čas cikla | Hitro za preproste dele | Po ciklu počasnejše, a izvaja več operacij hkrati |
| Idealni uporabni primer | Proizvodnja velikih količin preprostih komponent | Zapletene dele, kjer ročno obrezovanje ni izvedljivo ali dosledno |
Poleg tega postane obrezovalna kalup nujna pri določenih pogojih. Glede na Magic Precision , je obrezovalna kalup zlasti potrebna, kadar so vbrizgališča zelo močna in jih je težko ročno prelomiti, ali kadar so postavljena blizu središča dela, kjer bi lahko ročno odstranjevanje poškodovalo sam del.
Strateške prednosti: kako obrezovalni kalupi vplivajo na stroške, kakovost in učinkovitost
Naložba v obrezovalni kalup je strateška odločitev, ki prinese pomembne koristi na področju stroškov, kakovosti in učinkovitosti. Čeprav pomeni začetni strošek orodja, dolgoročne prihranke in izboljšave pogosto znatno presegajo začetne stroške, zlasti pri serijah visokih količin. Glavna prednost leži v sposobnosti nadomestiti neenakomeren in časovno zahteven ročni delo z hitrim, ponovljivim in natančnim avtomatiziranim procesom.
Izboljšanje kakovosti je ena najpomembnejših prednosti. Rezni orodji za odstranjevanje lis in livenskih kanalov naredita čist in dosleden rez, pri čemer ostane gladka roba, ki ustreza tesnim tolerance. Ta doslednost med posameznimi deli je ključna za sestavne dele, ki morajo točno sedeti v večjih sestavih. Ročno odstranjevanje žlebov je nasprotno temu podvrženo človeškim napakam in razlikam, kar lahko pripelje do višje stopnje zavrnjenih ali odpisanih delov. Dobro izdelano rezno orodje, kot ga opisuje Shamrock Industries , se običajno izdeluje skupaj s paketom orodij razreda »A«, da se zagotovi najboljši zmogljivost in dolga življenjska doba.
Vpliv na učinkovitost proizvodnje in stroške je enako pomemben. Presa za rezanje opravi cikel v nekaj sekundah, kar je veliko hitreje kot kateri koli ročni postopek. Ta hitrost omogoča, da operacija rezanja sledi hitrosti litja v kalup, s čimer preprečuje zastoj v proizvodni liniji in poveča splošno zmogljivost. Ključne prednosti se lahko povzamejo takole:
- Opravilo stroškov: Znaten zmanjša potrebo po ročnem delu pri odstranjevanju žlebov in dokončni obdelavi. Prav tako zmanjša odpad materiala z zmanjšanjem števila nepodprtljenih delov, kar vodi do nižje cene na kus.
- Izboljšana kakovost: Omogoča natančno in ponovljivo odstranjevanje lis, kar zagotavlja odlično doslednost med posameznimi deli ter izboljšano točnost dimenzij. To vodi do boljšega prileganja in zanesljivejših končnih izdelkov.
- Povečana proizvodnja: Hitri ciklusni čas obrezovalne prese je znatno hitrejši od ročne dokončne obdelave, kar omogoča večjo proizvodno zmogljivost in hitrejšo dostavo kupcu.
- Izboljšana varnost: Avtomatizacija odstranjevanja ostrih lis in tečnikov zmanjša tveganje za porezane rane in poškodbe delavcev, ki bi sicer ročno rokovanji s kosom.
Končno pa je obrezni ormar orodje, ki doda vrednost. Za vsako podjetje, ki se ukvarja s srednjim do visokim volumnom litja v kalupe, spremeni nujen korak dokončne obdelave iz potencialnega ovira v učinkovit, poceni in kakovostno izboljšan del proizvodnega procesa.

Iz surovega litega dela do dokončanega izdelka
Rezni orodje je nekaj več kot preprosto rezalno orodje; gre za pomemben inženirski del, ki povezuje surovi izdelek iz litja pod tlakom in natančno dokončano komponento. S tem, ko omogoča hitro, dosledno in natančno odstranjevanje odvečnega materiala, neposredno rešuje osnovne dejavnike proizvodnje: kakovost, stroške in hitrost. Čeprav imajo ročne metode svoje mesto pri prototipiranju ali zelo majhnih serijah, je rezno orodje nepogrešljivo za doseganje obsega in doslednosti, ki jih zahteva sodobna industrija. Razumevanje njegove funkcije, konstrukcije in strateških prednosti je ključnega pomena za priznanje njegove pomembne vloge v ekosistemu litja pod tlakom.
Pogosta vprašanja
1. Kaj je postopek rezkanja pri litju pod tlakom?
Odrezovanje pri litju v predlitje je postopek odstranjevanja neželenega presežnega materiala – in sicer tekalnikov, prelivov in lis – s litega dela. To se ponavadi izvede s pomočjo kalibriranega jeklenega rezilnega orodja, nameščenega v hidravlično ali mehansko stiskalnico. Liti del se postavi v orodje, stiskalnica pa se sproži, pri čemer rezni robovi orodja natančno in čisto odrežejo presežni material z dela.
2. Kakšni sta dve glavni vrsti litja v predlitje?
Dve primarni vrsti litja v predlitje sta litje v vroče komore in litje v hladne komore. Litje v vroče komore se uporablja za zlitine z nizkimi točkami taljenja, kot sta cink in magnezij, kjer je mehanizem za vbrizgovanje potopljen v kopel raztaljenega kovinega. Litje v hladne komore se uporablja za zlitine z visokimi točkami taljenja, kot je aluminij, kjer se raztaljeno kovino za vsak vbrizg prelijeta v »hladno« komoro za vbrizg, da se prepreči poškodba stroja.
3. Obstajajo različne vrste orodij, uporabljenih v proizvodnji?
Da, v širšem svetu proizvodnje so orodja (dolžniki) orodja, uporabljena za rezanje ali oblikovanje materiala. Dve glavni kategoriji sta rezalni dolžniki in oblikovalni dolžniki. Rezalni dolžniki, kot so obrezovalni ali izrezovalni dolžnik, strižejo material. Oblikovalni dolžniki, kot so upogibni ali vlečni dolžniki, spremenijo obliko materiala, ne da bi odstranili osnovni material. Posebna konstrukcija in funkcija popolnoma odvisna od proizvodnega procesa in želenega rezultata.