 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

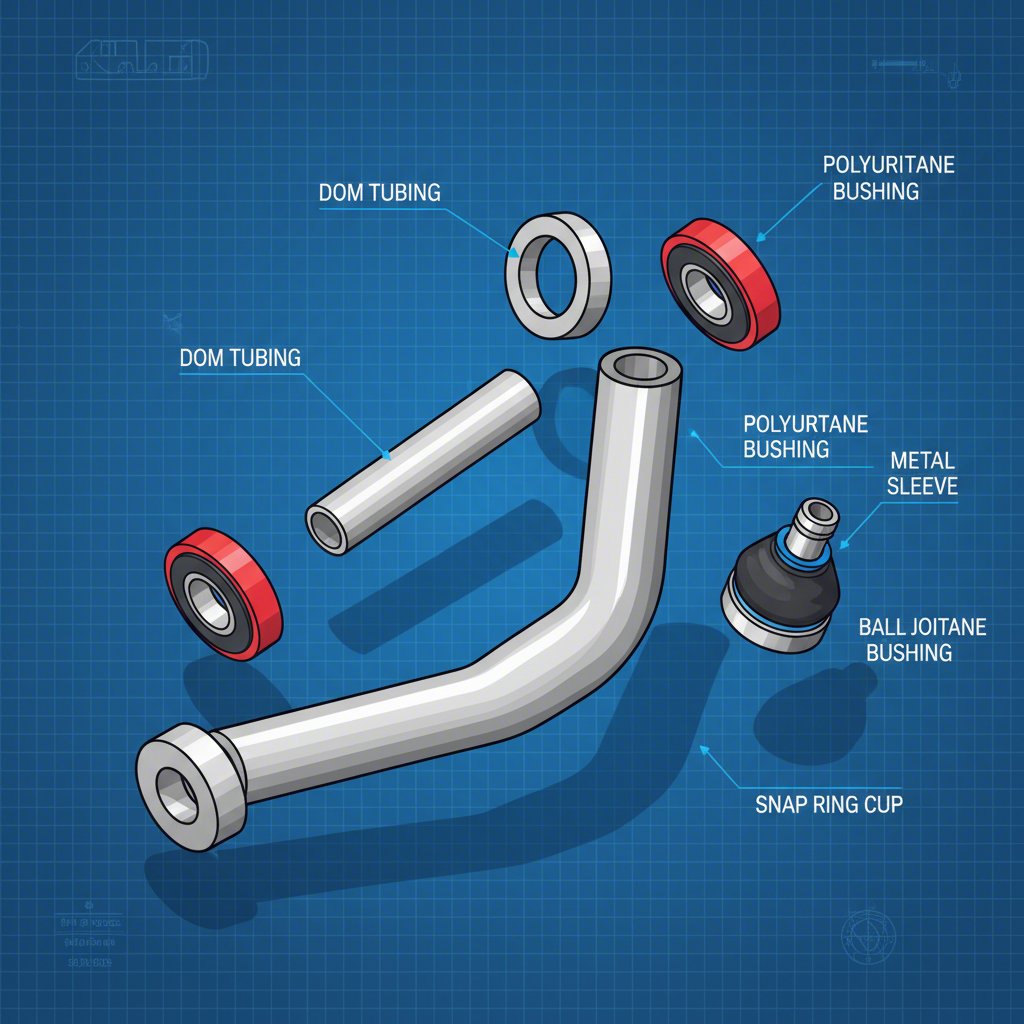
Bistveni deli za izdelavo cevnih nosilcev nihala
POVZETEK
Izdelava prilagojenih cevastih nosislov zahteva določen nabor delov in natančen postopek. Osnovni sestavni deli vključujejo visoko trdne cevi DOM ali Chromoly, navojne zvarjene vtičnice za drogovne konice, visokokakovostne bušinge (Delrin ali poliuretan) ter obdelane sklepe za kroglične člene. Postopek izdelave temelji na natančnem načrtovanju, točnem rezanju in žlebljenju cevi, sestavljanju v trdni oprižni sistem za ohranjanje geometrije ter marmorjem TIG zavarjanju za največjo trdnost in varnost.
Osnovni sestavni deli za izdelavo nosislov
Izdelava kompletov cevastih vodilnih rok iz nič je zanimiv projekt, ki vam omogoča popoln nadzor nad geometrijo ovije voziла. Uspeh pa je odvisen od uporabe pravih materialov. To niso dele, ki bi jih našli v lokalni trgovini z orodjem; gre za specializirane komponente, ki so zasnovane za prenašanje ogromnih obremenitev. Nabava visoko kakovostnih delov je prvi in najpomembnejši korak pri izdelavi.
Osnova vsakega cevastega vodilnega roka so same cevi. Večina izdelovalcev izbere med jeklom DOM (Drawn Over Mandrel) in krom-molibdenim jeklom 4130. Kot je opaženo pri izdelkih proizvajalcev, kot je Porterbuilt , cevi DOM z debelimi stenami so priljubljen izbor zaradi visoke trdnosti, odlične enakomernosti in učinkovitosti glede stroškov, kar jih naredi idealnimi za ulične in zmogljivostne aplikacije. Kromoli ponuja višji razmerje trdnosti in teže, zaradi česar je prednostni material za dirkalne aplikacije, kjer vsak unč zadeva, izbor, ki je podrobno opisan v visoko razrednih individualnih izdelavah. Izbira je odvisna od proračuna in zmogljivostnih ciljev vašega projekta.
Poleg cevi boste potrebovali več ključnih komponent, da ustvarite funkcionalne in nastavljive roke. Spletni dobavitelji, kot so JOES Racing Products in CB Chassis Products ponujajo obsežen izbor teh delov. Tipičen seznam nakupovalnega lista vključuje:
- Zavarjeni cevni konci (vložki): Ti navojni vstavki se zavarijo v konce cevi DOM, da sprejmejo heim spojke (kotne ležaje) ali navojne nastavitve, kar omogoča natančne spremembe poravnave.
- Ležajniki in vložki: Ti komponenti se vtisnejo v nosilce krmilnih rokic na strani podvozja. Variante z visokimi zmogljivostmi vključujejo Delrin za minimalno upogibanje in dolgo življenjsko dobo ali poliuretan za ravnovesje med zmogljivostjo in dušenjem vibracij.
- Sklepnice krogličnih sklepov ali plošče: Te držijo kroglični sklep na strani kolesa krmilne rokice. Lahko gre za plošče za sklepe s prijeki ali obdelane sklepnice za vtisnjene izvedbe, ki morajo biti natančno postavljene in zvarjene.
- Prirobnice in nosilci za pritrditev: Te se zvarijo na okvir vozila, da zagotovijo točke za pritrditev nosilcev krmilnih rokic.
Za projekte, ki zahtevajo posebne specifikacije, visoko serijo ali odlično natančnost komponent, kot so plošče rezane s CNC stroji in sklepnice krogličnih sklepov, je lahko koristno sodelovanje s specializiranim proizvajalcem. Družbe, kot so Shaoyi (Ningbo) Metal Technology Co., Ltd. ponujamo izdelavo merjenih avtomobilskih pločevin in kovinskih komponent po naročilu, pri čemer zagotavljamo natančnost, ki je ključna za dele ovinka. To zagotavlja popoln ujem z geometrijo in metalurško konsistentnost, kar je življenjsko pomembno za varnost in zmogljivost.
Primerjava materialov: DOM jeklo proti 4130 Chromoly
| Značilnost | DOM jeklo | 4130 Chromoly |
|---|---|---|
| Trdnost | Zelo trdno in vzdržno za večino aplikacij. | Višja natezna trdnost omogoča tanjše stene in lažjo težo pri enaki trdnosti. |
| Teža | Težje kot Chromoly pri enakovredni trdnosti. | Lažje, zaradi česar je idealno za dirkanje in zmanjševanje neuteženih mas. |
| Stroški | Cenovno ugodnejše in široko razpoložljivo. | Pomembno dražje. |
| Spojnost | Lažje zvariti z MIG ali TIG; manj občutljiv na toploto. | Zahteva TIG zvarjenje. Predgrevanje in požig so na splošno potrebni le za stene debeline večje od 0,120 palcev. |
| Idealna uporaba | Ulična zmogljivost, prilagojeni tovornjaki (C10, S10) in splošna izdelava. | Profesionalni avtomobilski šport, off-road dirkanje in aplikacije, kjer je teža ključna. |
Proces izdelave: od načrtovanja do končnega zvara
Ko imate komponente pridobljene, se začne proces izdelave. Tu sta natančnost, potrpljenje in prava orodja najpomembnejša. Izdelava vodilnih rokavov ni zgolj zvarjanje cevi skupaj; gre za inženirsko nalogo, ki neposredno vpliva na vedenje in varnost vašega vozila. Celoten proces mora biti metodičen, da zagotovi končni izdelek, ki je hkrati trden in popolnoma točen iz geometrijskega vidika.
Pot od surovega materiala do končnega izdelka sledi jasni zaporedju korakov. Kot je podrobno opisano v celovitem dnevniku izdelave od Wilhelm Raceworks , celo navidezno nepomembni podrobnosti, kot je zagotavljanje dovolj velikih zakrivljenosti namesto ostrih vogalov, lahko imajo velik vpliv na odpornost delov proti napetosti in utrujenju. Poklicen pristop vključuje skrbno načrtovanje in izvedbo v vsaki fazi.
Spodaj je korak po korak opis postopka izdelave:
- Načrtovanje in merjenje: Prvi korak je dokončanje načrta, bodisi z uporabo programske opreme CAD za analizo napetosti ali z natančnim merjenjem točk priključitve ovina vašega vozila. Določiti morate željeno dolžino, kot krogličnega ležaja in položaje osi, da dosežete želeni naklon koles (camber), predteg (caster) in središče valjanja.
- Rezanje in izrezovanje: Odrežite cevi DOM ali Chromoly na natančne dolžine, določene v vašem načrtu. Konec cevi, ki se bodo spojil z drugimi cevmi, je treba »izrezati« ali »oblikovati«, da popolnoma tesno prilegajo in ustvarijo trdno zvarjeno spojino. Najbolj primeren orodje za to opravilo je cevni rezalnik.
- Obdelava in priprava: Posamezni prilagojeni deli, kot so pripomočki, ki držijo kroglični ležaj, morda morajo biti obdelani na stružnici ali frézu. Pred zvarjanjem temeljito očistite vse sestavne dele, da odstranite morebitno olje, maščobo ali oksid, ki bi lahko onesnažili zvar.
- Izdelava opore: To je verjetno najpomembnejša stopnja. Izdelovalna opora je naprava, ki vse posamezne sestavne dele nestranskega ročaja drži v njihovih točno določenih končnih položajih. Izdelava natančne in togosti opore je bistvena, da se zagotovi, da toplota varjenja ne izkrivi nestranskega ročaja in da je njegova končna geometrija pravilna.
- Taktno zavarjanje in preverjanje: Vse sestavne dele postavite v oporo in nanesejo majhne 'taktno' svare, da jih držijo skupaj. Ko so taktno zavarnjeni, ročaj odstranite iz opore ter ga preskusno namestite na vozilo, da preverite mere in vlečne reže pred končnim zavarjanjem.
- Končno zavarjanje: Pri sestavnih delih za vzmetenje je željen način varjenja z volframom in inertnim plinom (TIG), saj omogoča natančna in močna, čista zvarna šiva. Šive zvarite v prepletanem zaporedju, da se toplota enakomerno porazdeli in zmanjša ukrivljanje. Pri 4130 Chromoly je potrebno počasno hlajenje (na primer s previjanjem dela s varilno odejo), da se prepreči krhkost materiala; predgrevanje pa je običajno potrebno le pri ceveh s steno debelo več kot 0,120 palca.
- Končni del: Po varjenju in ohlajanju se rokav za krmiljenje lahko prelije s prašnim premazom ali pobarva za zaščito pred korozijo. Nazadnje vtisnite obloge in namestite kroglični sklop, da dokončate sestavo.
Cevasti nasproti ploščatim rokavom: kritična konstrukcijska izbira
Pri oblikovanju prilagojenih vzvodov za nadzor je ena od osnovnih izbir, s katero se sreča izdelovalec, uporaba cevnega ali ploščatega dizajna. Čeprav sta oba zelo trdna, različna gradnja povzroči različne lastnosti, zaradi katerih sta primerljiva za različne namene. Razumevanje teh razlik je ključno pri izgradnji sistema odbojnikov, ki ustreza predvidenemu namenu vašega vozila.
Vzvod za nadzor s cevnim dizajnom, kot ime nakazuje, je sestavljen predvsem iz okroglih ali včasih kvadratnih cevi. Ta konstrukcija odlično prenaša sile iz več smeri, kot so zasuk (torzijske obremenitve) in potiskno-vlečne sile (napetost in tlačne sile), ki so pogoste pri vožnji po cestah v visokih zmogah. Okrogla oblika enakomerno porazdeljuje napetost, kar ga naredi učinkovito in lahko rešitvijo za večino aplikacij, od uličnih avtomobilov do dirkanja po cestah.
Ročica plošče, ki se pogosto uporablja pri ekstremnem terenskem dirkanju, je izdelana iz več kosov ploskega jekla, ki so izrezani in zvarjeni skupaj, da tvorijo podobno strukturo kot škatla. Ta način izdelave ustvari ročico, ki je izjemno močna in togа, zlasti pri neposrednih navpičnih udarih, kot je pristajanje po velikem skoku. Čeprav je pogosto težja od cevaste ročice, lahko njena trdnost predstavlja prednost v zelo zahtevnih okoljih. Kot je en uporabnik foruma opazil: »Ročice iz pločevine bodo močnejše. Cevi so boljše za nekaj, kot je kletka proti prevrnitvi, kjer sile (udari) lahko prihajajo z vsake smeri.« To poudarja osnovni kompromis med obema konstrukcijama.
Primerjava: cevaste in ploščaste vodilne ročice
| Značilnosti | Cevaste vodilne ročice | Ploščaste vodilne ročice |
|---|---|---|
| Profil trdnosti | Odlična torzijska togost in trdnost pri natezanju/tesnjenju. Učinkovita pri prenašanju obremenitev z več kot enega kota. | Izjemno visoka trdnost proti neposrednim navpičnim in stranskim obremenitvam. Lahko je močnejša, vendar manj učinkovita glede na svojo težo. |
| Teža | Splošno lažji pri dani ravni trdnosti zaradi učinkovitosti okrogle cevi. | Pozorno težji in večji, saj zahteva več materiala za izdelavo okvirne konstrukcije. |
| Stopnja izdelave | Zahteva natančno rezanje cevi in trdno vpenjalno napravo. Varjenje je lahko zapleteno pri ukrivljenih spojih. | Zahteva CNC ali plazemsko rezkanje plošč in obsežno varjenje. Pogosto so potrebni notranji pregradi. |
| Stroški | Strošek materiala za DOM cevi je zmerni. Chromoly pomembno poveča strošek. | Stroški materiala za jeklene plošče so lahko visoki, stroški dela in rezkanja pa so pogosto še višji. |
| Idealna uporaba | Ulična zmogljivost, cestno dirkanje, dirkanje na kratki progi, izdelava po meri tovornjaki in večina vozil za uporabo na cestah. | Trophy tovornjaki, rock crawleri in ekstremna terenska vozila, ki izdržijo močne udarce. |