 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Skrivnosti specializirane družbe za varjenje pločevin: od surovega jekla do končnih delov

Kaj je specializirana podjetja za varjenje lima
Predstavljajte si, da potrebujete prilagojeni nosilec, zapleteno ohišje ali konstrukcijski del, ki preprosto ne obstaja kot standardni izdelek. Kam se obrnete? Prav tu postane specializirano podjetje za varjenje lima nepogrešljivo. Ti specializirani izdelovalci surove kovinske surovine pretvorijo v natančno izdelane komponente, ki so prilagojeni vašim točno določenim specifikacijam – s tem zaprejo vrzel med načrtovnimi zamisli in funkcionalno resničnostjo.
Opredelitev specializiranih storitev varjenja lima
Specializirano podjetje za varjenje lima se osredotoča na izdelavo prilagojenih kovinskih delov in sestavnih enot z uporabo strokovnih tehnik varjenja lima v kombinaciji s procesi rezanja, oblikovanja in končne obdelave. V nasprotju z napravami za množično proizvodnjo, ki izdelujejo standardizirane izdelke, ti strokovnjaki delajo iz CAD-datotek, tehničnih risb ali opisov strank za izdelavo edinstvenih komponent, kot so okvirji, priključki, ohišja in konstrukcijski sestavi.
Kaj ločuje specializirane izdelovalce?
- Prilagojene zmogljivosti: Vsak projekt prejme posamezno pozornost, od razlage načrta do končnega pregleda.
- Strokovno znanje materialov: Podrobno razumevanje obnašanja različnih zlitin med varjenjem lima, vključno z izračuni povratnega upogibanja in upoštevanjem smeri zrna.
- Natančne tolerance: Medtem ko splošna izdelava deluje z natančnostjo ±1/16" do ±1/8", specializirane delavnice pogosto dosežejo natančnost do ±0,005" do ±0,010".
- Potrdila kakovosti: Dokumentirani sistemi kakovosti, ki podpirajo letalsko-kosmično industrijo, proizvodnjo medicinskih pripomočkov, avtomobilsko industrijo in druge regulirane panoge.
Te podjetja prav tako izvajajo specializirane tehnike, kot je varjenje lima z jedrom s tokom za posebne aplikacije, ki zahtevajo globljo prodiralnost ali delo v zunanjih pogojih, kjer ni praktično uporabljati zaščitnega plina.
Zakaj je natančna izdelava pomembna v proizvodnji
Zakaj pa je natančnost tako pomembna? Razmislite o naslednjem: komponente, ki se ne ujemajo pravilno, zahtevajo draga popravila na mestu izvedbe, kar povečuje stroške dela in podaljšuje časovni razpored projekta. Razlike v dimenzijah lahko povzročijo odpoved izdelka, zahteve za jamstvo in škodo ugledu. Za industrije, ki zahtevajo natančne dopustne odstopanja, pomenijo nezadostne zmogljivosti pri obdelavi lima in varjenju draga zamujanja ali celo neposredne zavrnitve.
Storitve kakovostnega varjenja lima zagotavljajo korist prek:
- Zmanjšanih skupnih stroškov projekta: Izključitve ponovne obdelave in popravil na mestu izvedbe
- Izboljšane učinkovitosti sestavljanja: Natančne komponente se prvič pravilno ujemajo
- Izboljšane zmogljivosti izdelka: Natančnost dimenzij neposredno vpliva na obratno zanesljivost
- Uredbena ujemnost: Popolna sledljivost, statistična kontrola procesov in dokumentacija za pregled prvega izdelka
Naložba v specializirano izdelavo prinaša koristi v obliki zmanjšanega časa sestave, izključitve ponovnega dela in izboljšane zmogljivosti izdelka. Ali razvijate medicinske naprave, kjer je varnost človeka odvisna od natančne dimenzionalne natančnosti, ali pa izdelujete ohišja za elektroniko, ki zahtevajo natančno zaščito pred elektromagnetnimi motnjami (EMI), sodelovanje z izkušenimi storitvami varjenja limenih plošč zagotavlja, da bodo vaši sestavni deli ustrezali izjemno zahtevnim standardom, ki jih zahtevajo vaše aplikacije.
Vrste metod varjenja pri izdelavi limenih plošč
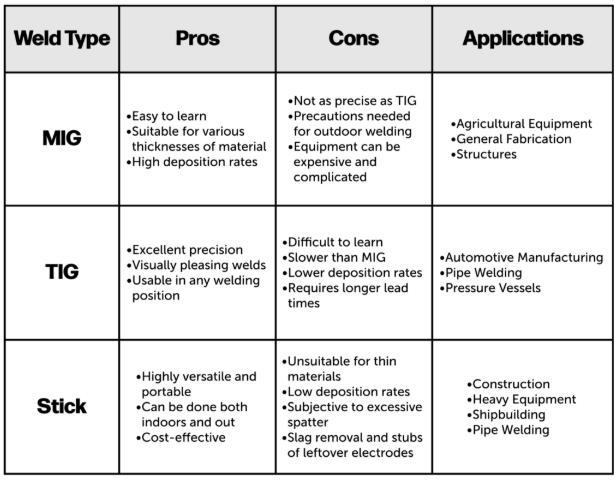
Ste se že kdaj spraševali, zakaj nekateri sestavni deli iz limenih plošč imajo skoraj neopazne šive, medtem ko drugi prikazujejo izrazite varilne vrhove? Odgovor leži v izbiri ustrezne metode varjenja za vsako posamezno uporabo. Razumevanje vrst varjenja pri izdelavi limenih plošč vam omogoča učinkovito komunikacijo z izdelovalci in zagotavlja, da bodo vaši projekti prejeli optimalno tehniko spojev za trdnost, videz in stroškovno učinkovitost.
MIG varjenje za izboljšano proizvodno učinkovitost
Ko je pomembna hitrost proizvodnje, postane varjenje tankih kovinskih listov z MIG-varilnim aparatom priljubljena izbira za specializirane izdelovalce . Varjenje z inertnim kovinskim plinom (MIG) – imenovano tudi varjenje z električnim lokom in plinsko zaščito (GMAW) – uporablja neprekinjeno dovajano žično elektrodo, ki se stopi v varilni bazen, medtem ko inertni zaščitni plin preprečuje onesnaženje iz ozračja.
Zakaj je varjenje tankih kovinskih listov z MIG-varilnim aparatom tako priljubljeno? Oglejte si naslednje prednosti:
- Hitri časi varjenja: Neprekinjeno dovajanje žice omogoča varilcem, da spojine hitro dokončajo brez ustavitve za zamenjavo elektrod
- Univerzalna združljivost z materiali: Odlično deluje s pocinkano jekleno, nerjavnim jeklom in aluminijem
- Enostavnejša tehnika: Operatorji lahko dosežejo kakovostne rezultate z manjšo usposabljanjem v primerjavi z drugimi metodami
- Čisto obratovanje: Minimalna količina šljake in razprškov pomeni manjšo po-varilno očistitev
MIG varjenje odlično ustrezajo za izdelavo avtomobilskih karoserij, proizvodnjo industrijske opreme in gradbene sestave, kjer je obseg proizvodnje dovolj velik, da upraviči hitrejše hitrosti varjenja. Za debelejše materiale, ki zahtevajo globoko prepenetracijo, izdelovalci včasih uporabljajo tehnike varjenja lima z žico z jedrom (flux welding), kot je na primer varjenje z elektrodo z jedrom (FCAW), ki se pogosto izvaja na prostem brez zunanjega zaščitnega plina, kar ga naredi izjemno raznoliko rešitev za različne okolja.
TIG varjenje za natančne aplikacije
Ko vaš projekt zahteva izjemno kakovost varilnega šava in vizualno privlačen videz, TIG varjenje lima zagotavlja neprekosljive rezultate. Varjenje z volframovo elektrodo v inertnem plinu (TIG) – tehnično znano kot varjenje z volframovo elektrodo v plinu (GTAW) – uporablja neporabljivo volframovo elektrodo za ustvarjanje loka, medtem ko varilec ročno daje polnilni material po potrebi.
Zakaj izdelovalci priporočajo TIG za kritične komponente? Ta postopek ponuja:
- Nadpovprečno natančnost in nadzor: Varilci lahko natančno nadzorujejo vnos toplote in s tem preprečijo pregoranje tankih materialov
- Izjemna estetika varjenja: Ustvarja čiste, vizualno privlačne varilne vrvice, ki pogosto ne zahtevajo dodatne obdelave
- Gibanost materialov: Obvladuje širok spekter kovin, vključno z nerjavnim jeklenim, aluminijem, titanom in eksotičnimi zlitinami
- Brez razprševanja: Ustvarja brezhibne delovne površine in komponente
TIG-varjenje je priljubljeno pri opremi za predelavo hrane, kjer je čistoča ključnega pomena, pri gorivnih ceveh in rezervoarjih, izpušnih sistemih ter letalsko-kosmičnih komponentah. Čeprav ostaja varjenje z elektrodo (stick welding) možnost za popravke na terenu in zunanjih aplikacijah, TIG-ova natančnost naredi to metodo prednostno izbiro za nadzorovane obrtne prostore, kjer ima kakovost prednost pred hitrostjo.
Točkovno varjenje za sestavne operacije
Točkovno varjenje pločevin ponuja popolnoma drugačen pristop – namesto loka uporablja električni upor za združevanje materialov. Dva elektroda izvajata tlak in električni tok na prekrivajočih se kovinskih pločevinah, kar na stični točki ustvari dovolj toplote, da ju zvarita skupaj.
Ta metoda ponuja več različnih prednosti:
- Izjemno hitrost: Vsak zvar se dokonča v delcih sekunde
- Ni potrebe po polnilnih materialih: Zmanjšuje stroške porabnih materialov in odpravlja težave pri izbiri polnila
- Enostavna avtomatizacija: Brezhibno se integrira v robotske proizvodne linije
- Minimalna obdelava po varjenju: Zvari praktično ne zahtevajo nobene čiščenja ali končne obdelave
- Varnejši obrat: Ni potrebe po odprtih plamenih ali zaščitnih plinih
Točkovno varjenje prevladuje pri sestavi avtomobilskih karoserij, proizvodnji gospodinjskih aparatov in v vseh aplikacijah, kjer je potrebno hitro spojiti tanke prekrivajoče se plošče. Zato se sodobne avtomobilske karoserije lahko sestavijo z tisoči enotnih in zanesljivih spojev.
Primerjava metod varjenja za vaš projekt
Izbira ustrezne metode varjenja je odvisna od vaših posebnih zahtev. Laserjev varilnik za limenine omogoča izjemno natančnost pri mikrokomponentah in toplotno občutljivih materialih, medtem ko tradicionalne metode ustrezajo širšemu spektru uporab. Spodaj je primerjava glavnih metod:
| Metoda | Najboljše uporabe | Obseg debeline materiala | Hitrost |
|---|---|---|---|
| Vredba MIG | Avtomobilski karoseriji, industrijska oprema, konstrukcijski sklopi, proizvodna izdelava | 24. kalibr (0,6 mm) do 1/2" (12,7 mm) | Hitro – idealno za proizvodnjo v velikih količinah |
| Vredba TIG | Letalsko-kosmične komponente, oprema za predelavo hrane, gorilni sistemi, natančni ohišja | 26. kalibr (0,5 mm) do 1/4" (6,4 mm) | Počasno – prednost ima kakovost pred hitrostjo |
| Točkovarsanje | Sestava avtomobilov, gospodinjskih aparatov, ohišij in prekrivajočih se spojev plošč | 28. kalibr (0,4 mm) do 1/8" (3,2 mm) | Zelo hitro – sekunde na varjenje |
| Laserjeva varska | Medicinski napravi, elektronika, natančni instrumenti, toplotno občutljivi materiali | 30. kalibr (0,3 mm) do 1/8" (3,2 mm) | Zelo hitro z minimalno deformacijo |
| Sredinsko jedrnat (FCAW) | Težka oprema, gradnja na prostem, debele konstrukcijske sestavne dele | 18. kalibr (1,2 mm) do 1" (25,4 mm) | Hitro z globokim prodiranjem |
Po strokovnjaki za varjenje laserjsko varjenje deluje približno tri do petkrat hitreje kot tradicionalne metode lokovnega varjenja pri tankih materialih, hkrati pa ustvarja skoraj nevidne spoje z minimalnimi območji, vplivanimi s toploto. To ga naredi idealnega za aplikacije, ki zahtevajo tako hitrost kot natančnost.
Ključna sporočila? Izberite metodo varjenja glede na prioritete vašega projekta. Potrebujete hitro proizvodnjo pri jeklenih sestavah? MIG varjenje vam ponuja rešitev. Za brezhibno estetiko na izdelkih iz nerjavnega jekla za hrano? TIG varjenje je vaš odgovor. Sestavljate tisoče enakih ohišij? Točkovno varjenje ponuja nepremagljivo učinkovitost. Razumevanje teh razlik vam pomaga izbrati partnerja za izdelavo, ki razpolaga z ustrezno opremo in sposobnostmi za vaše specifične aplikacije.
Materiali, s katerimi delajo strokovnjaki za varjenje lima
Katero materialno vrsto izbrati za vaš naslednji projekt izdelave? Odgovor je odvisen od zahtev vaše uporabe glede trdnosti, mase, odpornosti proti koroziji in proračuna. Izkušen specializiran podjetje za varjenje pločevinastih delov obdeluje različne materiale – vsak ponuja posebne lastnosti, zaradi katerih je idealen za določene namene. Razumevanje teh možnosti vam pomaga sprejeti utemeljene odločitve in učinkovito sodelovati z vašim partnerjem za izdelavo.
Jeklene vrste in njihova industrijska uporaba
Jeklo ostaja delovna konja pri izdelavi pločevinastih delov , ki ponuja odličen razmerje med trdnostjo in stroški v številnih aplikacijah. Vendar pa ni vse jeklo enako. Specializirani izdelovalci obdelujejo več ločenih kategorij:
- Toplo valjana jekla: Oblikovano pri visokih temperaturah, ta material ponuja gibljivost in obdelljivost po nižji ceni. Idealno je za strukturne komponente, okvire in aplikacije, kjer površinska obdelava ni ključnega pomena
- Hladno valjana jekla: Obdelano pri sobni temperaturi za trdnejše in natančnejše izdelke po dimenzijah—idealno za gradnjo komercialnih stavb in shrambne sisteme
- Cinkirana celozemeljica: Navadne jeklene plošče, prevlečene z cinkom za odpornost proti rji, pogosto uporabljane v gradbeništvu, avtomobilski industriji, telekomunikacijah ter vetrnih in sončnih elektrarnah
Pri varjenju cinkanih plošč izdelovalci soočajo zlastnimi izzivi. Ali je mogoče uspešno variti cinkane plošče? Seveda—vendar za to potrebujejo specializirano znanje. Cinkova prevleka lahko zmanjša prodor varilnega šiva in povzroči poroznost v končnem spoju. Izkušeni varilci običajno odstranijo cinkovo prevleko s takojšnjega območja varjenja, nato pa po zaključku varjenja ponovno cinkajo, da obnovijo korozivno zaščito.
Varjenje cinkanih plošč z MIG metodo predstavlja tudi zdravstvene pomisleke. Glede na strokovnjake za varnost v kovinarski izdelavi cink se med varjenjem izhlapi in tvori hlape cinkovega oksida, ki lahko povzročijo »vročino kovinskih hlapev« – simptome podobne gripi, kot so slabost, glavoboli in mrzlica. Poleg tega se v galvaniziranih premazih nahajajo majhne količine svinca, ki se lahko prav tako izhlapijo in povzročijo dolgoročne zdravstvene težave. Za varilne operacije z galvaniziranimi ploščami je nujna ustrezna prezračevanje, uporaba dihalnih mask in varnostno usposabljanje.
Uporaba aluminija in drugih lahkih kovin
Ko je pomembna teža, aluminij zagotavlja izjemno zmogljivost. Tehta približno tretjino jekla in je postal nepogrešljiv v številnih panogah. Pri varilnih projektih se za izdelavo plošč pogosto uporablja aluminij, kadar aplikacije zahtevajo:
- Zmanjšano težo komponent: Ključno za letalsko-kosmično, avtomobilsko in prometno industrijo, kjer vsak kilogram vpliva na učinkovitost porabe goriva
- Naravna odpornost proti koroziji: Aluminij tvori zaščitni oksidni sloj, ki ga ščiti pred okoljsko degradacijo
- Odlična toplotna in električna prevodnost: Naredi ga idealnega za izmenjevalnike toplote, ohišja za elektroniko in električne komponente
- Ponovna uporaba: Aluminij se lahko večkrat reciklira brez izgube lastnosti, kar podpira cilje trajnostnega razvoja
Glede na industrijske smernice za materiale se natezna trdnost aluminija giblje od 40 do več kot 690 MPa, odvisno od sestave zlitine; dodajanje zlitin znatno poveča trdnostne lastnosti. Proizvajalci hrane in pijač uporabljajo aluminij za embalažo, medtem ko ga proizvajalci vozil obsežno uporabljajo za karoserijske plošče, da zmanjšajo skupno težo.
Varjenje aluminija zahteva druge tehnike kot varjenje jekla. Ker poudarjajo strokovni varilci , ima aluminij nižjo talilno temperaturo in hitro prevaja toploto, kar zahteva natančno nadzorovanje med varilnimi operacijami. Varjenje z volframovo elektrodo v inertnem plinu (TIG) običajno daje najboljše rezultate pri aluminiju, čeprav varjenje z navadnim kovinskim elektrodnim žarkom (MIG) dobro deluje pri debelejših profilih in v proizvodnih okoljih.
Nerjavljivimi jekli za odpornost proti koroziji
Ko vaše aplikacije zahtevajo tako trdnost kot izvirno odpornost proti koroziji, se nerjavnega jekla izbere kot material izbire. Vsebina kroma ustvari samoregenerirajoči oksidni sloj, ki ščiti pred rjo in kemičnimi napadi. Specializirani izdelovalci pogosto obdelujejo naslednje vrste nerjavnega jekla:
- Austenitne (serija 300): Najpogostejša vrsta, ki ponuja odlično odpornost proti koroziji in obdelljivost – idealna za opremo za predelavo hrane, medicinske naprave in arhitekturne aplikacije
- Feritne (serija 400): Magnetna z dobro odpornostjo proti koroziji po nižji ceni – primerna za avtomobilske dodatke in gospodinjske aparate
- Martenzitna: Teplo obdelljiva za visoko trdoto – uporabljena pri rezalnih orodjih in kirurških instrumentih
Nerjavnega jekla odlično opravlja v okoljih, kjer je pomembna higiena. Komercialne kuhinje, farmacevtska obrati in predelovalne tovarne hrane se zanašajo na njegovo neprebojno površino, ki zavira rast bakterij in se enostavno čisti. Material ponuja tudi estetsko privlačnost z jasnim, sodobnim izgledom – zato je priljubljen za vidne arhitekturne elemente in potrošniške aparate.
Čeprav nerjavnega jekla običajno stane več kot ogljikovo jeklo ali aluminij, njegova trpežnost pogosto zagotavlja dolgoročne prihranke zaradi zmanjšanih stroškov vzdrževanja in podaljšane življenjske dobe.
Bakar in specializirane kovine
Poleg osnovnih materialov specializirani izdelovalci delujejo tudi z bakrom in drugimi kovinami za posebne aplikacije:
- Bak: Izjemno dobro prevaja električno in toplotno energijo, zato je nujen za električne kable, elektroniko, komponente za vodovodne instalacije in dekorativne namene. Bakrene plošče ne vsebujejo dovolj železa, da bi zardeli, in postanejo trdnejše, ko se zlitijo z drugimi elementi.
- Lisica in bron: Cinkove zlitine, ki zagotavljajo edinstvene estetske lastnosti ter odpornost proti koroziji za pomorsko opremo, dekorativne armature in glasbene instrumente
- Titanij: Izjemno razmerje trdnosti in mase skupaj z izjemno odpornostjo proti koroziji za letalsko-kosmično industrijo, medicinske implante in visokoprilagojene aplikacije
Vsak material zahteva posebne varilne parametre, polnilne materiale in postopke ravnanja. Sodelovanje z izkušenim partnerjem za izdelavo omogoča, da se izbor materiala prilagodi tako vašim zahtevam glede zmogljivosti kot tudi izvedljivosti proizvodnje – kar predstavlja temelj uspešnih rezultatov projekta v kateri koli industriji.

Industrije, ki jih oskrbujejo specializirani izdelovalci ploščatih kovinskih delov
Kdo dejansko potrebuje zmogljivosti specializirane podjetja za varjenje ploščatih kovin? Odgovor vas morda preseneti. Od vozila, s katerega peljete, do stavbe, v kateri delate, izdelava in varjenje ploščatih kovin vplivata na skoraj vsak vidik sodobnega življenja. Razumevanje tega, katere industrije se zanašajo na te storitve, vam pomaga prepoznati strokovnost in specializirano opremo, ki jo vaš partner za izdelavo potrebuje, da vam zagotovi kakovostne rezultate za vašo specifično uporabo.
Sestavni deli za avtomobilsko in prometno industrijo
Avtomobilsko področje predstavlja eno največjih porabnic storitev varjenja in izdelave ploščatih kovin. Glede na eksperti v industriji , je sodobna izdelava ploščatih kovin za avtomobile napredovala daleč čez preprosto udarjanje in varjenje v natančno usmerjeno disciplino, ki vključuje inovacije na področju materialne znanosti in obvladovanje digitalnega simuliranja.
Kateri sestavni deli so za to področje potrebni? Seznam je obsežen:
- Komponente podvozja: Okvirji tirnic, prečni nosilci in sestavi podokvirja, ki tvorijo strukturni hrbtenica vozila
- Suspension parts: Vodilne roke, držaji in pritrdilne plošče, ki zahtevajo natančne dopuste za pravilno poravnavo
- Nosilne sklope: Stebri A, stebri B, prizidki na spodnjem delu vrata in podlaga poda, ki zagotavljajo zaščito pri trku
- Karoserijske plošče: Pokrovi motorja, blatniki, vrata, stranske plošče in strehe, ki določajo estetiko vozila
- Ohišja baterij: Kritični sestavni deli za električna vozila, ki delujejo kot nosilni elementi podvozja, središča za toplotno upravljanje in varnostne konstrukcije
Izbira najboljšega varilnega stroja za avtomobilske limenke za karoserijo zahteva razumevanje tega, da avtomobilske aplikacije zahtevajo tako trdnost kot natančnost. Številni izdelovalci uporabljajo hibridne spojne tehnike – združujejo točkovno varjenje, lasersko varjenje, samoprebojne zakovice in strukturne lepilne snovi, da omogočijo gradnjo iz mešanih materialov. Pri izbiri najboljšega varilnega stroja za avtomobilske projekte z limenkami morate pozornost nameniti sposobnostim tako tradicionalnega upornostnega varjenja kot naprednih tehnik, kot je daljinsko lasersko varjenje, ki doseže hitrosti približno petkrat višje od konvencionalnega točkovnega varjenja.
Proizvodnja industrijske opreme
Težka oprema, stroji in industrijski sistemi močno odvisni od zavarjevalništva in izdelave iz pločevinastih delov. Te uporabe pogosto zahtevajo trdno konstrukcijsko celovitost v kombinaciji s točno dimenzioniranjem.
Proizvajalci industrijske opreme se zanašajo na specializirane izdelovalce za:
- Ohišja in varovalne pregrade za stroje: Zaščitna ohišja, ki zaščitijo obratovalce pred gibljivimi deli, hkrati pa omogočajo dostop za vzdrževanje
- Krmilna ohišja in električna ohišja: Točno izdelana ohišja, ki zagotavljajo zaščito pred elektromagnetnimi motnjami (EMI) in okoljsko zaščito občutljive elektronike
- Transportni sistemi: Žlebovi, posode za shranjevanje materiala in konstrukcijska ogrodja za operacije rokovanja z materiali
- Kmetijska oprema: Deli izvedbenih naprav, karoserijski deli traktorjev in shranjevalni sistemi
- Komponente za prezračevanje in klimatizacijo: Zračni kanali, zračni zbiralniki in enote za obratovanje zraka za komercialno in industrijsko klimatizacijo
- Ohišja za medicinsko opremo: Podvozja in ohišja za zapletene diagnostične naprave, kirurška orodja in bolniško infrastrukturo
Glede na vire iz proizvodne industrije so iz pločevine izdelani številni medicinski pripomočki – od zapletenih naprav do kirurških orodij. Kirurška kovinska orodja se lahko izdelujejo z natančnimi merami in naročajo v želenih količinah, kar zagotavlja, da bodo bolnišnice vedno imeli na razpolago ključna orodja.
Arhitekturne in gradbene aplikacije
Gradbena industrija je sprejela varjenje pločevin kot bistveni element tako za konstrukcijske kot tudi za dekorativne uporabe. Izdelava iz pločevin zagotavlja trdnost, trajnost in prilagodljivost, ki jih zahteva sodobna arhitektura.
Gradbene uporabe vključujejo:
- Strojniški komponenti: Nosilne stebre, modularne okvire, odtočne rešetke za talne odtoke, rešetke, profilirane kanale in industrijske hodnike
- Strešni sistemi: Kovinske plošče, zaščitne plošče (flašingi), strešne žlebove in odtočne komponente
- Elementi fasade: Dekorativne plošče, sončne zaslonke in vremensko odporni strešni nadstreški
- Notranji elementi: Ograje, lesena obdelava (mizarski izdelki), vrhovi stolpov in posebne dekorativne plošče
- Infrastruktura: Konstrukcijske dele mostov, ohišja telekomunikacijske opreme ter ohišja za energetsko opremo
Kot opozarjajo strokovnjaki za gradbeništvo, arhitekti in oblikovalci uporabljajo izdelavo iz pločevine za dodajanje elementov, ki ne zagotavljajo le zaščite, temveč tudi izboljšujejo vizualni učinek. Možnost oblikovanja materiala v zapletene oblike ob ohranjanju strukturne celovitosti ga naredi nepogrešljivega tako za funkcionalne kot tudi za estetske namene.
Dodatne industrije, ki zahtevajo specializirano izdelavo
Poleg teh glavnih sektorjev specializirani izdelovalci oskrbujejo številne druge industrije:
- Letalska in vesoljska industrija: Sestavne dele letal in vesoljskih plovil, ki zahtevajo natančna dopustna odstopanja ter eksotične materiale, kot so titan in posebne aluminijeve zlitine
- Električna oprema: Podvozja, ohišja in plošče z določenimi zahtevami glede odvajanja toplote, elektromagnetnega zaslonjenja in estetike
- Obroba hrane: Opremo iz nerjavnega jekla, ki zahteva sanitarno varjenje in površine, odporne proti rasti bakterij
- Hišna gospodinjica: Ohišja in notranje konstrukcijske sestavne dele hladilnikov, pralnih strojev, klimatskih naprav in druge gospodinjske opreme
- Izdelava namezi: Kovinske noge za mize, hrbti za stolce in dekorativni elementi, ki združujejo trdnost z moderno estetiko
- Avtomatizacija in robotika: Trpežni deli in komponente za specializirano strojno opremo in orodja
Vsaka industrija predstavlja posebne zahteve – od odpornosti proti koroziji, ki jo zahtevajo morske aplikacije, do standardov biokompatibilnosti, potrebnih za medicinske implante. Kvalificiran specializiran izdelovalec razume te različne zahteve ter ohranja potrebne certifikate, opremo in strokovno znanje za zadostitev raznovrstnim potrošniškim potrebam. Ta raznolikost industrije pojasnjuje tudi, zakaj je izbira pravega partnerja za izdelavo – tistega z izkušnjami v vašem specifičnem sektorju – tako pomembna za uspeh projekta.
Pojasnjen proces po meri izdelane izdelave
Torej ste identificirali specializirano podjetje za varjenje ploščastega kovinskega materiala z ustrezno strokovnostjo za vaš projekt. Kaj se dogaja naprej? Razumevanje izdelovalnega procesa vam pomaga postaviti realistična pričakovanja, pripraviti ustrezno dokumentacijo in učinkovito komunicirati s svojim proizvodnim partnerjem skozi celoten proces. Od začetnega povpraševanja do končne dostave si spodaj oglejte, kaj lahko pričakujete na vsaki stopnji.
Pregled konstrukcije in DFM analiza
Vsak uspešen projekt se začne s temeljitim pregledom načrta. Ko predložite svoje CAD-datoteke, tehnične risbe ali konceptne skice, inženirski tim izdelovalca oceni vaš načrt glede izvedljivosti izdelave – kar se pogosto imenuje analiza DFM.
Kaj ta recenzija preučuje? Glede na strokovnjake za natančno ploščato kovino analiza DFM (Design for Manufacturability) upošteva obdelljivost materiala, zmogljivosti strojev, čas izdelave in optimizacijo stroškov. Vendar pa je tu ena trgovska skrivnost: če želite delovne dele najvišje kakovosti z zelo kratkim časom izdelave, samo razumevanje DFM ni dovolj. Čim prej predložite svoje CAD modele specializirani tovarni za natančno ploščato kovino, kar omogoča, da njihovo strokovno znanje oblikuje vaše odločitve o oblikovanju.
V tej fazi pričakujte, da bo vaš partner za izdelavo obravnaval naslednje točke:
- Izbira materiala: Priporočanje optimalnih materialov na podlagi vaših zahtev glede uporabe in proračuna
- Ocenjevanje dopustnih odmikov: Določanje dimenzij, ki jih morda boste morali prilagoditi za zanesljivo proizvodnjo
- Optimizacija radijev ukrivljanja: Zagotavljanje, da specifikacije ukrivljanja ustrezajo lastnostim materiala in razpoložljivi orodni opremi
- Zvarni premisleki: Svetovanje o načinih varjenja ploščate kovine z MIG-varilnim napravo ali drugimi metodami, ki so primerni za vašo sestavo
- Možnosti zmanjšanja stroškov: Predlaganje spremembe oblikovanja, ki zmanjša proizvodno zapletenost brez izgube funkcionalnosti
Ta sodelovalni pristop preprečuje draga naročila za spremembe in ponovno obdelavo v kasnejših fazah. Kot poudarjajo strokovnjaki iz industrije, mora vaš izdelovalec limenih delov imeti določeno stopnjo fleksibilnosti, da lahko sprejme najboljšo odločitev za vašo naročilo – tako glede materialov kot tudi pristopa.
Izdelava prototipov in vzorčna proizvodnja
Ko je optimizacija oblikovanja končana, se večina projektov premakne v fazo izdelave prototipov. Ta ključna faza vam omogoča fizično preverjanje vašega oblikovanja pred tem, ko se odločite za serijsko proizvodnjo.
Katerih metod izdelave prototipov uporabljajo specializirani izdelovalci? Glede na navodila za postopke kovinske izdelave so pogosti pristopi:
- CNC obratovanje: Omogoča natančnost, raznolikost in hitro izvedbo – idealno za izdelavo delov z ozkimi dopustnimi odstopki in zapletenimi geometrijami
- Prototipiranje iz pločevine: Uporablja se za ohišja, plošče in komponente, ki zahtevajo operacije ukrivljanja in oblikovanja
- Laserjsko rezanje z ročnim oblikovanjem: Omogoča hitro iteracijo za začetno preverjanje koncepta
Prototipi imajo več namenov kot le preprosto preverjanje ujemanja. Omogočajo funkcionalno testiranje, pomagajo določiti najboljši način varjenja ploščastih sestavkov in razkrijejo morebitne težave, preden postanejo draga proizvodna problema. Številni stranki izvedejo dve ali tri ponovitve prototipov, preden odobrijo serijsko proizvodnjo – ta naložba se običajno večkrat povrne z preprečevanjem napak v uporabi.
Proizvodnja in sestava
Ko so prototipi odobreni, se začne proizvodnja. Proizvodni zaporedje običajno sledi spodaj navedenemu toku:
- Nabava materiala: Naročanje določenih materialov z zahtevanimi certifikati in poročili o preskusih na tovarni
- Rezni postopki: Laserno rezanje, rezanje z vodnim curkom ali striženje surovih plošč v polizdelke komponent
- Oblikovanje: Ukrivljanje na CNC gugalni preseki, udarno oblikovanje ali valjno oblikovanje za ustvarjanje tridimenzionalnih oblik
- Zvarjanje in spoji: Uporaba ustrezne varilne in rezalne tehnike za ploščaste materiale glede na zahteve glede materiala in uporabe
- Obdelava površin: Brusenje, lakanje, piščančenje ali pršenje s praškovnim premazom za doseganje zahtevane videzne in zaščitne lastnosti
- Sestava: Namestitev strojne opreme, vijakov in integracija podsklopov v končne sestave
Med celotnim proizvodnim procesom lahko pričakujete redno komunikacijo s svojim partnerjem za izdelavo. Kvalitetni izdelovalni obrati zagotavljajo posodobitve stanja ob ključnih mejnikih ter vas takoj obvestijo, če se pojavijo kakršne koli težave, ki bi lahko vplivale na roke dobave ali tehnične specifikacije.
Kontrola kakovosti in certifikacija
Pred pošiljanjem katerekoli komponente se izvede izčrpna nadzorna kontrola, da se zagotovi skladnost z vašimi specifikacijami. Glede na strokovnjake za kakovostno upravljanje , učinkovito zagotavljanje kakovosti vključuje temeljito pregled surovin, spremljanje med izdelavo, preverjanje dimenzij in preskušanje po izdelavi.
Katerih metod pregleda lahko pričakujete?
- Vizualna pregledovanja: Pregled varjenih spojev, površin in splošne izdelave glede napak
- Preverjanje dimenzij: Uporaba šestil, mikrometrov, koordinatnih merilnih strojev (CMM) in merilnih klinov za potrditev kritičnih dimenzij
- Prvi pregled izdelka: Izčrpna dokumentacija začetnih proizvedenih delov v skladu z vsemi zahtevami risb
- Funkcionalno preskušanje: Preverjanje, ali sestavi delujejo kot predvideno v dejanskih pogojih uporabe
- Nedestruktivno testiranje: Metode, kot so barvni penetracijski ali ultrazvočni pregled za preverjanje celovitosti kritičnih zvarov
Za regulirane industrije bi vaš izdelovalec moral zagotoviti popolne dokumentacijske pakete, vključno s potrdili o materialih, poročili o pregledih in potrdili o skladnosti. Sodelovanje z izkušenimi izdelovalci, ki razumejo, kako izvesti MAG zvarovanje tankih plošč v skladu z ustreznimi standardi, zagotavlja, da bodo vaši sestavni deli že od začetka ustrezali industrijskim standardom.
Pričakovani časovni okvir in komunikacija
Kako dolgo naj pričakujete, da bo potekal postopek? Časovni okvir se znatno razlikuje glede na zapletenost projekta, spodaj pa je splošni okvir:
| Faza projekta | Tipična trajanje | Ključni rezultati |
|---|---|---|
| Ponudba | 24–72 ur | Podrobna razčlenitev stroškov in ocena časovnega okvira |
| Pregled DFM | 2–5 delovnih dni | Inženirski odziv in predlogi za optimizacijo konstrukcije |
| Prototipiranje | 5-15 delovnih dni | Fizični vzorci za preverjanje in preskušanje |
| Proizvodnja | 2–6 tednov | Dokončani deli, ki izpolnjujejo vse specifikacije |
| Končna preverjanja | 1-3 delovnih dni | Dokumentacija o kakovosti in priprava za pošiljanje |
Komunikacijske preference je treba določiti zgodaj. Najboljše varjenje ploščatih kovin dosežemo v partnerstvih, kjer obeh strani skozi celoten proces vzdržujeta odprt dialog. Pričakujte, da bo vaš izdelovalec aktivno komuniciral o razpoložljivosti materialov, napredku proizvodnje in morebitnih pojasnilih glede načrtovanja, ki jih je potrebno zagotoviti.
Razumevanje tega delovnega procesa vam omogoča, da že v začetni fazi zagotovite ustrezne informacije, predvidite točke odločanja in ustrezno načrtujete svoje časovne razporede. A katera oprema in tehnike dejansko omogočajo kakovostno varjenje ploščatih kovin? To ravno obvladajo specializirani izdelovalci – in razumevanje njihovih sposobnosti vam pomaga pri ocenjevanju potencialnih proizvodnih partnerjev.

Oprema in tehnike za kakovostno varjenje ploščatih kovin
Izbrali ste partnerja za izdelavo in razumete postopek – a kaj dejansko loči posredno varjenje od varjenja, ki brezhibno deluje leta? Odgovor leži v pravilni izbiri opreme in obvladanju tehnike. Ali ocenjujete specializirano podjetje za varjenje pločevinastih delov ali pa ustanavljate lastno delavnico, razumevanje teh osnovnih načel vam pomaga prepoznati kakovostno izdelavo in učinkovito izraziti svoje pričakovanja.
Izbira pravega varilnega stroja za vaš material
Izbira najboljšega varilnega stroja za pločevino je odvisna od več dejavnikov: vrste materiala, debeline, proizvodnega volumna in zahtevane kakovosti varjenja. Spodaj so dejavniki, ki jih izkušeni izdelovalci upoštevajo pri prilagajanju opreme posameznim aplikacijam:
- Za tanko ogljikovo jeklo (24 gauge in tanjše): MIG-varilni stroj za pločevino z nastavljivo napetostjo in hitrostjo žice omogoča nadzor, potreben za preprečevanje pregoranja. Iščite naprave, ki zagotavljajo gladke začetke loka in enakomerno dovajanje žice.
- Za nerjaveče jeklo: Varilniki TIG zagotavljajo natančnost in nadzor toplote, potrebne za čiste, korozijo odporne zvarje brez poslabšanja lastnosti materiala
- Za aluminij: Specializirana oprema MIG z bobniškimi pištoli ali sistemom potiskanja-vlečenja oziroma varilniki TIG z izmeničnim tokom, zasnovani za posebne lastnosti aluminija
- Za proizvodnjo v velikih količinah: Avtomatizirani ali polavtomatizirani sistemi, ki ohranjajo stalne parametre pri tisočih zvarjih
Izbira premera žice pomembno vpliva na kakovost zvarjev na ploščah. Glede na navodila za varjenje podjetja Miller Electric naj bi premer žice ustrezal obsegu vaše jakosti toka:
- žica premera 0,023 palca: 30–130 A – idealna za tanke materiale
- žica premera 0,030 palca: 40–145 A – univerzalna za lahke do srednje debele plošče
- žica premera 0,035 palca: 50–180 A – primerno za delo srednje debelih materialov
- žica premera 0,045 palca: 75–250 A – primerno za težje materiale
Pri varjenju tankih plošč z varilnimi palicami za TIG aplikacije naj bi se polnilni material običajno ujemal s sestavo osnovnega kovinskega materiala. Za kritične aplikacije se posvetujte z priporočili dobavitelja materiala, da zagotovite metalurško združljivost.
Izbira plina za optimalne rezultate
Zaščitni plin bistveno vpliva na kakovost varilnega šva, prodiranje in videz. Za izbiro najprimernejšega plina za MIG varjenje tankih plošč je potrebno razumeti, kako se različne mešanice obnašajo na različnih materialih.
Po vodniki za zaščitne pline v industriji , spodaj je navedeno, kaj se najbolje izkaže:
| Material | Debelina | Priporočeni plin | Prednosti |
|---|---|---|---|
| Ogljikova jeklena litina | Do debeline 14 gauge | 92 % argona / 8 % CO2 | Dobra prežiganja in nadzor deformacij |
| Ogljikova jeklena litina | 14. kaliber – 1/8" | 75 % argona / 25 % CO2 | Visoke varilne hitrosti, minimalne deformacije in razpršek |
| Nerjavnega jekla | Vsi kalibri | 92 % argona / 8 % CO2 | Dober nadzor tam, kjer ni ključna odpornost proti koroziji |
| Aluminijaste | Do 3/8" | 100 % argona | Najboljši prenos kovine, stabilnost loka in minimalen razpršek |
Zakaj je izbira najboljšega plina za varjenje tankih kovinskih plošč tako pomembna? Napačna mešanica lahko povzroči prekomerni razpršek, slabo prodor ali poroznost, ki oslabi spoj. Čisti CO2 zagotavlja globok prodor, vendar ustvarja več razprška – kar je sprejemljivo za konstrukcijska dela, ki so skrita iz vidnega polja, vendar problematično za vidne komponente, ki zahtevajo čiste končne površine.
Preprečevanje ukrivljanja in deformacij
Zvijanje predstavlja eno najbolj razfrustrirajočih izzivov pri varjenju lima. Razumevanje vzrokov za njegovo nastanek vam pomaga preprečiti njegovo pojavljanje. Po mnenju strokovnjakov za izdelavo limenih delov na deformacijo vplivajo več dejavnikov:
- Lastnosti materiala: Toplotna prevodnost, koeficient toplotnega raztezka in meja tekočosti vplivajo na to, kako se kovina odziva na toploto pri varjenju
- Toplotni vnos: Hitro ali neenakomerno segrevanje in ohlajanje povzročata termične napetosti, ki material izvlečejo iz prvotne oblike
- Mehanski sili: Neustrezno pritiskanje ali nedostatna podpora omogočata premikanje materiala med varjenjem
Učinkovite tehnike upravljanja toplote vključujejo:
- Točkasto varjenje: Izdelava kratkih zvarov z obdobji ohlajanja med posameznimi prehodi namesto neprekinjenih zvarnih nitov
- Varjenje nazaj (back-stepping): Varjenje v odsekih, ki se premikajo v nasprotni smeri kot splošna smer varjenja
- Uravnoteženo varjenje: Izmenično varjenje na obeh straneh simetričnih sestavkov za izravnavo termičnih napetosti
- Toplotni ponori: Uporaba bakrenih ali aluminijastih podložnih profilov za odvajanje toplote iz tankih materialov
- Kontrolirana jakost toka: Uporaba najmanjše možne toplotne energije, potrebne za zadostno prodor
Kot navajajo vodniki varilnih parametrov, prepočasno premikanje povzroča prekomerno segrevanje, kar vodi do preširokih zvarnih šivov in slabega prodora – pri tankih materialih to povzroča tudi pregoranje. Ustrezna hitrost premikanja omogoča uravnoteženost med prodorom in upravljanjem s toploto.
Nujni sponke in pritrdilni elementi
Kakovostne sponke in pritrdilni elementi za varjenje lima naredijo razliko med bojem z delovnim kosom in popolnim nadzorom nad njim. Pravilno pritrditev opravlja več funkcij:
- Ohranja poravnavo: Ohranja sestavne dele v pravi legi skozi celoten proces varjenja
- Zavrača deformacijo: Nadomešča toplotne napetosti, ki bi sicer povzročile izkrivljanje delov
- Izboljša doslednost: Zagotavlja ponovljive rezultate med posameznimi serijami proizvodnje
- Izboljša varnost: Preprečuje premikanje obdelovanca, ki bi lahko povzročilo poškodbe ali napake pri varjenju
Priporočeni varilni sponke za pločevino, razvrščene po uporabi:
- Za splošno pozicioniranje: Zapirne C-sponke z vrtljivimi podlagami, ki se prilagodijo nepravilnim površinam
- Za varjenje robov: Sponke v slogu Kantoor, ki prijamejo ob robu pločevine brez oviranja dostopa do mesta varjenja
- Za stične spoje: Magnetni kvadrati in kotni sponke, ki ohranjajo natančno poravnavo
- Za delo z ploščami: Sponke Intergrip ali za plošče, posebej zasnovane za avtomobilske karoserije in podobne uporabe
- Za serijsko proizvodnjo: Po meri izdelani pritrdilni sistemi z ročnimi sponkami, ki omogočajo hitro nalaganje in raznalaganje
V skladu z najboljšimi praksami pri izdelavi zagotovite, da so komponente iz lima med operacijami varno pritrjene z ustreznimi sponkami ali pritrdilnimi napravami – to stabilizira material in preprečuje premikanje ali deformacijo, povzročeno z varilnimi silami. Uporabite ustrezne sponke, predloge ali pritrdilne naprave, da zagotovite enakomerno porazdelitev tlaka.
Enako pomembni so tudi sistemi za podporo. Uvedite učinkovito podporo, da zmanjšate deformacijo – to lahko vključuje uporabo podpornih blokov, nazadnje merilnih naprav (backgauges) ali mandrov med operacijami upogibanja ali oblikovanja, ki predhajajo varjenju. Ustrezna podpora porazdeli sile in zmanjša verjetnost deformacije že pred začetkom varjenja.
Razumevanje teh osnov opreme in tehnike vam daje besedišče za razpravo o pričakovanjih glede kakovosti z izdelovalci. A kaj se zgodi, ko stvari ne potekajo popolno? Celo izkušeni varilci srečajo izzive – znanje o tem, kako strokovnjaki rešujejo pogoste težave, vam pomaga prepoznati sposobne partnerje in realistične rešitve.
Premagovanje pogostih izzivov pri varjenju lima
Celodežni varilci srečajo težave tudi pri delu z tankimi materiali. Prevarjenost, izkrivljanje in neprivlačni napaki lahko ogrozijo projekte ter razdražijo tako izdelovalce kot stranke. Razumevanje načinov, kako strokovnjaki rešujejo te težave, vam pomaga prepoznati kakovostno izdelavo in postaviti realistična pričakovanja pri sodelovanju s specializirano podjetjem za varjenje lima. Poglejmo si najpogostejše težave in dokazane rešitve.
Upravljanje toplotnega vhoda pri tankih materialih
Zakaj varjenje tankih limenih plošč povzroča toliko težav? Odgovor leži v fiziki. Tanke materiale – običajno debeline 1/8 palca ali manj – hitro absorbirajo toploto, vendar imajo zelo majhno maso za njeno razpršitev. To ustvari ozko mejo med dosego ustrezne spojitve in popolnim pregoranjem delovnega kosu.
Po profesionalni vodniki za varjenje , najboljši način varjenja tankih limenih plošč vključuje več ključnih strategij:
- Nižji tokovi (amperi): Večina varjenja tankih kovin z TIG metodo poteka pri toku 50 A ali manj, pri nekaterih uporabah pa je potreben celo tok le 5–10 A
- Višja hitrost premikanja: Premalo hitro premikanje omogoča nabiranje toplote in s tem dramatično poveča tveganje pregoranja
- Manjši porabni materiali: Uporaba žice premera 0,023 do 0,030 palca pri MIG varjenju zmanjša vnos toplote v primerjavi z debelejšimi žicami
- Pulsirajoči načini varjenja: Izmenično uporaba impulzov visokega in nizkega toka omogoča, da se zvarna kopica nekoliko ohladi med vrhovi.
Kaj pa lokovno varjenje tankih plošč iz kovine? Ta tehnika zahteva izjemno nadzor loka. Lok začnite na debelejšem materialu, kadar je to mogoče, nato pa hitro premaknite na tanjši del. Ta pristop vam pomaga vzpostaviti lok brez takojšnjega pregrevanja občutljivih območij.
Začasno (prekinjeno) varjenje predstavlja še eno učinkovito rešitev. Namesto da bi izvajali neprekinjene zvarne nitke, izkušeni varilci izvajajo kratke stižne zvarne šive z obdobji ohlajanja med posameznimi prehodi. To preprečuje nabiranje toplote na koncentriranih območjih, hkrati pa zagotavlja popolno prodor v spoj.
Odprava ukrivitve po varjenju
Kaj pa, če pride do ukrivitve kljub vašim najboljšim preventivnim ukrepom? Ne skrbite – strokovni izdelovalci so razvili zanesljive metode za odpravo ukrivitve tankih kovinskih plošč po varjenju.
Najprej razumite, zakaj pride do izkrivljanja. Ko varite, se segreta površina razširi, medtem ko jo okoliševajoča hladna kovina zavira. Ko se zvar ohladi in se skrči, potegne okoliševajoči material, kar povzroči izkrivitev. Tanjši je material, bolj izrazit postane ta učinek.
Tehnike popravka vključujejo:
- Mehansko izravnavo: Uporabo kladiv, podložk in orodij za planiranje za previdno obdelavo kovine nazaj v prvotno obliko
- Toplotno krčenje: Strategično segrevanje raztegnjenih območij povzroči nadzorovano krčenje, ki nasprotuje izkrivljanju
- Lajšanje stresa: Nadzorovano segrevanje in počasno ohlajanje lahko sprostijo notranje napetosti, ki povzročajo izkrivitev
- Planiranje: Lahko udarjanje z kladivom, ki raztegne kovino na ciljnih območjih, da nadomesti krčenje zaradi varjenja
Preprečevanje ostaja lažje kot odprava napak. Po mnenju strokovnjakov za varjenje namestitev toplotnih izmenjevalnikov, kot so aluminijaste ali bakrene palice, pritrjenih blizu območja varjenja, pomaga hitro razpršiti toploto. Pri večjih delih vodno hlajene hladilne plošče zagotavljajo še učinkovitejše toplotno upravljanje.
Ključna ugotovitev? Sledite temperaturi skozi celoten proces varjenja. Uporabite barvne svinčnike za označevanje temperature ali infrardeče termometre za spremljanje medvarilnih temperatur. Ohranjanje nižjih medvarilnih temperatur pri tankih materialih preprečuje kumulativno nabiranje toplote, ki povzroča hude izkrivitve.
Zapolnjevanje lukenj in popravek napak
Ali zapirate zastarele montažne luknje ali popravljate naključne pregorine, varjenje lukenj na limu zahteva posebne tehnike, ki se razlikujejo od standardnega varjenja spojev.
Za majhne luknje pod 1/4 palca, strokovna navodila za popravke karoserije priporočamo uporabo bakrenega podložnega profila. Bakreni profil pritrdite za luknjo – absorbira toploto iz zvarnega šiva in zagotavlja površino, na kateri lahko zvarite. MIG-žica se ne bo zalepila na baker, kar vam omogoča čisto notranjo površino namesto grdega kapljice, ki bi izstopala skozi zadnjo stran.
Za večje luknje boste potrebovali popravne ploščice ali posebej izrezane izpolnjevalne plošče:
- Pravilno določite velikost popravne ploščice: Izrežite popravne ploščice nekoliko manjše od luknje, da omogočite popolno spajanje po celotnem obodu
- Strateška postavitev: Če popravne ploščice postavite rahlo udobno, lahko zvarje izbrusite v ravnino brez ustvarjanja izbočenih površin
- Najprej naredite privarke: Začetne privarke postavite na nasprotnih točkah (pod kotom 180 stopinj), da popravno ploščico pritrdite na mesto
- Zavarite obod s šivskim zvarjenjem: Zavarite celoten obod z krajšimi šivi, ki jih izvajate izmenično okoli popravne ploščice, da enakomerno razporedite toploto
Za uspešno zavarjanje lukenj v pločevinah je pravilna tehnika pomembnejša kot draga oprema. Lok začnite na debelejšem popravnem materialu, nato pa ga hitro povlecite na tanjši osnovni kovinski del. Ta pristop omogoča nadzor toplote na bolj ranljivem materialu. Pazite na značilno modro obročasto obarvanost osnovnega kovinskega dela zaradi toplote – čim manjši je ta obroč, tem manj deformacij boste doživeli.
Prepovedovanje med popravkom lukenj dejansko uči dragocenih lekcij. Kot opažajo izkušeni izdelovalci, prepovedovanje prisili razvoj spretnosti za odpravo napak in razkrije skrite težave, kot je na primer rja, ki je oslabila material in ga v vsakem primeru ne bi bilo mogoče ustrezno zavariti.
Po dokončanju popravkov varčno obrabite zvarne šve s pomočjo fleksibilnih diskov namesto agresivnih brusilnih krogel. Fleksibilni diski odstranjujejo material postopoma in sproščajo manj toplote – kar je ključno za ohranitev celovitosti vašega popravka. Cilj? Gladka površina, ki zahteva le minimalno količino izravnalne mase ali končne obdelave.
Te spretnosti pri odpravljanju težav ločijo amatersko delo od profesionalnih rezultatov. Vendar je znanje, kako reševati težave, le en dejavnik pri izbiri partnerja za izdelavo. Razumevanje, za katere certifikate, sposobnosti in standarde storitev naj bi iskali, zagotavlja, da bodo vaši projekti prejeli strokovnost, ki si jo zaslužijo.

Izbira pravega partnerja za pločevinsko izdelavo
Spoznali ste varilne metode, materiale in tehnike odpravljanja težav – a kako dejansko najti partnerja za izdelavo, ki bo izpolnil zahteve vašega projekta? Izbira pravega varilca za limenine ni le vprašanje iskanja osebe z ustrezno opremo. Gre za identifikacijo partnerja z ustreznimi certifikati, sposobnostmi in angažmajem do kakovosti, ki ga zahtevajo vaše aplikacije. Poglejmo kritične merila za oceno, ki ločujejo izjemne izdelovalce od povprečnih.
Certifikati in standardi kakovosti, za katere naj iščemo
Ali lahko zvarite pločevino v skladu z natančnimi zahtevami brez dokumentiranih sistemov kakovosti? Tehnično je to mogoče – vendar je dokazovanje tega strankam, revizorjem in regulatorjem skoraj nemogoče. Certifikati zagotavljajo objektivne dokaze, da izvajalec vzdržuje postopke, usposabljanje in nadzore kakovosti, potrebne za dosledne rezultate.
Spodaj so ključni certifikati, ki jih je treba oceniti:
- ISO 9001:2015: Temeljni standard za upravljanje kakovosti, ki določa sistemske postopke za dosledno kakovost izdelkov – nujen za vsakega resnega izvajalca.
- IATF 16949:2016: Za avtomobilsko industrijo ključnega pomena; ta certifikat usklajuje zahteve glede kakovosti po celotni globalni avtomobilski dobavni verigi. Po mnenju strokovnjakov iz podjetja Master Products standard IATF 16949 poudarja preprečevanje napak in odstopanj pri proizvodnji ter zmanjševanje odpadkov in izgub.
- AWS D9.1: Standard za varjenje pločevine: Zakonik AWS za varjenje lima določa minimalne zahteve za varilce, ki izvajajo izdelavo iz lima – zagotavlja, da osebje dokazuje strokovnost v svojem poklicu
- Zakonik AWS D1.2 za strukturno varjenje – aluminij: Obsega material in načrtovanje, izdelavo, nadzor in kvalifikacijo za varilne aplikacije z aluminijem
- AS9100: Zahtevan za letalsko-kosmične aplikacije, kjer odpoved ni možna
Zakaj je certifikat IATF 16949 tako pomemben za avtomobilsko proizvodnjo? Ta standard zahteva povečano pozornost posameznim proizvodnim potrebam, pričakovanjem in zahtevam strank. Kot ugotavljajo certificirani proizvajalci, certifikacija IATF vzpostavi status »dobavitelja izbire« med vodilnimi avtomobilskimi proizvajalci in s tem krepi ter izboljša zanesljivost dobavnih verig.
Na primer, Shaoyi (Ningbo) Metal Technology ohranja certifikat IATF 16949 za avtomobilsko izdelavo delov z udarjanjem in natančno sestavo—kar prikazuje kakovostno infrastrukturo, potrebno za proizvodnjo podvozij, sistemov za obešanje in strukturnih komponent. Ta raven certifikacije kaže, da proizvajalec resno obravnava avtomobilske zahteve glede kakovosti.
Ocenjevanje proizvodnih zmogljivosti
Certifikati potrjujejo kakovostne sisteme, vendar morate prav tako oceniti, ali ima izdelovalec ustrezno opremo in strokovnost za vaš specifičen projekt. Najboljši varilec za ploščato kovino za vašo uporabo je tisti, katerega sposobnosti ustrezajo vašim zahtevam.
Ključni dejavniki sposobnosti za oceno:
- Obseg opreme: Ali obrat razpolaga z rezalno, oblikovalno in varilno opremo, ki jo zahteva vaš projekt? Poiščite CNC-laserje, gugalne prese in več varilnih postaj
- Strokovno znanje materialov: Ali so že uspešno obdelali material, ki ste ga navedli? Zahtevajte primere podobnih projektov
- Kapaciteta in možnosti razširitve: Ali lahko izpolnijo vaše zahteve glede količine—tako trenutne kot prihodnje rasti?
- Raven avtomatizacije: Za proizvodnjo v velikih količinah zagotavljajo avtomatizirana ali robotska varjenja enotnost pri tisočih delih
- Sekundarne operacije: Ali obrat ponuja končne obdelave, sestavo in namestitev opreme za zmanjšanje zapletenosti vašega dobavnega veriga?
Glede na smernice industrije za izdelavo najvišje kakovostni ponudniki investirajo v najnovejše CNC stroje za obdelavo, varilne postaje, rezalna orodja in napredno opremo za izdelavo. Obrnite pozornost na stanje vzdrževanja obrata – čist in urejen delovni prostor kaže na ponos nad izdelavo in predanost nadzoru kakovosti.
Ne pozabite na zmogljivosti za pregled. Napredne operacije obdelave lima in varjenja zahtevajo preveritveno opremo, med drugim:
- Koordinatni merilni stroji (CMM): Za natančno dimenzionalno preverjanje zapletenih geometrij
- Optični primerjalniki: Za preverjanje profila in konture
- Merilniki površinske obdelave: Ko so pomembne specifikacije videza
- Orodja za pregled varjenj: Vključno z opremo za vizualni pregled in zmogljivostmi nedestruktivnega preskušanja za kritične aplikacije
Hitro izdelovanje prototipov in časi izdelave
V današnjem hitro spreminjajočem se okolju razvoja izdelkov je hitrost ključnega pomena. Koliko hitro lahko potencialni partner preide od vašega prvotnega povpraševanja do fizičnih delov v vaših rokah?
Ocenite naslednje dejavnike, ki vplivajo na časovni razpored:
- Čas obravnave ponudbe: Kakovostni izdelovalci ponujajo podrobne ponudbe znotraj 24–72 ur. Nekateri proizvajalci, kot je Shaoyi Metal Technology , ponujajo obravnavo ponudbe že v 12 urah za stranke, ki potrebujejo pospešen odziv
- Hitrost izdelave prototipov: Kako hitro lahko izdelajo vzorčne dele za potrditev? Pri kritičnih časovnih razporedih razvoja poiščite možnost hitrega izdelovanja prototipov v petih dneh
- Odzivnost pri podpori DFM: Hitri obrazci obrazca za oblikovanje za proizvodnjo (DFM) preprečujejo zastoje med razvojem izdelka. Kompleksna podpora DFM odkrije težave s proizvodljivostjo, preden postanejo draga težava
- Časi izdelave: Poznajte standardne časovne roke in ugotovite, ali obstajajo pospešene možnosti za nujne zahteve
Kot priporočajo strokovnjaki iz industrije, komunicirajte svoj časovni okvir in omejitve proračuna že v zgodnji fazi. Zagotovite, da lahko podjetje za izdelavo izdelkov izpolni vaš grafik in pred partnerstvom zagotovi natančne ocene stroškov.
Standardi upravljanja projekta in komunikacije
Celó tehnično izkučeni izdelovalci lahko razočarajo, če nimajo močnih spretnosti v upravljanju projektov. Oceni, kako potencialni partnerji obravnavajo izkušnjo strank:
- Določeni projektne managerji: Edina kontakt oseba, ki razume vaš projekt in vam lahko redno posreduje posodobljene informacije
- Proaktivna komunikacija: Ali sami aktivno posredujejo posodobitve stanja ali vedno vi morate zahtevati informacije?
- Upravljanje spremembe naročila: Kako učinkovito lahko obdelajo spremembe načrta med proizvodnjo?
- Kakovost dokumentacije: Ali lahko zagotovijo potrdila o materialih, poročila o pregledih ter potrdila o skladnosti, ki jih zahteva vaša industrija?
Po strokovnjaki za izbiro izdelovalcev , najboljši ponudniki kažejo strankam usmeren pristop z odzivno komunikacijo in pripravljenostjo, da naredijo dodatni korak. Obrnite pozornost na fazo izdelave ponudbe: ali so hitro odzivni? Ali si vzamejo čas, da popolnoma razumejo vaše zahteve?
Izbira končne variante
Vse skupaj združimo v naslednji podrobni kontrolni seznam:
| Kriteriji za ocenjevanje | Kaj preveriti | Zakaj je to pomembno |
|---|---|---|
| Potrdila kakovosti | Skladnost z ISO 9001, IATF 16949 in varilnim standardom AWS D9.1 za pločevino | Zagotavlja dokumentirane sisteme kakovosti in usposobljeno osebje |
| Tehnične zmogljivosti | Seznam opreme, izkušnje s materiali, kapaciteta | Potrjuje sposobnost izpolnjevanja vaših posebnih zahtev |
| Hitrost izdelave prototipa | Časovni okvir za izdelavo vzorcev in prvih izdelkov | Vpliva na vaš razvojni urnik in čas do trga |
| Podpora DFM | Inženirski viri ter kakovost povratnih informacij pri oblikovanju | Preprečuje draga ponovna oblikovanja in proizvodne težave |
| Komunikacija | Odzivnost, pristop k upravljanju projektov | Določa kakovost vsakodnevnega delovnega razmerja |
| Industrijska izkušnja | Nabor podobnih projektov, referenčni stranki | Zmanjšuje učenjsko krivuljo in tveganje pri vašem projektu |
Ne pozabite, da izbira partnerja za izdelavo predstavlja strategsko odločitev, ki vpliva na kakovost vašega izdelka, časovne okvire razvoja in končno tudi na vaš konkurenčni položaj. Vzmete si čas za temeljito oceno možnosti, kadar je mogoče, zahtevajte vzorčne dele in preverite certifikate, preden se zavezete k proizvodnji v večjih količinah.
Pravi partner prinese več kot opremo – prispeva strokovno znanje, sposobnosti reševanja problemov in resnično vlaganje v vaš uspeh. Ali potrebujete natančne avtomobilске komponente, ki izpolnjujejo standarde IATF 16949, ali pa po meri izdelane ohišja za industrijsko opremo, prilagoditev vaših zahtev dokazanim močem izdelovalca ustvari temelj za uspešno sodelovanje in izjemne rezultate.
Pogosto zastavljena vprašanja o specializiranih podjetjih za varjenje pločevin
1. Katerih 5 operacij na limu poznamo?
Pet glavnih operacij obdelave pločevine so rezanje, izrezovanje, prebijanje, upogibanje in vlečenje. Specializirani izdelovalci te operacije kombinirajo z varilnimi tehniki, kot so MIG, TIG in točkovno varjenje, da ustvarijo celotne sestave. Dodatne operacije vključujejo reliefno obdelavo, prebijanje in obrezovanje, ki pomagajo pri izdelavi zapletenih komponent za avtomobilsko, industrijsko in arhitekturno uporabo.
2. Koliko stane izdelava po meri iz pločevine?
Cena po meri izdelane pločevine običajno znaša med 418 in 3.018 USD, povprečno okoli 1.581 USD na projekt. Stroški se gibljejo od 4 do 48 USD na kvadratni čevelj, odvisno od vrste materiala, debeline, zapletenosti in stopnje prilagoditve. Na končno ceno vplivajo tudi dejavniki, kot so zahteve glede certifikata IATF 16949, natančnost toleranc in količine naročil. Za natančne ocene zahtevajte ponudbe od certificiranih izdelovalcev, kot je Shaoyi Metal Technology.
3. Kdo je najbolj plačan delavec na področju pločevine?
Predstojniki za limarske delavnice zaslužijo najvišje plače, ki se gibljejo med 57.000 in 77.000 ameriških dolarjev na leto. Limarski mojstri zaslužijo 51.000 do 64.500 ameriških dolarjev, tehničarji pa 43.500 do 61.000 ameriških dolarjev. Specializirani varilci, ki uporabljajo TIG-varjenje pri izdelavi letalsko-kosmičnih ali medicinskih komponent, pogosto uživajo višje plače zaradi natančnih spretnosti, potrebnih za te aplikacije.
4. Katera varilna metoda je najprimernejša za tanko pločevino?
TIG-varjenje velja za najprimernejšo metodo za tanko limeno pločevino zaradi natančnega nadzora toplote in minimalne deformacije. V proizvodnih okoljih učinkovito deluje MIG-varjenje z manjšimi premeri žice (0,023–0,030 palca) in ustrezno mešanico zaščitnih plinov. Obe metodi preprečujeta pregoranje, če ju kombiniramo s tehnikami, kot so stično varjenje, nazaj korakajoče varjenje ter uporaba toplotnih ponornikov ali bakrenih podpor.
5. Kakšne certifikacije naj ima partner za izdelavo pločevine?
Poiščite standard ISO 9001:2015 kot temeljni standard kakovosti ter IATF 16949 za avtomobilsko industrijo. Skladnost z varilnim standardom AWS D9.1 za ploščato kovino zagotavlja usposobljeno osebje. Za letalsko-kosmična opravila je nujna certifikacija AS9100. Te certifikacije potrjujejo dokumentirane sisteme kakovosti, dosledne postopke in preprečevanje napak – ključni dejavniki pri izbiri partnerjev za natančne komponente.