 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kar vam o stroških in časovnih okvirih storitvenega obdelovalnega procesa nihče ne pove
Razumevanje storitvene obdelave in zakaj je pomembna
Ali ste se že kdaj vprašali, zakaj nekateri proizvajalci vložijo milijone v opremo, medtem ko drugi proizvajajo enake dele brez lastne ene same naprave? Odgovor leži v storitveni obdelavi – strategičnem pristopu, ki spreminja način, kako podjetja razmišljajo o proizvodnji.
Kaj storitvena obdelava dejansko pomeni za proizvajalce
Storitvena obdelava pomeni izvajanje natančne proizvodnje na strani tretjih oseb pri specializiranih zunanjih obratih, ki so opremljeni z napredno CNC-tehnologijo. Namesto da bi kupili dragoceno opremo in zaposlili usposobljene operaterje, podjetja sodelujejo z namenskimi obdelovalnimi ponudniki, ki prevzamejo celoten proizvodni proces od začetka do konca.
Pomislite na to na naslednji način: potrebujete natančne komponente, vendar niste nujno zavezani, da lastite tovarno. Glede na industrijsko raziskavo podjetja Technavio naj bi se tržni delež storitev obdelave povečal za 17,4 milijarde dolarjev med letoma 2023 in 2028, s povprečno letno stopnjo rasti 4,5 %. Ta rast odraža temeljno spremembo proizvodne strategije – podjetja vedno bolj prepoznajo, da lahko zunanjih partnerjev dosežejo izjemne rezultate brez breme kapitalskih naložb.
Ko iščete »CNC obrabni center v bližini mene« ali raziskujete storitve natančne CNC obrabe, pravzaprav iščete te specializirane partnere. Ne glede na to, ali ste štartap, ki izdeluje prototip svojega prvega izdelka, ali uveljavljeno proizvajalsko podjetje, ki povečuje obsege proizvodnje, ponudniki storitev zagotavljajo enako visoko kakovost izdelkov, kot bi jih pričakovali pri notranjih operacijah.
Temeljna razlika med izvenpodjetniško in notranjo obrabo
Razlika med temi pristopi se izraža v lastništvu in odgovornosti. Pri notranjem obdelovalnem delu nosite polno breme nakupov opreme, vzdrževalnih načrtov, usposabljanja operaterjev in kakovostnih certifikatov. Zunanji partnerji te breme popolnoma prevzamejo.
Pomislite, kaj zahtevajo dejansko notranje operacije:
- Značilna začetna kapitalna naložba za CNC stroje, katerih cena se lahko giblje od deset tisoč do milijonov dolarjev
- Stalni stroški vzdrževanja ki se s časom nabirajo in zahtevajo specializirane tehnične strokovnjake
- Spretnimi operaterji ki zahtevajo visoke plače ter stalno usposabljanje
- Potrdila kakovosti kot je ISO 9001, ki zahteva natančno dokumentacijo in revizije
Strojna obdelava storitve odpravi te zahteve. Strojna delavnica Jose ali kateri koli drug kvalificiran ponudnik je te naložbe že opravil. Ohranjajo najnovejšo opremo, zaposlujejo izkušene strojne obrabljivce in imajo certifikate, ki jih vaša industrija zahteva. Vi preprosto izkoriščate njihove zmogljivosti, kadar jih potrebujete.
Zakaj se podjetja iz različnih panog—od zrakoplovne do medicinske opreme—zanašajo na zunanjih partnerjev za obdelavo kovin? Vrednostna ponudba je prepričljiva. Storitve visoko natančne obdelave vam omogočajo dostop do večosnih CNC naprav, izkušenih obratovalcev in uveljavljenih sistemov kakovosti brez vezave kapitala. Številne strojne delavnice v Kaliforniji in drugih proizvodnih središčih se specializirajo za določene panoge in ponujajo strokovno znanje, ki bi ga notranje razvili šele po letih dela.
Ta prilagodljivost se izkaže kot še posebej dragocena, kadar se zahteve po projektih spreminjajo. Namesto da bi med obdobji zmanjšane aktivnosti vzdrževali neuporabljene naprave ali pa v času nenadnih skokov povpraševanja hitro povečevali zmogljivosti, vam izvenštiranje omogoča gladko prilagajanje proizvodnje. To je strateška prednost, ki vas ohrani osredotočenega na to, kar počnete najbolje—oblikovanje izdelkov, oskrbo strank in razvoj vašega podjetja.
Vrste procesov CNC obdelave in njihove uporabe
Ko sodelujete z izvajalcem storitev strojne obdelave, ne pridobite le dostopa do opreme – pridobite tudi dostop do raznolikega orodja za proizvodne postopke. Vendar se tu pojavi izziv: kako ugotoviti, kateri postopek je najprimernejši za vaš projekt? Razumevanje razlik med frezanjem, tokarenjem in specializiranimi tehniki vam pomaga učinkovito komunicirati z vašim partnerjem za strojno obdelavo ter sprejeti utemeljene odločitve o vaših delih.
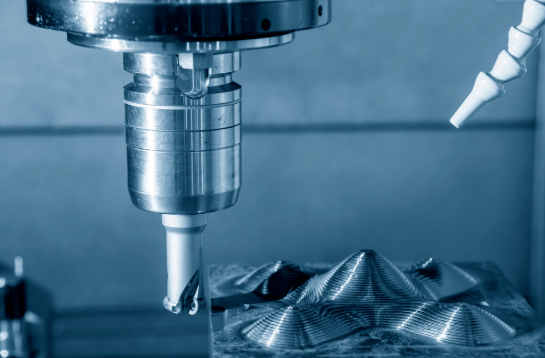
Pojasnjeno CNC-frezarenje
Predstavljajte si vrtečo se rezalno orodje, ki se premika preko nepremičnega predmeta, pri čemer odstranjuje material plast po plast . To je CNC frezanje v praksi. V nasprotju z drugimi postopki, pri katerih se del vrti, pri frezanju ostane vaš predmet nepremičen, medtem ko večtočkovna rezalna orodja opravijo delo vzdolž več osi.
Ta pristop izvirno omogoča izdelavo zapletenih 3D-oblik, ki jih ni mogoče doseči z enostavnejšimi metodami. Glede na raziskave podjetja 3ERP v proizvodnji lahko frezalna orodja delujejo z 3-, 4- ali 5-osno zmogljivostjo, pri čemer vsaka dodatna os odpira nove geometrijske možnosti.
Kaj naredi frezovanje še posebej raznoliko?
- Ravnih površin in ploskev —obraba z obrazno frezo ustvarja natančne vodoravne ravnine na vrhu delovnih kosov
- Žlebov in votlin —frezovanje v žepih odstrani material iz notranjih delov in ustvarja vdolbene elemente
- Žlebovi in utori —periferno frezovanje izvaja kanale vzdolž robov delovnih kosov z nadzorovano globino
- Kompleksnih 3D ukrivljenosti —kroglaste končne freze sledijo organskim ukrivljenostim za izdelavo kalupov in prototipov
- Naklonjeni elementi —freze za fazanje in naklonske operacije ustvarjajo poševne robove
Ko raziskujete storitve 5-osnega CNC-frezovanja, si ogledujete najnaprednejšo razpoložljivo tehnologijo frezovanja. Te naprave lahko nagibajo orodje ali mizo, s čimer dosežejo podrezane površine in zapletene oblike v enem samem nastavitvenem ciklu. Za CNC-obdelavo velikih delov ali zahtevnih letalsko-kosmičnih komponent ponudniki storitev 5-osnega CNC-frezovanja zagotavljajo natančnost, ki jo preprostejše konfiguracije ne morejo doseči.
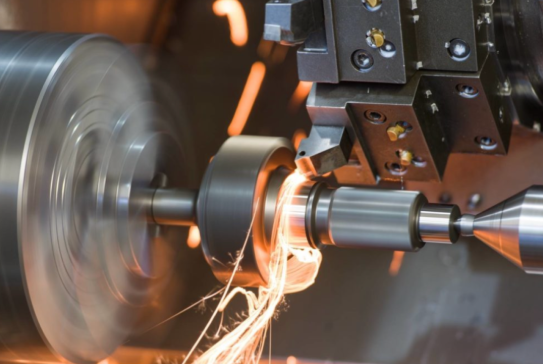
Ko je tokarenje učinkovitejše od frezovanja
Zdaj obrnite vlogo. Pri CNC tokarenju se delovni kos hitro vrti, medtem ko nepremično rezalno orodje z eno rezalno točko oblikuje površino. Ta obrat gibanja ustvari temeljno razliko v tem, kaj vsak postopek najbolje opravi.
Zdi se preprosto? Res je – in ta preprostost se prenaša v učinkovitost. Tokarske operacije so po naravi hitrejše za cilindrične komponente, saj vrteči se premik naravno ustvarja okrogle profili. Če vaš del izgleda kot gred, sornik, vložek ali navojni drog, je tokarenje skoraj zagotovo najboljša možnost.
Tokarenje prekaša frezanje v naslednjih primerih:
- Cilindrične in stožčaste oblike —vrteči se delovni kos naravno ustvarja okrogle profile z odlično koncentričnostjo
- Serijalna proizvodnja v visokih količinah —podajalniki palic omogočajo neprekinjeno obdelavo z minimalnim posegom operaterja
- Zunanje in notranje navojne spojke —navajanje se brezhibno integrira v tokarske cikle
- Ozki tolerančni pasovi za okroglost —postopek ohranja stalne premerje tudi pri dolgih delih
- Projekti, občutljivi na stroške —preprostejša orodja in krajši cikli zmanjšujejo stroške na posamezen del
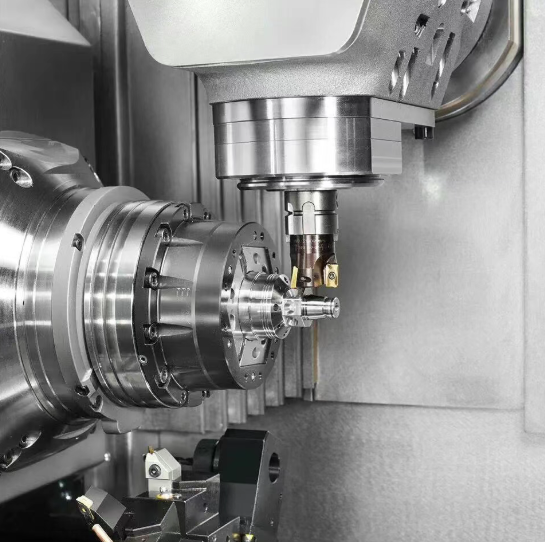
Sodobni CNC tokarni centri izglašujejo mejo med postopki. Številni vključujejo tudi žive orodja – vrteča orodja, ki lahko izvajajo frezarske operacije, dokler je del še vpet v tokarno. Ta hibridna zmogljivost pomeni, da en sam stroj lahko izvaja prečne vrtine, freza ravne površine ali rezalno žlebove brez prenašanja dela na ločen nastavek.
Za projekte obdelave delov na CNC-strojih, ki združujejo okrogle in prizmatične značilnosti, vprašajte svojega ponudnika storitev o zmogljivostih za kombinirano tokarenje in frezanje. Ti hibridni stroji lahko znatno skrajšajo čase izdelave in izboljšajo dimenzionalno natančnost z izločitvijo večkratnih nastavkov.
Specializirane postopke za zapletene geometrije
Kaj se zgodi, ko konvencionalna rezalna orodja ne morejo doseči želene geometrije? Na to stopijo specializirani postopki, kot so elektroerozijsko obdelovanje in natančno brušenje.
Obdelava z električnim prazdnim stikalom (EDM) odstranjuje material s pomočjo nadzorovanih električnih iskric namesto fizičnega rezanja. Glede na Tehnično dokumentacijo OpenLearn eDM deluje na katerem koli električno prevodnem materialu, ne glede na njegovo trdoto — kar ga naredi idealnega za zakaljene orodne jekla in eksotične zlitine, ki bi uničile konvencionalna rezalna orodja.
EDM sije v določenih aplikacijah:
- Majhne luknje z visokim razmerjem globine in premera — žični EDM lahko ustvari odprtine do 0,05 mm
- Zapletene kalupne votline — potopni EDM oblikuje zapletene kalupne elemente brez zavorov
- Zakaljeni materiali — iskrenje popolnoma ignorira trdoto materiala
- Ostri notranji vogali — doseže radije do 0,4 mm, kamor rezalna orodja ne morejo dostopati
Nakazana nadomestitev? EDM deluje počasneje kot konvencionalno obdelovanje, pri čemer so hitrosti odstranjevanja kovine običajno izražene v kubičnih centimetrih na uro. Prav tako pusti ponovno odlit sloj debeline 0,0025–0,15 mm, ki ga je morda treba odstraniti za aplikacije, kjer je pomembna utrujenost.
Natančno brušenje uporablja abrazivne kolesa za doseganje površinske kakovosti in natančnosti, ki presegajo možnosti rezalnih orodij. Ko vaš projekt zahteva zrcalno površino ali natančnost na mikronski ravni, postane brušenje bistveno.
Podjetja, kot so Odyssey Machining, in drugi specializirani ponudniki, pogosto združujejo več procesov zaporedno – grobo obdelavo z frezanjem, končno obdelavo z brušenjem in podrobno obdelavo z elektroerozijskim rezanjem (EDM). Ta integrirani pristop zagotavlja najboljše lastnosti vsakega posameznega postopka ter hkrati zmanjša skupni čas proizvodnje.
Razumevanje razlik med temi procesi vam pomaga učinkoviteje sodelovati z vašim partnerjem za obdelavo kovin. Ko lahko jasno izrazite, ali vaša komponenta zahteva fleksibilnost frezanja, učinkovitost struženja ali specializirano natančnost, boste prejeli natančnejše ponudbe in krajše roke izvedbe.
Vodnik za izbiro materiala za obdelana dela
Izbrali ste postopek obdelave. Sedaj sledi enako pomembna odločitev: iz katerega materiala naj bo vaša komponenta izdelana? Ta izbira vpliva na vsak aspekt vašega projekta – od časa obdelave in obrabe orodja do končne zmogljivosti komponente in skupnih stroškov. Če izberete pravilno, boste dobili komponente, ki presegajo pričakovanja. Če pa izberete napačno, boste srečali zamude, prekoračitve proračuna ali komponente, ki odpovejo v delovnem okolju.
Za izbiro materiala je značilno, da gre vedno za kompromis. Glede na raziskave proizvodnje podjetja Tops Best Precision imajo mehki kovinski materiali, kot sta aluminij in mesing, odlično obdelljivost, vendar jim morda manjka trdnost in trajnost. Nasprotno pa so trši materiali, kot sta titan in nerjavna jekla, težje obdelovati, vendar ponujajo višjo trdnost, odpornost proti koroziji in trajnost.
Poglejmo si vaše možnosti, da boste lahko sprejeli utemeljene odločitve za vaš storitve cnc obrate aluminija ali za kakršne koli druge zahteve glede materiala.
Aluminijevi litini za lahek izdelek in visoko zmogljivost
Ko proizvajalci potrebujejo dele hitro, ne da bi pri tem žrtvovali kakovost, je aluminij pogosto na vrhu seznama. Z oceno obdelljivosti 90–95 % v primerjavi s standardom iz mesinga storitve obdelave aluminija omogočajo kratke roke izdelave in odlične površinske končne obratke.
Zakaj se aluminij tako dobro obdeluje? Njegova visoka toplotna prevodnost omogoča hitro odvajanje toplote iz režnega območja, kar omogoča višje hitrosti obdelave brez zmanjšanja življenjske dobe orodja. Glede na vodnik za izbiro materialov podjetja Ethereal Machines aluminijeva zlitina 6061 uravnoteži trdnost in obdelljivost ter ponuja raznolikost uporabe – od avtomobilskih do potrošniških izdelkov.
Pogoste aluminijeve zlitine, s katerimi se boste srečali v ponudbah za storitve CNC-friziranja aluminija, vključujejo:
- 6061-T6 —zlitino za splošno rabo z dobro trdnostjo, varljivostjo in odpornostjo proti koroziji
- 7075-T6 —z višjo trdnostjo, ki se približuje nekaterim jeklenim zlitinam; idealna za strukturne letalsko-kosmične komponente in aplikacije z visokim mehanskim obremenitvijo
- 2024-T3 —odlična odpornost proti utrujanju za ovoj letala in konstrukcijske dele
- 5052—izvirna odpornost proti koroziji za morske in kemične obrabne okolja
Kaj pa kompromis? Nižja trdota aluminija pomeni, da ne more vzdržati ekstremnega obrabljanja ali uporabe pri visokih temperaturah. Za te primere boste morali uporabiti jeklo ali eksotične zlitine.
Jeklene in nerjavne možnosti za trajnost
Ko je pomembnejša trdnost in trajnost kot teža, postanejo jeklene različice vaš izbirni material. Vendar obsega družina jekel širok razpon zmogljivosti – enako velja tudi za obdelovalnost.
Ogljikove in legirane jekla (kot so 1018, 4140 in 4340) ponujajo razumno ravnovesje med trdnostjo in obdelovalnostjo. Z ocenami okoli 70 % so znatno težje za rezanje kot aluminij, vendar jih je še vedno mogoče obdelovati z običajno orodno opremo. Ti materiali odlično opravljajo pri konstrukcijskih delih, strojnih komponentah in zobnikih, kjer trdnost opravičuje dodatno časovno porabo pri obdelavi.
Nerezne jekle predstavljajo drugačno izziv. Glede na raziskave materialov imajo jeklene vrste, kot sta 304 in 316, ocene obdelljivosti le 30–40 %. Zakaj so tako težko obdelovati? Nerjavnega jekla se pri obdelavi trdi – to pomeni, da postaja trši, ko ga režete. To zahteva počasnejše rezalne hitrosti, bolj togi nastavitvi stroja in pogostejšo zamenjavo orodij.
Čeprav je obdelava nerjavnega jekla zahtevna, njegove lastnosti opravičujejo dodatno trdo delo v določenih aplikacijah:
- nejlon 304 —splošna odpornost proti koroziji za uporabo v prehrambeni industriji, arhitekturi in kemijski industriji
- 316 nerjavno jeklo —izjemna odpornost proti koroziji za morske, medicinske in farmacevtske okolja
- 17-4 PH —trdilna vrsta z izločitvijo, ki zagotavlja visoko trdnost za komponente v letalsko-kosmični in obrambni industriji
- nerjaveče jeklo 303 —prosto obdelovana vrsta z dodanim žveplom za izboljšano lomljenje stružkov in daljšo življenjsko dobo orodij
Če vaš projekt zahteva nerjavnega jekla, pričakujte daljše roke dobave in višje stroške na kos v primerjavi z ponudbami za obdelavo aluminija. Samo material je dražji, stroji delujejo počasneje in orodja hitreje obrabijo – vse to bodo ponudniki storitev upoštevali pri določanju cen.
Inženirske plastične mase in eksotični materiali
Ne vsak komponent mora biti kovinski. Inženirske plastične mase ponujajo posebne prednosti, kot so manjša teža, odpornost proti kemikalijam in električna izolacija. Medtem pa eksotične zlitine prenesejo ekstremne pogoje, kjer konvencionalni materiali odpovejo.
Pogosto uporabljene tehnične plastične mase za obdelane komponente vključujejo:
- Delrin (acetal) —zelo enostavno obdelovati z odlično dimenzionalno stabilnostjo, idealno za zobnike, ležaje in mehanske komponente
- PEEK —visoko zmogljiva termoplastična plastika, ki prenese temperature do 250 °C, pogosto uporabljena v letalsko-kosmični industriji in medicinskih implantatih
- UHMW —izjemna odpornost proti obrabi in nizka trenja za komponente transportnih trakov in obrabne vložke
- Polikarbonat —visoka odpornost proti udarcem in optična prozornost za varnostna okna in zaščitne pokrove
Plastične strojne dele je mogoče obdelovati hitro, vendar zahtevajo drugačne premisleke. Nekatere se lahko stopijo ali deformirajo pod toploto rezanja, druge pa se luščijo, če jih preveč agresivno režemo. Vaš partner za obdelavo mora ustrezno prilagoditi hitrosti, poskrbeti za primerno podajanje in strategije hlajenja.
Egzotične zlitine zasedajo nasprotni konec spektra – težko jih je obdelovati, vendar so nujne za izjemne okoljske razmere. Primo Medical Group opozarja da materiali, kot so titan in druge eksotične zlitine, zahtevajo specializirane tehnike obdelave zaradi njihovih posebnih lastnosti, kot so trdota, odpornost proti koroziji in biokompatibilnost.
Titan ima oceno obdelljivosti le 20–25 %. Njegova nizka toplotna prevodnost toploto zadržuje v rezalni coni, kar zahteva počasne hitrosti in specializirana prevlečena orodja. Inconel in druge nikljeve superzlite imajo še nižjo oceno, 10–15 %, kar zahteva izjemno pozornost, da se prepreči odpoved orodja.
Kdaj ti materiali opravičujejo svojo težavnost obdelave? Titan se pojavlja v zrakoplovni konstrukciji, medicinskih implantatih in športni opremi visokega nivoja, kjer njegovo razmerje trdnosti in mase nima konkurence. Inconel se uporablja za sestavne dele reaktivnih motorjev in jedrske aplikacije, kjer bi ekstremno toploto in korozijo drugi materiali ne prenesli.
Primerjava materialov na prvi pogled
Uporabite to referenčno tabelo pri razpravi o možnostih materialov s svojim ponudnikom storitve obdelave:
| Material | Ocenjevanje strojnosti | Tipične aplikacije | Upoštevanje stroškov |
|---|---|---|---|
| Bronza c36000 | 100 % (standard) | Priključki, električni komponenti, dekorativna pribora | Zmerna cena materiala, najnižja cena obdelave |
| Aluminij 6061 | 90-95% | Letalstvo, avtomobilizem, ohišja za elektroniko | Nizki stroški materiala, hitra obdelava |
| Ugljično jeklo 1018 | 70% | Konstrukcijski deli, gredi, strojni komponente | Nizka cena materiala, zmern čas obdelave |
| NERDZAVEČE JEKLO 304 | 30-40% | Predelava hrane, medicina, morsko okolje | Višja cena materiala, počasnejša obdelava |
| Titanij 6Al-4V | 20-25% | Zrakoplovna konstrukcija, medicinski implantati, obrambna industrija | Visok strošek materiala, zahtevajo se specializirana orodja |
| Inconel 718 | 10-15% | Turboreaktivni motorji, jedrski reaktorji, ekstremni okoljski pogoji | Zelo visoka cena materiala, najpočasnejša obdelava |
| Delrin (acetal) | Visok | Zobniki, ležaji, natančni mehanski deli | Umerjena stroškovna cena materiala, hitro obdelava |
| PEEK | Umeren | Medicinski implanti, letalsko-kosmična industrija, kemijska predelava | Visoka stroškovna cena materiala, zahteva nadzor temperature |
Materialne zahteve po industrijah
Vaša industrija verjetno določa izbiro materialov izven čisto zmogljnostnih razmisljev. Predpisi in certifikacijski standardi vaše možnosti znatno omejujejo.
Proizvodnja medicinskih pripomočkov zahteva materiale z dokazano biokompatibilnostjo in sledljivostjo. Titan, nerjavna jeklena zlitina 316L ter specializirani polimeri, kot je PEEK, izpolnjujejo zahteve Uradne agencije za hrano in zdravila (FDA) za vdelkovne naprave. Vaš partner za obdelavo mora voditi dokumentacijo, ki dokazuje izvor materiala in skladnost s standardi, kot je ISO 13485.
Aerospace Applications zahtevajo certificirane zlitine z popolno sledljivostjo materiala. Ne morete preprosto uporabiti kateregakoli aluminija – mora biti letalsko-kosmične kakovosti z mlinskimi certifikati, ki dokumentirajo njegovo kemično sestavo in mehanske lastnosti. Pogosto uporabljani standardi vključujejo AMS (specifikacije letalsko-kosmičnih materialov) in ASTM standarde.
Avtomobilske komponente pogosto uravnotežijo stroškovno učinkovitost z zahtevami glede zmogljivosti. Pri proizvodnji v velikih količinah se običajno uporabljajo materiali, ki jih je enostavno obdelovati, kot so aluminij in jekla za brezhibno obdelavo, da se zmanjšajo stroški na kos, hkrati pa se izpolnijo specifikacije o trdnosti.
Razumevanje teh dinamik materialov vam pomaga učinkoviteje sodelovati z vašim partnerjem za obdelavo. Ko lahko razpravljate o kompromisih med obdelljivostjo in zmogljivostjo, boste bolje odločali, kje naj naložite svoj proračun – in kje ga lahko prihranite.

Pojasnjen celoten delovni proces obdelave
Izbrali ste postopek in izbrali material. Kaj potem? Za mnoge kupce, ki kupujejo prvič, pot od začetnega povpraševanja do prejema končanih delov izgleda kot črna skatla. Kaj se zgodi po oddaji vaših datotek? Koliko časa traja vsaka faza? Razumevanje celotnega delovnega procesa vam pomaga postaviti realistična pričakovanja in izogniti se dragim nesporazumom.
Ali delate z obrtno delavnico v San Joseju ali z ponudnikom po vsej državi, večina uglednih CNC obdelovalnih zmogljivosti v Kaliforniji sledi podobnemu strukturiranemu procesu. Poglejmo si vsak korak, da boste natančno vedeli, kaj lahko pričakujete.
Priprava vaših projektantskih datotek za oddajo
Vaš projekt se začne takoj, ko oddate projektantske datoteke – način njihove priprave neposredno vpliva na natančnost ponudbe in čas izvedbe. Glede na dokumentacijo industrijskih delovnih tokov bi tipičen paket za poizvedbo moral vključevati CAD modele, tehnične risbe, specifikacije materialov, zahtevane količine in roke dobave.
Kateri formati datotek so pri obrtnih delavnicah v San Joseju (Kalifornija) in drugih profesionalnih obratih najbolj priljubljeni?
- STEP (.stp, .step) — univerzalni standard za izmenjavo 3D modelov, ki ga lahko prebere skoraj vsak CAM program
- IGES (.igs, .iges) — starejši, a široko podprt format za površinsko in tridimenzionalno geometrijo
- DXF/DWG — 2D risalne datoteke, ki so bistvene za ploščate dele in dodatne mere
- Izvirni CAD-datoteke —Datoteke SolidWorks, Inventor ali Fusion 360 ohranjajo celotno načelno zasnovo, kadar vaša obrtna delavnica uporablja iste programske izdelke
- PDF risbe —označene 2D risbe z navedbo dopuščenih odmikov, zahtev glede površinske obdelave in posebnih zahtev
Tu je nekaj, kar večina kupcev spregleda: same 3D modele ni dovolj. Vaša strojna delavnica v Kaliforniji potrebuje dimenzionirane 2D risbe, ki določajo dopuščene odmike, zahteve glede površinske obdelave in kritične značilnosti. 3D model pove, kakšne oblike naj bo izdelek; risba pa določa, s kolikšno natančnostjo ga je treba izdelati.
Pred pošiljanjem še enkrat preverite naslednje pogoste napake:
- Ali so vse mere jasno navedene z ustreznimi dopuščenimi odmiki?
- Ali ste označili, katere značilnosti so kritične, katere pa podlegajo splošnim dopuščenim odmikom?
- Ali je razred materiala izrecno naveden (ne le »aluminij«, temveč »6061-T6«)?
- Ali so zahteve glede površinske obdelave navedene z uporabo standardnih vrednosti Ra?
- Ali ste vključili zahtevano količino in želeni datum dobave?
Postopek ponudbe in pregleda
Ko vaši datoteke prispijo, se začne proces ponudbe – in je bolj zapleten, kot si večina strank predstavlja. Glede na vodnik Stecker Machine za zahtevek za ponudbo (RFQ) izkušeni člani obratnega tima pregledajo paket, pri čemer najprej ocenijo izvedljivost na podlagi sposobnosti in strokovnega znanja.
Kaj se dogaja med tem pregledom? Inženirji preučujejo vaše načrte za nezdružljivosti, omejene dopustne odstopanja, morebitne težave in izzive glede postopkov. Iščejo potencialne težave, preden postanejo draga napaka.
Najboljši ponudniki storitev obdelave ne ponujajo le tega, kar zahtevate – predlagajo tudi izboljšave. Analiza oblikovanja za izdelavo (DFM) identificira možnosti za:
- Zmanjšati stroške zamenjavo materialov ali poenostavitev geometrij
- Izboljšanje kakovosti z nastavitvijo dopustnih odstopanj na nepomembnih značilnostih
- Skrajšanje časov dobave z izbiro postopkov, ki so bolj primerni za vašo geometrijo
- Odpravo morebitnih odpovedi z identifikacijo tankih sten, ostrih notranjih vogalov ali drugih problematičnih značilnosti
Zapletenost in količina določata, kako naj bodo deli obdelani. Na podlagi teh podatkov cenilci sodelujejo z inženirji pri časovnih študijah po orodjih in operacijah. Ti ocenjeni ciklusni časi določajo vse – zmogljivost operaterjev, potrebe po opremi in končno tudi vašo ponujeno ceno.
Uradna ponudba, ki jo prejmete, običajno vključuje:
- Enotno ceno in razčlenitev skupne cene
- Ocenjeni vodilni čas od potrditve naročila do pošiljanja
- Stroške materialov (včasih ločeno navedene)
- Stroške priprave in zahteve glede orodij
- Vse pojasnilne izjave o dopustnih odstopanjih ali specifikacijah
Proizvodnja do končnega pregleda
Ko potrdite ponudbo in potrdite svoje naročilo, se začne načrtovanje proizvodnje. Vaše naročilo vstopi v vrsto čakanja glede na njegovo zapletenost, razpoložljivost materialov in razporeditev na strojih. To je točka, kjer vaši deli dejansko postanejo resnični.
Faza proizvodnje vključuje več usklajenih korakov:
- Pridobivanje materiala —vaša trgovina pridobi surovo zaloge, ki ustrezajo vaši določeni kakovostni stopnji, pogosto z certifikati talilnice za sledljivost
- CNC programiranje —inženirji ustvarijo orodne poti z uporabo CAM programske opreme, pri čemer optimizirajo hitrost, natančnost in življenjsko dobo orodja
- Namestitev stroja —operatorji namestijo pritrdilne naprave, naložijo orodja in kalibrirajo stroj za vašo specifično sestavno enoto
- Proizvodnja prvega vzorca —prva sestavna enota se obdeluje in temeljito pregleda pred nadaljevanjem
- Serija proizvodnje —ko prva izdelana enota uspešno prestane pregled, se obdelajo preostale sestavne enote
- Kontrole kakovosti med procesom —operatorji med izdelavo preverjajo ključne mere
- Sekundarne operacije —če je potrebno, se sestavne enote podvržejo odstranjevanju ostankov (deburring), površinskim obdelavam ali toplotnim obdelavam
- Končna preverjanja —končane sestavne enote se merijo v skladu z vašimi specifikacijami z uporabo kalibrirane opreme
- Pakiranje in pošiljanje —sestavne enote so ustrezno zaščitene in pošiljajo z zahtevano dokumentacijo
Kontrole kakovosti potekajo neprekinjeno, ne le na koncu. Zelo pomembna je preverjalna kontrola prve izdelane enote – to je točka, kjer se odkrijejo morebitne napake v programiranju, težave pri nastavitvi ali napake v načrtovanju, preden bi zaradi polne serije proizvodnje zavrgli material.
Celoten delovni proces na hitro
Od začetka do konca je to tipična pot vašega projekta skozi profesionalno obrabno storitveno obrat:
- Predložitev načrta —vi nam posredujete CAD-datoteke, risbe in specifikacije
- Priprava ponudbe —inženirji pregledajo izvedljivost in pripravijo ponudbo
- Pregled načrta in DFM —določijo se morebitna izboljšava in o njih poteka razprava
- Potrditev naročila —vi odobrite ponudbo in zagotovite nakupno pooblastilo
- Urejanje proizvodnje —vaš nalog vstopi v čakalno vrsto glede na obljubljene roke dobave
- Nabava materiala —surovinski material se pridobi v skladu z vašimi specifikacijami
- Obdelovalne operacije —CNC oprema pretvarja surovine v končne dele
- Nadzor in kakovostni nadzor —dele preverimo glede na zahteve glede dimenzij in kakovosti
- Pošiljanje in dostava —končani deli prihajajo v vašo obratno enoto skupaj z dokumentacijo
Razumevanje tega delovnega procesa vam pomaga učinkoviteje načrtovati projekte. Vedeli boste, kdaj lahko pričakujete posodobitve, kakšne podatke vaša delavnica potrebuje na vsaki stopnji ter kako izogniti zamudam, ki bi lahko odložile vaš rok dobave.
Ker zdaj razumete ta proces, se naslednje logično vprašanje glasi: koliko bo vse skupaj dejansko stalo? Na ceno vplivajo več faktorjev, ki niso takoj očitni – njihovo poznavanje pa vam lahko pomaga pametneje oblikovati izdelke in natančneje določiti proračun.
Kaj vpliva na stroške storitvenega obdelovanja
Tukaj je nekaj, kar večina ponudnikov ne bo omenila že na začetku: cena obdelanih delov je odvisna od odločitev, ki jih imate pod svojim nadzorom. Izbira materiala, natančnostne specifikacije, zahteve glede površinske obdelave in količina naročila vse vplivajo na vaš končni račun – včasih celo zelo opazno. Če razumete te spremenljivke, imate pri načrtovanju proračuna za projekte in pri pogajanjih z dobavitelji popoln nadzor.
Glede na izčrpno razčlenitev stroškov podjetja Unionfab se stroški CNC obdelave znatno razlikujejo glede na dejavnike, kot so geometrija dela, izbira materiala, strategija obdelave, zahteve glede natančnosti in količina proizvodnje. Poglejmo si vsak dejavnik posebej, da boste lahko sprejeli utemeljene odločitve pred oddajo naslednjega zahtevka za ponudbo.
Kako izbira materiala vpliva na vaš proračun
Izbira materiala vpliva na vse kategorije stroškov – ceno surovinskega materiala, čas obdelave, obrabo orodja in celo na težo za pošiljanje. Če izberete pametno, boste optimizirali vrednost. Če izberete napačno, boste plačali dodatne stroške, ki ne izboljšajo vašega izdelka.
Upoštevajte le stroške surovin. Glede na podatke o cenah v industriji se materiali razvrstijo v različne cenovne skupine:
- Nizki stroški ($) —Aluminij in PMMA (akril) ponujata najbolj ekonomično izhodišče
- Srednji stroški ($$) —POM, PTFE, poliamid (nylon) in sestavni materiali, kot je FR4
- Višji stroški ($$$) —Baker, mesing, bron, jeklo, nerjavnega jekla in tehnične plastične mase, kot sta PC in ABS
- Premium stroški ($$$$$) —Magnezij, titan, PEEK in tehnične keramike
Vendar cena surovine pove le del zgodbe. Strojna delavnica v zalivu San Francisco bo poleg tega upoštevala obdelljivost – kako hitro in enostavno je material mogoče rezati. Aluminij se obdeluje s hitrostjo 3–4-krat večjo kot nerjavno jeklo. Ta razlika v hitrosti se neposredno odraža v nižjih stroških dela in časa obratovanja strojev.
Tu je praktična zaključna misel: ne določajte titanija, kadar aluminij izpolnjuje vaše zahteve. Ne izbirajte nerjavnega jekla kot privzete možnosti, kadar ogljikovo jeklo zagotavlja zadostno odpornost proti koroziji. Vsaka prekomerna specifikacija poveča stroške brez dodajanja vrednosti vaši aplikaciji.
Razmerje med natančnostjo in stroški
Ožji dopustni odmiki vedno povzročajo višje stroške – vendar ta odnos ni linearen. Glede na raziskave Fictiv o konstruiranju za proizvodnjo so načrti v območju »najmanjšega napor« določeni z ISO 2768 srednjo stopnjo natančnosti, ki predstavlja dobro ravnovesje med tistim, kar je enostavno doseči z običajnimi CNC stroji, in tistim, kar je potrebno za funkcionalne dele.
Zakaj ožji dopustni odmiki povečujejo stroške? Na to vpliva več dejavnikov:
- Počasnejše obdelovalne hitrosti —za doseganje natančnosti so potrebni previdni in natančni rezovi namesto agresivnega odstranjevanja materiala
- Dodatne operacije —značilnosti morda zahtevajo grobe predobdelave, ki jih sledijo ločene končne obdelave
- Specializirana orodja —natančna obdelava pogosto zahteva rezalna orodja višje kakovosti z manjšim ekscentričnim odmikom
- Podaljšan čas za pregled —vsako omejitev natančnosti zahteva preverjanje z kalibrirano merilno opremo
- Višje stopnje zavrnitve —deli, ki so zunaj določenih specifikacij, je treba odpovedati ali ponovno obdelati
Najpametnejši pristop? Omejitve natančnosti uporabljajte le tam, kjer jih funkcionalne zahteve zahtevajo. Vsak strokovni obrat za natančno obdelavo v masovni proizvodnji v San Joseju ali kjerkoli drugje vam bo povedal isto: navedite ±0,001" le na kritičnih površinah za sestavo, ostale nekritične značilnosti pa pustite pri standardni omejitvi ±0,005" ali še bolj ohlapni.
Glede na analizo stroškov storitve Exact Machine Service je pomembno določiti potrebne natančnosti in površinske obdelave na podlagi funkcionalnih zahtev delov, da se doseže ravnovesje med natančnostjo in stroški.
Cenovne ugodnosti pri večjih količinah in dejavniki, povezani z nastavitvijo
Vsak proizvodni cikel se začne z nastavitvijo—namestitvijo pritrdilnih elementov, vgradnjo orodij, kalibracijo stroja in izvedbo prvega vzorca. Ti stroški ostanejo relativno stalni, ne glede na to, ali izdelujete 10 ali 1.000 delov. Razumevanje te dinamike razloži, zakaj se strošek na enoto dramatično zniža ob povečanju količine.
Oglejte si ta primer: strojna delavnica v San Joseu (Kalifornija) ponuja nastavitvene stroške v višini 500 USD plus 20 USD na delo za obdelavo. Pri naročilu 10 delov znaša vaš delež nastavitvenih stroškov 50 USD na enoto. Pri naročilu 100 delov se ta delež zniža na 5 USD na enoto. Strošek obdelave ostaja nespremenjen, vendar se vaš skupni strošek na enoto zniža z 70 USD na 25 USD.
Spodaj so navedeni dejavniki stroškov, razvrščeni po velikosti njihovega vpliva na skupne stroške vašega projekta (od najvišjega do najnižjega):
- Stopnja zapletenosti in geometrija dela —zahtevni dizajni, ki zahtevajo večkratno nastavitev, specializirana orodja ali obdelavo na 5 osi, pomenijo višje cene
- Izbor materiala —eksotične zlitine in materiali, ki jih je težko obdelovati, povečajo tako stroške surovih materialov kot tudi obdelovalne stroške
- Zahteve glede tolerance —vsako decimalno mesto natančnosti poveča stroške neproportionano
- Količina naročila —višji volumini amortizirajo stroške priprave in lahko izpolnjujejo pogoje za cene po serijah
- Specifikacije površinskega stanja —končne obdelave, ki presegajo obdelavo brez dodatne obdelave (Ra 3,2 μm), zahtevajo dodatne operacije
- Sekundarne operacije —toplinska obdelava, anodizacija, cinkanje ali barvanje povečajo stroške po obdelavi
- Zahtevani roki izvedbe —pospešena dobava pogosto povzroča dodatne stroške za nujno izvedbo
Želite zmanjšati stroške brez izgube funkcionalnosti? Glede na najboljše proizvodne prakse podjetja Fictiv ti načrtovni ukrepi omogočajo največje varčevanje:
- Poenostavite geometrijo —zmanjšajte ostra notranja oglišča, globoke žlebove in zapletene geometrije, ki povečujejo čas obdelave
- Uporabite standardne velikosti orodij —oblikovanje elementov, ki so združljivi s standardnimi koničastimi frizi in vrtaki, zmanjša stroške priprave in orodja
- Oblikujte tako, da je potrebno manj nastavitev —deli, ki jih je mogoče obdelati v dveh ali manj nastavitvah, izognemo času za ponovno pozicioniranje in nakupu toleranc
- Določite le funkcionalne končne obdelave —zahtevajte izdelavo površin z visoko končno obdelavo le tam, kjer to zahtevajo estetski ali funkcionalni razlogi
- Razmislite o nekoliko večjih serijah —povečanje količine iz 25 na 50 enot pogosto prinese neproportionalno večje varčevanje na kos
Strojne delavnice v zalivskem območju in delavnice za natančno obdelavo po vsej državi uporabljajo podobne stroškovne strukture. Če razumete dejavnike, ki določajo njihove cene, lahko oblikujete pametnejše dele, predložite bolj pripravljene ponudbe in vodite pogajanja iz položaja znanja namesto ugibanja.
Ti stroškovni dejavniki postanejo še posebej pomembni, kadar vaš projekt zahteva industrijsko specifične certifikate. Aeronavtične, avtomobilsko in medicinske aplikacije dodatno vključujejo zahteve glede skladnosti, ki vplivajo tako na cene kot na izbiro partnerjev – teme, ki jih bomo naslednjič podrobneje raziskali.
Industrijske aplikacije in zahteve glede certifikacij
Mislite, da so vsi izvajalci strojne obdelave enaki? Ponovno razmislite. Delavnica, ki proizvaja dekorativno pohištvo, deluje po popolnoma drugačnih pravilih kot tista, ki izdeluje letalske nosilce ali kirurške implante. Vaša industrija ne vpliva le na to, kaj izdelujete – določa tudi, kako mora delovati vaš partner za strojno obdelavo, kako dokumentirati in preverjati vsak korak proizvodnje.
Razumevanje teh zahtev glede certifikacij vam pomaga oceniti potencialne partnerje in se izogniti dragim napakam. Glede na raziskave o certifikacijah v proizvodnji certifikati pri strojni obdelavi niso le formalnost – temveč so ključna zahteva, ki določa izbiro dobaviteljev, ustreznost za sklenitev pogodb in skladnost z regulativnimi predpisi.
Zahteve in certifikati za avtomobilsko opremo
Avtomobilsko industrijo zaznamuje zahteva po doslednosti v velikem obsegu. Ko proizvajate tisoče enakih komponent, namenjenih sestavi vozil na sestavnih linijah, različice niso le neželene – so neprihodnje. Zato avtomobilski proizvajalci zahtevajo, da dobavitelji pred sklenitvijo pogodb izpolnjujejo stroga certifikacijska merila.
Certifikat IATF 16949 iATF 16949 predstavlja zlati standard za upravljanje kakovosti v avtomobilski industriji. Ta standard, ki ga je objavila Mednarodna avtomobilska delovna skupina (International Automotive Task Force), temelji na ISO 9001, vendar dodaja posebne zahteve za avtomobilsko industrijo. Glede na Smernice AIAG za certifikacijo , IATF 16949:2016 določa zahteve za sisteme upravljanja kakovosti organizacij po vsej svetovni avtomobilski industriji.
Kaj razlikuje IATF 16949 od splošnih certifikatov kakovosti? Ta standard poudarja:
- Preprečevanju napak —sistemske pristope za prepoznavanje in odpravo morebitnih napak še pred njihovim nastankom
- Zmanjšanje razlik —protokole za nenehno izboljševanje, ki s časom izboljšujejo nadzor nad procesi
- Zmanjševanje odpadkov —načela izvirnega proizvajanja so integrirana v kakovostni menedžment
- Zahteve, določene za stranke —prilagodljivost za vključitev posameznih specifikacij OEM
Statistična nadzorna regulacija (SPC) igra ključno vlogo pri avtomobilski proizvodnji. Namesto da bi se deli pregledali po končani proizvodnji, SPC spremlja procese v realnem času, da odkrije odstopanja, preden povzročijo neustrezne komponente. Kontrolni diagrami, kazalci zmogljivosti in analiza trendov postanejo standardna orodja za certificirane objekte.
Za CNC strojne delavnice v Kaliforniji in CNC strojne delavnice za vesoljsko industrijo, ki oskrbujejo avtomobilsko industrijo, ti certifikati niso izbirne dodatne storitve – temveč so predpogoj za opravljanje poslovanja. Glavni OEM-i, kot so General Motors, Ford in Stellantis, zahtevajo certifikat IATF 16949 od svojih dobaviteljev obdelovalnih storitev.
Certificirane ustanove, kot je Shaoyi Metal Technology izpolnjujejo zahteve avtomobilsko industrijo z certifikatom IATF 16949 in strogi protokoli statističnega procesnega nadzora (SPC). Njihova dejavnost zagotavlja sklopne enote podvozja z visoko natančnostjo in natančne komponente ter hkrati ohranja dokumentacijo in sledljivost, ki jih zahtevajo dobavne verige v avtomobilski industriji.
Standardi natančnosti v letalstvu
Če avtomobilska industrija zahteva doslednost, potem letalsko-kosmična industrija zahteva popolnost – z dokazi. Vsak material, vsak postopek in vsako merjenje morajo biti dokumentirani in sledljivi. Ko odpoved komponente lahko povzroči katastrofalne posledice, se zahteve glede certifikacije odražajo v teh tveganjih.
Certifikacija AS9100 temelji na standardu ISO 9001 in ga razširi z izjemno strogi kakovostno zahtevami, posebej prilagojenimi za letalsko-kosmično, obrambno in vesoljsko industrijo. Glede na industrijske raziskave več kot 80 % globalnih letalsko-kosmičnih podjetij zahteva certifikat AS9100 od dobaviteljev CNC-strojev.
Kaj ločuje standard AS9100 od splošnih kakovostnih standardov?
- Popolna sledljivost materialov —vsaka komponenta se povezuje z certificiranim osnovnim materialom, pri čemer so toplotna številka in certifikati talilnice dokumentirani
- Preverjanje prvih vzorcev (FAI) —Dokumentacija, skladna z AS9102, dokazuje, da ustreza vseh specifikacij pri prvotni proizvodnji
- Upravljanje konfiguracije —stroga nadzorovana revizija zagotavlja, da se deleži ujemajo z najnovejšimi inženirskimi izdajami
- Upravljanje s tveganji —uradni postopki omogočajo prepoznavo, oceno in zmanjšanje morebitnih kakovostnih težav
- Preprečevanje ponarejenih delov —preverjalni postopki zagotavljajo avtentičnost materiala
Dokumentacijsko breme se razteza skozi celotno proizvodnjo. CNC strojna delavnica v Kaliforniji, ki obravnava stranke iz letalske industrije, mora ohranjati evidence, ki kažejo:
- Certifikate surovin in potrdila izvora
- Poti orodij in CNC programa, uporabljenih za vsako operacijo
- Kvalifikacije operaterjev in evidence usposabljanja
- Stanje kalibracije vseh merilnih naprav
- Popolni podatki o pregledu za vsako kritično dimenzijo
Za ponudnike kovinske izdelave v San Joseu (Kalifornija) in druge regionalne obrate pomeni pridobitev certifikata AS9100 pomembno naložbo v dokumentacijske sisteme, usposabljanje in pripravo na revizije. Certifikacija pa omogoča dostop do pogodb v letalsko-kosmični industriji, ki jih ne-certificirani tekmeci ne morejo udeleževati.
Razmislitve pri proizvodnji medicinskih pripomočkov
Proizvodnja medicinskih pripomočkov dodaja še eno plast regulativne zapletenosti. Ko so obdelani deli sestavni del diagnostične opreme ali vdelanih naprav, varnost bolnikov določa vsako zahtevo.
Po Smernice Uradne agencije za hrano in zdravila (FDA) , morajo proizvajalci vzpostaviti in upoštevati kakovostne sisteme, da zagotovijo, da njihovi izdelki dosledno izpolnjujejo veljavne zahteve in specifikacije. Ti kakovostni sistemi za izdelke, ki jih regulira FDA, so znani kot trenutne dobre proizvodne prakse (CGMP).
Certifikat ISO 13485 posebej obravnava kakovostno upravljanje medicinskih pripomočkov. Čeprav je po strukturi podobna standardu ISO 9001, vključuje dodatne zahteve za:
- Kontrola konstrukcije —sistematizirano preverjanje, ali naprave izpolnjujejo zahteve za predvideno uporabo
- Validacija procesa —dokumentirano dokazilo, da proizvodni procesi dosledno dajejo sprejemljive rezultate
- Dokumentacija biokompatibilnosti —dokazilo, da materiali pri bolnikih ne bodo povzročili neželenih reakcij
- Validacija sterilizacije —preverjanje, ali procesi sterilizacije dosežejo zahtevane ravni zagotavljanja sterilitete
- Upravljanje pritožb —uradni sistemi za sledenje in preiskovanje težav z izdelki
Kakovostna sistemska uredba FDA (21 CFR, del 820) zagotavlja regulativni okvir v Združenih državah Amerike. Glede na dokumentacijo FDA kakovostna sistemska uredba uporablja »nadstrešni« pristop, ki zahteva, da proizvajalci razvijejo in upoštevajo postopke, primerno prilagojene njihovim posebnim napravam.
Kaj to pomeni za vašega partnerja pri obdelavi? Morajo vzdrževati:
- Popolne zgodovinske zapise o napravah za vsako serijo, ki je bila proizvedena
- Validirane proizvodne procese z dokumentiranimi parametri
- Kalibrirana merilna oprema, sledljiva do nacionalnih standardov
- Kontrolirani okolji, primerni za zahteve glede izdelka
- Zapisniki o usposabljanju osebja, ki dokazujejo strokovnost
FDA je pred kratkim izdala končno pravilo o predpisih za sistem upravljanja kakovosti (QMSR), s katerim je standard ISO 13485:2016 vključen v regulativni okvir. Ta usklajenost pomeni, da dobavitelji strojne obdelave medicinskih pripomočkov vedno bolj potrebujejo dvojno skladnost tako z zahtevami FDA kot z mednarodnimi standardi.
Izbira pravega certificiranega partnerja
Vaša industrija določa, katere certifikacije so najpomembnejše. Spodaj je hitri pregled:
| Industrija | Primarna certifikacija | Osnovne zahteve |
|---|---|---|
| Avtomobilska industrija | IATF 16949 | Statistično procesno nadzorovanje (SPC), preprečevanje napak, zahteve posebej določene s stranke |
| Aerospace/Obramba | AS9100 | Popolna sledljivost, začetna preskusna izvedba (FAI), upravljanje konfiguracije |
| Medicinski instrumenti | ISO 13485 | Nadzor nad načrtovanjem, validacija procesov, obravnava pritožb |
| Splošna industrija | ISO 9001 | Osnove upravljanja kakovosti, nenehno izboljševanje |
Ne predvidevajte, da trgovina, certificirana za eno industrijo, avtomatsko ustreza tudi drugi. Dobavitelji iz letalske in vesoljske industrije, certificirani po standardu AS9100, morda nimajo proizvodnih sistemov za visokovolumensko proizvodnjo, ki jih zahteva avtomobilsko industrijo. Strokovnjaki za medicinske pripomočke morda nimajo izkušenj z eksotičnimi zlitinami, ki jih zahteva letalska in vesoljska industrija.
Pri ocenjevanju potencialnih partnerjev neposredno preverite njihove certifikate. Zahtevajte kopije potrdil, preverite roke veljavnosti in potrdite, da obseg certifikacije zajema vaše specifične vrste izdelkov. Organizacije za certifikacijo vodijo javne podatkovne baze, kjer lahko neodvisno preverite status dobavitelja.
Te zahteve glede certifikacij povečajo stroške in zapletenost storitvenega obdelovanja – vendar obstajajo iz dobro utemeljenih razlogov. Ko vaši komponenti postanejo del vozil, letal ali medicinskih pripomočkov, so posledice tako resne, da opravičujejo naložbo v stroge sisteme kakovosti. Razumevanje zahtev posamezne industrije vam pomaga najti partnere, ki resnično izpolnjujejo svoje obljube.
Certifikati določajo osnovne sisteme kakovosti, vendar kako izvajalci obrabnih storitev dejansko preverijo, ali posamezni deli izpolnjujejo vaše specifikacije? Odgovor leži v metodah pregleda in protokolih zagotavljanja kakovosti – to je naša naslednja tema.
Zagotavljanje kakovosti in preverjanje toleranc
Vaš partner za obrabo ima impresiven certifikat. Vendar se postavlja resnično pomembno vprašanje: kako dejansko dokazujejo, da vaši deli izpolnjujejo specifikacije? Certifikati določajo sisteme – pregled pa potrjuje rezultate. Razumevanje tega, kako profesionalna obrabna obrata merijo, dokumentirajo in potrjujejo mere, vam pomaga oceniti trditve o kakovosti ter pravilno razlagati poročila o pregledu, ki jih prejmete skupaj z vašimi pošiljkami.
Ali sodelujete z obratom za obrabo v Santa Clarai ali pa dobavljate iz obratov za obrabo v Santa Clarai (Kalifornija), osnovni načeli zagotavljanja kakovosti ostanejo pri vseh uglednih ponudnikih nespremenjena.
Razumevanje specifikacij tolerance
Preden se izvede katera koli meritve, se morajo vsi strinjati, kaj pomeni »dovoljeno«. Specifikacije dopustnih odmikov določajo dovoljeno razliko od nazivnih dimenzij – in razumevanje tega jezika vam pomaga učinkovito komunicirati s partnerjem za obdelavo.
Dopustni odmiki se na tehničnih risbah pojavljajo v več oblikah:
- Dvostranske tolerance — razlika, dovoljena v obeh smereh (npr. 25,00 ±0,05 mm)
- Enostranske tolerance — razlika, dovoljena le v eni smeri (npr. 25,00 +0,00/–0,10 mm)
- Mejne dimenzije — izrecne največje in najmanjše vrednosti (npr. 24,95–25,05 mm)
- Oznake GD&T — simboli za geometrijsko dimenzioniranje in dopustne odmike, ki nadzorujejo obliko, usmeritev in lego
Zakaj je to pomembno za preverjanje kakovosti? Glede na Raziskave metrologije CMM napredni sistemi lahko merijo zapletene geometrije z izjemno natančnostjo, pri čemer pogosto dosežejo negotovosti merjenja v mikrometrih. A celo najbolj sofisticirana oprema ni nič vredna, če niso jasno določeni dopustni odmiki.
Postopek pregleda se začne z vašim načrtom. Vsaka dimenzija, označena kot kritična, se izmeri in dokumentira. Značilnosti s standardnimi dopustnimi odmiki se lahko preverjajo naključno namesto s 100-odstotnim pregledom – to je praktičen pristop, ki uravnoteži temeljitost in stroškovno učinkovitost.
Metode in oprema za pregled
Profesionalne obrabne obrati uporabljajo različne tehnologije za pregled, pri čemer je vsaka prilagojena posebnim izzivom pri merjenju. Razumevanje teh orodij vam pomaga oceniti, kaj je vključeno v preverjanje vaših del.
Koordinatni merilni instrumenti (CMM) predstavljajo zlati standard za preverjanje dimenzij. Glede na industrijsko dokumentacijo CMM-ji zajamejo podatkovne točke, ki jih programska oprema obdeluje za izračun dimenzij, dopustnih odstopanj in geometrijskih razmerij. Ti napredni instrumenti delujejo v tridimenzionalnem koordinatnem sistemu in uporabljajo osi X, Y in Z za določanje natančnih položajev.
Kaj naredi CMM-je še posebej dragocenimi?
- Merjenje zapletenih 3D-geometrij, do katerih ročna orodja ne morejo dostopati
- Prinašanje ponovljivih rezultatov, neodvisnih od operaterja
- Ustvarjanje avtomatiziranih preglednih poročil z vso dokumentacijo podatkov
- Preverjanje specifikacij GD&T, vključno z dejanskim položajem in dopustnimi odstopanji profila
Optični komparatorji povečane profile delov projicirajo na zaslone za vizualno primerjavo z referenčnimi prekrivanji. Ti brezkontaktni sistemi dobro delujejo pri:
- Krhkih ali lahko deformabilnih delih
- Profilih navojev in zobcev zobnikov
- Prekinitvah robov in zaobljenih robovih
- Hitra vizualna preverjanja med proizvodnjo
Merilniki površinske hrapavosti merijo mikroskopsko teksturo obdelanih površin. Ko vaša risba določa vrednosti Ra (aritmetična povprečna hrapavost), ti instrumenti preverjajo skladnost tako, da s konico sledijo po površini in analizirajo nastali profil.
Spodaj je primerjava pogostih metod pregleda:
| Metoda pregleda | Tipična natančnost | Najboljše uporabe | Omejitve |
|---|---|---|---|
| CMM (stik) | ±0,001–0,003 mm | Zapletena 3D-geometrija, preverjanje GD&T, serijski deli | Počasnejše pri enostavnih meritvah, zahteva nadzorovan okoljski pogoje |
| Optični primerjalnik | ±0,01–0,025 mm | Preverjanje profila, preverjanje navojev, vizualna primerjava | samo 2D, za interpretacijo je potrebna oseba, ki opravlja meritve |
| Mikrometri / Štoparci | ±0,01–0,025 mm | Hitri pregledi, zunanje mere, preproste značilnosti | Ročni način dela, omejeno na dostopne površine |
| Višinske merilne naprave | ±0,01mm | Višine stopnic, referenčne točke, delo na merilni plošči | Zahteva ravno referenčno površino |
| Merilnik površinske hrube | Ločljivost do 0,001 μm Ra | Preverjanje kakovosti površine, potrditev postopka | Merijo le teksturo, ne pa tudi dimenzionalne natančnosti |
| 3D skeniranje | ±0,025–0,1 mm | Zapletene oblike, obratno inženirstvo, kartiranje odstopanj | Nižja natančnost kot pri koordinatnem merilnem stroju (CMM), zahtevana je obdelava podatkov po meritvi |
Strojna delavnica v Santa Claru (Kalifornija) ali katera koli druga ustanova, ki se osredotoča na kakovost, običajno združuje več metod. Koordinatni merilni stroji (CMM) se uporabljajo za končno pregledovanje kritičnih značilnosti, medtem ko ročna orodja omogočajo nadzor med izvajanjem obrabnih operacij.
Dokumentacija in sledljivost
Meritveni podatki nimajo nobene vrednosti brez ustrezne dokumentacije. Profesionalna zagotavljanja kakovosti sega dlje od samega opravljanja meritev – zajema popolno sledljivost od surovin do končne dostave.
Preverjanje prvih vzorcev (FAI) predstavlja temelj proizvodne kakovosti. Glede na raziskave iz področja proizvodnje, ki jih je izvedla podjetja PMP Metals, je FAI formalen, pisni postopek, ki zagotavlja, da proizvodnja dela ali sestava izpolnjuje specifikacije, risbe in zahteve, določene s strani stranke ali inženirskih služb.
Kaj vključuje temeljita FAI?
- Načrt z baloni —vsaka dimenzija je označena z referenčno številko
- Tabela dimenzionalnih rezultatov —izmerjene vrednosti so primerjane z določenimi dopustnimi odstopanji
- Potrditve o materialih —dokumentacija, ki potrjuje pravilno zlitino in toplotno obdelavo
- Zapisi procesov —podatki o strojih in orodjih, uporabljenih pri proizvodnji
- Potrditve —podpisi operaterja in nadzornika, s katerimi potrjujeta preverjanje
FAI se izvaja v ključnih točkah: pri prvih serijskih izdelavah, po inženirskih spremembah, ko se spremenijo proizvodne lokacije ali po daljših prekidih proizvodnje. Ta sistem nadzornih točk omogoča odkrivanje težav, preden se razširijo na celotne količine proizvodnje.
Pregled med postopkom zagotavlja nadaljnje preverjanje med proizvodnjo. Operaterji redno preverjajo ključne mere—na primer vsakih 10. ali 25. del—da potrdijo, da proces ostaja stabilen. Vsak odmik od zahtevanih vrednosti sproži preiskavo, preden se naberejo deli, ki so zunaj dovoljenih toleranc.
Končna preverjanja protokoli preverjajo dokončane dele pred odpremo. Glede na vaše zahteve in industrijske standarde to lahko vključuje:
- 100-odstotni pregled vseh ključnih značilnosti
- Statistično vzorčenje na podlagi velikosti partijske količine in sprejemljivih ravni kakovosti (AQL)
- Potrdilo o skladnosti, ki dokumentira skladnost z določenimi specifikacijami
- Popolni dimenzionalni poročili z dejanskimi izmerjenimi vrednostmi
Sistemi za upravljanje kakovosti poveže te elemente skupaj. Glede na raziskavo standarda ISO 9001:2015 ta mednarodno priznani standard določa merilo, ki ga podjetja morajo izpolniti in preseči, da izpolnijo pričakovanja strank. Strojna delavnica z certifikatom ISO je uvedla trdno sistemsko kakovostno upravljanje (QMS), ki zagotavlja dosledno kakovost in zanesljivost.
Kaj za vaše dele dejansko pomeni certifikat ISO 9001:2015?
- Dokumentirani postopki zagotavljajo dosledne procese ne glede na to, kateri operater izvaja vašo naročilo
- Programi kalibracije preverjajo, ali merilna oprema ohranja natančnost
- Sistemi korektivnih ukrepov sistematično rešujejo težave namesto da bi se ponavljale
- Nadzor vodstva zagotavlja neprekinjeno izboljševanje namesto stagnacije
Poleg ISO 9001 vključujejo industrijsko specifične certifikacije tudi specializirane zahteve. Standard AS9102 ureja dokumentacijo za začetni pregled (FAI) v letalski in vesoljski industriji. IATF 16949 določa protokole statističnega procesnega nadzora (SPC) za avtomobilsko industrijo. ISO 13485 obravnava sledljivost medicinskih pripomočkov. Vaša uporaba določa, kateri standardi veljajo – in katero dokumentacijo lahko pričakujete od svojega partnerja za storitveno obdelavo.
Zagotavljanje kakovosti se na koncu svodi na zaupanje, ki ga potrjujejo dokazi. Certifikati uvedejo sisteme. Kontrolna oprema zagotavlja zmogljivost. Dokumentacija dokazuje rezultate. Pri ocenjevanju ponudnikov storitvene obdelave poiščite več kot samo izkazane zmogljivosti – razumeti morate, kako dejansko preverjajo, kar dobavljajo.

Primerjava storitvene obdelave z alternativnimi metodami izdelave
Preučili ste, kako deluje storitveno obdelovanje, koliko stane in kako se preverja kakovost. Vendar je tu vprašanje, ki operativnim menedžerjem ne daje miru: ali je zunanjega obdelovanja res prava izbira za vaš projekt? Ali bi notranja proizvodnja, 3D tiskanje ali litje prineslo boljše rezultate?
Odgovor je odvisen od vaše specifične situacije – zahtevana količina, natančnost, omejitve glede materiala in časovni pritisk vsi vplivajo na optimalno pot. Zgradimo odločitveni okvir, ki vam bo pomagal objektivno oceniti te kompromise.
Storitveno obdelovanje nasproti notranjim operacijam
Odločitev o zunanjem izvajanju ali investiciji predstavlja eno najpomembnejših izbir, s katerimi se proizvajalci soočajo. raziskava proizvodnje po podatkih iz virov, je običajno pametneje najprej izbrati zunanjega izvajalca, razen če potrebujete več kot približno 4.000–5.000 delov na leto, če imate izjemno stroge zahteve glede intelektualne lastnine ali certifikacij ali če lahko pokrijete začetne stroške v višini 200.000 do 700.000 USD ter dodatne stroške usposabljanja operaterjev.
Kaj naredi to izračun tako zapleten? Pomislite, kaj zahteva notranja obdelava:
- Kapitalska naložba —en sam 5-osni CNC stroj lahko stane od 200.000 do 700.000 USD pred namestitvijo, opremo in usposabljanjem
- Spretnimi operaterji —CNC ostaja zelo specializiran postopek, ki zahteva stalno osveščanje in posodobitev spretnosti
- Vzdrževanje —oprema zahteva redno kalibracijo, popravke in končno zamenjavo
- Prostorske in energetske zahteve —stroji za obdelavo potrebujejo ustrezne temelje, električno napajanje in nadzor nad klimo
Kdaj je izvenšolska izdelava bolj smiselna? Za letne količine pod 1.000 enot matematični izračuni jasno nakazujejo prednost zunanjih partnerjev. Tipičen pogodbni obrat bi za nizkoobsežne CNC obdelave aluminija morda ponudil ceno 18 USD na kos – veliko manj kot amortizirana cena lastne opreme, ki stoji delno neizkoriščena.
Vendar se izračun spreminja pri večjih količinah. Ko letne serije proizvodnje presegajo 5.000 enot z običajnimi dopustnimi odstopanji, notranja investicija začne zagotavljati nižje stroške na enoto. Začetni stroški se razdelijo na dovolj veliko število delov, tako da postane notranja proizvodnja ekonomsko ugodna.
Če iščete »CNC strojnike v bližini mene«, ker potrebujete občasne prototipske serije ali proizvodnjo srednjih količin, storitvena obdelava skoraj zagotovo ponuja boljšo vrednost kot kapitalska investicija.
Ko je aditivna proizvodnja bolj smiselna
3D tiskanje je spremenilo ekonomiko proizvodnje – vendar ni nadomestilo obdelave z odstranjevanjem materiala. Razumevanje tega, kje vsaka metoda najbolj izstopa, vam pomaga pri ustrezni izbiri.
Glede na primerjavo procesov Xometryja 3D tiskanje hitro izdeluje dele v končni obliki, medtem ko CNC obdelava zahteva posamezno pripravo in na splošno ročno programiranje ter nadzor. Pri nizkih količinah in zapletenih geometrijah je običajno, da so CNC deli desetkrat dražji od 3D natisnjenih delov.
Kje ima aditivna izdelava prednost?
- Zelo zapletene notranje geometrije —rešetkaste strukture, konformne hladilne kanale in organske oblike, do katerih rezalna orodja ne morejo doseči
- Hitra iteracija —spremembe zahtevajo le spremembo datotek, ne pa novih orodij ali programiranja
- Proizvodnja v majhnih serijah —nastavitveni stroški so minimalni, zato je izdelava posameznih delov ekonomična
- Možnosti združevanja —sklopi se lahko pretvorijo v en sam natisnjen del
Vendar 3D tiskanje vsebuje pomembne omejitve. Različni tiskalni postopki zagotavljajo različno trdnost v primerjavi z lastnostmi izvirnega materiala – pri FFF v ABS-u lahko znaša le 10 % najvišje natezne trdnosti materiala, pri SLS tiskanju poliamida pa lahko doseže celo 100 %. Pri CNC obdelavi se deli izdelujejo iz nedotaknjenih izvirnih materialov, zato je njihova trdnost na splošno visoka.
Druga težava je površinska obdelava. Pri 3D tiskanju jo na splošno vplivajo mehanike postopka – zlasti Z-resolucija povzroča stopničaste površine in vidne motnje. Površinska obdelava pri CNC-ju pa lahko postane izjemno enotna in zelo natančna, če so poti rezalnika programirane za gladko končno obdelavo.
Praktična odločitvena točka? Izberite aditivno izdelavo za prototipe, kompleksne geometrije in količine pod 50 enot. Preklopite na storitveno obdelavo, kadar potrebujete materialne lastnosti za serijsko proizvodnjo, ozke tolerance ali gladke površine.
Alternativne metode litja in oblikovanja
Za visokokoličinsko proizvodnjo niti obdelava niti 3D tiskanje morda nista najboljša možnost. Litje in vstrekovanje ponujata znatno nižje stroške na kos – vendar le po tem, ko absorbirate investicijo v orodja.
Vstrekovanje lahko proizvede identične plastične dele v nekaj sekundah namesto v urah. Vendar sami kalupi stanejo od tisoč do stotisoč dolarjev, odvisno od njihove zapletenosti. Ta investicija ima smisel le, kadar proizvajate desetke tisoč identičnih komponent.
Litje pod tlakom ponuja podobne ekonomske prednosti za kovinske dele. Zapletene aluminijaste ali cinkove komponente se lahko hitro izdelujejo, ko že obstajajo orodja. Litje pod tlakom pa ne more doseči natančnosti obdelave z orodji brez dodatnih operacij, spremembe načrtovanja pa zahtevajo dragocene spremembe kalupov.
Kdaj ti postopki nadomestijo obdelavo storitveno?
- Količine nad 10.000 enot —stroški orodij se razdelijo tako, da je vpliv na strošek posamezne enote zanemarljiv
- Stabilni načrti —spremembe so dragocenje, zato morajo biti deli pripravljeni za serijsko proizvodnjo
- Srednje natančnosti —natančnost po litju oziroma po oblikovanju zadostuje za zahteve
- Podaljšani proizvodni cikli —isti načrt bo izdelovan mesece ali leta
Primerjava metod izdelave na enem pogledu
Uporabite to referenčno tabelo pri ocenjevanju proizvodnih pristopov za vaš naslednji projekt:
| Merila | Strojna obdelava storitve | Notranja strojna obdelava | 3D tisk | Injekcijsko oblikovanje | Litni formi |
|---|---|---|---|---|---|
| Idealno območje količin | 1–5.000 enot | 5000+ enot letno | 1–50 enot | 10.000+ enot | 5.000+ enot |
| Možnosti materiala | Skoraj neomejene možnosti izbir med kovinami in plastikami | Omejeno z lastno opremo | Polimeri, specifični za posamezne postopke, nekaj kovin | Termoplasti predvsem | Aluminijeve, cinkove, magnezijeve zlitine |
| Tolerančna zmogljivost | dosegljivo ±0,001" | dosegljivo ±0,001" | ±0,005–0,010" tipično | ±0,002–0,005" tipično | ±0,005" tipično, obdelava z orodji za natančnejše tolerance |
| Čas dobave | Dnevi do tednov | Ure do dni | Ure do dni | Tedni za izdelavo orodja, nato hitro | Tedni za izdelavo orodja, nato hitro |
| Stroški nastavitve/orodja | Nizko-zmerno | Visoka kapitalna naložba | Minimalen | 5.000–100.000 USD+ za kalupe | 10.000–100.000 USD+ za orodja |
| Strošek na kos (nizka količina) | Umeren | Visok | Nizko-zmerno | Zelo visok | Zelo visok |
| Strošek na kos (visoka količina) | Umeren | Nizka | Visok | Zelo nizka | Zelo nizka |
| Fleksibilnost oblikovanja | Visok | Visok | Zelo visok | Nizki stroški po izdelavi orodja | Nizki stroški po izdelavi orodja |
| Moč materiala | Popolne izvirne lastnosti | Popolne izvirne lastnosti | 10–100 %, odvisno od postopka | Skoraj popolne lastnosti polimerov | Skoraj popolne lastnosti zlitin |
Izbor pravega rešitve za vaš projekt
Optimalna proizvodna metoda je odvisna od tega, kje se vaš projekt ujema na več razsežnostih odločanja. Oglejte si naslednje scenarije:
Izberite storitveno obdelavo, kadar:
- Potrebujete kovinske dele za proizvodnjo v količinah od 10 do več tisoč
- Zahtevani so natančnostni dopusti, ožji od ±0,005"
- Vaš dizajn se lahko spreminja na podlagi preskusov ali povratnih informacij strank
- Nimate kapitala za naložbe v opremo ali izkušene operaterje
- Potrebujete dostop do strojnic z 5 osmi ali specializiranih procesov brez njihove lastnine
Izberite notranjo obdelavo, kadar:
- Letne količine redno presegajo 5.000 enot podobnih delov
- Kontrola časa dobave je ključnega pomena – dele potrebujete v urah, ne v dneh
- Skrb za zaščito intelektualne lastnine naredi izvenšolsko izvajanje tveganje
- Imate ali lahko pridobite izkušeno delovno silo za upravljanje opreme
Izberite 3D tiskanje, kadar:
- Geometrije vključujejo notranje kanale, rešetke ali organske oblike
- Hitro izvajate ponovitve načrtov in potrebujete hitre povratne informacije
- Količine so zelo nizke—zlasti posamezni prototipi
- Zahteve glede trdnosti materiala so zmerni
Izberite oblikovanje z litjem ali livjenjem, kadar:
- Načrti so dokončani in stabilni za daljšo proizvodnjo
- Količine upravičujejo naložbo v orodja—običajno 10.000 ali več enot
- Cena na komponento je glavni dejavnik
- Zahtevane natančnosti je mogoče doseči brez dodatnega obdelovanja
Številni projekti koristijo od hibridnih pristopov. Za prototipiranje uporabite 3D tiskanje, za preverjanje pa storitveno obdelavo; ko se načrti stabilizirajo, preidite na litje. Strojna delavnica v San Franciscu ali strojna delavnica v San Franciscu (CA) vam lahko pomaga pri teh prehodih—mnoge ponujajo tako obdelavo kot tudi nasvete, kdaj ima smisel uporabiti druge metode.
Za proizvajalce, ki raziskujejo možnosti CNC obdelave v bližini mesta California, ostaja okvir za odločanje enak ne glede na lokacijo. Oceni svoje napovedi količin, zahteve glede natančnosti, časovne pritiskе in omejitve kapitala. Prava proizvodna metoda izhaja iz poštenega ocenjevanja teh dejavnikov – ne iz predpostavk o tem, katera tehnologija je »najboljša«.
Ko imate ta okvir za odločanje na voljo, je zadnji korak izbira pravega partnerja za obdelavo, ki bo izvedel izbrani pristop. Merila za ocenjevanje – in vprašanja, ki jih morate postaviti – določajo, ali bo vaš projekt uspel ali bo naletel na težave.
Izbira pravega partnerja za storitveno obdelavo
Analizirali ste postopke, primerjali proizvodne metode in razumete dejavnike, ki določajo stroške. Zdaj sledi odločitev, ki določa, ali bo vaš projekt uspel ali zgrešil cilj: izbira pravega partnerja za obdelavo. Ta izbira vpliva na vse – kakovost, dobavo, stroške in vašo sposobnost razširjanja ob naraščajočem povpraševanju.
Glede na vodnike za izbiro partnerjev podjetja Principal Manufacturing Corporation izbira pravega partnerja za CNC obdelavo zagotavlja uspeh vašega projekta. Izkuseno podjetje lahko pozitivno vpliva na vsak vidik proizvodnega procesa – od kakovosti do pravočasnega dobavljanja.
Ali ocenjujete možnosti strojnih delavnic v San Joseju ali raziskujete strojne delavnice v Oaklandu (Kalifornija), ti kriteriji vam pomagajo ločiti izjemne partnerje od zadostnih.
Ključni kriteriji za ocenjevanje partnerjev za obdelavo
Kaj ločuje zanesljivega partnerja za obdelavo od tistega, ki povzroča težave? Poglejte čez ponujene cene in ocenite naslednje bistvene dejavnike:
- Ustrezen certifikati —preverite vsaj certifikat ISO 9001 ter dodatne industrijsko specifične standarde, kot so npr. IATF 16949 za avtomobilsko industrijo, AS9100 za letalsko-kosmično industrijo ali ISO 13485 za medicinske pripomočke
- Zmogljivosti opreme —potrdite, da imajo ustrezne stroje za vaše dele, kar pomeni npr. 5-osno frizanje, švicarsko tokarenje ali specializirano EDM obdelavo
- Učinkovitost rokov izvedbe —vprašajte za običajno izvedbo za vaš obseg proizvodnje ter njihovo sled o izpolnjevanju obljub za dobavo
- Odzivnost komunikacije —opazite, kako hitro odgovarjajo na začetna vprašanja, saj to pogosto napoveduje nadaljnjo komunikacijo v okviru projekta
- Dokazano kakovostno izkušnjo —zahtevajte reference s podobnih projektov in se posvetujte o stopnjah zavrnitve ter zgodovini ukrepov za odpravo napak
- Tehnična strokovnost —ocenite njihovo sposobnost, da vam ponudijo povratne informacije o izvedbi (DFM), in predlagajo izboljšave, ne da bi le slepo izvajali vaše risbe
- Zmogljivost in razširljivost —zagotovite si, da lahko izpolnijo vaše trenutne potrebe in rastejo skupaj z vami ob povečevanju količin
Glede na industrijsko raziskavo bo podjetje, usmerjeno v stranke, tesno sodelovalo s stranko, da bo ponudilo dragocene vpoglede, razpravljalo o izboljšavah načrtovanja in predlagalo ukrepe za zmanjšanje stroškov. Partnerji naj bodo zaupani svetovalci, ki delijo svoje strokovno znanje, da pomagajo doseči najboljši možni rezultat.
Ko iščete obratovalnico v Fremontu (CA) ali kjerkoli drugje, zahtevajte priporočila od strank, ki so s podjetjem sodelovale pri podobnih projektih. Njihove izkušnje razkrijejo več kot katera koli prodajna predstavitev.
Priprava projekta na uspeh
Celó najboljši partner za obdelavo ne more nadomestiti slabo pripravljenih projektov. Uspeh si zagotovite tako, da te elemente rešite že pred oddajo prvega povpraševanja za ponudbo:
- Popolni konstrukcijski datoteke —predložite tako 3D CAD modele (prednostno v formatu STEP) kot tudi dimenzionirane 2D risbe z jasno navedenimi dopustnimi odstopanji
- Specifikacije materiala —navedite posebne razrede materialov, ne le družine materialov (npr. »6061-T6« namesto zgolj »aluminij«)
- Opredelitev kritičnih značilnosti —poudarite, katere mere in značilnosti so funkcionalno kritične, in katere veljajo splošna dopustna odstopanja
- Zahtevane količine in časovni načrt —jasno navedite količine, roke dobave ter ali se zahteve morda lahko spremenijo
- Potrebe po dokumentaciji kakovosti —navedite, katere poročila o pregledih, potrdila ali sledljivost zahtevate
Glede na Fictivov vodnik za izdelavo sodelovanje z izkušenim partnerjem za izdelavo že od samega začetka omogoča poenostavljeno pot za nakup delov skozi celoten proces razvoja izdelka in pomaga zmanjšati tveganja v prihodnje.
Več konteksta, ki ga zagotovite že na začetku, pomeni natančnejše ponudbe. Ne pustite potencialnim partnerjem, da bi ugibali glede zahtev – dvoumnost vodi bodisi do pretirano visokih cen (ker pokrivajo neznane dejavnike) bodisi do neprijetnih preslik kasneje, ko se predpostavke izkažejo za napačne.
Lokalni obrti, kot sta Jose's Machine Shop ali Diaz Machine Shop, lahko ponudijo prednosti za osebno sodelovanje med zapletenimi projekti. Vendar ne omejujte svojega iskanja geografsko, če so specializirane sposobnosti pomembnejše od bližine.
Povečevanje obsega od prototipa do serijske proizvodnje
Naslednje pogosto preseneti proizvajalce: obrt, ki se izvirno spopada z izdelavo prototipov, se lahko sooči z izzivi pri serijski proizvodnji – in obratno. Iskanje partnerja, ki uspešno obvladuje oba prehoda, vas reši bolečih sprememb dobavitelja v sredini projekta.
Glede na raziskave na področju proizvodnje je bistveno sodelovati s podjetjem, ki lahko sprejme vaš prihodnji razvoj. Ko se vaše podjetje razširja ali ko se zahteve projekta povečajo, zanesljiv partner brez težav obvlada večje proizvodne količine in spreminjajoče se zahteve.
Kako izgleda skalabilnost v praksi?
- Prilagodljivost prototipov —možnost hitre izdelave majhnih količin, pogosto z roki dobave enega dne za nujne potrebe
- Možnost mostne proizvodnje —izdelava nizkokoličinskih serij (desetke do stotice enot), medtem ko preverjate načrtovanja
- Proizvodna kapaciteta —oprema in delovna sila za podporo izdelavi tisočev delov mesečno, ko se pojavijo tržne potrebe
- Doslednost procesov —vzdrževanje enakih standardov kakovosti ne glede na velikost serije
- Odzivnost na povpraševanje —povečevanje ali zmanjševanje količin po potrebi brez ogrožanja rokov dobave
Skalabilni partnerji za obdelavo kovin razumejo tudi pomen investicij v napredno tehnologijo. Nenehno posodabljajo svojo opremo, programske rešitve in proizvodne procese, da ostanejo konkurenčni in izpolnjujejo spreminjajoče se industrijske zahteve.
Za avtomobilsko industrijo posebej: Shaoyi Metal Technology ilustrira ta model skalabilnosti. Njihova obratna enota ponuja natančne storitve CNC obdelave z roki dobave že enega delovnega dne za nujne prototipe, hkrati pa ohranja proizvodno zmogljivost, certifikat IATF 16949 in stroge protokole statističnega procesnega nadzora (SPC), ki jih zahtevajo avtomobilski dobaviteljski verigi. Ta kombinacija hitrosti in obsega pomeni, da se vaš partner ne bo izkazal kot premajhen, ko se projekti razvijejo od koncepta do popolne proizvodnje.
Vprašanja, ki jih je treba postaviti pred sprejetjem naročila
Pred podpisom prve naročilnice pridobite jasne odgovore na naslednja ključna vprašanja:
- Katere certifikate imate in kdaj so bili nazadnje pregledani?
- Ali lahko navedete reference od strank v moji panogi?
- Kakšna je vaša običajna roka dobave za moj obseg naročil?
- Kako obravnavate spremembe v dizajnu med proizvodnjo?
- Kakšne preverjalne zmogljivosti imate na voljo v hiši?
- Kako boste sporočali stanje projekta in morebitne težave, ki se pojavijo?
- Kaj se zgodi, če deli ne izpolnjujejo specifikacij?
Odgovori razkrivajo ne le strokovnost, temveč tudi značaj. Partnerji, ki se izogibajo vprašanjem ali preveč obetajo, bi morali vzbuditi skrbi. Tisti, ki ponudijo neposredne in natančne odgovore – vključno z iskreno priznanjem omejitev – kažejo transparentnost, ki jo uspešni odnosi zahtevajo.
Uspeh storitvenega obdelovalnega procesa končno temelji tako na kakovosti partnerstva kot na tehnični sposobnosti. Pravi partner vam prinese strokovno znanje, ki ga sami nimete, odkrije težave, preden postanejo dragocene, ter raste skupaj z vašim podjetjem. Vložite čas za preudarno izbiro partnerja in vaši obdelovalni projekti bodo prinesli želene rezultate – pravočasno, znotraj določenega proračuna in v skladu z zahtevami.
Pogosto zastavljena vprašanja o storitvenem obdelovanju
1. Kakšna je ura cena za CNC stroj?
Ura CNC obdelave običajno stane med 30 in 100 USD, odvisno od lokacije, zapletenosti stroja in obdelovanega materiala. Dejavniki, kot so zmogljivosti 5-osnih strojev, ozke tolerance in eksotični materiali, povzročajo višje cene. Stroški priprave so pogosto zaračunani ločeno in razdeljeni na število izdelanih kosov, kar naredi večje naročila bolj cenovno ugodna na kos. Nujna naročila običajno vključujejo dodatne stroške v višini 15–50 % nad standardnimi cenami.
2. Kaj pomeni obdelava?
Obdelava je odvzemanje proizvodnje, pri kateri se želene oblike ustvarjajo z odstranjevanjem nepotrebnega materiala iz večjih polizdelkov. V nasprotju s 3D tiskanjem, ki material dodaja plast po plast, obdelava uporablja vrteče rezalne orodja ali brušenja kolesa za natančno odstranjevanje materiala. CNC (računalniško številčno vodenje) obdelava avtomatizira ta proces z uporabo programskih poti orodij, kar omogoča dosledno izdelavo zapletenih delov z natančnostjo do ±0,001 palca pri kovinah, plastikah in kompozitih.
3. Koliko časa traja CNC obdelava od naročila do dobave?
Časi izdelave za storitve obdelave se razlikujejo glede na zapletenost, količino in zmogljivost obrata. Preprosti prototipi se lahko pošljejo že v 1–3 dneh iz obratov, ki ponujajo hitro izvedbo. Standardne serije običajno zahtevajo 1–3 tedne, vključno z oceno načrta, programiranjem, obdelavo in pregledom. Za zapletene dele, ki potrebujejo dodatne operacije, kot so toplotna obdelava ali anodizacija, so potrebni dodatni dnevi. Certificirani avtomobilski dobavitelji, kot je npr. Shaoyi Metal Technology, ponujajo čase izdelave do enega delovnega dne za nujne prototipe.
4. Kakšne oblike datotek sprejemajo CNC strojni obrati?
Najbolj profesionalne strojne delavnice raje uporabljajo datoteke STEP (.stp, .step) kot univerzalni standard za izmenjavo 3D modelov, ki jih lahko prebere skoraj vsak CAM program. Datoteke IGES so še naprej široko podprte za površinsko in tridimenzionalno geometrijo. 2D datoteke DXF/DWG so bistvene za ploščate dele in dodatne mere. Izvirne CAD datoteke iz SolidWorksa, Inventorja ali Fusiona 360 ohranjajo celotno načrtovno namenjenost, kadar delavnice uporabljajo ujemajočo se programsko opremo. Vedno vključite dimenzionirane PDF risbe, ki določajo dopustna odstopanja, površinske obdelave in kritične značilnosti.
5. Kako izbrati med CNC obdelavo in 3D tiskanjem?
Izberite CNC obdelavo, kadar potrebujete materialno trdnost za serijsko proizvodnjo, natančne tolerance pod ±0,005 palca, gladke površinske končne obdelave ali kovinske dele v količinah več kot 50 enot. 3D tiskanje je izjemno primerno za zapletene notranje geometrije, hitro iteracijo načrtovanja, zelo majhne količine in organske oblike, ki jih ni mogoče obdelati z orodji. Deli, izdelani s CNC, ohranjajo 100 % lastnosti izvirnega materiala, medtem ko nekateri postopki 3D tiskanja dosežejo le 10–50 % trdnosti materiala. Številna projekta koristijo od prototipiranja z 3D tiskanjem, nato pa prehoda na obdelavo z orodji za serijsko proizvodnjo.