 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Litina za avtomobilske orodja: znanost moči

POVZETEK
Litina, zlasti sivi in žlični (nodularni) razredi, je prednostni material za velike kovanjske matrice v avtomobilski industriji. To je posledica izjemne kombinacije visoke tlačne trdnosti, odličnega dušenja vibracij, nadpovprečne obrusne odpornosti in skupne ekonomičnosti. Za doseganje trajnosti in brezhibne površinske obdelave, potrebne za kovanje sodobnih avtomobilskih karoserijskih plošč, so nujni specializirani proizvodni postopki in napredne površinske obdelave, kot je ionsko nitridiranje.
Zakaj je litina material izbire za avtomobilske matrice
V visokotlačnem svetu proizvodnje avtomobilov morajo orodja, ki oblikujejo karoserije vozil, prenašati ogromne in ponavljajoče se sile. Veliki žigi za presovanje, ki pločevino pritiskajo v kompleksne oblike, kot so vrata in haube, zahtevajo material, ki je hkrati izjemno trden in izredno stabilen. Lito železo že dolgo predstavlja industrijski standard za to zahtevno uporabo, saj ponuja edinstveno kombinacijo lastnosti, ki jih z drugimi kovinami, vključno z mnogimi vrstami jekla, težko nadomestiti. Njegova primernost izhaja iz osnovnih značilnosti, ki se neposredno odražajo v kakovosti izdelkov in učinkovitejši proizvodni liniji.
Glavna prednost litega železa je njegova izjemna tlačna trdnost, ki mu omogoča, da prenaša težka obremenitev brez deformacije. Kot podrobno opisujejo analize industrije iz virov, kot so Sinoway Industry , ta lastnost je ključna pri žiganju, kjer se v življenjskem ciklu orodja pričakujejo milijoni ciklov. Poleg tega ima litina odlične sposobnosti dušenja vibracij. Med nasilnim udarcem žigalne prese absorbira energijo in zmanjšuje tresenje, kar je pomembno za ohranjanje točnosti dimenzij ter doseganje gladke površine končnega avtomobilskega dela. Ta notranja stabilnost zmanjšuje obrabo orodja in pomaga preprečiti napake na žganih ploščah.
Poleg mehanske učinkovitosti litina omogoča pomembne ekonomske in proizvodne prednosti. Praviloma je cenejša za izdelavo kot kovan jekleni slepi večer, kar je ključen dejavnik pri ogromnih orodjih, uporabljenih v avtomobilski industriji. Material poleg tega kaže odlično livnost, kar pomeni, da ga je mogoče livati v zapletene oblike kalupov za izdelavo skoraj neto-oblikanih orodij, s čimer se zmanjša količina naknadnega strojnega obdelovanja. Ta kombinacija zmogljivosti in vrednosti naredi izdelek neprecenljivim materialom v avtomobilski panogi.
- Visoka tlačna trdnost: Preprečuje ekstremne udarne sile brez izgube oblike, kar zagotavlja dosledno kakovost delov.
- Nadpovprečna dušenje vibracij: Absorbira obratovalne vibracije, kar pripomore k večji stabilnosti, zmanjšanemu obrabljanju orodij in boljši površinski obdelavi.
- Odlična odpornost proti obrabi: Trdota materiala zagotavlja dolgo življenjsko dobo, tudi v abrazivnih pogojih z visokim kovinskim trenjem.
- Stroškovna učinkovitost: Nudi zelo konkurenčno ravnovesje med zmogljivostjo in cenovno dostopnostjo v primerjavi z drugimi materiali, kot je kovano jeklo.
- Dobra obdelava z rezanjem: Se lahko učinkovito obdeluje za doseganje natančnih končnih mer in zapletenih značilnosti, potrebnih za sodobne dizajne vozil.
Ključni tipi litine, uporabljeni pri izdelavi orodij
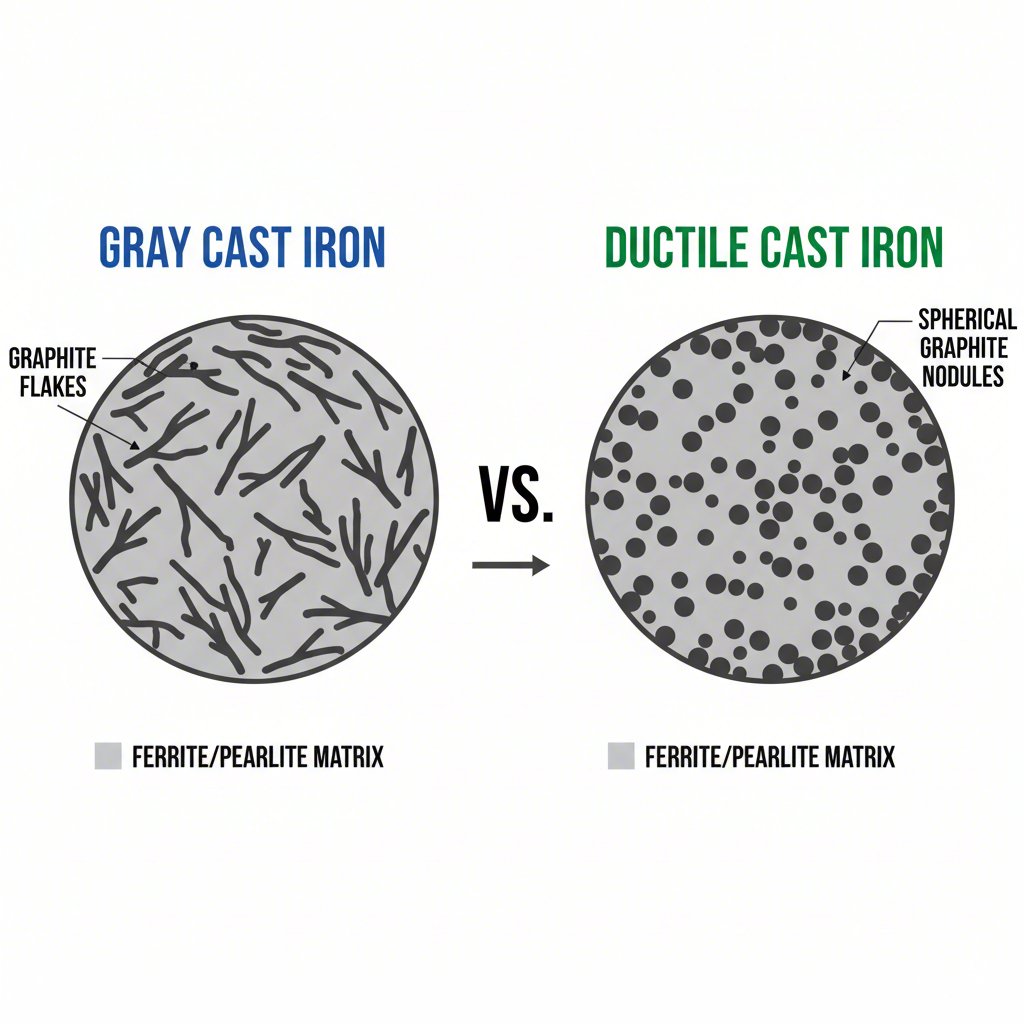
Ne vse litine so enake. Posebne lastnosti litinske zlitine določa njena mikrostruktura, zlasti oblika prostega ogljika (grafita), ki se pojavi v železovi matriki. Za velike avtomobilske matrice prevladujeta dve glavni vrsti: siva litina in duktilna litina (znana tudi kot nodularna ali kroglasta grafitna litina). Izbira med njima je odvisna od konkretne uporabe, napetosti, ki nastopajo, ter želenega razmerja med zmogljivostjo in stroški.
Siva litina je najbolj tradicionalna in najpogosteje uporabljana vrsta. Ime izvira iz sivega videza prelomljene površine, ki ga povzročajo prisotni grafitni lističi. Glede na podrobno primerjavo podjetja MAT Foundry Group , ti luščki omogočajo sivemu litu odlično obdelovalnost in neprimerljivo sposobnost dušenja vibracij. Vendar zaradi teh istih ostrovozlih luščkov nastanejo točke koncentracije notranjega napetosti, kar naredi sivi lit krhek in mu daje relativno nizko natezno trdnost ter odpornost proti udarom. Najbolj primerni je za die komponente, ki so izpostavljene visokim tlačnim obremenitvam, vendar ne doživljajo pomembnih nateznih napetosti ali ostrih udarov, kot na primer glavno telo ali podstavek die seta.
Kosovno železo, bolj moderna inovacija, s pomočjo dodatkov, kot je magnezij, spremeni grafit v majhne krogle. Ta navidezno majhna sprememba ima globok vpliv na mehanske lastnosti materiala. Okrogla oblika krogel odpravi notranje točke napetosti, ki se pojavljajo pri sivem litju, zaradi česar je material bistveno tršji, bolj odporen in, kot že ime nakazuje, bolj raztegljiv. Se lahko upogne in znatno deformira, preden poči, kar mu omogoča višjo natezno trdnost in odpornost proti udarcem. Zato je kosovno železo idealna izbira za kritične die komponente, ki so izpostavljene večjim napetostim, kot so bati, držalni deli in vstavki, ki opravljajo glavne operacije oblikovanja in rezanja.
Sivo litje v primerjavi s kosovnim litjem: Tehnična primerjava
| Lastnina | Sivi litij | Kosovno (nodularno) litje |
|---|---|---|
| Struktura grafitov | Ploščice | Krogle (noduli) |
| Trdlčna moč | Nizka (npr. do 276 N/mm²) | Visoka (npr. do 827 N/mm²) |
| Raztegljivost in raztezek | Zelo nizka (krhka) | Visoka (se lahko deformira brez loma) |
| Odpornost na udarce | Slabo | Odlično |
| Dušenje vibracij | Odlično | Dober |
| Skupne aplikacije | Klinci, osnove strojev, motorji | Izrezovalni vložki, zobniki, cevi pod visokim tlakom |
Proizvodnja in proces površinske obdelave
Izdelava velikega orodja za avtomobilsko industrijo iz litine je večstopenjski proces, ki zahteva pomembno strokovno znanje na področju metalurgije, litja, obdelave in inženiringa površin. Pot od surovine do končnega orodja, pripravljenega za uporabo v stiskalnici, vključuje več ključnih korakov, od katerih vsak prispeva k končnim zmogam in življenjski dobi orodja. Prva faza je litje, pri katerem se raztaljeno železo nalije v peščeno litevno formo, ki je izdelana iz modela orodja. Ta postopek, pogosto imenovan litje v peščene forme, kot to opisujejo strokovnjaki za litje pri Metco , ustvari grubo, preveliko obliko orodja.
Ko se odlitek ohladi in strdi, preide v fazo obdelave. Kot opažajo strokovnjaki za orodja pri Sandvik Coromant , za to je potrebna napredna izkušnja v obdelavi kovin, da se surovi ulitek prereže na natančne končne mere. Za izdelavo kompleksnih ukrivljenih površin, ki bodo tvorile karoserijske pločevine vozila, se uporabljajo večosne CNC freze. To je časovno zahtevni in podrobni proces, saj mora biti končna površina popolnoma gladka in natančna do delcev milimetra. Zelo pomembno je najti proizvodnega partnerja z dokazanimi izkušnjami. Na primer, ponudniki, kot je Shaoyi (Ningbo) Metal Technology Co., Ltd. , se specializirajo za izdelavo posebnih orodij za tiskanje avtomobilskih delov, pri čemer izkoriščajo napredne simulacije in projektno upravljanje za dostavo visoko kakovostnih orodij proizvajalcem originalne opreme (OEM) in dobaviteljem prve ravni.
Zadnji in morda najpomembnejši korak za zagotavljanje zmogljivosti je obdelava površin. Surova litinska površina, čeprav trda, je občutljiva na lepljenje (zatikanje) in obrabo pri tiskanju prevlečenih ali visoko trdnih jekel. Za boj proti temu se delovne površine orodja obdela z utrjevanjem. Glede na Advanced Heat Treat Corp. , je vodilna metoda ionsko nitridiranje, termokemična obdelava, ki dušik vdre v površino. S tem nastane izjemno trd, obratovalno odporen in zmanjšan trenju podlžen platen, ki preprečuje stik kovine s kovino, zmanjša poškodbe zaradi drgnjenja in omogoča ohranjanje odlične površine razreda A celotnega serije visoke proizvodnje.
- Litanje: Taljeno sivo ali žilavo železo se vlije v peščeno kalup, da se ustvari začetna oblika kalupa, ki je blizu končni obliki.
- Odpuščanje napetosti: Surov liv se toplotno obdeluje, da se odstranijo notranji napetosti, ki nastanejo med hlajenjem, kar zagotavlja dimenzionalno stabilnost.
- Natančno obdelovanje: Liv se frizira, vrti in bruši s pomočjo CNC strojev, da se dosežejo natančne končne geometrije in površinske konture.
- Površinsko utrjevanje: Končane površine se obdelajo z ionskim nitridiranjem ali podobno tehnologijo, da se ustvari obstojen, nizkotrenjni sloj, ki je odporen proti obrabi in zaleganju.
- Končno poliranje in sestava: Obdelane površine se politirajo do zrcalnega sijaja, posamezni deli pa se sestavijo, nato pa se celoten kalup preizkusi.
Izbira pravega materiala za dolgo življenjsko dobo
Zaključno je izbira litine za velike avtomobilske orodne matrice preudomena inženirska odločitev, ki temelji na globokem razumevanju znanosti o materialih in proizvodnih ekonomskih dejavnikih. Notranja tlačna trdnost materiala, sposobnost dušenja vibracij ter odlična odpornost proti obrabi zagotavljata trdno podlago za orodja, ki morajo zanesljivo delovati v ekstremnih pogojih. Z izbiro med sivi litino zaradi njenega mirovanja in cenovne učinkovitosti ter nodularno litino zaradi višje trdnosti in odpornosti proti udarom lahko inženirji optimizirajo zmogljivost in življenjsko dobo vsakega dela znotraj kompletov matric.
Vendar je surova materija le del enačbe. Napredni postopki natančnega obdelovanja in napredna površinska obdelava, kot je ionsko nitridiranje, omogočajo polno izkoriščanje potenciala litega železa. S temi koraki se groba odlitev spremeni v orodje visokih zmogljivosti, ki je sposobno proizvesti milijone brezhibnih avtomobilskih delov. Končno pa nadaljnje prevladovanje litega železa pri tej uporabi dokazuje njegovo neprimerljivo kombinacijo zmogljivosti, obdelovalnosti in vrednosti.
Pogosta vprašanja
1. Kateri material je najprimernejši za velike žige za plešenje?
Pri velikih avtomobilskih žigah za plešenje je najprimernejši in najpogosteje uporabljeni material litino železo, in sicer sivi lit za osnove ter duktilno (nodularno) litino železo za komponente z visokim napetostnim obremenitvijo. To je posledica odlične tlačne trdnosti, dušenja vibracij, obratovalne odpornosti in učinkovitosti stroškov pri proizvodnji takšnih velikih orodij.
2. Zakaj je površinska obdelava potrebna za žige iz litega železa?
Za znatno povečanje trdote površine in zmanjšanje trenja je potrebna obdelava površine, kot je ionsko nitridiranje. To preprečuje pogoste težave, kot so zalepljenje (adhezija) in risanje pri žiganju sodobnih prevlečenih ali visoko trdnih jekel. Zagotavlja izjemno kakovost površine orodja in podaljša njegovo delovno dobo.
3. Ali je litina še vedno pomembna v sodobni proizvodnji avtomobilov?
Popolnoma. Kljub razpoložljivosti naprednih jekel in drugih zlitin ostaja litina zelo pomembna za uporabe, kot so velika orodja za žiganje in motorji. Njena edinstvena kombinacija mehanskih lastnosti, odlična livnost v kompleksne oblike ter skupne ekonomske prednosti jo činijo idealno izbiro za številne avtomobilske komponente velikoserijske proizvodnje.