 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Enojno stopnjojoče proti progresivnemu orodju: tehnična primerjava

POVZETEK
Enostopenjske kalibre izvedejo eno določeno operacijo kovinskega žigosanja na vsak stis tlačne prese, kar jih naredi cenovno učinkovito izbiro za preproste dele, prototipe in serije z nizko količino. Nasprotno pa progresivne kalibre uporabljajo popolnoma avtomatiziran sistem, ki neprekinjeni kovinski trak vodi skozi več postaj in na ta način izvede zaporedje operacij v enem samem stisku prese. Ta metoda je izjemno učinkovita in idealna za proizvodnjo kompleksnih delov v visokih količinah z visoko ponovljivostjo.
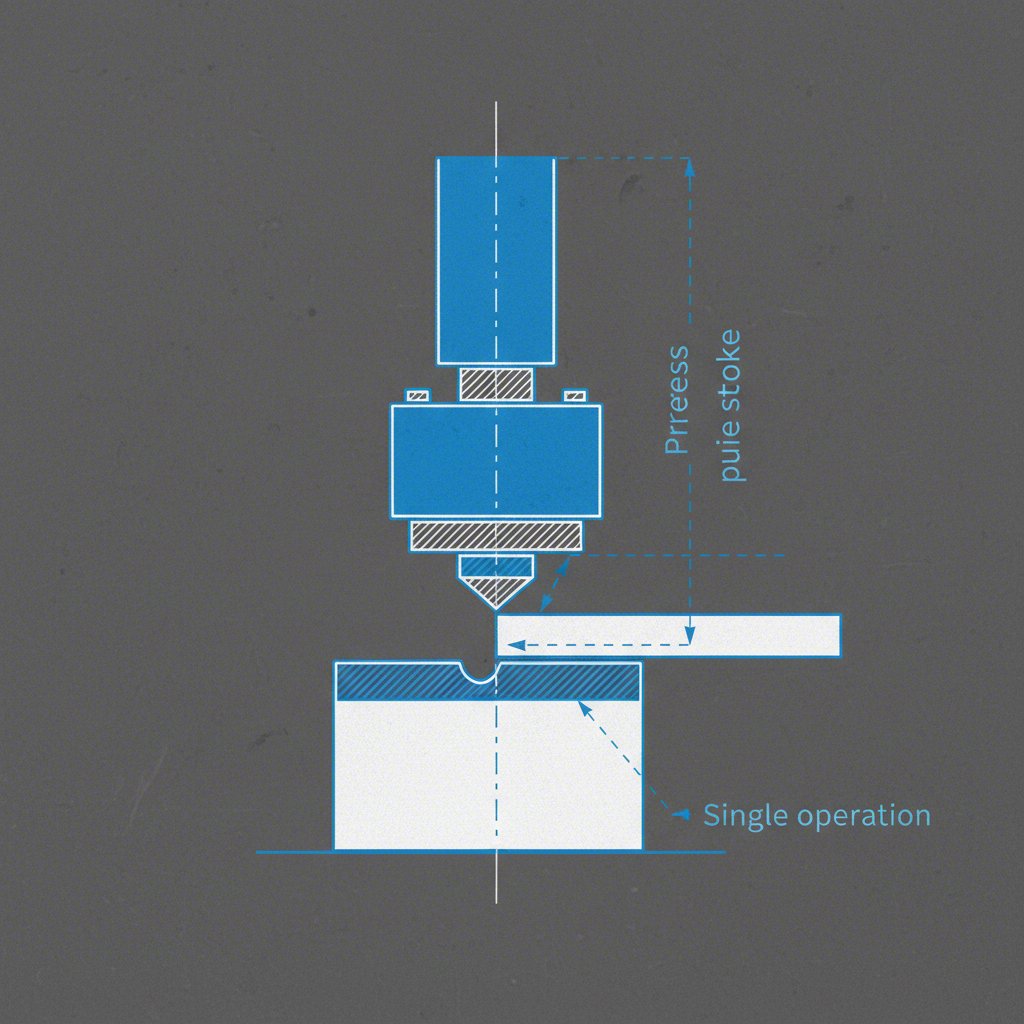
Razumevanje osnov: Kaj je enostopenjska kalibr?
Enostopenjska kalibracija, ki se pogosto imenuje ročna ali enojna operacijska kalibracija, predstavlja osnovni pristop pri kovinskih žiganjih. Njen osnovni princip je preprostost: kalibracija je zasnovana tako, da izvede eno določeno operacijo ob vsakem stisku tlačnice. To bi lahko bila preprosta naloga, kot je izbušitev luknje, izdelava enega samega upogiba ali odstranitev dela s večjega lista kovine. Postopek običajno vključuje ročno vnašanje materiala ali dela v tlačnico za vsako operacijo, čeprav je mogoče tudi polavtomatsko nalaganje.
Oblikovanje orodja v enem koraku je preprosto, kar pomeni pomembne prednosti v določenih proizvodnih scenarijih. Ker mora orodje opraviti le eno nalogo, je njegovo oblikovanje, izdelava in namestitev relativno hitra in poceni. To ga naredi odlično izbiro za projekte, kjer je ključna hitrost do tržišča, na primer pri izdelavi prototipov ali izvajanju poskusnih serij za testiranje novega dizajna. Prilagodljivost pri hitri zamenjavi orodja za različne operacije omogoča tudi iteracije oblikovanja z minimalnim obratovanjem in stroški.
Vendar preprostost enojnih orodij prinaša tudi omejitve, predvsem povezane s hitrostjo proizvodnje in intenzivnostjo dela. Ker vsaka operacija zahteva ločen presovni cikel in pogosto ročno rokovanje, je skupna zmogljivost znatno nižja v primerjavi z avtomatiziranimi alternativami. Za kompleksne dele, ki zahtevajo več korakov – kot so npr. večkratna krivljenja, luknje in rezi – se postopek spremeni v zaporedje ločenih operacij, kar povečuje čas ter možnost napak. Zato je ta metoda manj primerna za visokovolumsko proizvodnjo, kjer sta učinkovitost in strošek na enoto glavna gonilna sila.
Ključne značilnosti enojnih orodij vključujejo:
- Prednosti: Nizki začetni stroški orodij, kratke roke za izdelavo orodij, preprosta in enostavna za nastavitev struktura ter visoka fleksibilnost pri spremembah oblikovanja.
- Slabosti: Počasnejše hitrosti proizvodnje, višji stroški dela zaradi ročnega rokovanja z deli in neučinkovitost pri kompleksnih delih, ki zahtevajo več operacij.
Močna enota za visokovolumsko proizvodnjo: Kaj je progresivno orodje?
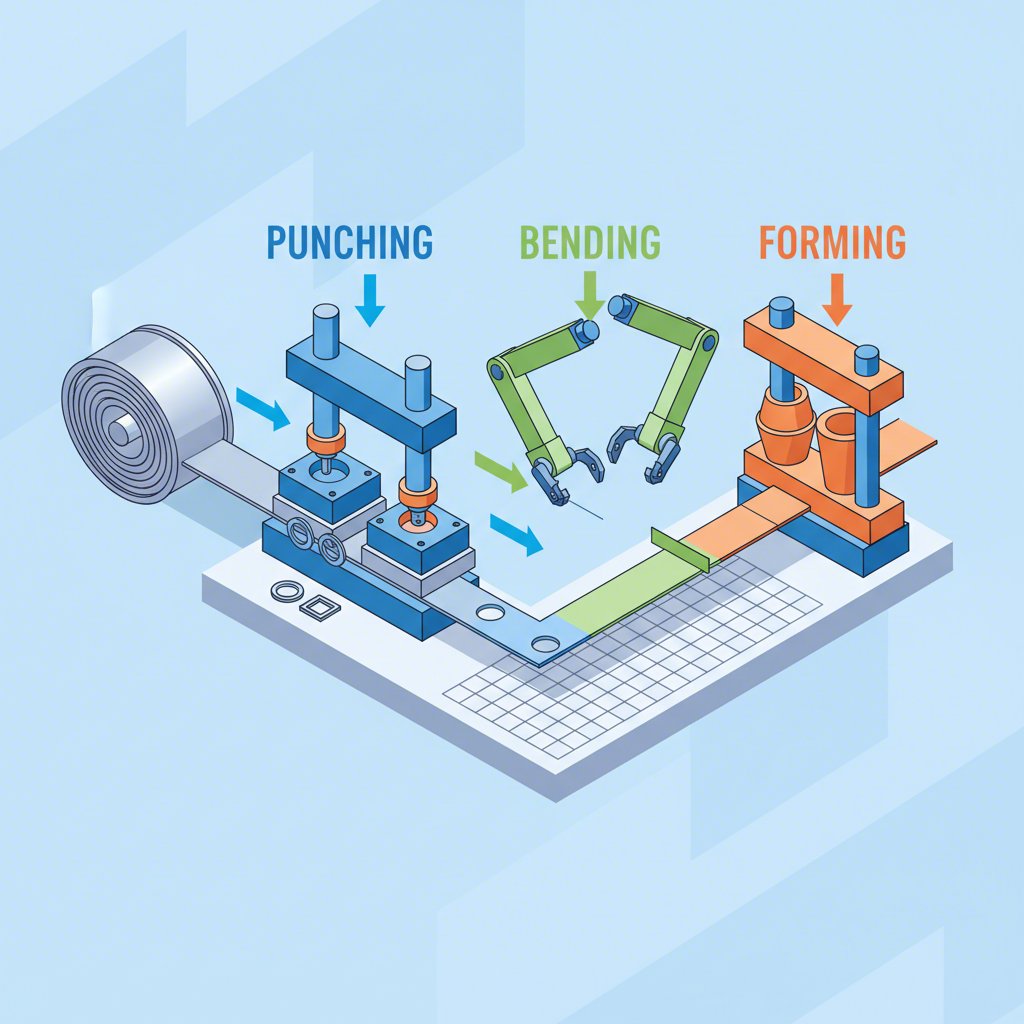
Postopno žaganje je zelo učinkovit, avtomatiziran proizvodni proces, zasnovan za masovno proizvodnjo. Za razliko od enostopenjske različice, postopna oprema izvaja več operacij hkrati na več postajah, ki so integrirane v en sam orodje. Postopek se začne s neprekinjenim navijanjem pločevine, ki se avtomatsko vnaša v stiskalnico. Ko se trak iz kovine 'premika' skozi orodje, vsaka postaja izvede ločeno operacijo – kot so rezanje, izbijanje, upogibanje ali žiganje – v natančnem zaporedju.
Iznajdljivost tega procesa je v avtomatizaciji in natančnosti. Kovinski trak ostane povezan skozi celoten zapored, ki ga držijo na mestu z pilotnimi luknjami, ki zagotavljajo popolno poravnavo, ko se premika od ene postaje do druge. Ko trak doseže končno postajo, se iz njega odreže dokončan del. Ta neprekinjena, neprekinjena proizvodnja omogoča izjemno visoko stopnjo proizvodnje, kar omogoča izdelavo tisočih ali celo milijonov enakih delov z izjemno doslednostjo in omejenimi odstopanji. Ta raven ponovljivosti je ključnega pomena v industrijah, kot so avtomobilska, elektronska in letalska.
Glavna nadomestna točka za to neverjetno učinkovitost je zapletenost in strošek orodja. Napredna orodja so zapletena, zahtevajo strokovno načrtovanje in natančno inženiring, kar pomeni višje začetne stroške in daljše čase izdelave orodij. Vsaka poškodba ene postaje lahko zahteva odstranitev celotnega orodja za popravilo, kar lahko povzroči pomemben zastoj. Zaradi teh dejavnikov je napredno žiganje najprimernejše za naročila velikih količin, kjer se začetni strošek orodij lahko amortizira na velikem številu delov, kar na dolgi rok pomeni zelo nizke stroške na enoto.
Ključne značilnosti naprednih orodij vključujejo:
- Prednosti: Izjemno visoke proizvodne hitrosti, zmanjšane stroške dela zaradi avtomatizacije, visoko ponovljivost in doslednost ter minimalne odpadke materiala.
- Slabosti: Visoki začetni stroški orodij, daljši časi izdelave orodij in večja zapletenost pri načrtovanju in vzdrževanju.
Primerjava: Enostopenjsko nasproti naprednemu orodju
Izbira med enojnim orodjem in progresivnim orodjem je popolnoma odvisna od specifičnih zahtev posameznega projekta. Čeprav obe oblikujeta kovino, služita različnim namenom v proizvodnem spektru. Neposredna primerjava glede na ključne dejavnike razkrije njune različne prednosti in primere uporabe. Temeljna razlika, kot jo opažajo strokovnjaki pri Chia Chang , je, da enostavna orodja izvedejo eno operacijo na vsak sunek, progresivna orodja pa uporabljajo več postaj za neprekinjeno, avtomatizirano proizvodnjo. Ta osnovna razlika določa vse druge razlike v stroških, hitrosti in uporabi.
Naslednja tabela prikazuje ključne razlike med obema postopkoma:
| Faktor | Enostavno orodje | Progresivna štampa |
|---|---|---|
| Proces | Izvede eno operacijo na vsak sunek prese. Praviloma zahteva ročno ali polavtomatsko dovajanje delov. | Izvaja več zaporednih operacij v enem suneku prese z uporabo avtomatskega sistema dovajanja traku. |
| Obseg proizvodnje | Primerno za serije majhnih količin, prototipe in pilotne projekte. | Najprimernejši za visokovolumensko, masovno proizvodnjo (tisoče do milijone delov). |
| Hitrost | Počasnejša skupna zmogljivost zaradi ločenih operacij in rokovanja z deli. | Izredno visoke proizvodne hitrosti zaradi neprekinjenega, avtomatiziranega obratovanja. |
| Zloženost delov | Najprimernejši za preproste dele z eno ali dvema funkcijama. Za kompleksne dele so potrebne večkratne nastavitve. | Odličen za kompleksne dele, ki zahtevajo večkratna upogibanja, rezi in oblikovanja v enem ciklu. |
| Stroški orodja in predhodni čas | Nizki začetni stroški in kratek predhodni čas (običajno 3–4 tedne). | Visoka začetna naložba in daljši predhodni čas (običajno 4–6 tednov ali več). |
| Stroški dela | Višji stroški dela na kos zaradi ročnega rokovanja in večkratnih nastavitev. | Zelo nizki stroški dela zaradi neopazovanega, avtomatiziranega obratovanja strojev. |
| Otroščina materiala | Lahko je višje, če je za kompleksen del potrebnih več nastavitev. | Splošno nižje zaradi optimizirane postavitve traku, čeprav je potreben nosilni trak. |
| Idealne aplikacije | Prototipi, naročila v majhnih serijah, preprosti nosilci in komponente z enim upogibom. | Avtomobilske komponente, električni priključki, dele aparata in druge visokokosne, kompleksne komponente. |
Po svoji naravi gre pri odločitvi za klasično izbiro med začetnimi stroški in dolgoročnimi obratovalnimi stroški. Enostopenjska orodja omogočajo nizek vstopni prag pri proizvodnji, kar jih čini idealnimi za testiranje konstrukcije ali izpolnjevanje manjšega naročila. Napredna orodja pa predstavljajo dolgoročno investicijo v učinkovitost, ki so namenjena proizvodnji delov v obsegu in hitrosti, ki jih enostopenjska orodja ne morejo ujemati, na dolgi rok pa znatno zmanjšujejo stroške na kos pri velikih serijah.
Kako izbrati pravi proces žiganja za vaš projekt
Izbira pravilne žige za žigosanje je pomembna odločitev, ki neposredno vpliva na učinkovitost proizvodnje, kakovost delov in skupne stroške projekta. Izbira ni le vprašanje tega, kateri proces je »boljši«, temveč katerega najbolje ustreza vašim specifičnim potrebam. Ključni dejavniki, kot jih opredeljujejo strokovnjaki za proizvodnjo pri JV Manufacturing Co. , vključujejo količino proizvodnje, zapletenost dela in proračun. S previdno oceno teh dejavnikov lahko sprejmete informirano odločitev, ki optimizira rezultate vaše proizvodnje.
Količina proizvodnje in življenjska doba projekta
Prvo in najpomembnejše vprašanje, ki si ga je treba zastaviti, je: koliko delov potrebujete? Za prototipe, preizkusne serije ali nizkovolumno proizvodnjo (običajno v stotine ali tisoče) je enostopenjska matrica skoraj vedno najcenejša rešitev. Nizki stroški orodja omogočajo hitro obnovitev vložka. Nasprotno pa pri visokovolumnih serijah, ki segajo v desetice tisočev ali milijone, hitrost in avtomatizacija progresivne matrice zagotavljata znatno nižje stroške na kos, kar preprosto upraviči znatne začetne stroške orodja.
Stopnja zapletenosti in geometrija dela
Kako zapletena je oblika vašega dela? Enostopenjski orodja so primerna za preproste geometrije – ravne dele, komponente z enim samim prepogibom ali dele, ki zahtevajo osnovno izvrtanje. Če vključuje vaša oblika več prepogibov, zapletene rezi in kompleksne oblike, je napredno orodje boljše. Omogoča izvedbo vseh teh operacij v eni sami, zelo nadzorovani zaporedni postopku, kar zagotavlja tesne tolerance in doslednost, ki bi jih bilo težko in časovno potratno doseči z več enostopenjskimi nastavitvami.
Proračun in donos naložbe (ROI)
Vaš proračun bo močno vplival na vašo izbiro. Če imate omejena začetna sredstva, je nizka začetna cena orodja v enem koraku zelo privlačna. Vendar morate upoštevati tudi skupne stroške lastništva. Pri dolgoročnem projektu z velikim obsegom lahko višji stroški dela na kos pri žongliranju v enem koraku sčasoma presežejo začetne prihranke. Napredni orod (progressive die), čeprav drag na začetku, ponuja bistveno boljši dolgoročni donos investicij za trajno masovno proizvodnjo zaradi avtomatizacije in hitrosti. Za industrije z zahtevnimi zahtevami, kot je avtomobilska, je ključno sodelovanje s strokovnjakom za izdelavo prilagojenih žonglirnih orodij. Na primer, Shaoyi (Ningbo) Metal Technology Co., Ltd. ponuja celovite rešitve od izdelave prototipov do masovne proizvodnje za OEM-je, pri čemer uporablja napredne simulacije za optimizacijo konstrukcije orodij glede na učinkovitost in kakovost.
Vrsta in debelina materiala
Nazadnje upoštevajte material, s katerim delate. Čeprav oba postopka lahko obdelujeta različne kovine, lahko lastnosti materiala vplivajo na zasnovo orodij. Trši materiali, kot je nerjaveč jeklo, morda zahtevajo trša in obratovalno odporna orodja, kar lahko poveča stroške in zapletenost obeh vrst orodij. Tudi debelejši materiali zahtevajo več sile, kar pri določenih aplikacijah lahko pomeni prednost preprostejše in bolj trdne enostopenjske nastavitve ali pa zahteva zmogljivejši in dražji progresivni sistem orodij.
Pogosta vprašanja
1. Kakšna je razlika med enojnim orodjem in progresivnim orodjem?
Enojno orodje, ali enostopenjsko orodje, izvede le en proces žigosanja (kot je rezanje ali krivljenje) na vsak stis stiskalnice. Nasprotno pa progresivno orodje zaključi več procesov žigosanja na več različnih postajah znotraj enega samega orodja, medtem ko se neprekinjen trak kovine napaja skozi njega.
2. Kakšne so različne vrste žagalnih kalibrov?
Poleg enojnih in progresivnih orodij spadajo med pogosta tudi sestavna orodja, ki izvajajo več rezalnih operacij na enem samem postaju, ter prenosna orodja, ki premikajo posamezni del z enega postaja na drugega za zaporedne operacije. Vsak tip je primeren za različne stopnje zapletenosti delov in količin proizvodnje.
3. Kakšna je razlika med orodji za postopno obdelavo in progresivnimi orodji?
Orodja za postopno obdelavo so sinonim za enostavna orodja. Glavna razlika je v hitrosti in količini. Orodja za postopno obdelavo so počasnejša in bolj primerna za majhne serije z nizkimi količinami proizvodnje, medtem ko so progresivna orodja (ali progresivno žigosanje z orodji) zelo hitra in zasnovana za masovno proizvodnjo.
4. Koliko stane progresivno orodje?
Cena progresivne matrice se razlikuje glede na velikost in zapletenost dela. Stroški orodja lahko segajo od manj kot 10.000 $ za majhne, preproste dele do več kot 100.000 $ za velike, zapletene oblike. Visoki stroški odražajo zapleteno inženiring delo, ki je potrebno, da bi zagotovili popolno usklajevanje vseh postaj.