 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Možnosti površinske obdelave za aluminijaste ekstruzije v avtomobilski industriji: Najboljša izbira
Uvod v izbiro zaključka avtomobilske ekstruzije
Ko kupujete ali razvijate avtomobilske aluminijaste ekstruzije, je izbira zaključka več kot le estetska odločitev. To je ključni dejavnik pri določanju, kako se bo vaša komponenta obnašala, kako dolgo bo trajala in kako dobro se bo vključila v sodobne proizvodne linije vozil. Zdi se zapleteno? Lahko je, še posebej ko uravnotežujete vzdržljivost, videz in učinkovitost proizvodnje za leto 2025 in nadalje.
- Odpornost proti koroziji za ekstremne razmere in dolgo življenjsko dobo
- Zaščita pred obrabo in abrazijo za premikajoče se ali izpostavljene dele
- Videzni razredi za izpolnjevanje vidnih okrasnih in blagovnih znamk
- Kompatibilnost spojev – varjenje, lepljenje ali mehansko vpetje
- Okoljska skladnost z razvijajočimi se predpisi
- Stroški na vozilo in prepustnost za visokoserijsko proizvodnjo
Zakaj je kakovost končne obdelave pomembna pri aluminijastih profilnih delih za avtomobilsko industrijo
Predstavljajte si strešno letvo, ohišje baterije ali notranji okrasni del – vsak od njih se sooča z lastnim naborom okoljskih in mehanskih izzivov. Prava končna obdelava aluminijaste površine lahko pomeni razliko med delom, ki izgleda odlično in odpornim proti koroziji leta, in enim, ki se predčasno pokvari zaradi jamic, lupljenja ali spremembe barve. Za avtomobilske inženirje to pomeni, da končne obdelave niso pomembne le zaradi videza – gre za zagotavljanje zanesljivega delovanja in zmanjšanje garancijskih tveganj.
Kaj velja za površinsko obdelavo in kje vsaka od njih najbolje užoga
V svetu aluminijastih profilnih delov se izraz površinska obdelava nanaša na vsak postopek, ki spremeni površino z namenom doseganja določenih funkcionalnih ali estetskih ciljev. Med te spada tudi:
- Predobdelave: Čiščenje, odstranjevanje oksidnega sloja in nanašanje prevodnih premazov za nadaljnjo končno obdelavo
- Anodizacija: Elektrokemijsko zgoščeni oksidni sloji za odpornost proti koroziji in obrabi, ki so na voljo v dekorativni ali trdni (tip III) različici
- Sistem prahu in e-premazov: Organski premazi uporabljeni za barvo, odpornost proti kemičnim vplivom in enakomerno prekrivanje
- Obdelava brez dodatnega premaza plus barvanje: Uporaba površine po ekstrudiranju kot osnova za grund in barvo, uravnotežen strošek in prilagodljivost
Vsak od teh aluminijevih površinskih obdelav prinaša edinstvene prednosti in kompromit. Na primer, anodizacija zagotavlja odlično zaščito pred korozijo in paleto barv, medtem ko prahov premaz zagotavlja trpežen, živahen sloj z velikim izborom barv in tekstur. Mehanske in kemijske obdelave, kot so kuglično čiščenje ali svetlo kisanje, lahko dodatno izboljšajo videz ali pripravijo površino za nadaljnje premaze. Izbira je odvisna od specifičnih potreb vaše uporabe – ali gre za UV odpornost za zunanje okrasne elemente ali za ekonomično obdelavo za skrite konstrukcijske dele.
Kako uporabiti to rangirano lestvico za določitev in iskanje
Ta priročnik je zasnovan tako, da vam pomaga zanesljivo primerjati in izbrati možnosti površinske obdelave za aluminijaste ekstruzije v avtomobilski industriji. V nadaljnjih razdelkih boste opazili, da je vsako končno obdelavo ocenjena z:
- Jasni naslovi H3 za hitro branje
- Prednosti in slabosti v obliki točk
- Primeri uporabe v praksi in nasveti glede specifikacij
Kjer je ustrezno, bomo prav tako navedli ključne standarde (kot so ASTM, SAE, ISO in MIL-A-8625), da boste lahko uskladili svoje zahteve z najboljšimi praksami v industriji.
Pravilna kombinacija ustrezne zlitine, žilavosti in geometrije dela z ustrezno površinsko obdelavo aluminija je ključna. Napačna kombinacija lahko povzroči težave, kot so nitasta korozija, redčenje robov ali slaba adhezija – kar lahko vodi v dragocene okvare v nadaljevanju.
Pripravljeni na naslednji korak? V nadaljnjih razdelkih so razčlenjeni posamezni tipi končnih obdelav, ki vam bodo pomagali uskladiti vaše cilje po učinkovitosti, videzu in stroških z ustrezno rešitvijo za vaš naslednji avtomobilski projekt.
Metodologija in merila za ocenjevanje površinskih obdelav
Ko se soočite z desetinami načinov za dokončanje aluminijastih profilov za avtomobilsko uporabo, kako veste, kateri postopek bo prinesel najboljše rezultate? Odgovor je jasno, sledljivo ocenjevalno okolje. Ta razdelek razčleni merila, korake in kontrolne točke, ki pomagajo inženirjem, naročnikom in vodjem kakovosti sprejeti utemeljene odločitve o površinski obdelavi aluminija – in s tem zagotovijo tako učinkovitost kot skladnost v zahtevnih avtomobilskih programih.
Merila ocenjevanja usklajena z avtomobilskimi standardi
Zamislite si, da določite površinsko obdelavo, in ugotovite, da ta po sestavi ne ustrezata zahtevam proizvajalca glede odpornosti proti koroziji ali oprijemu. Da bi se temu izognili, se vsako dokončanje oceni glede na industrijske standarde in realnosti sodobne proizvodnje. Med ključna merila spadajo:
- Odpornost proti koroziji: Odpornost v solnem megli in v cikličnih korozijskih testih (protokoli ASTM, ISO, SAE)
- Odpornost proti odpiranju in trajnost: Potrjeno z mrežasto, lepilno in udarno preskušanjem
- Videz: Enakomernost v lesku, barvi in strukturi, izmerjena z kolorimetrijo in vizualnimi standardi
- Združljivost s pečenjem barve: Zmogljivost prenašanja ciklov končnega utrjevanja brez izgube celovitosti
- Skladnost z okoljskimi standardi: Uporaba prevlek brez kromatov in brez VOC-jev, kadar je mogoče
- Proizvodna učinkovitost: Trajanje cikla, stopnja ponovnega delovanja in pripravljenost na avtomatizacijo
- Stroški in kontinuiteta oskrbe: Vpliv na stroške na vozilo in sposobnost podpore urnim avtomobilskim terminom
Ta merila zagotavljajo, da je vsaka metoda za dokončno obdelavo aluminijastih površin tehnično primerna in praktična za uporabo na avtomobilskih proizvodnih linijah.
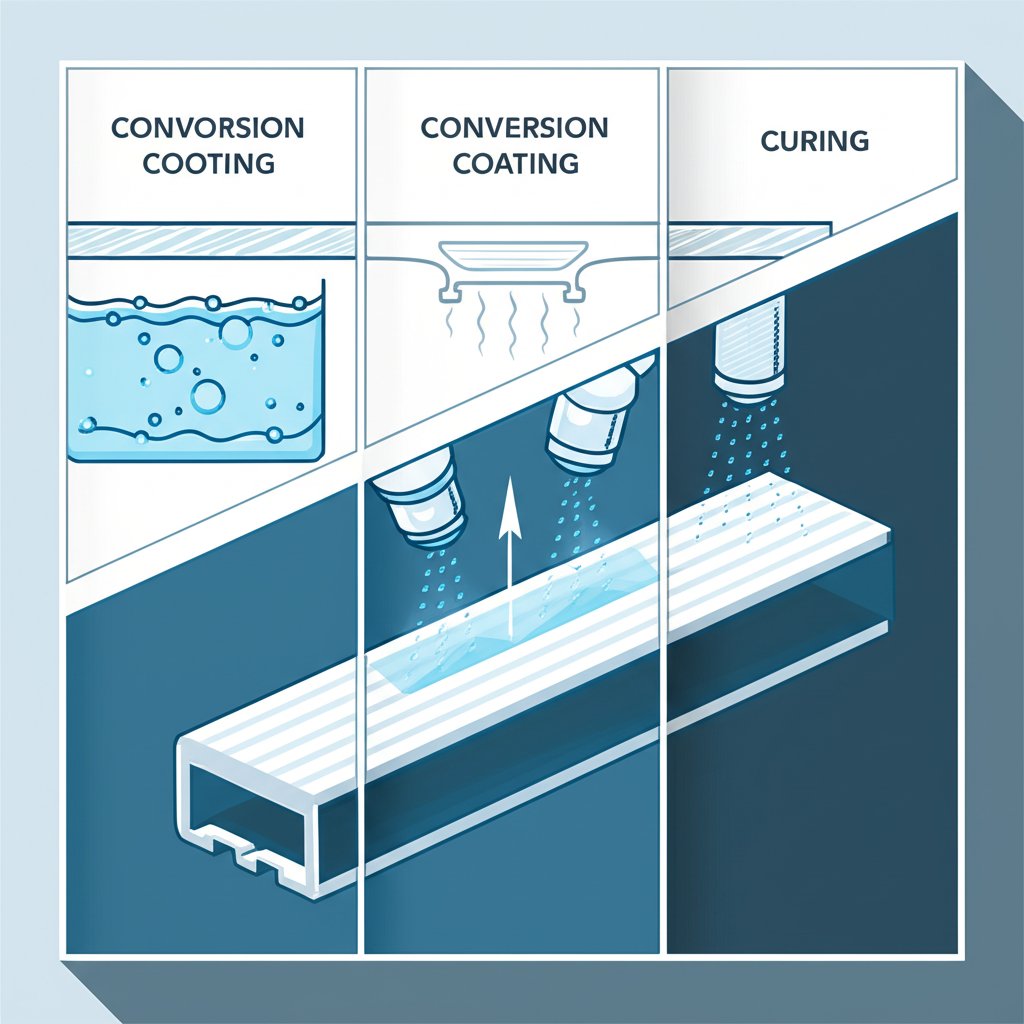
Tehnološki proces: Pretvorba do končnega premaza
Pot do aluminijaste izdelave visokokakovostnega končnega izgleda poteka po strogo določenem postopku. Spodaj je prikazan tipičen zaporedni postopek z kontrolnimi točkami za morebitne načine odpovedi:
-
Čiščenje in odstranjevanje oksidov
- Načini odpovedi: Preostale maščobe ali oksidi povzročajo izgubo oprijema; neenakomerno čiščenje povzroča pegastrina
-
Pretvorbeni premaz (brez kromatov – prednostno)
- Načini odpovedi: Slaba aplikacija povzroča nezadostno odpornost proti koroziji; nepravilno izpiranje povzroča mehurčenje
-
Izbran končni premaz (anodizacija, prašni premaz, elektroforetski premaz, tekoča barva)
- Načini odpovedi: Faradayev senčni učinek na kompleksnih profilih; neenakomerna debelina premaza; neujemanje barve na vidnih površinah
-
Utrditev/Zapečatenje
- Načini odpovedi: Nezadostno zapečatenje pri anodizaciji; pregrevanje ali nezadostna utrditev pri organskih premazih; izguba sijaja ali oprijema
-
Inšpekcija
- Načini okvar: Izpuščeno zmanjšanje roba, nezaznani površinski defekti ali slaba pokritost v udrtinah
Vsak korak se validira z metodami testiranja, ki se sklicujejo na standarde ASTM in ISO za adhezijo, debelino prevleke in ciklično korozijo. Pri anodizaciji je običajen referenčni standard MIL-A-8625, medtem ko se združljivost barvanja in sestave preverja glede na protokole izdelovalca (OEM) vir ).
Točke pregleda in sprejema
Z zagotavljanjem kakovosti se ne konča na proizvodni liniji. Vizualni pregled, merjenje hrapavosti površine in netruščevalne preskuse (NDT) pomagajo potrditi, da končna aluminijasta komponenta ustrezno specifikaciji. Tipične točke kontrole vključujejo:
- Vizualni pregled za razpoke, jamice ali spremembe barve
- Merjenje debeline prevleke (profilometer ali ultrazvočne metode)
- Preskusi adhezije (mreža, trak)
- Preverjanje hrapavosti površin pri ključnih stičnih površinah
- Ocena barve in sijaja, zlasti za komponente, kjer je videz pomemben
Te korake so ključni za zagotavljanje, da premazi na aluminijastih profilnih iztrebcih zagotavljajo tako učinkovitost kot estetiko.
Predloge za opisne besedilo za poenostavitev oskrbe
Površina mora ustrezati [ustrezni standard] in uspešno opraviti preizkus oprijema ter ciklično korozijo v skladu z protokolom OEM. Pretvorbeni premaz mora biti brez kromatov, razen če ni navedeno drugače. Označite kritične dimenzije in vijakaste elemente. Vključite načrt preslikave debeline premaza.
Jasno, temelječe na standardih, jezikovno izrazje v dokumentih za naročanje pomaga dobaviteljem, da vsakokrat zagotovijo pravo površinsko obdelavo aluminija.
Ogledi za izdelavo in sestavljanje (DFM/DFA)
Pred zaključkom risb upoštevajte naslednje praktične nasvete, da se izognete presenečenjem v nadaljnjem procesu:
- Identificirajte območja, ki potrebujejo zaščito (navoji, vrtine, električni stiki)
- Zasnujte robne radije, da preprečite tanke ali ostre robove, ki se lahko neenakomerno prekrijejo
- Zagotovite ustrezno drenažo in prezračevanje votlih iztisnjenih delov, da preprečite zadrževanje tekočin ali nepopolno prekrivanje
- Upoštevajte dimenzijske spremembe zaradi gradnje filma – ključno za sklope z majhnimi tolerancami
Če boste sledili tem smernicam, boste lahko določili in obdelali aluminijaste ekstruzije, ki ustrezajo tako tehničnim kot proizvodnim ciljem. V nadaljevanju si bomo ogledali, kako se ti kriteriji kažejo v resničnih rešitvah za končno obdelavo, najprej z pregledom integriranih ponudb za obdelavo površin.
Rešitve za obdelavo površin Shaoyi za avtomobilske ekstruzije
Ko iščete deli iz aluminijevih ekstruzij pri avtomobilskih programih postane potreba po zanesljivem, integriranem partnerju za končno obdelavo jasna. Predstavljajte si, da so na voljo vse glavne procese končne obdelave – anodizacija (dekorativna in trda), prahovo barvanje, elektroforetsko barvanje in napredni sistemi za barvanje – na enem mestu, podprti z močnim zagotavljanjem kakovosti in popolno sledljivostjo. Prav to ponuja Shaoyi, vodilna podjetje za končno obdelavo aluminija, za avtomobilske aluminijaste ekstruzije.
Kaj ponuja Shaoyi za avtomobilske ekstruzije
Shaoyi se izstopa z obsežno ponudbo površinskih obdelav za aluminijaste ekstruzije v avtomobilski industriji. Njihove zmogljivosti vključujejo:
- Anodizacija: Dekorativne površine za vidne obrobe ali trdo anodizacijo za območja z visokim obrabljanjem
- Prahov premaz: Širok spekter barv in tekstur, primernih za zunanje ali motorne komponente
- E-premaz (Elektroforetsko barvanje): Izredno enakomerno prekrivanje z osnovnim premazom, še posebej pri zapletenih ali zaprtih profilih
- Sistemi barvanja: Mokro barvanje in osnovni premazi, vključno z mlinarjevo površino ter barvanjem za aplikacije, občutljive na stroške
- Predobdelava in zaščita: Natančno čiščenje, prevodni premazi (vključno s kromatno brez kroma) ter prilagojeno zaščito/tesnjenje za niti, predele in kritične značilnosti
Vsi procesi so podprti z dokumentacijo in preslikavami standardov ASTM, SAE, ISO in MIL-A-8625, kar zagotavlja brezhibno usklajevanje s specifikacijami kupcev in globalnimi zahtevami OEM proizvajalcev. vir ).
Kje dosegajo vrhunce in kdaj jih izbrati
Zakaj zaupati eni aluminijevi končni obdelavi podjetja za vse vaše potrebe po ekstruziji? Tukaj je pristop Shaoyi, ki se izraža v naslednjem:
- Integrisano procesno vodilo: Vsak korak, od predobdelave do končnega pregleda, je voden na enem mestu, kar zmanjšuje čas do izvedbe in zmanjšuje napake med oddajo nalog
- Kakovostno upravljanje avtomobilske razrede: Podpora APQP/PPAP, napredno vodenje procesov in certifikat IATF 16949
- Preslikava debeline premaza: Podrobna dokumentacija za kompleksne geometrije in kritične površine
- Nasveti glede zlitin in žilavosti: Strokovni nasveti za zagotovitev združljivosti s cikli pečenja barve ali nadaljnje sestavljanje
- Neprekinjena oskrba: Preverjeno delovanje pri podpiranju serij ročaja OEM visokih volumnov
Če upravljate z programom, kjer so pomembni videz, odpornost proti koroziji in produktivnost, Shaoyijevega vsebinskega modela zmanjša zaplete in zmanjša tveganja.
Prednosti in slabosti
Prednosti
- Ena-stopnišnica za vse glavne aluminijeve prevleke in površinske obdelave
- Integrirano vodenje kakovosti in skladnost z standardi (ASTM, SAE, ISO, MIL-A-8625)
- Strokovno znanje tako dekorativnih kot funkcionalnih zaključkov za prevlečene aluminijeve dele
- Zmanjšano število menjav med dobavitelji, kar zmanjša tveganje za neuspešno komunikacijo
- Podpora za kompleksne zaščitne maske/priključke in zahteve več procesov
Slabosti
- Za določene zaključke je lahko potrebno minimalno količino naročila (MOQ)
- Proizvodni razporedi so lahko usklajeni z avtomobilskimi serijami, kar vpliva na prilagodljivost zelo majhnih serij
Uporabni primeri in združljive zlitine
- Videzni okrasni elementi, ki zahtevajo razrede videza: Uporabite dekorativno anodizacijo ali prahovo barvanje za enakomerno barvo in lesk na vidnih površinah
- Konstrukcijske komponente, ki potrebujejo združljivost s pečenjem barve: Izberite ustrezno zlitino/trdoto in sistem prevlek, ki zdrži nizvodne sestavne procese
- Komponente baterijskega ohišja, ki potrebujejo elektroforetsko prevleko pod končno prevleko: Dosežite odlično odpornost proti koroziji tudi v zapletenih, zaprtih geometrijah
Kontrola kakovosti in podpora standardom
Rešitve za površinsko obdelavo podjetja Shaoyi temeljijo na strogi kontroli kakovosti. Vsaka serija aluminija s prevleko ali končnimi ekstrudiranimi profili se pregleda za:
- Debelino in enakomernost prevleke (z nedestruktivnimi metodami)
- Odpornost proti adheziji in koroziji (v skladu z ustreznimi standardi ASTM/ISO/MIL)
- Videz in sijaj dekorativnih premazov
- Ustrezno maskiranje in zaščita ključnih značilnosti
Tehnična podpora vključuje podrobne načrtovne karte, sledljivo dokumentacijo in navodila za izbiro pravega premaza za vaš izbrani zlitin in geometrijo dela.
Vaši ekstrudirani profili imajo koristi od zaključne obdelave iz enega vira in sledljivosti kakovosti preko večih tehnologij premazov – kar vam pomaga izogniti pastim usklajevanja z več ponudniki in zagotavlja, da vsaka komponenta ustreza avtomobilskim standardom.
Če izberete zaupanja vredno podjetje za končno obdelavo aluminija, kot je Shaoyi, pridobite partnerja, ki lahko zagotovi tako aluminij s premazi kot tudi popolnoma dokončane sestave, vse pod enim povezanim kakovostnim sistemom. V nadaljevanju si bomo ogledali, kako posamezne vrste premazov – začenši s II. anodizacijo – ustrezajo avtomobilski industriji.
II. anodizacija
Pregled II. anodizacije in možnosti videza
Ko si predstavljate gladki in enotni videz visokokakovostne avtomobilske opreme, verjetno vidite rezultat anodizacije tipa II. Toda kaj naredi ta postopek tako učinkovitega za zmogljivost in estetiko? Anodizacija tipa II, pogosto imenovana tudi sumporna anodizacija, ustvari nadzorovan oksidni sloj na aluminiju, ki izboljša tako zaščito pred korozijo kot tudi vizualni videz.
To obdelavo cenijo predvsem zaradi sposobnosti doseganja različnih videzov. Opazili boste možnosti, kot so:
- Satensko anodiziran aluminij: Subtilen, mat sijaj, odporen proti odtisom prstov in se dobro prilagaja drugim materialom
- Matova površina iz aluminija: Dosežena z mehkim piščančenjem ali vgraviranjem pred anodizacijo, ponuja mehak, nesviteči videz
- Brušena površina aluminija: Ustvarjena z mehansko brušenjem pred anodizacijo za linearen, teksturiran učinek
- Barvanje z barvili: Oksidni sloj hitro prevzame barvila, kar omogoča široko paleto – od naravnega srebra do temno sivega, bronaste ali prilagojenih barv
Ena od ključnih prednosti anodizacije tipa II je sposobnost pridobivanja enakomerne satenske površine aluminija, ki se ne bo luščila, odluščevala ali izgubljala barve sčasoma. Površina je sestavni del osnovnega materiala, ne ločen sloj, zato ohranja svojo celovitost tudi ob redni uporabi.
Avtomobilske zmogljivosti prileganja
Zakaj je anodizacija tipa II tako priljubljen izbor za avtomobilske aluminijaste ekstrudirane profile? Gre predvsem za uravnoteženje vzdržljivosti, videza in zanesljivosti procesa. Oksidni sloj, ki se ob anodizaciji tvori, deluje kot močna zaščitna bariera proti koroziji, kar ga naredi idealnim za zunanje in notranje okrasne profile, strešne letve ter dekorativne elemente, ki so izpostavljene različnim vplivom.
Poleg tega je aluminijasta satenska površina zelo združljiva z nadaljnjim sestavljanjem in sekundarnimi procesi. Anodizirano površino je mogoče pustiti takšno, kot je, za premium kovinski videz, ali pa jo je mogoče prekriti s barvami, tintami ali laserskimi označbami, kadar je potrebna identifikacija blagovne znamke ali dela. Tesnjenje anodiziranega sloja je standardna praksa, ki barvo zadrži in poveča odpornost proti madežem ali okoljskim vplivom. To naredi anodizacijo tipa II za prvo izbiro za dele, ki morajo izgledati odlično in biti trajni – brez tveganja za beljenje, izgubo barve ali temnenje.
Prednosti in slabosti
Prednosti
- Odlična odpornost proti koroziji za večino avtomobilskih okolij
- Enakomeren, ponavljajoč se videz – še posebej pomembno za vidne okrasne dele
- Širok spektar površin: satenske, matne in češljane, obarvane ali brez barve
- Celovita površina, ki se ne lušči – ni tveganja odluškov, kot pri barvi
- Prijazno do okolja; brez VOC-jev in z minimalno vzdrževalno potrebo
- Možno dotakniti manjše poškodbe z manjšimi popravki s popravilnimi kompleti
Slabosti
- Manjša odpornost proti obrabi v primerjavi z trdo anodizacijo (tip III) za dele z visokim trenjem
- Zahteva natančno nadzorovanje procesa, da ohrani barvo in lesk skozi vse serije
- Toplotni učinki med sestavljanjem (npr. varjenje) lahko spremenijo barvo prevleke
- Ni primeren za težko obrabo ali nosilne površine
Primeri uporabe in točke preverjanja kakovosti
- Zunanja okrasa: Ročaji vrat, obrobe oken in okrasni elementi rešetke, kjer je želen satin aluminijev finiš
- Notranje dekorativne komponente: Vstavki na armaturni plošči, kontrolni prstani in okrasni deli sedežev, ki izkoriščajo taktilni občutek in vizualno enotnost satin aluminijevega finiša
- Prekrivni elementi strešnih letvic: Tam, kjer sta za dolgoročni videz ključna ujemanje barv in UV stabilnost
Za zagotavljanje kakovosti pri II. tipu anodiranja običajno vključuje:
- Preverjanje kakovosti tesnjenja za zagotovitev maksimalne odpornosti proti koroziji
- Vzorčenje po videzni kategoriji glede enakomernosti barve in sijaja
- Preizkušanje oprijema, če se nanesejo sekundarne barve ali tinte
- Sklicevanje na standard MIL-A-8625 Tip II in specifične standarde OEM za validacijo
Nasvet: Vedno navedite želeno pripravo površine – kot so krtačenje, brušenje ali piščansko čiščenje – pred anodiranjem. To zagotavlja enotno matirano aluminijasto ali aluminijasto matirano končno obdelavo vseh delov v vašem programu.
Z mešanico vzdržljivosti, prilagodljivosti in izpopolnjene estetike, II. tip anodiranja nadaljuje z določanjem standarda za vidne in dekorativne aluminijaste ekstruzije v avtomobilski industriji. V nadaljevanju bomo raziskali, kako III. tip trdega anodiranja dviguje zahteve glede odpornosti proti obrabi in abraziji v zahtevnejših aplikacijah.
Trdo anodiranje Tip III
Osnove trdega anodiranja za vzdržljivost
Ko potrebujete prevleko, ki vzdrži največje obrabe in toplote, potem trdo anodiziranje – znan tudi kot anodizacija tipa III – določa standard. Za razliko od dekorativnega anodiziranja, trdo anodiziranje ustvari veliko debelejši in gostejši sloj aluminijevih oksidov, ki se proizvaja z anodizacijskim procesom pri nižjih temperaturah in višjih tokovnih gostotah. Rezultat je odzorna aluminijasta zaščitna prevleka, ki je idealna za drsne kontakte, visokoobrabne naprave in komponente, ki so izpostavljene trenju ali abraziji. referenca ).
Trdne anodne prevleke so običajno debeline med 0,0005 in 0,0030 palca, pri čemer približno polovica debeline predruga v podlago, druga polovica pa se nabere na površini. Gostejši oksid zagotavlja izjemno odpornost proti obrabi in zmerni toploti, zaradi česar je odlična izbira za premikajoče se dele in mehanizme. Vendar je pomembno poudariti, da trdi anodni sloji izgledajo temneje – pogosto globoko sivi, bronasti ali črni – odvisno od zlitine in debeline, ter da so manj dekorativni v primerjavi s prevlekami tipa II. Če je zahtevana barva, je najbolj zanesljiva izbira črna zaradi narave oksidne folije.
Prilagoditev in konstrukcijske omejitve za avtomobilsko industrijo
Kako se trdo anodiziranje uvršča v avtomobilsko aluminijasto površinsko inženirstvo? Opazili boste povsod, kjer sta ključna vzdržljivost in nizka trenja – mislite na sedežne tirnice, strešne odprtine, sklopne roke ali vodilne tirnice. S tanko stolpčno mikrostrukturo trdo anodiziranega sloja je mogoče dosegli bolj gladka matirana aluminijasta površina, ki zmanjša trenje in podaljša življenjsko dobo pri drsnih aplikacijah. referenca ).
Vendar pa ta vrsta prevleke iz aluminijevem oksidu zahteva določene konstrukcijske razmisleke. Povečana debelina prevleke lahko vpliva na tesne tolerance in jo je treba upoštevati pri vaših CAD modelih in risbah. Za kritične nasade je nujno določiti zaščito za vrtine, navoje ali površine za ozemljitev. Poleg tega, čeprav trdo anodiziranje zagotavlja odlično odpornost proti obrabi, se lahko pri težkih obremenitvah ali visokem napietku pojavijo mikropraski skozi debelino prevleke, kar lahko zmanjša utrujno trdnost pri dinamičnih uporabah. Zato je previdna izbira zlitine, geometrije in procesa končne obdelave značilna za najboljše prakse v inženirstvu površin aluminija.
Prednosti in slabosti
Prednosti
- Izjemna odpornost proti obrabi in abraziji za dele z visokim trenjem
- Dobra učinkovitost pri zmerni toploti in drsnih pogojih
- Lastnosti električne izolacije – uporabno za izolacijo komponent
- Lahko se polira za zmanjšanje trenja (matirana aluminijeva površina)
- Ustreza standardu MIL-A-8625 Tip III in avtomobilskim QA standardom
Slabosti
- Temnejši, manj dekorativni videz – omejene možnosti barv
- Gradnja filma lahko spremeni tesne tolerance; potrebno je kompenzacijsko načrtovanje
- Možnost mikro razpok v premazu ob visokih utrujajočih obremenitvah
- Ni primeren za nosilne dele, kjer je utrujna trdnost kritična
- Zahteva natančno kontroliranje procesa in zaščito pri zapletenih geometrijah
Primeri uporabe in točke preverjanja kakovosti
- Komponente sedežnih tirnic: Kjer drsenje in ponavljajoče se gibanje zahtevajo trdno, nizko trenje površine
- Mehanizmi strešnega okna: Izpostavljeni okoljskim kontaminantom in mehanski abraziji
- Vratne konstrukcije in vodila: Podpirajo gibanje in poravnavo pri zmernih obremenitvah
- Ohišje baterije – mehanska oprema: Potrebuje električno izolacijo in odpornost proti obrabi
Zagotavljanje kakovosti za trdo anodiziranje vključuje:
- Določanje debeline z netrušnimi metodami (vrtinčni tok, ultrazvok)
- Preverjanje odpornosti proti obrabi s preizkusi abrazije in trenja
- Pregled robov, lukenj in maskiranih območij glede pokritosti in točnosti meritev
- Sklicevanje na MIL-A-8625 Tip III in protokole specifične za proizvajalca za potrditev
Nasvet: Pri določanju trdega anodiziranja vedno uravnotežite gradnjo filma z merododnimi dimenzijami. Navedite zahteve glede maskiranja za vrtine, navoje ali električne kontakte – to je ključni korak pri inženiringu aluminijastih površin za avtomobilske profile.
Z razumevanjem prednosti in omejitev trdega anodiziranja kot zaščitnega premaza aluminija lahko sprejmete utemeljene odločitve za avtomobilske dele z visokim obrabljanjem. V nadaljevanju bomo videli, kako barvno prah omogoča večjo vzdržljivost in barvno prilagodljivost za zunanje in podmotorne aluminijaste profile.
Prah za premazovanje
Izbira smol za barvni prah in predobdelava
Ko potrebujete prevleko, ki vzdrži natečaja cestnega prometa in hkrati ponuja živahno barvo, je prahovo barvanje odlična izbira za aluminijaste ekstrudirane profile v avtomobilski industriji. Toda kaj naredi to metodo tako učinkovito? Vse se začne s samim prahom – najpogosteje uporabljeni smole so poliester, epoksi ali hibridne zmesi. Medtem ko so poliesterne prahove barve najboljša izbira za zunanje in UV-izpostavljene površine zaradi svoje odlične odpornosti na vremenske vplive in ohranjanja barve, epoksi prahovi ponujajo izjemno odpornost proti kemičnim vplivom, vendar se zaradi nižje UV stabilnosti uporabljajo predvsem za notranje ali motorne dele. Hibridni prahovi združujejo lastnosti obeh za ciljno učinkovitost.
Pot do odzivne aluminijaste prevleke se začne z natančnim predobdelovanjem. Predstavljajte si pripravo dela za barvanje: vsaka zamujena olje, umazanija ali oksidacija lahko podkoplje kakovost končnega izdelka. Proces se začne z temeljito čiščenjem – z metodami, kot so alkalne oplahke, topilne kopeli ali celo ultrazvočno čiščenje za zapletene geometrije. vir ). Nato se nanaša prevleka za pretvorbo (pogosto brez kromatov zaradi skladnosti z okoljskimi predpisi), da se izboljša oprijem in odpornost proti koroziji ter ustvari enotna, inertna površina, ki pomaga pri lepljenju in učinkovitem delovanju barvne prahu. Koraki izpiranja so kritični – vsaka ostanki, ki jih pustimo, lahko povzročijo mehurčenje ali zgodnje odpovedi.
Avtomobilske zmogljivosti in združljivost s sestavo
Barvni premaz je cenjen zaradi svoje vzdržljivosti, odpornosti proti odlomom in sposobnosti, da zagotavlja debelo zaščitno plast, ki ščiti aluminij pred korozijo in vplivi. Za avtomobilsko uporabo to pomeni, da lahko zunanjega okrasa, strešne letve in okvirji baterijskih paketov ohranijo svoj videz in celovitost tudi po letih izpostavljenosti soncu, soli in kemičnim snovem.
Vendar boste opazili nekatere posebne izzive pri premazu ekstrudiranih aluminijastih profilov s kompleksnimi prerezi. Učinek Faradayeve kletke lahko povzroči tanek ali neenakomeren premaz v globokih udrtinah ali tesnih kotih. Zato je pomembno, da so tehnike pritrjevanja, ozemljitve in pršenja ustrezne – da zagotovijo, da prah doseže vsako površino. Za dele, ki bodo v nadaljnjem procesu barvani in pečeni, je ključno, da v zahtevah navedete odpornost proti podaljšanemu pečenju, saj lahko prekomerna toplota spremeni lesk, barvo ali celo povzroči izgorek oprijema.
Prednosti in slabosti
Prednosti
- Izjemna paletra barv in možnosti izgleda (mat, lesk, teksturiran)
- Vzorna odpornost barve in površine proti odruvanju ter ščipanju
- Debel, enakomeren premaz zaščiti pred korozijo in udarci
- Brez VOC-jev – okolju prijazna uporaba
- Presežek prahu se lahko ponovno uporabi, kar zmanjša odpadke
- Hitri časi utrjevanja omogočajo visoko zmogljivost proizvodnje
Slabosti
- Težave s pokrivanjem pri zapletenih ali vdelanih geometrijah (Faradayev učinek)
- Debelina premaza lahko vpliva na tesne tolerance – morda so potrebne prilagoditve oblikovanja
- Ponovno obdelava je mogoča, vendar zahteva odstranitev in ponovno prevleko
- Omejene možnosti dotiravanja v primerjavi z tekočo barvo
- Za maksimalno oprijem in trajnost je potrebna kakovitna predobdelava
Uporabni primeri in točke kontrole kakovosti
- Zunanja okrasa: Z elektrostatskim pršenjem barve dobimo trajno barvanje in zaščito pred korozijo za ročaje vrat, okvirje okon in okrasne rešetke.
- Nosilci in prečke na strehi: Visoka izpostavljenost UV-emu in vremenu zahteva odporno prevleko aluminija s stabilnim leskom in barvo.
- Okvirji baterijskih paketov: Za delovne sklope pod motorjem ali zaprte baterijske enote, ki so izpostavljene tekočinam in nihanjem temperatur, je ključna odpornost proti kemičnim vplivom.
- Pokrovi za servisiranje in nosilci: Kjer sta vpliv in odpornost proti obrabi enako pomembna kot videz.
Kontrola kakovosti premazov aluminijastih delov vključuje:
- Preverjanje oprijema (preverjanje z mrežico ali trakom)
- Preverjanje utrditve (brisanje z raztopilom, trdota s pisalom)
- Preverjanje enakomernosti leska in barve
- Merjenje debeline premaza (magnetna ali vrtinčni tok metoda)
Nasvet: Za delovne pogoje z visokim temperaturo navedite odpornost na dolgo peko za delovne pogoje s prahom, ki bodo šli skozi dodatne cikle peke barve v končni sestavi. Ta korak pomaga ohraniti integriteto barve, leska in oprijema skozi proizvodni proces.
Prahov premaz se izpostavi kot vsestrupna, vzdržljiva in trajnostna metoda za prevlečenje aluminijastih profilov za avtomobilsko uporabo. Ko potrebujete premaz, ki uravnoteži estetiko, zaščito in učinkovitost proizvodnje, je dobro določen aluminijasti premaz pogosto najboljša izbira. V nadaljevanju bomo podrobneje raziskali elektroforetski premaz (e-coat) sisteme – idealen za doseganje ultraenakomerne prevleke na kompleksnih profilih in za protikorozijsko osnovo pod zaključnimi premazi.
E-premaz
Pregled e-premaznega sistema in variante
Ko iščete zaščitno prevleko za aluminijeve ekstrudate s kompleksnimi oblikami ali globokimi udori, se e-prevleka (elektroforetsko barvanje) izpostavi kot ena najboljših možnosti. Toda kako deluje? Predstavljajte si, da svoj aluminijasti del potopite v kopeli, kjer se električno nabite barvne delce privlečejo na vse izpostavljene površine – celo v notranje kote in tesne votline. Ta proces, znan tudi kot elektroprevleka, uporablja katodne epoksne ali akrilne smole, da ustvari tanko, enakomerno plast, ki je izdržljiva in stabilna.
Katodne epoksne e-prevleke cenijo zaradi izjemne odpornosti proti koroziji in se pogosto uporabljajo kot osnovni premaz v avtomobilski industriji. Akrilne e-prevleke ponujajo boljšo odpornost proti UV sevanju in se včasih izberejo za vidne dele. Ne glede na vrsto smole je značilnost e-prevlek sposobnost zagotavljanja enakomerne debeline plasti – običajno med 15 do 25 mikroni – po celotnem delu, pri čemer prekašajo številne tradicionalne prevleke na kompleksnih geometrijah.
Avtomobilske lastnosti in združljivost z zgornjimi premazi
Zakaj avtomobilski inženirji določijo e-premaz kot osnovo za obdelavo aluminijevih površin? Odgovor je v njegovi nepremagljivi kombinaciji zaščite pred korozijo in visoko zmogljivostjo obdelave. E-premaz tvori neprekinjen pregradni sloj, ki aluminij zaščiti pred vlagostjo, soljo in drugimi korozivnimi sredstvi, kar ga naredi za idealno osnovo za nadaljnje premaze ali kot samostojno zaključno obdelavo skritih ali delno vidnih delov. Pogosto boste videli, da se e-premaz uporablja kot osnovni premaz pod prahovimi ali tekočimi zgornjimi premazi, kar zagotavlja močno oprijemljivost in dolgotrajno vzdržljivost zunanjih in spodnjih komponent.
Še ena prednost: enakomerna porazdelitev e-laka pomeni manj šibkih mest ali tankih robov, kjer bi lahko začelo nastajati korozija. Zaradi tega je zlasti vreden za aluminijaste ekstruzije v avtomobilski industriji, ki imajo votle profile, nosilce s kompleksnimi izrezki ali sestave z vstopajočimi sklepi. Poleg tega je postopek zelo skalabilen – idealen za končno obdelavo izdelkov v večjih količinah v sodobnih avtomobilskih tovarnah.
Prednosti in slabosti
Prednosti
- Odlična odpornost proti koroziji – tvori močno zaščitno osnovo
- Zelo enakomerno nanašanje filma, tudi na kompleksnih ali vdelanih profilih
- Podpira proizvodnjo z visokim donosom in avtomatizacijo
- Zmanjša odpad materiala v primerjavi z razprševalnimi premazi
- Združljiv s prahovimi ali tekočimi zaključnimi premazi za dodatno zaščito ali barvo
Slabosti
- Za optimalno oprijemljivost zahteva natančno in temeljito predobdelavo
- Visoka začetna naložba za opremo in ureditev postopka
- Omejene možnosti barve in videza kot samostojna končna obdelava
- Ni primeren za neprevodne podlage (aluminij mora biti čist in prevoden)
Uporabni primeri in točke kontrole kakovosti
- Sestavi iz aluminija v neposredni bližini karoserije: E-premaz zagotavlja protikorozijski podlaga za dele, ki so vključeni v jeklene konstrukcije.
- Notranje komponente ohišja baterije: Enakomerno prekrivanje znotraj kompleksnih ohišij zagotavlja dolgo življenjsko dobo in varnost.
- Vpetine in montažna oprema: E-premaz deluje kot zaščitna osnova pod barvnimi premazi, še posebej v območjih z visokim izpostavljenostjo.
Kontrola kakovosti površinske obdelave aluminija z e-premazom običajno vključuje:
- Kontrola kopeli za spremljanje barvne kemije in prevodnosti
- Preizkušanje oprijema (mrežasto rezanje ali odtrg z lepilnim trakom)
- Preverjanje utrditve za zagotovitev ustrezne utrditve premaza
- Merjenje debeline za potrditev enakomerne prevleke
Vedno navedite združljivost med e-premazno kemijo in morebitnimi tesnilnimi masami ali lepili v nadaljnjem postopku. Neskladni materiali lahko povzročijo kontaminacijo ali odpovedi oprijema in s tem poslabšajo učinkovitost obdelave aluminijevih površin.
E-premaz ima edinstveno zmožnost zagotavljanja visokokakovostnih, izjemno enakomernih prevlek za aluminijeve profile, zaradi česar je temeljni kamen sodobne zaključne obdelave avtomobilskih izdelkov. V nadaljevanju bomo raziskali, kako kombinacija tovarniškega izgleda površine s podplatom in barvo ponuja prilagodljivo in ekonomično alternativo za določene primere uporabe.
Tovarniški izgled površine s podplatom in barvo
Opredelitev tovarniškega izgleda površine in kdaj je ustrezna
Ali ste se kdaj vprašali, kaj je to milna obdelava aluminijastih profilov? Preprosto povedano, milna obdelava pomeni površino aluminija takšno, kot je izginila iz prese, brez dodatne obdelave – brez dodatnega brušenja, kemične obdelave ali premaza. Ta surova oblika je značilna po matirani površini, vidnih črtah od matrice in občasnih oznakah ali manjših brizgih, ki nastanejo med proizvodnjo. Aluminij z milno obdelavo cenimo zaradi dostopne cene in je pogosto izhodiščna točka za nadaljnje obdelave površine ali premaze.
V avtomobilski industriji je aluminij z milno obdelavo praktična izbira, kadar bo del v končni fazi prebarvan ali uporabljen na skritih, zaščenjenih mestih. Zlasti primeren je za notranje ročaje, skrite konstrukcijske elemente ali rezervne dele, kjer je pomembnejša cenovna učinkovitost in prilagodljivost barve kot dekorativni kovinski sijaj.
Osnovni premaz in barvanje profilov
Razmišljate o barvanju aluminija z mlinsko površino? Skrivnost dolgotrajnih rezultatov je ustrezna priprava površine. Ker lahko izvlečena površina vsebuje olja, okside ali manjše napake, je pred barvanjem ključna priprava aluminija z mlinsko površino za dobro oprijem in odpornost proti koroziji. Tukaj je tipičen potek dela:
- Čiščenje površine: Odstranite olja, prah in odpadke z uporabo topil ali alkalnih čistil.
- Mehansko poravnava: Blago krtačenje ali brušenje za izravnavo hrapavih mest in zmanjšanje vidnih linij matrice – ta korak pomaga zmanjšati napake mlinarjeve površine, ki se prenašajo skozi barvo.
- Kemijska predobdelava: Nanašanje prepojne raztopine ali kemijskega sredstva za spajanje, ki spodbuja oprijem podnožnega laka in dodatno zaščito pred korozijo.
- Nanašanje podnožnega laka za aluminij: Uporabite visokokakovosten podnožni lak, ki je namenjen za aluminij, da ustvarite trdno osnovo za zaključni sloj barve.
- Zaključni sloj barve: Uporabite želeno barvo in površino, ki ju lahko prilagodite specifikacijam interierja ali eksterierja.
Vsak od teh korakov je zasnovan tako, da podaljša življenjsko dobo in ohrani videz sistema aluminijevih podlag in barv, ter zagotavlja vzdržljivost površine tudi v težkih avtomobilskih pogojih.
Prednosti in slabosti
Prednosti
- Najnižja začetna površina – aluminij s tovarniško površino je pocen in hitro dosegljiv
- Maksimalna prilagodljivost barve in sijaja z izbiro barve
- Enostavno popravilo ali obdelava pobarvanih površin na terenu
- Deluje dobro za dele, kjer videz ni pomemben ali je skrit
- Ni omejitev glede geometrije delov – barva se lahko nanaša na kompleksne ekstrudirane profile
Slabosti
- Zahteva skrbno predobdelavo – slaba priprava lahko povzroči luščenje, odpiranje ali korozijo
- Večja verjetnost napak, ki se prenašajo skozi barvo, če je površina s tovarniško obdelavo groba ali neenakomerna
- Manj vzdržljiva od anodiranih ali termoplastičnih površin za uporabo na prostem, pri visokem obrabi ali v korozivnih okoljih
- Lakirane površine morda zahtevajo občasno vzdrževanje ali dotračevanje
Uporabni primeri in točke kontrole kakovosti
- Lakirane notranje okrasne letve: Aluminij s tovarniško obdelano površino, predpravljen in pobarvan v skladu z notranjimi barvnimi shemami, kjer sta cenjena vzdržljivost in možnost dotračevanja.
- Skrite konstrukcijske komponente: Komponente, ki po sestavi niso vidne, vendar zahtevajo zaščito pred korozijo in ekonomično končno obdelavo.
- Varnostne komponente, ki potrebujejo popravljivost na terenu: Lakirane komponente iz aluminija s tovarniško obdelano površino je mogoče enostavno brušiti in ponovno barvati, če se poškodujejo med vzdrževanjem.
Kontrola kakovosti tega sistema je ključna za zagotavljanje učinkovitosti in videza. Pogoste točke kontrole kakovosti vključujejo:
- Preverjanje oprijema (prečni rez ali odtrg z lepilnim trakom) po nanašanju podlage in laka
- Merjenje debeline filma za preverjanje prekrivanja in vzdržljivosti
- Preverjanje barve in sijaja glede na specifikacijske vzorce
- Ciklično korozivno testiranje za dele, ki so izpostavljeni trdim okoljem
Nasvet: Vedno navedite korake za izravnavo površine, kot so lahkotno ščetkanje ali brušenje, pred tem, ko naneseš grund na aluminij s tovarniško površino. Ta praksa zmanjša možnost, da bo napaka tovarniške površine prebila skozi končni barvni sloj, kar ima za posledico bolj gladki in profesionalni videz.
Čeprav lahko uporaba tovarniške površine v kombinaciji z grundom in barvo ne ponudi premium vzdržljivosti ali estetike anodiziranih ali z elektrostatičnim prahom premazanih rešitev, ostaja ekonomična in prilagodljiva rešitev za številne potrebe pri avtomobilskih aluminijastih profilnih iztiskih. V nadaljevanju bomo vse vrste površinske obdelave primerjali med seboj, da vam bo lažje izbrati najprimernejšo za vaš projekt.
Vrhnji Vrhnji Primerjalni Pregled in Matrika Odločitve za Površinske Obdelave Aluminijastih Profilnih Iztiskov v Avtomobilski Industriji
Ko izbirate med različnimi možnostmi površinske obdelave za aluminijaste ekstrudirane dele v avtomobilski industriji, lahko število spremenljivk zameglji pogled. Katera končna obdelava zagotavlja pravo ravnovesje med zaščito, videzom, zmogljivostjo in stroški za vašo specifično uporabo? Da bi olajšali izbiro, smo pripravili jasno primerjavo najbolje ocenjenih končnih obdelav. S pomočjo te tabele in kratkega vodiča za odločanje boste lažje prilagodili zahteve vašega projekta najboljši površinski obdelavi aluminija – brez dvomov glede specifikacij.
Straniščna primerjava glede avtomobilskih meril
| Možnost končne obdelave | Primernost za avtomobilsko uporabo | Korozivna odpornost | Odpornost proti obrabi | Obseg videza | Združljivost s peko barve | Relativna cena | Dobava | Ponovno uporabljivost | Sklicevane norme |
|---|---|---|---|---|---|---|---|---|---|
| Rešitve za površinsko obdelavo Shaoyi | Kompletna rešitev za zunanje, konstrukcijske in specialne dele | Visoko | Visoko | Širokopasovna (dekorativna, funkcionalna, po meri obarvane/teksture) | Visoko | SREDNJE | SREDNJE | Visoko | ASTM, SAE, ISO, MIL-A-8625 |
| Anodizacija tipa II | Vidni okrasni deli, notranji/zunanji dekorativni | Srednji-Visok | SREDNJE | Matirano, satensko, obarvano | SREDNJE | SREDNJE | SREDNJE | Visoko | MIL-A-8625 Tip II, OEM |
| Trda anodizacija (tip III) | Visoka obraba, drsenje, konstrukcijski | Visoko | Zelo visok | Temno, omejene barve | SREDNJE | Srednji-Visok | SREDNJE | Visoko | MIL-A-8625 Tip III, OEM |
| Prah za premazovanje | Zunanji okrasni deli, pod pokrovom motorja, okvirji baterij | Visoko | Visoko | Obsežno (mat, lesk, teksturiran, po meri) | Visoko | SREDNJE | Nizka–srednja | Visoko | ASTM, ISO, OEM |
| E-premaz | Kompleksni profili, osnovni premaz za sestave | Zelo visok | SREDNJE | Omejeno (predvsem črna/siva, polblesk) | Visoko | SREDNJE | Srednji-Visok | Visoko | ASTM, ISO, OEM |
| Tovarniški izgled površine s podplatom in barvo | Skrite, servisne ali pobarvane notranje komponente | SREDNJE | Nizka–srednja | Neomejeno (odvisno od barvnega sistema) | SREDNJE | Nizko | Nizko | Visoko | ASTM, ISO, OEM |
Ta prikaz poleg sebe omogoča enostavno primerjavo površinskih obdelav kovinskih delov, pri čemer poudari, kje vsaka od njih zmaguje, in kompromisne rešitve, ki jih boste morali upoštevati za vaš avtomobilski program.
Storitvene in časovne zahteve
- Integrirane rešitve (kot na primer Shaoyi) lahko optimizirajo vašo oskrbno verigo in zmanjšajo skupni čas do dobave, še posebej če so potrebne več površinskih obdelav ali kompleksno kontrolo kakovosti.
- Anodizacija tipa II in prah za premazovanje ponuja zmerno ravnovesje med stroški, zmogljivostjo in videzom za večino okrasnih in vidnih delov.
- Trda anodizacija in e-premaz običajno povezana z višjimi stroški kontrole procesa in zagotavljanja kakovosti, vendar zagotavlja izjemno zmogljivost za komponente, kritične za obrabo ali korozijo.
- Mlinski premaz z osnovnim premazom/barvo je najekonomičnejša pot, pogosto z najkrajšim časom izvedbe – vendar zahteva skrbno pripravo in je najboljša za nevidne ali enostavno servisne dele.
Za projekte, ki zahtevajo več končnih obdelav ali tesna proizvodna okna, je delo z enotnim virom, kot je Shaoyi Metal Parts Supplier – vodilni integrirani ponudnik rešitev za natančne avtomobilne kovinske dele v Kitajski – kar pomeni, da bodo vaši deli iz ekstrudirane aluminijeve zlitine končno obdelani in kvalificirani v okviru enega PPAP in oskrbne sheme, kar zmanjšuje tveganje in poenostavlja komunikacijo.
Matrika odločitve in hitri izbori
- Videz razreda A (zunanjost): Izberite prahokapni premaz ali anodizacijo tipa II za široko paleto barv in vizualno enotnost.
- Osnovni premik proti koroziji podlage: E-premik ali integrirane rešitve Shaoyi za trdno, enakomerno zaščito – zlasti na kompleksnih profilih.
- Visoko obrabna mehanika ali drsnih aplikacijah: Trdo anodiziranje (tip III) ali obrabno usmerjene obdelave podjetja Shaoyi.
- Delov občutljivih na stroške in nevidnih delov: Obdelava z barvami in osnovnim premazom za prilagodljivost ter enostavno popravilo na terenu.
- Večprocesne ali prilagojene zahteve: Integrirane površinske obdelave Shaoyi za kovine, s katerimi zagotavljamo enostavno kakovostno kontrolo in dokumentacijo.
Ključna ugotovitev: V dokumentaciji vedno navedite zahteve glede predobdelave in zaščite pred premikom. Ta korak je ključen za preprečevanje napak v nadaljnjem procesu, predelave ali reklamacij – ne glede na to, katero površinsko obdelavo aluminija izberete.
Ko zaključujete svojo specifikacijo, si zapomnite, da najboljša izbira ni odvisna samo od same obdelave površine, temveč tudi od usklajenosti z vašimi cilji v zvezi z izdelavo, stroški in kakovostjo. V nadaljevanju bomo podali zaključne nasvete za pisanje specifikacij in predajo naročniku, da boste zagotovili dolgotrajno vrednost izbrane obdelave površine aluminija v praksi.
Zaključni priporočila in nasveti za pisanje specifikacij za aluminijaste ekstruzije v avtomobilski industriji
Katero obdelavo površine izbrati za vaš projekt
Ko pridete do končne odločitve, je lahko občutek preobremenjenosti zaradi širokega spektra razpoložljivih površinskih obdelav aluminija. Kako torej določite najboljšo izbiro za vaš projekt? Predstavljajte si, da načrtujete novo ohišje baterije za EV ali pa posodablja zunanji okras na naslednji generaciji terenskega vozila – vaša izbira obdelave površine aluminija bo neposredno vplivala na vse, od trdnosti in stroškov do vključno zaznavanja blagovne znamke. Spodaj najdete kratki priročnik, ki vam bo pomagal uskladiti vaše potrebe z ustrezno obdelavo površine:
- Anodizacija: Izberite za dekorativno odpornost proti koroziji in premium, dolgotrajni kovinski videz.
- Trda anodizacija: Izberite za območja z visokim obrabljanjem ali drsnimi komponentami – pomislite na sedežne tirnice ali strešne žlebove.
- Prahov premaz: Najboljša za trajno barvo, odpornost proti kemičnim vplivom in široko paleto videza na zunanjih okrasnih delih ali delih pod haubo.
- E-premaz: Izberite kot osnovni premaz z odpornostjo proti koroziji, še posebej za kompleksne profile ali dele, ki potrebujejo trdno osnovo pod dodatnimi premazi.
- Tovarna izgleda + osnovni premaz/barvanje: Izberite to možnost za občutljive na stroške, pobarvane dele ali skrite konstrukcijske elemente, kjer sta najpomembnejši prilagodljivost in enostavna popravila.
Vsaka od teh možnosti površinske obdelave aluminija ima svojo edinstveno vlogo, zato pred zaključkom specifikacije upoštevajte zahteve glede na izpostavljenost, obrabljanje, videz in proračun vaše uporabe.
Specifikacijski jezik in opombe na risbah
Jasne specifikacije, temelječe na standardih, so vaša najboljša zaščita pred zmešnjavo ali ponovnim delom. Tukaj je predloga, ki jo lahko prilagodite za večino projektov z aluminijevimi profiliranimi izdelki:
Površina: [postopek]. Predobdelava: [pretvorba, brez kromatov (preferred)]. Standardi: [ASTM/ISO/MIL, kot ustreza]. Preskusi: oprijem, debelina, videz razreda, ciklična korozija v skladu z OEM protokolom. Označevanje: [lastnosti]. Kompatibilnost s peko barve: [da/ne].
Ko razmišljate o pripravi aluminija na barvanje ali nanos druge prevleke, vedno navedite korake za izravnavo površine, čiščenje in označevanje neposredno na risbah. S tem zagotovite, da vsi – od načrtovanja do proizvodnje – razumejo pričakovanja za vsako površinsko obdelavo aluminija.
Kontrolni seznam za predajo dobavitelju
Predstavljajte si, da je vaš projekt pripravljen za predajo. Tukaj je kontrolni seznam, ki bo naredil sodelovanje z dobaviteljem tekoče in hkrati zagotovil usklajenost vašega načrta kakovosti:
- Določite zlitino in žilavost za vsak profil
- Vključite podrobne geometrije in karte za označevanje (navoji, vrtine, električni kontakti)
- Identificirajte točke za nanos premaza za optimalno pokritost
- Poudarite kritične dimenzije in dovoljene tolerance (upostevajte debelino nanosa)
- Določite merila za sprejem in referenčne standarde za zagotavljanje kakovosti
- Delite vzorec in načrt pregleda (prvi izdelek, serija ali redni pregledi)
- Jasno opredelite politiko ponovnega obdelovanja in popravil na terenu
Če boste sledili tem korakom, boste zmanjšali nepričakovane rezultate in zagotovili, da bo izbrana površinska obdelava aluminija prinesla dosledne in visokokakovostne rezultate.
Ste pripravljeni združiti končno obdelavo in zagotavljanje kakovosti pod eno streho? Shaoyi Metal Parts Supplier —vodilni integrirani ponudnik rešitev za natančne avtomobilske kovinske dele v Kitajski—vam lahko pomaga optimizirati vsak korak, od načrtovanja do masovne proizvodnje, za vse vaše ekstrudirane aluminijeve dele. Njihovo strokovno znanje na področju površinskih obdelav za avtomobilske aluminijeve ekstrudate vam zagotavlja pravo končno obdelavo vsakokrat.
Pogosta vprašanja
1. Katere so najpogostejše površinske obdelave za avtomobilske aluminijeve ekstrudate?
Najpogosteje uporabljene površinske obdelave za aluminijaste ekstruzije v avtomobilski industriji vključujejo anodizacijo (tip II za videz in odpornost proti koroziji, tip III za odpornost proti obrabi), prahovo barvanje za trajno barvo in zaščito pred kemikalijami, elektroforetsko barvanje (e-coat) za enakomerno zaščito pred korozijo na kompleksnih oblikah ter obdelavo z mlinom s podlago in barvo za ekonomsko prilagodljivost. Vsaka obdelava ponuja določene prednosti glede trajnosti, videza in skladnosti s standardi avtomobilske proizvodnje.
2. Kako izbrati pravo končno obdelavo za projekt aluminijastih ekstruzij v avtomobilski industriji?
Izbira najboljšega zaključka je odvisna od zahtev vašega projekta glede odpornosti proti koroziji, videza, odpornosti proti obrabi in proračuna. Dekorativno anodiziranje je idealno za vidne profile, trdo anodiziranje je primerno za delovno intenzivne dele, prahovo barvanje ponuja žive barve in trajnost, e-lak je najboljši za kompleksne profile, ki potrebujejo enakomerno zaščito, in mlinski zaključek v kombinaciji z barvanjem je cenovno ugodna rešitev za skrite ali servisne dele. Upoštevajte izpostavljenost dela, potrebe po sestavi in standarde kakovosti, da naredite pravo izbiro.
3. Kakšna je razlika med anodiziranjem in prahovim barvanjem aluminijastih profilov?
Anodizacija ustvari integralni oksidni sloj na površini aluminija, kar izboljša odpornost proti koroziji in omogoča različne kovinske izgled. Anodizacija tipa II je cenjena zaradi dekorativnega videza, medtem ko anodizacija tipa III (trda anodizacija) zagotavlja večjo odpornost proti obrabi. Prahasta prevleka je organska prevleka, ki se nanese v obliki prahu in nato utrdi, da tvori zaščitni, barvni in trpežni sloj. Prahasta prevleka omogoča večjo izbiro barv in tekstur, vendar za optimalno oprijem potrebuje kakovostno predobdelavo.
4. Zakaj je predobdelava pomembna pred nanosom katere koli površinske obdelave na aluminijaste ekstruzije?
Predobdelava je pomembna, ker odstrani kontaminante, izboljša oprijem in poveča odpornost proti koroziji. Ustrezno čiščenje in prevleka za pretvorbo (pogosto brez kromatov) zagotovita, da izbrana končna obdelava – bodisi anodizacija, prah, e-prevleka ali barvanje – trdno poveže in deluje, kot je predvideno. Če se predobdelave izognemo ali pa jo izvedemo neustrezno, lahko pride do predčasnih okvar, kot so luščenje, mehurčki ali korozija.
5. Kakšne so prednosti uporabe integriranega dobavitelja, kot je Shaoyi, za površinske obdelave aluminijastih profilov?
Sodelovanje z integriranim dobaviteljem, kot je Shaoyi, poenostavi končno obdelavo, saj ponuja vse glavne površinske obdelave, kontrolo kakovosti in upravljanje z dobaviteljskim verigam na enem mestu. Ta pristop skrajša čas izvedbe, zmanjša možnost napak zaradi več dobaviteljev, zagotavlja skladnost z avtomobilskimi standardi in omogoča strokovno svetovanje pri izbiri ustrezne kombinacije zlitine, geometrije in končne obdelave za vašo uporabo.