 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Progresivno orodje za kovanje avtomobilskih delov: Priročnik za visoke količine
POVZETEK
Progresivno žigosanje z orodnim vložkom je postopek oblikovanja kovine s hitrim zaporedjem, pri katerem se neprekinjen trak kovine vnese skozi niz zaporednih postaj, pri čemer se ob vsakem udarcu prese ustvari končni del. Za avtomobilsko industrijo ta metoda predstavlja zlati standard za masovno proizvodnjo majhnih do srednjih natančnostnih komponent – kot so nosilci, električni priključki in držala senzorjev – z majhnimi dopustki (pogosto ±0,001 palca) in minimalnimi izgubami. Za razliko od prenosnega žigosanja, ki obravnava posamezne dele za večje strukturne komponente, progresivno žigosanje maksimalno poveča učinkovitost pri serijah visokih količin, kar ga naredi bistvenega za Just-in-Time (JIT) dobavne verige.
Progresivno žigosanje z orodnim vložkom: motor proizvodnje avtomobilov
V visokotlačnem svetu proizvodnje avtomobilov, kjer se letni obsegi pogosto izračunajo v milijonih enot, hitrost in doslednost niso negotovljive. Postopno žaganje predstavlja hrbtenico tega ekosistema, saj surove kovinske tuljave pretvori v končne dele s hitrostmi, ki lahko presegajo 1.000 delov na minuto. Postopek temelji na edinstvenem mehanizmu za dovajanje: neprekinjena traka kovine se odvija iz tuljave in se avtomatsko vnese v žagovalni stroj.
Znotraj žagovalnega stroja progresivna štampa deluje kot večstopenjsko orodje. Ko se trak postopoma premika, se ustavi v natančnih intervalih, kjer se hkrati na vsaki postaji izvajajo različne operacije, kot so izrezovanje, upenjanje, perforiranje, prebadanje in žiganje. Ključno je, da ostane del pripet na kovinski trak (»nosilec«) vse do zadnje postaje, kjer se loči in izvrže. Ta stalna povezava zagotavlja odlično poravnavo in nadzor v primerjavi z ročnimi metodami ter drastično zmanjša čase ciklov in stroške dela.
Za avtomobilske inženirje glavna vrednost leži v ponovljivost . Ko je progresivna kalup izdelan in preverjen, lahko proizvede milijone identičnih delov skoraj brez kakršnega koli dimenzijskega odmika. Ta zmogljivost je ključna za avtomatizirane sestavne cone, kjer lahko že odstopanje na ravni mikrona pri priključku ali nosilcu povzroči zagozditve ali okvare. Poleg tega dodatna integracija sekundarnih operacij – kot je narezovanje navojev ali vstavljanje kontaktov – neposredno v kalup (sestavljanje znotraj kalupa) še dodatno poenostavi proizvodni postopek.
Nujni avtomobilski deli, izdelani s progresivnim žigosanjem
Čeprav se velike plošče karoserije običajno izdelujejo s prenosnimi kalupi ali tandemskimi linijami, ima progresivno žigosanje prednost pri proizvodnji tisočev manjših, zapletenih delov, ki omogočajo delovanje vozila. Te komponente je mogoče kategorizirati glede na sisteme vozila, katerim pripadajo.
Komponente karoserije in nosilne konstrukcije
Konstrukcijska celovitost vozila je odvisna od številnih okrepitev, skritih za opremo. Postopno žiganje je idealno za izdelavo jeklenih delov visoke trdnosti sedežni tirniki, mehanizmi za nagib sedišča in držal varnostnih pasov . Ti deli zahtevajo obstojne mehanske lastnosti, vendar se morajo proizvajati v velikih količinah, da sledijo hitrosti sestave vozil. Druge pogoste uporabe vključujejo:
- Zaklepne kljuke in udarnike zaklepov vrat
- Komponente regulatorja oken
- Vodilne tirnice in okrepitevne nosilce
- Sestavne dele ohišij zračnih voln
Električni in EV sistemi
Ker industrija prehaja na električna vozila (EV), je povpraševanje po žganih električnih komponentah močno naraslo. Baker in mesing se žgejo v zapletene geometrije za omogočanje prevodnosti in povezljivosti. Zbiralniki , ki razporejajo moč v baterijskih paketih EV, so izjemni primer delov, ki imajo korist od natančnosti progresivnega žiganja. Ta postopek omogoča izdelavo zapletenih oblik terminalov in požiralnikov brez poškodbe občutljive površine materiala. Pomembni električni deli vključujejo:
- Nosilci priključkov in kontaktne pince
- Ohišja in pokrovi senzorjev
- Priponke varovalk in sponke relejev
- Plošče stikalnih ploščic baterij
Delov motorja in podvozja
Pod haubo morajo komponente prenesti ekstremno toploto, vibracije in korozivna okolja. Nerezna jekla in specialne zlitine se žigajo v sponke za vbrizg goriva, pokrove ventilov in toplotne ščitnike . Podvozje uporablja tudi žgane sponke zavor, nosilce senzorjev ABS in pomižne podložke za te varnostno kritične aplikacije zagotavlja usklajen tok zrna pri procesu žigosanja, da deli ohranijo svojo strukturno celovitost ob cikličnem obremenjevanju.
Napredno kalupno žigosanje proti prenosno kalupno žigosanje: Izbira prave metode
Eden izmed najpomembnejših odločitev za vodjo avtomobilskega nabave je izbira prave metode žigosanja. Čeprav je napredno žigosanje močno, ni universalna rešitev. Izbira se pogosto zreducira na velikost, geometrijo in količino dela.
| Značilnost | Progresivno štampovanje | Žiganje z transferno matrico |
|---|---|---|
| Obdelovanje delov | Del ostaja pritrjen na kovinski trak do konca. | Del je najprej prerezan (izrezan), nato premaknjen s strani mehanskih prstov. |
| Idealna velikost dela | Majhni do srednji (npr. priključki, nosilci). | Veliki (npr. prečni nosilci, okvirji, globoki ovoji). |
| Proizvodnja hitrost | Zelo visoka (neprekinjen cikel). | Zmerna (omejena s hitrostjo prenosnega mehanizma). |
| Stroški orodja | Višja začetna naložba (zapleten posamezni orodij). | Spremenljivo, vendar pogosto višji stroški na kos zaradi počasnejše hitrosti. |
| Najbolj Prilostovit Za | Delovniki visokih volumnov s kompleksnimi deli in tesnimi tolerancami. | Globoko vlečeni deli ali veliki strukturni elementi. |
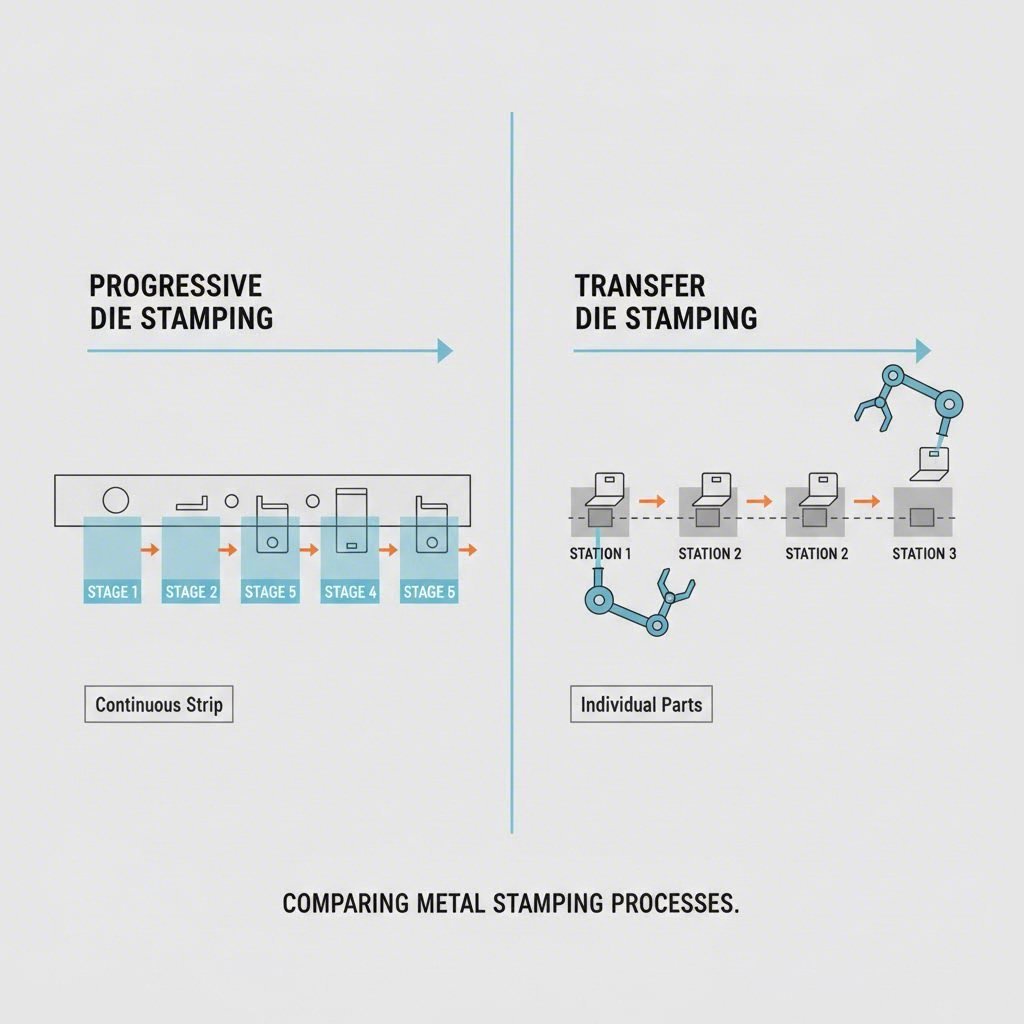
Progresivno štampovanje je jasen zmagovalec pri manjših delih, ki zahtevajo visoke hitrosti proizvodnje in stroge tolerance. Pristop »trak« odpravi potrebo po zapletenih prenosnih mehanizmih in zmanjša možnost napačne poravnave delov. Vendar ne more dobro obravnavati operacij globokovlečenja (kjer globina dela presega njegov premer), ker trak omejuje tok materiala.
Žiganje z transferno matrico , nasprotno, je nujen za večje dele, kot so ročice ovinka za ovinko ali oljne mize. Ker se del takoj loči od traku, ga je mogoče svobodno premikati – obračati ali nagibati – med postajami. To omogoča globlje vleke in bolj zapletene oblikovalne operacije, ki bi v sistemu naprednega orodja povzročile raztrganje traku.
Izbira materiala za avtomobilsko zmogljivost
Univerzalnost progresivnega žigosanja omogoča proizvajalcem delo z raznolikim naborom materialov, pri čemer je vsak izbran glede na določene kriterije zmogljivosti v avtomobilskem okolju.
Visoko trdna jekla z nizko zlitino (HSLA) je delovni konj za strukturne in varnostne komponente. Ponuja odličen razmerje med trdnostjo in težo, kar ga naredi ključnega za dele, ki zagotavljajo varnost pri trčenju, kot so okrepljenja za blatnike in nosilci stebrov. Žigosanje teh zakalenih materialov zahteva robustno orodje iz karbida ali visokokakovostnih orodnih jekel, da se prepreči predčasno obrabljanje.
Aluminijaste je vedno bolj ugoden za ukrepe lajšanja, s ciljem izboljšave porabe goriva in dosega električnih vozil (EV). Čeprav aluminij zaradi odporna (vrne se v prvotno obliko po upogibanju) bolj kot jeklo, napredne konstrukcije progresivnih kalibr premagujejo to težavo z nadmernim upogibanjem. Pogoste uporabe vključujejo toplotne ščite, nosilce in dekorativne dele.
Med enako in bronz so nujni za elektrificirano prihodnost vožnje. Njihova odlična električna prevodnost jih uvršča za standard pri priključkih, konektorjih in zbiralnikih. Pri naprednem žiganju se ti mehki kovini lahko oblikujeta s hitrimi postopki, vendar je treba paziti na ravnanje s odpadkom in preprečevanje poškodb površine.
Kakovostni standardi in strateško nabavljanje
V avtomobilskem dobavnem verigi je kakovost urejena z veliko strogi globalnimi standardi, najpomembnejši med njimi je IATF 16949 ta certifikacija zagotavlja, da ima dobavitelj žigov izdelkov učinkovite sisteme kakovosti, ki so osredotočeni na preprečevanje napak in zmanjšanje razlik. Pri izbiri partnerja morajo inženirji išči zmogljivosti, ki segajo dlje od osnovnega žiganja, kot so vgrajeni vizualni sistemi, ki pregledajo 100 % delov za ključnimi dimenzijami.
Pogosta težava za proizvajalce avtomobilov je iskanje dobavitelja, ki lahko premosti vrzel med začetnim načrtovanjem in serijsko proizvodnjo. Medtem ko nekatere delavnice sprejmejo le ogromne naročila, prilagodljivi partnerji, kot so Shaoyi Metal Technology ponujajo celovite rešitve za kovanje, ki se raztezajo od hitrega izdelovanja prototipov do visokokapacitetne proizvodnje. S pomočjo natančnosti, certificirane po IATF 16949, in kovinskih zmogljivosti do 600 ton, lahko dobavijo kritične komponente, kot so vodila rok in podokvirji, hkrati sledijo globalnim standardom OEM. Ta prilagodljivost omogoča inženirjem, da preizkusijo svoje konstrukcije s prototipno serijo, preden se odločijo za težko orodje, potrebno za proizvodnjo milijonov delov.
Na koncu je prava odločitev pri izvajanju dobave uravnoteženje med ceno na kus in tveganjem. Domaci dobavitelj lahko ponudi hitrejšo komunikacijo, a uveljavljen mednarodni partner z certifikati IATF pogosto ponuja pomembne prednosti v stroških, ne da bi pri tem ogrozil kakovost materiala ali roke dobave.

Zaključek: Pogon učinkovitosti v avtomobilski proizvodnji
Postopno žaganje ostankov ostaja ključna tehnologija za avtomobilsko industrijo, ki omogoča masovno proizvodnjo kompleksnih, trdnih in natančnih komponent, ki jih zahtevajo moderni vozila. Od električnih priključkov v bateriji EV do nosilcev visoke trdnosti za sedež, ta postopek zagotavlja merilo in cenovno učinkovitost, potrebno za nemoten tek proizvodnih linij. Za nabavne ekipe in inženirje je razumevanje mehanike, omejitev materialov in standardov dobave tega postopka bistvenega pomena za optimizacijo avtomobilske oskrbovalne verige ter zagotavljanje kakovosti vozil.
Pogosta vprašanja
1. Kakšna je razlika med postopnim žaganjem ostankov in prenosnim žaganjem?
Glavna razlika je v načinu rokovanja s kosom. Pri postopku progresivnega žaganja kosi ostanejo pritrjeni na neprekinjen trak, medtem ko se premikajo skozi različne postaje. Pri prenosnem žaganju se kosi najprej odrežejo iz traku in nato mehansko premikajo (prenosijo) iz postaje v postajo. Progresivni postopek je na splošno hitrejši in bolj primeren za majhne kose, prenosni postopek pa za večje, globlje vlečene kose.
2. Kateri materiali se najpogosteje uporabljajo pri progresivnem žaganju za avtomobile?
Pri žaganju avtomobilskih delov se pogosto uporablja visoko trdno nizko zlitino jeklo (HSLA) za strukturne dele zaradi njegove vzdržnosti. Aluminij se široko uporablja za lajšanje komponent, kot so toplotni ščiti in nosilci. Baker in mesing sta standardna materiala za električne komponente, kot so priključki in zbiralniki, zaradi njune visoke prevodnosti.
3. Zakaj je certifikat IATF 16949 pomemben za dobavitelje žaganih delov?
IATF 16949 je mednarodni standard za kakovostno upravljanje, ki je namenjen posebej avtomobilski industriji. Zagotavlja, da dobavitelj pločevine sledi strogi preprečevanju napak, zmanjševanju odpadkov in neprestanim izboljšavam. Naročanje pri dobavitelju, certificiranem po IATF, je pogosto obvezni predpogoj za OEM-je, da se zagotovi varnost in zanesljivost delov.