 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kleščenje rok za brisalke vetrobranske: Inženirska in identifikacijska navodila
POVZETEK
V kontekstu avtomobilskih komponent, kovanje ročic steklenih brisalnikov se nanaša na dve različni koncepti: hitri progresivno štampovanje proizvodni proces, ki se uporablja za oblikovanje kovinske strukture, in identifikacijske kode, vrežane na ročici za preverjanje dele. Sodobna proizvodnja se je v veliki meri premaknila s litja kovin na kovanje, kar omogoča hitrost proizvodnje do 60 delov na minuto z višjo natančnostjo.
Za lastnike vozil in obnavljalce so ti vrežani oznaki (kot so logotipi proizvajalcev, kot je Trico, ali smerne oznake, kot je 55L/55R) ključni za prepoznavanje originalnih rezervnih delov in zagotavljanje pravilnega ujemanja. Ali že iščete proizvajalca za serijsko proizvodnjo ali dekodirate številko starega dela, razumevanje postopka kovanja je ključno.
Proizvodni proces: progresivno žigosanje s kalupi
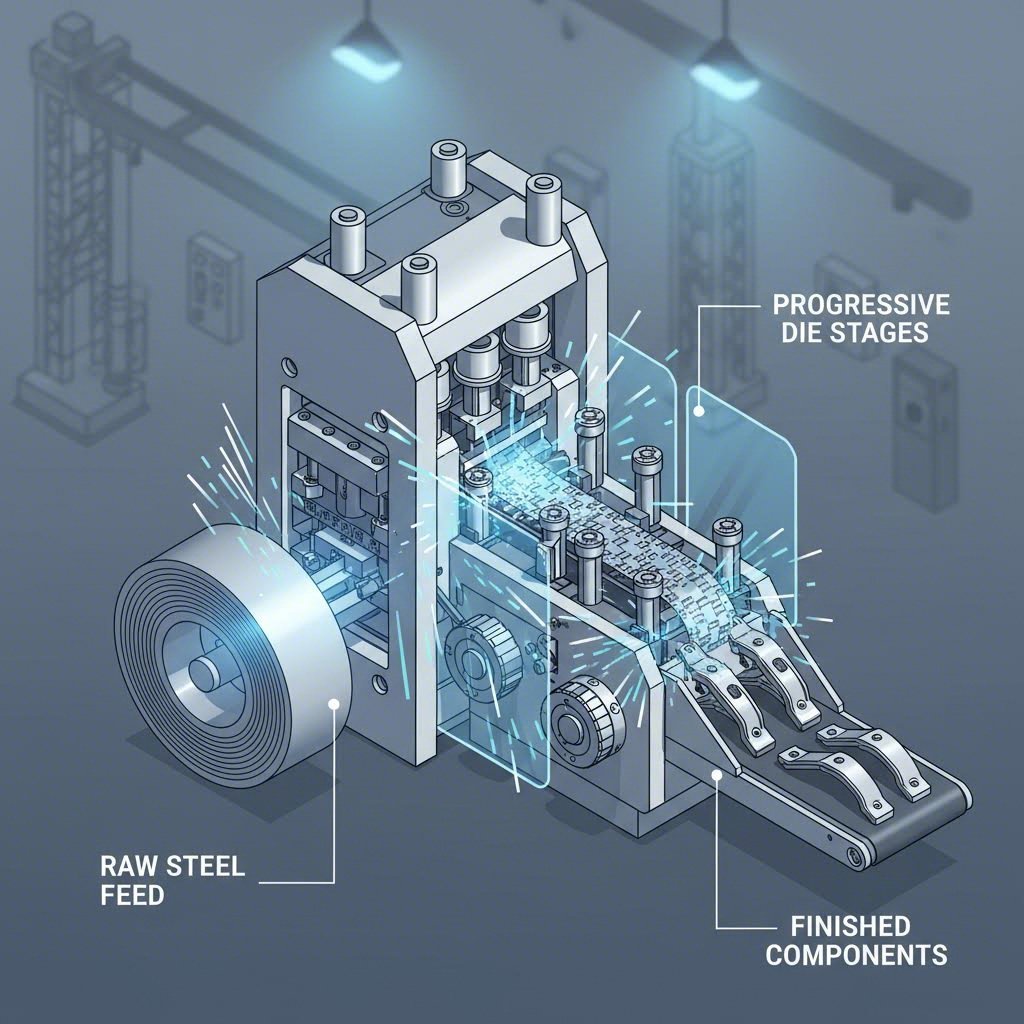
Proizvodnja rokavic brisalnikov vetrobranskega stekla se je znatno razvila, da bi zadostila zahtevam avtomobilske industrije. Tradicionalno so bile številne sestavine brisalnikov izdelane s postopkom litja kovin. Vendar pa se sodobna tehnika nagiba progresivno štampovanje metodi, ki ravne kovinske tuljave pretvori v kompleksne, trpežne oblike v neprekinjenem zaporedju.
Ta prehod omogoča bistvene učinkovitostne koristi. Glede na primerjave iz prakse, kot jih objavlja Penne prehod na progresivno žigosanje omogoča proizvajalcem, da proizvedejo do 60 rokavic brisalnikov na minuto. Za razliko od litja, ki pogosto zahteva sekundarno obdelavo za odstranitev odvečnega materiala ali za gladko obdelavo grobih robov, izhajajo žigosani deli iz prese že skoraj končani. Postopek vključuje vajkanje pasov cinkano jeklo ali aluminija v predelovalno preso, kjer serija orodij reže, upogne in oblikuje kovinske nosilce in kanale z natančnostjo na mikron.
Za avtomobilske OEM-je, ki zahtevajo takšno stopnjo zmogljivosti in natančnosti, je ključnega pomena izbrati partnerja z močnimi sposobnostmi. Rešitve za žigosanje podjetja Shaoyi Metal Technology premostimo vrzel med hitrim prototipiranjem in proizvodnjo v visokih količinah ter izkoriščamo natančnost, certificirano po IATF 16949, in tlačne zmogljivosti do 600 ton za dobavo ključnih komponent, ki ustrezajo strokim globalnim standardom. Stroji z visoko tlačno silo zagotavljajo, da celo jeklo debelih premerov, uporabljeno za trpežne brisalke stekel, ohranja strukturno celovitost brez utrujanja materiala.
Razvozovanje odtisov na rokah brisalk: kode in identifikacija
Za navdušence in mehanike izraz »odtis« pogosto pomeni alfanumerične kode, vtisnjene v kovinski rok. Ti odtisi niso zgolj dekorativni; predstavljajo glavni način identifikacije ustreznosti in verodostojnosti, še posebej pri obnovi klasičnih avtomobilov.
Najpogostejši žigi označujejo proizvajalca in stran namestitve. Na primer, skupnosti ljubiteljev klasičnih vozil pogosto sklicujejo na določene kode kot so "55L" (levo/voznikova stran) in "55R" (desno/stran sopotnika), ki se nahajajo na spodnji strani rokavca. Prepoznavanje teh oznak je pomembno, ker se levi in desni metelci pogosto razlikujejo v manjših kotih ali dolžinah, ki so s prostim očesom nezaznavni, vendar ključni za učinkovito brisanje stekla.
Poleg tega originalni proizvajalci opreme (OEM), kot na primer Trico, pogosto vkljujajo Trico patentne žige ali posebne kode datuma. Te oznake razlikujejo prave OEM dele od generičnih nadomestnih delov iz aftermarket trga, ki običajno nimajo podrobnih žigov ali uporabljajo poenostavljene številke delov. Pri nakupu nadomestnih delov preverite, ali žigana povezava tipa "nožič" ali "kavlj" ustreza specifikacijam vašega vozila, da preprečite mehanske okvare.
Površinska obdelava: Barvanje in zaščita pred korozijo
Surova žičnata jeklena pločevina je zelo podvržena koroziji, kar zahteva temeljito površinsko obdelavo takoj po oblikovanju. V industrijskem okolju se brisalni rokavi navadno prelijejo z elektro-nanositvijo (E-coat) ali prašnim premazom, da zagotovijo trajno in vremensko odporno zaščitno plast. Ta zaključna obdelava mora zdržati stalne izpostavljenosti UV žarkom, vlage in soli na cestah, ne da bi se luščila.
Za domače ljubitelje obnove je ohranjanje te površine pogosta težava. Z leti se lahko prvotni premaz izbliži ali olupi, kar vodi do rje, še posebej v okolici žičnih zgibnih mest. Da učinkovito obnovite žični brisalni rokav, morate odstraniti staro barvo, ne da bi s strganjem odstranili identifikacijske kode. Uporabite finozrnat brusni papir (približno 400–600) za lahek pripravljalni brušenje površine, nato jo temeljito očistite s topilom.
Nanašanje visoko kakovostne polmatirne ali satenske črne barve je standard v industriji za obnovo tovarniškega videza. Izogibajte se debelim nanosom, ki bi lahko zamašili žična števila ali vzmetni mehanizem. Podrobni vodiči na platformah kot so GM-Trucks.com poudarite pomembnost priprave – če ne odstranite rje iz žlebov, ki jih pusti žig, se bo nova barva že v nekaj mesecih nabrala v mehurčke.
Odpravljanje težav in vzdrževanje žiganih krakov
Čeprav so žigani kovinski kraki trdni, niso imuni na mehanske težave. Najpogostejša točka okvare je pri zobjeh – to so žigani utori znotraj namestitvenega odprtine, ki oprijemajo os wiper transmission post. Če se krmilni krmilnik prisili ali namesti brez ustrezne navora, se lahko ti mehki kovinski zobji poškodujejo, kar povzroči drsenje kraka in ne premika brisalke, tudi kadar se motor vrti.
Drugo vprašanje je fizična deformacija. Ker ima žičnega jekla »spomin«, se upognjeno ročico včasih da popraviti, vendar zahteva previdno rokovanje. Z dvema ključema, s katerima zavrtita ročico nazaj v pravilno pozicijo, lahko odpravita »drgetanje« (ko se metlica spotika po steklu), vendar prekomerna sila lahko povzroči lom kovine ali oslabitev napetosti vzmeti. Če notranja vzmet—pogosto pritrjena na perforiran jeziček—izgubi napetost, metlica ne bo dovolj pritisnila na vetrno bruno in tako nebo učinkovita, ne glede na to, kako nova je gumeni metlica.
Zaključne misli o žičnem izrezovanju metlic črpalk
Razumevanje dvojne narave kovanja – kot natančne proizvodne metode in pomembnega sistema za identifikacijo – omogoča inženirjem in lastnikom vozil učinkovito sodelovanje. Za proizvajalce pomeni prehod na postopno orodno kovanje skok naprej v učinkovitosti in doslednosti. Za potrošnike pa lahko branje kovanskih kod na brisalki pomeni razliko med popolno obnovo in frustrirajočim problemom pri prileganju. Ali že določate serijo ali obnavljate klasično vozilo, podrobnosti vkovanega napisa na kovini povedo celotno zgodbo o izvoru in funkciji deleža.

Pogosta vprašanja
1. Ali je mogoče brisalke prašno prevleči?
Da, prašna prevleka je odlična možnost za brisalke, saj zagotavlja debelejšo in bolj trpežno površino kot običajna barva iz špricanja. Zelo odporna je na olupljanje in poškodbe zaradi UV sevanja. Vendar morate poskrbeti, da prevleka ne vpliva na zgibanje osi ali ne zamaši montažnih žlebov, kar bi lahko preprečilo pravilno namestitev ročice na vozilo.
2. Kako določim vrsto mojega rokavca wiperja?
Za določitev vrste rokavca wiperja poiščite klesnjene alfanumerične kode na spodnji strani ali osnovi rokavca. Kode, ki se končajo z "L" ali "R", ponavadi označujejo levo oz. desno stran. Poleg tega preglejte priključno točko, kjer se četka pritrdi; pogosto klesnjene vrste vključujejo "Hook", "Bayonet" ali "Side Pin". Primerjava teh klesnin z diagrami izvornega proizvajalca je najzanesljivejša metoda.
3. Kakšna je razlika med klesnjenimi in litimi rokavci wiperja?
Klesnjeni rokavci wiperja se izdelujejo iz pločevine s pomočjo visokotonovnih stisk, kar rezultira v lažjem, bolj enotnem delu z gladko površinsko obdelavo. Liti rokavci se izdelujejo z livjenjem raztaljenega kovine v kalup, kar lahko rezultira v težjem, bolj krhekem delu, ki morda zahteva dodatno obdelavo za izglađevanje šivov in nepravilnosti.