 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Debelina jeklene izdelane vodilne roke: priročnik inženirja
POVZETEK
Ni enotnega standarda za debelino materiala izžliskanega jeklenega nosilca. Ta običajno sega od 0,024 palca (0,6 mm) do 0,250 palca (6,35 mm), pri večini avtomobilskih uporab pa je debelina manjša od 5 mm. Natančna debelina je pomembna inženirska odločitev, ki uravnava težo vozila, predvideno rabo, zahtevano strukturno trdnost in stroške proizvodnje.
Razumevanje debeline izžliskanega jeklenega nosilca: Tehnični pregled
Stiskalno jekleno vodilo ročice je pomemben del odbojnika, ki povezuje okvir vozila s prenosnim zobnikom in omogoča nadzorovano gibanje. Izdelan je tako, da se list jekla stisne v določeno obliko z uporabo orodja. Debelina materiala je glavni dejavnik pri trdnosti, vzdržljivosti in teži tega dela. Debelejša ročica je praviloma močnejša, vendar tudi težja in dražja, kar vpliva na porabo goriva in proizvodne stroške. Inženirji morajo natančno izračunati minimalno debelino, potrebno za prenašanje dinamičnih obremenitev, ki jih bo vozilo izkušalo, od sil pri zavoju do udarcev zaradi bumpov in lukenj.
Izbira debeline predstavlja kompromis. Pri lahkih osebnih avtomobilih je lahko tanjša, lažja ročica zadostna in želena zaradi boljše porabe goriva. Vendar pa za tovornjak z veliko nosilnostjo, kot je Ram 1500, ki naj bi prevažal težke tovore in se morda peljal po terenu, potrebujejo veliko debelejšo in bolj trdno vodilno ročico, da se prepreči okvara. Glede na raziskavo v Mednarodni znanstveni časopis za raziskave , operacije s pločevino za komponente, kot so ti, se praviloma izvajajo na jeklenih pločevinah debeline manj kot 5 mm. To je v skladu s strokovnimi smernicami, ki pločevino opredeljujejo kot katero koli kovino pod 0,25 palca (približno 6,35 mm).
Sam postopek izdelave je pomemben dejavnik. Presovanje je hitra in cenovno učinkovita metoda za serijsko proizvodnjo, zato je idealna za proizvajalce originalne opreme (OEM). Za avtomobilske proizvajalce, ki iščejo visoko kakovostne, natančno presovane komponente, so bistveni specializirani partnerji. Na primer, podjetja, kot je Shaoyi (Ningbo) Metal Technology Co., Ltd. ponujajo celovite rešitve od izdelave prototipov do serijske proizvodnje, pri čemer sledijo strogim avtomobilskim standardom, kot je IATF 16949, da zagotovijo zanesljivost in cenovno učinkovitost pri zapletenih delih, kot so nosilci vpetja.
Za bolj jasen pregled spodaj sledi povzetek tipičnih obsegov debeline jeklenih pločevin, uporabljenih pri izdelavi:
| Vir / Standard | Tipičen obseg debeline | Opombe |
|---|---|---|
| Splošna pločevina (Protolabs) | 0,024" - 0,250" (0,6 mm - 6,35 mm) | To predstavlja celoten razpon za izdelavo pločevine. |
| Kovanje za avtomobilsko industrijo (IJSR) | < 5 mm (~0,197") | Tipična maksimalna vrednost za avtomobilske pločevinske komponente. |
| Težka uporaba (Tripar Inc.) | 10–14 Gauge (0,0747" – 0,1345") | Uporablja se za konstrukcijske dele in nosilnike za težko uporabo. |
| Splošna industrija (Tripar Inc.) | 16–20 Gauge (0,0598" – 0,0359") | Pogosto uporabljano za splošne komponente in ohišja. |
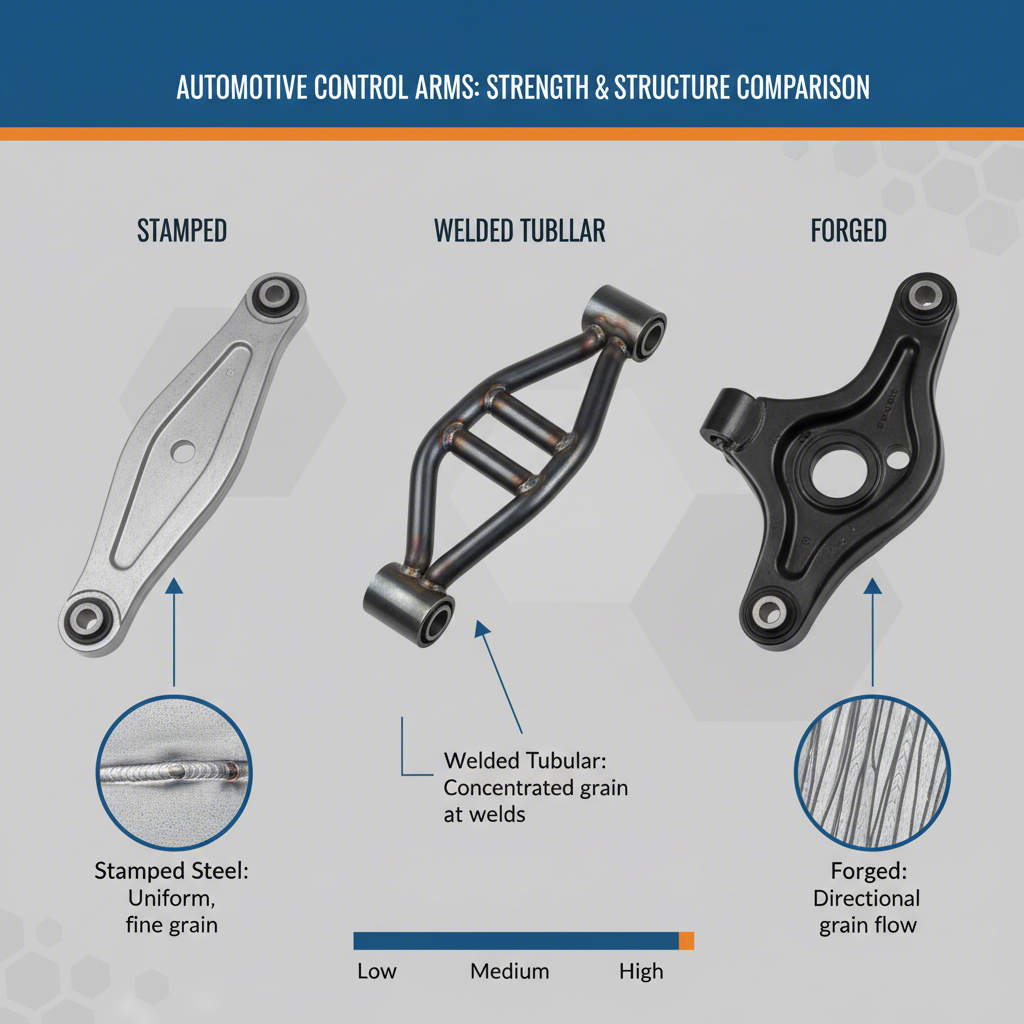
Primerjava: žični nosilci iz jekla nasproti cevastim nasproti kovanim vodilnim rokavom
Pri zamenjavi ali nadgradnji sestavnih delov ovine boste naleteli na tri glavne vrste vodilnih rokavov: žične, cevaste in kovane. Vsak ima različen postopek izdelave, ki povzroči različne zmogovske lastnosti, stroške in primere uporabe. Razumevanje teh razlik je ključno za sprejemanje utemeljene odločitve za vaše vozilo.
Žigosani jekleni vodilni kraki so najpogostejša vrsta, ki se nahaja v serijskih vozilih. Mase proizvajajo tako, da listno jeklo stisnejo v želeno obliko. Ta metoda je zelo učinkovita glede stroškov, vendar jo je mogoče vplivati kot manj trdno v primerjavi z drugimi možnostmi, še posebej pri zmogljivostnih aplikacijah. Cevaste vodilne ročice so izdelani s pomočjo zvarjanja odsekov okroglega ali kvadratnega jeklenega cevovoda. To omogoča večjo konstrukcijsko prilagodljivost, visak razmerje med trdnostjo in težo ter izboljšano geometrijo ovine, zaradi česar so priljubljena naknadna nadgradnja. Kovanje rokice so izdelani tako, da se segreje trdna kovinska polena in pod zelo visokim tlakom vtisne v kalup. Ta postopek poravna notranjo zrnatost kovine, kar rezultira izjemno trdnostjo in odpornostjo proti utrujanju, zaradi česar so primerni za vozila za intenzivno uporabo ali visoko zmogljivost.
Izbira med njimi pogosto odvisna od vaših ciljev. Za vsakodnevno vožnjo je ponavadi dovolj kakovosten nadomestni del iz žičnega jekla. Pri obnovi klasičnih avtomobilov ali vožnji po cestah z zmogljivostnim pristopom ponujajo cevasti nosilci pomembne prednosti pri vodenju in vzdržljivosti. Pri ekstremnih terenskih pogojih ali dirkanju pa je pogosto potrebna nadrejena trdnost kovanega nosilca.
Spodaj je podroben primerjalni pregled treh vrst:
| Značilnost | Žičnate jeklene | Cevasti jeklo | Izdelek iz kovanega jekla/aluminija |
|---|---|---|---|
| Proces proizvodnje | Stiskano iz enega lista jekla. | Zvarjeno iz votlih jeklenih cevi. | Oblikovano iz trdnega kovinskega billeta pod toploto in tlakom. |
| Prednosti | Najnižji stroški proizvodnje; lahka teža; primerno za serijsko proizvodnjo. | Visak razmerje med trdnostjo in težo; prilagodljiva geometrija; izboljšana togost. | Odlična trdnost in odpornost na utrujanje; gosta zrnatost strukture. |
| Slabosti | Lahko je manj tog; lahko se upogiba ob visokih obremenitvah; dojema se kot nižja kakovost. | Višji stroški kot pri žigosanih; zvarjeni šivi lahko predstavljajo točke okvare, če niso pravilno izvedeni. | Najvišji proizvodni stroški; pogosto težji kot drugi tipi. |
| Tipična debelina/specifikacija | 0,6 mm - 5 mm pločevina | ~.120" (3 mm) stenska D.O.M. cev | Trdna konstrukcija |
| Najbolj primerni primer uporabe | Zamenjava originalnih delov za vsakodnevne voznike. | Učinkovitostna vozila za cestni promet, nadgradnje klasičnih avtomobilov, lahka uporaba na dirkališču. | Težka tovorna vozila, terenska vozila, profesionalno dirkanje. |
Na primer, dobavitelj visokokakovostnih nadomestnih delov, kot je Klasični izdelki za zmogljivost navaja, da njihovi cevasti kraki uporabljajo cevi .120" stene D.O.M. (Drawn Over Mandrel), ki so znane po enakomerno debeli steni in trdnosti, kar poudarja poudarek na vzdržljivosti za trg zmogljivosti.
Specifikacije materiala: Razumevanje jeklenih meril, razredov in dopustnih odstopanj
Poleg debeline določa kakovost nosilca tudi točen razred jekla in proizvodne tolerance. Ne vse jeklo je enako, razumevanje teh podrobnosti pa vam lahko pomaga prepoznati komponento višje kakovosti. Debelina se pogosto meri v kalibrih, pri čemer višja številka pomeni tanjši list kovine. To je lahko zavajajoče, zato je pogosto jasneje navajati debelino v palcih ali milimetrih.
Pomembno je vedeti, da določena številka kalibra predstavlja različno debelino glede na vrsto kovine. Na primer, 14-kalibrski jekleni list ni enake debeline kot 14-kalibrski aluminij. Uveljavljeni proizvajalci bodo v tehničnih specifikacijah navedli natančne meritve. Poleg tega imajo materiali lastne tolerance debeline. Glede na priročnik podjetja Tripar Inc. , lahko ima list 14-kalibrskega jekla z imensko debelino 0,0747 palca proizvodno odstopanje ±0,007 palca. To pomeni, da bi bil dejanski material lahko nekoliko debelejši ali tanjši, kar je lahko ključno pri visokonatančnih aplikacijah.
V avtomobilski industriji se uporabljajo specifične jeklene zlitine, zasnovane za kombinacijo trdnosti, oblikovnosti in vzdržljivosti. V članku IJSR so omenjeni materiali, kot je mikro jeklena zlitina (C45) za kovanje krakov in feritno-bainitsko (FB) jeklo za izdelke iz žigosanih delov, ki ponujajo visoko trdnost in dobro oblikovnost. Pri ocenjevanju nadomestnih delov bodite pozorni na proizvajalce, ki natančno navajajo vrsto uporabljenega jekla, na primer 1018 Mild Steel ali močnejše 4130 Chromoly za cevaste krake. Takšna raven podrobnosti je pogosto kazalnik boljšega izdelka.
Spodaj je poenostavljen grafikon, ki pretvarja običajne jeklene mere v neposrednejše enote:
| Merilna enota | Palci (nomenklatura) | Milimetri (približno) |
|---|---|---|
| 10 | 0.1345" | 3,42 mm |
| 12 | 0.1046" | 2,66 mm |
| 14 | 0.0747" | 1,90 mm |
| 16 | 0.0598" | 1,52 mm |
| 18 | 0.0478" | 1,21 mm |
Pogosta vprašanja
1. Katera je razlika med izrezanimi in kovanimi nosiči?
Glavna razlika je v postopku izdelave in posledični trdnosti. Nalisani nihalni roki se izdelujejo tako, da se pločevina iz jekla pritisne v želeno obliko, kar je cenovno učinkovito za serijsko proizvodnjo, vendar je lahko manj tog. Kovani nihalni roki se izdelujejo iz trdnega kosa segretega kovine, ki se stisne v kalup, pri čemer se zrna kovine poravnajo z obliko dela. Ta postopek ustvari sestavni del z odlično trdnostjo in odpornostjo proti utrujanju, kar ga naredi idealnim za težke ali visoko zmogljive aplikacije.
2. Ali so nalisani jekleni nihalni roki magnetni?
Da, nalisani jekleni nihalni roki so magnetni. Jeklo je feromagnetna kovina, kar pomeni, da vsebuje železo in je privlačno za magnete. To omogoča preprosto ločevanje med jeklenim in aluminijastim nihalnim rokom, saj aluminij ni magneten. Če se magnet prime za nihalni rok, je izdelan iz nalisanega jekla ali litega litja.