 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Spletni laserjski storitveni procesi razloženi: od priprave datotek do brezhibnega končnega reza

Kaj spletni laserji pomenijo za sodobne izdelovalce
Ste se kdaj spraševali, kako majhna podjetja izdelujejo tiste popolnoma izrezane akrilne napočne tablice ali zapletene kovinske nosilce, ne da bi imela draga strojna oprema? Odgovor leži v spletnih storitvah laserjnega rezanja in graviranja – digitalna proizvodna revolucija, ki spreminja način, kako naša oblikovanja postajajo resnična.
Kratek zaključek, spletne laserne storitve vam omogočajo nalaganje digitalne oblikovne datoteke, izbiro želenega materiala ter prejem natančno izrezanih ali graviranih delov, dostavljenih na vaš prag. Ni potrebe po lastni opremi. Ni strme učne krivulje. Samo vaša kreativnost, pretvorjena v otipljive izdelke.
Od industrijskih tal do vaše mize
Laserjeva rezalna tehnologija je nekoč obstajala izključno na industrijskih tovarniških tleh. Te visoko močne naprave so zahtevale znatna kapitalska vlaganja, specializirane operaterje in posvečene objekte z ustrezni sistemi prezračevanja. Desetletja so le veliki proizvajalci lahko privoščili to natančno rezalno zmogljivost.
Ta pokrajina se je dramatično spremenila. Glede na Steelway Laser Cutting danes večina proizvajalcev nima sredstev ali virov za nakup in vzdrževanje naprednih laserjih rezalnih naprav v lastni lasti. Ta dejstvo je sprožilo nastanek specializiranih storitvenih ponudnikov, ki zapirajo vrzel med industrijsko zmogljivostjo in dostopno proizvodnjo.
Kaj to pomeni za vas? Ali ste hobijist, ki izdelujete izvirno nakit, majhna podjetja, ki proizvajajo blagovno označeno blago, ali pa podjetje, ki izdeluje prototipe novih izdelkov – strokovne laserne rezalne in gravirne storitve so sedaj dosegljive.
Digitalna revolucija v proizvodnji
Transformacija sega dlje kot le dostopnost—temeljno je spremenila način izdelave. Tradicionalni kovinski rezalniki fizično režejo skozi material z neposrednim stikom kovine z ustreznim materialom. Laserne rezalnice delujejo drugače. Osredotočen laserji žarek segreva in izpareva material z mikroskopsko natančnostjo ter pusti čiste robove brez odvečnih odpadkov ali neželenih sprememb.
Ta digitalni pristop omogoča hitrejši prehod od zamisli do končnega izdelka. Razmislite o tradicionalnem proizvodnem procesu: morali bi najti lokalnega izdelovalca, dogovoriti se za posvetovanja, počakati na ponudbe in pogosto izpolniti minimalne zahteve glede količine naročila. Spletne laserne rezalnice popolnoma odpravijo te ovire.
Postopek izkorišča datoteke računalniško podprtega načrtovanja (CAD), ki vsebujejo natančne specifikacije. Ko so te navodila pregledana, se neposredno pošljejo na naprave s številčno računalniško krmiljenjem (CNC). Rezultat? Deli, ki se ponavljajo z natančnimi specifikacijami, ne glede na zapletenost načrta.
Kako delujejo spletne laserjske storitve
Razumevanje, kaj je lasersko rezanje v spletnem kontekstu, se začne z delovnim procesom. Platforme, kot je Sculpteo , so poenostavile postopek v preproste korake:
- Naložite svojo vektorsko datoteko – Vaš dizajn določa navodila za lasersko napravo za rezanje
- Nastavite svoj dizajn – Izberite material, merilo in navedite, katere črte naj bodo za rezanje ali graviranje
- Samodejna pregled datoteke – Spletna orodja zaznajo in popravijo pogoste napake
- Prejmite takojšnje cene – Ponudbe se samodejno prilagajajo, ko izbirate
- Proizvodnja in dostava – Prejmete natančno izrezane dele že v nekaj dneh
Ni minimalnih količin za naročilo. Ni naložb v opremo. Samo spletni dostop do laserskega rezanja na industrijski ravni.
Vsestranskost spletnih storitev laserskega rezanja zajema številne aplikacije. Arhitekti jih uporabljajo za dekorativne zaslone in konstrukcijske povezovalne plošče. Oblikovalci nakita ustvarjajo zapletene ušesne sponke in obeske. Inženirji izdelujejo prototipe po meri izdelanih nosilcev in sestavov. Skupna nit? Vsi koristijo od natančnosti, ki bi bila z tradicionalnimi izdelovalnimi metodami nemogoča ali prekako draga.
V tem vodniku bomo razložili vsak vidik spletnih laserjskih storitev – od razumevanja različnih laserjskih tehnologij in njihovih primernih materialov do pravilne priprave vaših oblikovalskih datotek. Spoznali boste, kako deluje cenovna politika, kdaj izbrati storitve namesto lastništva opreme in kako odpravljati pogoste težave s kakovostjo. Na koncu boste pridobili osnovno znanje, da boste svoj naslednji projekt rezanja z laserjem izvedli z zaupanjem.

Razumevanje vrst laserjske tehnologije in njihove uporabe
Zdaj, ko razumete kako delujejo spletne laserjske storitve , najprej raziskajmo tehnologijo, ki omogoča te zmogljivosti. Vsi laserji niso enaki – vsaka vrsta se izjemno dobro ujema z določenimi nalogami in materiali. Izbor napačne laserjske tehnologije lahko povzroči slab rezultat, izgubo materiala in frustrirajoče zamude pri projektih.
Na trgu prevladujejo štiri glavne vrste laserjev: CO2-laserji, vlaknasti laserji, diodni laserji in Nd:YAG-laserji. Razumevanje njihovih razlik vam pomaga izbrati ustreznega ponudnika storitev ali opremo za vaše specifične potrebe.
POJASNJENO: CO2-laserji
Predstavljajte si tehnologijo, izumljeno leta 1964, ki še vedno vodi sodobno proizvodnjo. To je CO2-laser – plinski sistem, ki ostaja osnovni orodje za rezanje in graviranje nepremičnin.
Kako deluje? Naprava za graviranje z CO2-laserjem uporablja plinsko mešanico, sestavljeno predvsem iz ogljikovega dioksida, dušika in helija. Ko električni tok vzbudi to mešanico, molekule CO2 oddajajo infrardečo svetlobo z valovnimi dolžinami okoli 10.600 nanometrov. Ta valovna dolžina se izjemno dobro absorbira v organskih materialih, kar jo naredi idealno za les, akril, usnje, tkanino, steklo in papir.
Po OMTech cO2-laserji dosežejo razmerja izhodne moči proti črpni moči do 20 %, kar zagotavlja brezprimerni učinek pri natančnih rezalnih aplikacijah. Ponujajo hitrosti graviranja do 500 mm/s in lahko prerežejo materiale, kot so les debeline do 0,61 palca in akril debeline do 1 palca.
Vsestranskost ima svojo ceno. Sistemi za CO2 običajno segajo od 500 USD za začetniške hobijalne naprave do 60.000 USD za industrijsko opremo. Prav tako zahtevajo redno vzdrževanje – vključno z menjavo cevi za CO2 – in porabljajo več energije kot drugi tipi laserjev. Vendar pa se za podjetja, ki se osredotočajo na nemetalne materiale, naložba izplača s hitrostjo in kakovostjo.
Prednosti vlaknastega lasera za obdelavo kovin
Ko vaš projekt vključuje jeklo, aluminij, mesing ali druge kovine, postanejo vlaknasti laserji očitna izbira. Ti sistemi na trdnem stanju ustvarjajo lasersko svetlobo prek optičnih vlaken, dopiranih z redkimi zemeljskimi elementi, kot sta iterbij ali erbij.
Zakaj so vlaknasti laserji nadrejeni pri obdelavi kovin? Njihova valovna dolžina 1064 nm je popolnoma primerna za absorpcijo kovin. Medtem ko CO2 laserji težko režejo odsevne kovinske površine, vlaknasti laserji z izjemno učinkovitostjo režejo nerjavnega jekla, aluminija in bakra. Dosežejo hitrosti označevanja do 7.000 mm/s – kar je znatno hitreje kot alternativni CO2 laserji.
Poleg hitrosti fiberni laserji ponujajo praktične prednosti, ki so pomembne za proizvodne okolja:
- Dolgotrajše življenje – Povprečni čas do odpovedi presega 100.000 ur
- Nižje stroške vzdrževanja – Brez plinskih cevi ali ogledal, ki jih je treba zamenjati
- Energetska učinkovitost – Višji električni pretvorbeni koeficienti kot pri CO₂ sistemih
- Kompaktna zasnova – Manjša površina namestitve z lastnostmi, kot je samodejno fokusiranje
Kaj pa kompromis? Fiberni laserji odlično delujejo na kovinah, a imajo težave z organskimi materiali, kot so les in usnje. Če vaši projekti zajemajo obe kategoriji materialov, boste verjetno potrebovali dostop do več vrst laserjev – ali pa dvolaserjski sistem, ki združuje fiberno in diodno tehnologijo.
Diodni laserji za začetnike
Zdi se zapleteno? Za hobijiste in začetnike diodni laserji predstavljajo najlažji vhod v svet laserskega graviranja. Ti kompaktni sistemi uporabljajo polprevodniške materiale za ustvarjanje laserske svetlobe – podobno kot tehnologija v laserskih kazalcih, a bistveno močnejšo.
Diodni laserski gravirji običajno stanejo od 150 do 2.000 dolarjev, zaradi česar so primerni za domače delavnice. Njihove kompaktne velikosti - nekatere tehtajo le 100 gramov z toploti - se zlahka prilegajo na vsako delovno mizo. Energijska učinkovitost je med 30-50% in višja od alternativnih virov CO2, pri čemer so operativni stroški obvladljivi.
Kaj lahko dosežeš z diodnim laserjem? Ti sistemi učinkovito urejajo graviranje na les, usnje, papir in nekatere nepromenljive akrilne materiale. Posebni modeli diod lahko označijo celo kovine, kot sta nerjaveč jeklo in aluminij. Vendar omejitve moči običajno 1W do 20W omejujejo globino rezanja in hitrost v primerjavi z alternativami CO2 ali vlaken.
Po xTOOL , so diodni laseri primerni, kadar se pri nižjih hitrostih uporabljajo predvsem les in usnja. Za debele materiale se pričakujejo večkratni prehodi za doseganje rezov, ki bi jih stroj za lasersko grajanje CO2 dokončal v enem.
Poleg teh treh osnovnih vrst za specializirane aplikacije včasih zahtevajo dodatne tehnologije. UV-laserji delujejo pri valovni dolžini 355 nm in ustvarjajo oznake s foto-kemičnimi reakcijami namesto s toploto – kar je idealno za občutljive materiale, ki zahtevajo minimalno toplotno poškodbo. Nd:YAG-laserji ponujajo visoko kakovost žarka za natančno industrijsko rezanje, vendar njihove zahtevne vzdrževalne potrebe in višji obratovalni stroški omejujejo njihovo široko uporabo.
Primerjava laserjskih tehnologij
Pri ocenjevanju možnosti – ne glede na to, ali izbirate spletno storitev ali kupujete opremo – vam ta primerjava pomaga prilagoditi tehnologijo vašim specifičnim zahtevam:
| Vrsta laserja | Najboljše materialne | Tipično območje moči | Skupne aplikacije | Relativna cena |
|---|---|---|---|---|
| Co2 laser | Les, akrilik, usnje, steklo, tkanina, papir | 30 W – 150 W (za domačo rabo), do 400 W (za industrijsko rabo) | Označevanje, arhitekturni modeli, izvirni darili, rezanje tekstila | 500 $ – 60.000 $ |
| Vlaken laser | Jeklo, aluminij, mesing, baker, trde plastične mase | 20 W – več kot 100 W za označevanje/graviranje | Označevanje kovin, industrijski deli, nakit, avtomobilske komponente | Podobno kot CO2 za začetnike; draga za industrijsko raven |
| Diodni laser | Les, usnje, papir, nekateri plastični materiali, prevlečeni kovinski materiali | 1 W – 20 W | Hobi projekti, personalizacija, proizvodnja v majhnem obsegu | 150 $ – 2.000 $ |
| Nd:YAG Laser | Kovine, keramika, specializirani industrijski materiali | Spremenljivo (industrijske specifikacije) | Natančno industrijsko rezanje, varjenje, vrtanje | Visoka (industrijska oprema) |
Opazite, kako združljivost z materiali določa izbiro tehnologije? Ta odnos postane še pomembnejši, kadar upoštevamo omejitve debeline, zahteve glede kakovosti robov in potrebe po hitrosti proizvodnje. Razumevanje teh dejavnikov vam pomaga učinkovito komunicirati s ponudniki storitev – in oceniti, ali njihove zmogljivosti ustrezajo zahtevam vašega projekta.
Predstavljajte si izbiro tehnologije laserskega nivoja kot prilagajanje orodij nalogam. Za končno lesno obdelavo ne bi uporabili kladiva. Podobno poskus metalnega rezanja z CO2 laserjem ali graviranja lesa z vlaknastim sistemom povzroči podoptimalne rezultate, ne glede na kakovost opreme.
Ko so osnove laserske tehnologije pokrite, se postavi naslednje ključno vprašanje: s katerimi materiali delujejo posamezni laserji in zakaj? Odgovor vključuje več kot preproste tabele združljivosti – zahteva razumevanje tega, kako se različni materiali medsebojno učinkujejo z laserskimi valovnimi dolžinami in močmi.
Vodnik za izbiro materialov za lasersko rezanje in graviranje
Izbrali ste svojo lasersko tehnologijo – sedaj sledi enako pomembna odločitev: katere materiale boste rezali ali gravirali? Združljivost materialov določa ne le uspeh vašega projekta, temveč tudi kakovost robov, hitrost obdelave ter celo varnost na delovnem mestu.
Predstavljajte si izbiro materiala kot prilagajanje sestavin načinom priprave. Ne bi žarili sladoleda v globokem olju (vsaj ne brez posebne priprave). Podobno poskušanje rezanja aluminija z CO2 lasersko napravo ali obdelave PVC-ja z katero koli lasersko napravo povzroči razočarajoče ali celo nevarne rezultate.
Kompatibilnost kovin in vlaknenih laserjev
Vlaknene laserske naprave prevladujejo pri obdelavi kovin, ker se njihova valovna dolžina 1064 nm učinkovito absorbira v kovinske površine. Vendar se vse kovine pod laserskim žarkom ne obnašajo enako. Razumevanje teh razlik vam pomaga postaviti realistična pričakovanja in izbrati ustrezne storitvene ponudnike.
Po Accurl , vlaknene laserske rezalne naprave lahko obdelujejo impresivne debeline, odvisno od moči. Spodaj je navedeno, kaj dosežejo različne konfiguracije moči pri obdelavi pogosto uporabljanih kovin:
- Ogljikova jeklena litina – Vlaknena laserska naprava z močjo 1000 W reže do debeline 10 mm; povečanje moči na 6000 W omogoča rezanje do debeline 25 mm
- Nerjavnega jekla – Pri moči 1000 W je največja debelina 5 mm; pri moči 6000 W je za rezanje nerjavnega jekla največja debelina do 20 mm
- Aluminijaste – Pričakujte največ 3 mm pri 1000 W, kar se poveča na 15 mm pri 6000 W
- Bakrom – Težje je zaradi odsevnosti; pri 1000 W se doseže 3 mm, pri 6000 W pa 8 mm
Kaj vpliva na te meje? Ključno vlogo igrajo gostota materiala in toplotna prevodnost. Višja gostota in talilna temperatura nerjavnega jekla zahtevata več energije kot aluminij. Izjemna toplotna prevodnost bakra hitro razprši toploto, zato so za dosego enake debeline reza potrebni višji močni nivoji.
Za natančno obdelavo tanjših materialov – kot so ohišja elektronskih naprav ali sestavni deli za nakit – se vlaknene laserje izkazujejo kot izvirni izbor za lističe debeline manj kot 1 mm. Zelo majhna širina reza (pot reza) omogoča zapletene oblike, ki jih ni mogoče doseči z tradicionalnimi metodami izdelave.
Organski materiali za obdelavo z CO₂-laserjem
Pri prehodu na organske materiale postane CO₂-laser vaš glavni orodje. Njegova valovna dolžina 10 600 nm se izjemno dobro absorbira v ogljikovo vsečnih snoveh, kar omogoča čiste reze in ostre gravure.
Pogosti materiali, primerni za obdelavo z CO₂-laserjem, vključujejo:
- Les in furnir – Projekti iz lesa, izrezani z laserjem, segajo od dekorativnih oznak do funkcionalnih prototipov; plošče iz furnirskih desk 4x8 se dobro uporabljajo za večje arhitekturne modele
- Akril in plexiglas – Akrilne plošče se lepo režejo in imajo polirane, s plamenom obdelane robove; akril, izrezan z laserjem, je priljubljen za oznake, izložbene elemente in nakit
- Usnje – Pravi in umetni usnjeni materiali se gravirajo z izjemno podrobnostjo za izdelavo po meri izdelanih dodatkov
- Papir in karton – Zapletene povabilnice za poroke, prototipi embalaž, umetniški predmeti
- Tkanina – Bombaž, felt in poliester se čisto režejo brez razvlaknjenih robov
- Steklo – Samo graviranje (ne rezanja); CO₂-laserji ustvarjajo matirane površinske učinke, vendar je za rezanje steklenih oblik še vedno potreben tradicionalen steklarski nož
Omejitve debeline se razlikujejo glede na gostoto materiala. Plošče iz plexiglasa do debeline 25 mm se uspešno režejo na industrijskih CO₂-sistemih, medtem ko les običajno doseže največjo debelino okoli 15 mm za čiste enoprelazne reze. Debelejše materiale je treba rezati v več prehodih ali z drugimi metodami obdelave.
Kakovost materiala je zelo pomembna. Trdna lesena masa z enotno letvico daje napovedljivejše rezultate kot vozlasti ali smolasti les. Lito akrilno steklo zagotavlja nadpovprečno kakovost roba v primerjavi z iztiskanimi alternativami. Ko naročate materiale za laserne projekte , navedite možnosti za uporabo s sistemom za lasersko rezanje, kadar so na voljo.
Materiale, ki jih je treba izogibati
Določeni materiali nikoli ne smejo vstopiti v lasersko rezalno napravo – ne zato, ker jih ni mogoče razrezati, temveč zato, ker postopek ustvarja resne nevarnosti.
Ključno varnostno opozorilo: PVC (polivinilklorid) pri laserskem rezu sprošča strupen klorov plin. Ta plin škoduje tako človeškemu dihalnemu sistemu kot tudi komponentam laserske opreme. Nikoli ne obdelujte PVC-ja, vinila ali materialov, ki vsebujejo klorove spojine, v nobenem laserskem sistemu.
Glede na navodila podjetja Xometry polikarbonat povzroča različne, a enako problematične težave. Namesto čistega rezanja se polikarbonat stali in ustvarja nekakovitne robove ter predstavlja potencialno nevarnost požara. Če je za vašo uporabo potreben polikarbonat, razmislite o alternativnih metodah izdelave ali zamenjavi z akrilom, kjer to dovoljujejo njegove lastnosti.
Dodatni materiali, pri katerih je treba biti previden:
- ABS kovina – Pri segrevanju tvori cianidne spojine; lasersko obdelavo je treba popolnoma izogibati
- HDPE in polipropilen – Se namesto rezanja stali; robovi ostanejo lepljivi in neprofesionalni
- Steklovina – Sprošča škodljive delce; če se obdeluje, je potrebna specializirana filtracija
- Prelivani ali obdelani materiali – Neznani premazi lahko vsebujejo klor ali druge nevarne spojine
Če niste prepričani o varnosti materiala, zahtevajte varnostni list materiala (MSDS) pred obdelavo. Uveljavljene spletne storitve laserske obdelave vzdržujejo sezname prepovedanih materialov in bodo zavrnile naročila, ki vključujejo nevarne snovi – s tem zaščitijo tako svojo opremo kot tudi vašo varnost.
Razumevanje združljivosti materialov predstavlja temeljno znanje za uspešne laserske projekte. A tudi z izbiro popolnih materialov so vaši rezultati močno odvisni od še enega ključnega dejavnika: kako pripravite in oblikujete svoje načrtovne datoteke za lasersko obdelavo.
Priprava vaših načrtovnih datotek za spletne laserske storitve
Izbrali ste ustrezno lasersko tehnologijo in združljive materiale – sedaj pa sledi korak, pri katerem večina projektov uspe ali spodleti: priprava datotek. Čudovit načrt ni nič vreden, če laser ne more pravilno razumeti vaših navodil. Razlika med zavrnjeno datoteko in brezhibno rezino pogosto leži v razumevanju tega, kar laserski sistemi dejansko potrebujejo od vaših digitalnih načrtov.
Predstavljajte si svojo načrtovno datoteko kot recept. Laserski stroj je izjemno natančen kuhar, a sledi navodilom dobesedno. Pošljete li nejasen ali slabo oblikovan recept, boste dobili nepričakovane rezultate – ali pa se vaša naročila sploh ne bodo sprejela.
Datotečni formati, ki jih storitve sprejmejo
Spletni storitve laserskega rezanja, kot so Xometry in SendCutSend, sprejemajo različne formati datotek, vendar ne vsi formati služijo istemu namenu. Razumevanje tega, zakaj določeni formati delujejo, vam pomaga izogniti se nadležnim zavrnitvam.
Po American Laser Cutter , najpomembnejši zahtevek je predložitev vektorskih datotek namesto rasterskih slik. To pomeni naslednje:
| Oblika datoteke | Vrsta | Najbolj primerni primer uporabe | Ključne razprave |
|---|---|---|---|
| SVG | Vektorski | Obris rezanja in graviranja | Merkljiv brez izgube kakovosti; široko združljiv |
| DXF | Vektorski | Natančni rezalni poti | Industrijski standard za na CAD-u temelječe oblikovanje; odličen za tehnično delo |
| Al | Vektorski | Profesionalno oblikovalsko delo | Izvirni format Adobe Illustratorja; ohranja sloje in nastavitve |
| Vektorski (če je pravilno izvožen) | Univerzalno deljenje | Mora vsebovati dejanske vektorske poti—ne vdelanih slik | |
| PNG/JPG | Raster | Graviranje fotografij in zapletenih slik | Ne more biti uporabljen za rezanje; ločljivost vpliva na kakovost |
Zakaj so vektorski formati tako pomembni? Rasterne slike, kot so JPEG in PNG, so sestavljene iz pikslov—majhnih pobarvanih kvadratkov, ki na zaslonu izgledajo ostri, vendar ne vsebujejo nobenih podatkov o potih. Laser ni sposoben slediti mreži pikslov; za delovanje potrebuje določene črte, po katerih lahko sledi. Vektorske datoteke matematično opisujejo oblike kot točke in krivulje ter laserju zagotavljajo natančne koordinate, po katerih naj sledi.
Za laserjsko graviranje lesa ali izdelavo laserjsko graviranih steklenih predmetov rasterne slike delujejo, saj laser zapolni površine z vzorčnimi opeklinami. Vendar so za vsako operacijo rezanja ali natančno graviranje kontur vektorske datoteke nujne.
Pravila oblikovanja za čiste reze
Poleg vrste datoteke več načel oblikovanja določa, ali se vaš projekt čisto prereže ali pa prinese razočarajoče rezultate.
Kompenzacija reza
Vsak laserski žarek ima širino—običajno od 0,1 mm do 0,3 mm, odvisno od naprave in nastavitev. Ta širina reza, imenovana tudi »kerf«, odstrani material iz vašega načrta. Če načrtujete kvadrat s stranico 50 mm, bo končni del nekoliko manjši, saj je laser na vseh straneh izpareval material. Za natančne prikljupe ali medsebojno zapirajoče se dele premaknite rezalne črte navzven za polovico širine »kerf«.
Najmanjše velikosti elementov
Laserjski sistemi imajo fizične omejitve glede najmanjše velikosti, ki jo zanesljivo lahko prerežejo. Notranji vogali ne morejo biti popolnoma ostri—bodo imeli radij, ki ustreza premeru laserskega žarka. Besedilo z višino manj kot 3 mm pogosto postane neberljivo. Luknje, manjše od debeline vašega materiala, se morda ne bodo čistо prerezale. Pri integriranih načrtovnih projektih z drobnimi podrobnostmi preverite najmanjše zahteve glede elementov pri svojem ponudniku storitev.
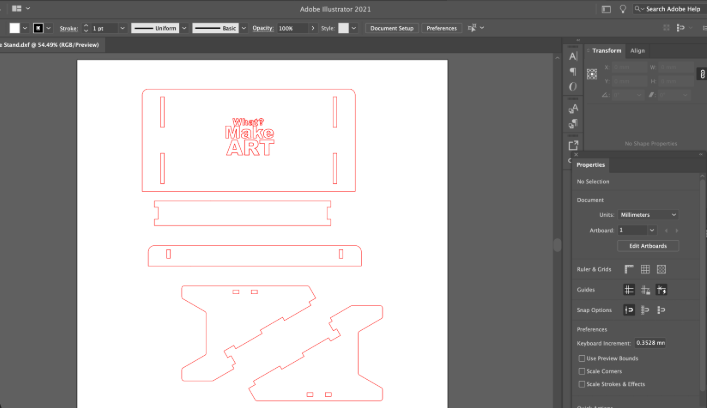
Debelina črt in ločitev plastmi
Skladen način organizacije črt preprečuje zmedo med obdelavo. Standardni pristop uporablja barvno kodiranje:
- Rdeče črte – Rezalne poti (laser popolnoma prereže skozi)
- Modre črte – Poti za rezanje (označevanje površine z lahko sledjo)
- Črno polnilo – Površine za graviranje
Ta konvencija deluje v večini programske opreme za laser, vključno z LightBurn. Pri kombiniranem graviranju in rezanju lesa ločitev teh operacij na ločene sloje zagotavlja, da jih naprava izvede z ustreznimi nastavitvami moči in hitrosti.
Preprečevanje dragih napak v datotekah
Določene napake se ponavljajo v zavrnjenih datotekah. Če vnaprej veste, kaj preveriti pred oddajo, prihranite čas in preprečite nepotrebne naročila.
- Zaprite vse poti – Odprte črte povzročajo nepopolna rezi. Vsaka oblika, ki naj bi bila izrezana, mora tvoriti zvezno, zaprto zanko brez razmikov med začetnimi in končnimi točkami.
- Odstranite podvojene črte – Prekrivajoče se poti povzročajo, da laser dvakrat izvede rez na istem mestu, kar lahko povzroči preburevanje materiala ali pojav črnih, opeklih robov.
- Pretvorite besedilo v orise – Pisave je treba pretvoriti v poti, da jih rezalnik bere kot oblike. V nasprotnem primeru manjkajoče pisave v proizvodnem sistemu povzročijo izginjanje besedila ali napačno nadomestitev.
- Preverite merilo in enote – Oblikovanje v dejanski velikosti 1:1. Krožnica s premerom 100 mm mora v vaši datoteki meriti točno 100 mm. Preverite, ali vaš program uporablja dosledne enote – mešanje palcev in milimetrov povzroča napačne dimenzije.
- Odstranite skrite predmete – Vdelane slike, neuporabljene plastke ali predmeti zunaj vaše risalne površine lahko zmedejo programske orodja za obdelavo ali nepotrebno povečajo zapletenost datoteke.
- Poenostavite zapletene krivulje – Preveliko število sidrnih točk upočasni obdelavo in lahko povzroči pregrevanje materialov. Gladke krivulje z manj vozlišči dajejo enake rezultate učinkoviteje.
- Predogled pred oddajo – Zagnite svoj dizajn v načinu predogleda v programu za lasersko rezanje, da preverite, ali so poti reza pravilno prikazane in ali ne obstajajo nepričakovani elementi.
Po Craft Closet , preizkus na odpadnem materialu pred izvedbo končnega projekta prepreči pokvarjenje kakovostnega materiala – ta praksa velja tako pri uporabi možnosti preverjanja (proofing) storitve na spletu kot tudi pri uporabi lastne opreme.
Možnosti programskih orodij za pripravo datotek
Za ustvarjanje datotek, pripravljenih za lasersko obdelavo, ne potrebujete dragih profesionalnih programov. Možnosti obstajajo za vsako proračunsko raven:
Profesionalni orodja
- Adobe Illustrator – Industrijski standard za vektorsko oblikovanje; odlična natančnost in možnosti izvoza
- Fusion 360 – Na voljo kot Fusion 360 brezplačno za hobijiste in začetnike; združuje CAD-modeliranje z izvozom v format DXF za lasersko rezanje
- CorelDRAW – Priljubljeno med uporabniki CO₂-laserjev; močne funkcije za urejanje vektorjev in postavitev
Brezplačne alternativne rešitve
- Črnilni papir – Polno funkcionalen vektorski urejevalnik; izvaža datoteke SVG in DXF, primerne za vse storitve laserske obdelave
- LightBurn – Plačljiv program, a ponuja preizkusno različico; posebej zasnovan za lasersko obdelavo z vgrajenim upravljanjem plasti za rezanje/graviranje
- LaserGRBL – Popolnoma brezplačen program za lasersko obdelavo; dobro deluje z diodnimi laserji na osnovi GRBL za graviranje
Kateri koli program izberete, ostanejo načela nespremenjena: zaprte poti, pravilno skaliranje, organizirane plasti in čista vektorska geometrija. Obvladajte te osnove in vaše datoteke bodo uspešno obdelane, ne glede na to, katero spletno lasersko storitev izberete.
Ko imate pravilno pripravljene datoteke, ste pripravljeni predložiti svoj projekt – vendar kako ocenite, ali je ponujena cena poštena? Razumevanje dejavnikov, ki določajo stroške laserskih storitev, vam pomaga sprejeti informirane odločitve in optimizirati svoje načrte za učinkovitost glede na proračun.
Razvozlanje cen laserskih storitev in dejavnikov, ki vplivajo na ceno
Vaše načrtovne datoteke so pripravljene. Izbrali ste material. Zdaj pa se postavi vprašanje, na katerega vsi želijo dobiti odgovor, vendar ga le malo storitev jasno razloži: koliko bo to dejansko stalo? Razumevanje stroškov laserskega rezanja ni povezano z izviranjem cenikov – gre za prepoznavanje spremenljivk, ki jih lahko nadzirate, in načina, na katerega vsaka odločitev vpliva na vaš končni račun.
Za razliko od nakupa izdelkov s polic, se cene laserskih storitev temeljijo na matriki medsebojno povezanih dejavnikov. Spremenite eno spremenljivko in druge se ustrezno premaknejo. Spodaj natančno razložimo, kaj določa stroške, da lahko pametno ocenjujete ponudbe in optimizirate svoje projekte za učinkovitost glede na proračun.
Kaj vpliva na stroške laserskega rezkanja
Glede na Komacut so glavni dejavniki, ki vplivajo na stroške laserskega rezanja, vrsta materiala, debelina, zapletenost oblikovanja, čas rezanja, stroški dela in končne obdelave. Vsak element prispeva k skupnim stroškom tako, da vpliva na učinkovitost in viri, ki so potrebni.
Cene si predstavljajte kot recept z več sestavinami – spremenite eno in končna jed se spremeni. Spodaj je prikazano, kako vsak dejavnik vpliva na vaš ponudbeni račun:
Vrsta in debelina materiala
Izbira materiala predstavlja temelj za vsako izračunavanje cene. Rezanje nerjavnega jekla zahteva več energije in časa kot rezanje ogljikovega jekla, kar ga naredi naravno dražje. Debelejši materiali ta učinek še povečajo – zahtevajo počasnejše hitrosti rezanja, višjo porabo energije in povzročajo večjo obrabo opreme.
Pri primerjavi storitev laserskega rezanja kovin lahko pričakujete znatne razlike v cenah, ki izhajajo izključno iz izbire materiala. Plošča iz mehke jeklene pločevine se reže hitreje kot enakovredna aluminijasta plošča, saj aluminij hitro razpršuje toploto in zahteva prilagoditev nastavitev. Dragoceni kovini ali posebne zlitine povzročijo dodatne stroške materiala, ki presegajo stroške obdelave.
Zapletenost načrta in dolžina rezalne poti
Vsak izrez zahteva točko preboja, kjer laser začne rezati. Več točk preboja in daljše rezalne poti neposredno povečajo čas obdelave. Glede na A-Laser , se preprost prstan z skupno linearno dolžino 300 mm reže hitreje kot istih 300 mm, razporejenih po zapletenih elementih z ostrimi vogali.
Zakaj? Zapletene geometrije prisilijo laser, da zmanjša hitrost pri vogalih in spremembi smeri. Zapleteni načrti z velikim številom majhnih elementov zahtevajo večjo natančnost, kar poveča tako čas delovanja stroja kot tudi pozornost operaterja.
Učinkovitost priprave in razporeditve
Vsako opravilo zahteva nastavitev stroja – nalaganje materialov, nastavitev parametrov laserskega žarka in programiranje rezalnih poti. Te fiksne stroške razdelimo na količino vaše naročilne enote. Ne glede na to, ali naročite eno ali sto kosov, začetni stroški nastavitve ostanejo nespremenjeni.
Učinkovito postavljanje delov – razporeditev delov čim tesneje skupaj na listih materiala – maksimizira izkoriščenost in zmanjšuje odpadke. Storitve, ki uporabljajo napredno programsko opremo za postavljanje, samodejno optimizirajo razpored, vendar lahko posebne zahteve glede postavljanja ali omejitve glede usmeritve delov povečajo stroške.
Razumevanje cen tolerance
Koliko natančen mora biti vaš projekt? To vprašanje pomembno vpliva na stroške. Standardne specifikacije tolerance – običajno ±0,127 mm – omogočajo hitrejšo obdelavo z osnovnimi preverjanji kakovosti. Ožje tolerance zahtevajo počasnejše rezalne hitrosti, dodatne nastavitve laserskega žarka in natančnejša pregledovanja.
Glede na A-Laser stane preprost prstan več, če zahteva pregled na ravni AQL z natančnostjo ±0,0254 mm v primerjavi z pregledom prvega in zadnjega izdelka z natančnostjo ±0,127 mm. Razlika izhaja iz časa – tako časa stroja za natančno rezanje kot tudi časa dela za preverjanje.
Za storitev rezanja akrilnih materialov za dekorativne dele običajno zadoščajo standardne natančnosti. Vendar pa funkcionalni deli, ki zahtevajo natančno prileganje – na primer sestavi ali mehanski deli – opravičujejo dodatno naložbo v ožje specifikacije.
| Faktor | Vpliv na ceno | Namigi za optimizacijo |
|---|---|---|
| Vrsta materiala | Visoka – specializirani materiali so znatno dražji od običajnih jekel | Zamenjajte z enakovrednimi materiali, kjer to dovoljujejo njihove lastnosti; za nekritične aplikacije razmislite o uporabi ogljikovega jekla namesto nerjavnega jekla |
| Debelina materiala | Srednja do visoka – debelejši material zahteva počasnejše hitrosti in več moči | Uporabite najmanjšo debelino, ki izpolnjuje konstrukcijske zahteve; tanjše plošče se obdelujejo hitreje |
| Zloraba oblike | Srednja – zapletene značilnosti povečajo čas rezanja | Poenostavite geometrije, kadar je to mogoče; zmanjšajte nepotrebne izreze in notranje značilnosti |
| Zahteve glede tolerance | Srednja do visoka – natančnejši zahtevki zahtevajo natančno rezanje in pregled | Navedite omejene dopustne odstopanja le pri kritičnih dimenzijah; na drugih mestih dopustite standardna dopustna odstopanja |
| Količina | Visoka – stroški priprave se razdelijo na več enot; večje naročila znižajo ceno na kos | Kombinirajte naročila, kadar je to mogoče; razmislite o predhodnem naročanju za ponavljajoče se potrebe |
| Čas izvedbe | Srednja – naročila v pospešenem roku povzročajo dodatne stroške | Načrtujte naprej, da uporabite standardne roke dobave; izogibajte se pospešeni obdelavi, kadar je to mogoče |
| Dokončne postopke | Spremenljiva – odstranjevanje ostankov, pršenje s praškasto barvo in drugi postprocesi povečajo stroške | Ocenite, katere končne obdelave so bistvene in katere so za vašo uporabo izbirne |
Ko veljajo popusti za količino
Naročanje po serijah ima finančni smisel, ko vaš projekt doseže določene meje. Po podatkih podjetja SendCutSend znašajo obsežni popusti do 70 % za večje količine—značilno zmanjšanje, ki spremeni ekonomijo projekta.
Računski model deluje, ker proizvodne serije zmanjšujejo čas prostega teka. Če laserjo napravo obratujete neprekinjeno več ur ali celo več izmen, se stroški na uro dramatično zmanjšajo. Priprava poteka enkrat, optimizacija razporeditve (nesting) maksimalno izkorišča material in operaterji ohranjajo stalno delovno ritem brez preklapljanja med različnimi nalogami.
Kdaj ima naročanje po serijah smisel za vaše projekte?
- Ponavljajoči se deli – Če boste isti del redno potrebovali, je naročanje kvartalnih serij bolj učinkovito kot majhna mesečna naročila
- Predstavitev izdelkov – Vnaprej se zavežite višjim količinam, kadar je povpraševanje napovedljivo
- Ukrepi za izboljšanje prototipov – Ko zaključite oblikovanje s količinami za R&D, povečajte obseg naročil za proizvodne cene
- Optimizacija materiala – Večja naročila upravičujejo nakup celotnih listov, kar zmanjša pristojbine za odpadke materiala
Za referenco: objavljene primere podjetja SendCutSend kažejo, da zahtevajo material in laserjsko rezanje že od 2,28 USD za majhen del z merami 2,56 × 1,82"; cena se povečuje glede na zapletenost – dodatno 0,80 USD za odstranjevanje ostankov (deburring), 7,15 USD na ukrivitev ali 11,54 USD za pršenje s praškom. Ti sekundarni postopki hitro povečujejo skupno ceno, kar naredi popuste pri večjih količinah za osnovno rezanje še bolj privlačne.
Upoštevajte, da so običajno cene za razvojne in raziskovalne količine na enoto višje, saj mnoge storitve določajo minimalne naročilne količine. Prehod od cen za prototipe do cen za serijsko proizvodnjo predstavlja eno največjih možnosti za optimizacijo stroškov.
Čeprav se specifične cene SendCutSend in drugih dobaviteljev spreminjajo glede na tržne razmere za materiale in proizvodne zmogljivosti, vam razumevanje teh osnovnih dejavnikov pomaga pri pametnem primerjanju ponudb. Prepoznali boste, kdaj višja cena odraža dejansko večjo zapletenost, in kdaj plačujete preveč – ter boste vedeli, katere spremembe v načrtovanju prinašajo največje varčevanje.
Ko razumete osnove cen, ste pripravljeni sprejeti informirane odločitve o svojem proizvodnem pristopu. Cenitev pa predstavlja le eno dimenzijo širšega vprašanja: ali naj uporabljate spletne storitve, investirate v programsko opremo za lastno opremo ali kupite namenske laserske sisteme?
Izbira med storitvami, programsko opremo in opremo
Razumete lasersko tehnologijo, materiale, pripravo datotek in cenitev. Zdaj pa pride odločitev, ki oblikuje vaš celoten pristop: ali naj naloge izvajate prek spletnih laserskih storitev, ali naj upravljate lastno opremo z namensko programsko opremo, ali naj investirate v neposredni nakup laserskih naprav?
Vsak pristop zadovoljuje različne potrebe. Napačna izbira pomeni bodisi preplačilo zmogljivosti, ki jih ne potrebujete, bodisi težave zaradi omejitev, ki ovirajo vaše projekte. Zgradimo okvir, ki vašo specifično situacijo uskladi z ustrezno rešitvijo.
Kdaj imajo smisel spletne storitve
Izvajanje storitev za rezanje z laserjem na spletu odpravi potrebo po kapitalski naložbi, hkrati pa zagotavlja rezultate profesionalne kakovosti. Za mnoge izdelovalce in podjetja predstavlja ta pristop najpametnejšo točko vstopa – in pogosto tudi trajno rešitev.
Glede na SendCutSend je izvajanje storitev idealna alternativa odgovornosti za nakup in obratovanje lastnega laserskega rezalnika. Ni velike začetne naložbe. Ni vzdrževanja opreme. Ni potrebe po specializiranih usposabljanjih.
Kdaj ima storitvena pot finančni smisel?
- Enkratni projekti in prototipi – Preizkušanje oblik pred tem, ko se posvetujete proizvodnji v večjih serijah, pomeni naročanje majhnih količin. Storitve zaračunavajo po kosu in pri nizkih količinah ne kaznujejo tako kot lastništvo opreme.
- Občasne proizvodne potrebe – Če lasersko rezanje predstavlja le del vašega dela, oprema večino časa ostaja neuporabljena. Neuporabljena oprema ne prinaša nobenega donosa, hkrati pa zaseda prostor in zahteva vzdrževanje.
- Dostop do visokokakovostne tehnologije – Veliki proizvajalci upravičujejo uporabo najnovejših, visoko močnih laserskih rezalnikov, saj imajo izhodno moč, ki je potrebna za hitro dosego donosnosti (ROI). Če opravite izdelavo na strani, se vaši deli režejo na opremi, ki dosega ožje tolerance in višjo kakovost kot srednje razredna oprema, ki si jo večina majhnih obratov ne more privoščiti.
- Preprostost regulativnega okolja – Po podatkih SendCutSend morajo lastniki laserskih rezalnikov pridobiti posebne dovoljenja Agencije za zaščito okolja (EPA), Uradne službe za varnost in zdravje pri delu (OSHA), požarnega inšpektorja ter drugih lokalnih organov. S prenosom naloge na zunanjega dobavitelja se celotno breme skladnosti prenese na njega.
Kompromis? Čas izvedbe. Številni proizvajalci za obdelavo delov porabijo tedne, čeprav nekateri delujejo v časovnem okviru 2–4 dni. Če vaš projekt zahteva iteracijo v istem dnevu – torej večkratno prilagajanje načrtov in preskušanje znotraj nekaj ur – storitve povzročijo zamude, ki jih lastništvo opreme izogne.
Programske rešitve za lastnike opreme
Morda že lastite laserjski gravirni stroj ali načrtujete njegovo nakup. V tem primeru postane programsko opremo vaš ključni vmesnik med oblikovanjem in fizičnim izhodom. Prava programska oprema razširi zmogljivosti opreme; napačna izbira pa povzroči frustrirajoče omejitve.
Laserjski gravirni stroji zahtevajo nadzorno programsko opremo, ki vaše datoteke z oblikami pretvori v natančne ukaze za premikanje in moč. Možnosti se raztezajo od brezplačnih rešitev do profesionalnih paketov, ki stanejo stotine dolarjev.
Brezplačne in začetniške možnosti
- LaserGRBL – Popolnoma brezplačna programska oprema, zasnovana za krmilnike na osnovi GRBL, ki so pogosti pri diodnih laserjih in začetniških CO2 sistemih. Učinkovito opravlja osnovne gravirne naloge, vendar ji manjkajo napredne funkcije za zapletene rezalne operacije.
- K40 Whisperer – Brezplačna možnost posebej za CO2 lasere v slogu K40. Zamenja težavno izvirno programsko opremo z zanesljivejšim nadzorom.
- Inkscape z vstavkom J Tech – Kombinira brezplačno vektorsko oblikovalno programsko opremo z možnostmi izhoda za laser za osnovne operacije.
Profesionalna nadzorna programska oprema
- LightBurn – Priljubljeno v industriji za resne hobijiste in majhna podjetja. Podpira večino tipov laserjev z odličnim upravljanjem plastmi, predoglednimi funkcijami in neposrednim nadzorom naprave. Enkratna nakupna cena okoli 60–120 USD, odvisno od ravni licence.
- RDWorks – Pogosto uporabljeno pri CO2 laserskih rezalnikih z Ruida nadzornimi enotami. Vključeno je s številnimi napravami, vendar ima bolj strmo učno krivuljo kot LightBurn.
- LaserCAD – Programska oprema profesionalne ravnine za industrijske aplikacije z naprednimi funkcijami za razporejanje (nesting) in proizvodnjo.
Pri izbiri programske opreme za vašo napravo za graviranje preverite združljivost z vašo specifično nadzorno enoto. Sistemi na osnovi GRBL, nadzorne enote Ruida ter lastni sistemi vsak potrebujejo ustrezno programsko opremo. Nakup opreme brez preverjanja združljivosti programske opreme povzroča frustrirajoče zaobilažitve.
Nakup lastne laserske opreme
Lastništvo opreme je smiselno, kadar proizvodna količina opravičuje naložbo – in kadar lahko izpolnite infrastrukturne zahteve, ki jih mnogi kupci prezrejo.
Glede na SendCutSend industrijski laserji za rezanje segajo od 250.000 USD za naprave z majhnim prostorskim zasedbom in nizko močjo do več kot 2 milijona USD za visokomočne laserske sisteme z vlakni in avtomatizacijo. Celo vstopne CO₂-laserje za rezanje tankih kovin je mogoče že pri 15.000 USD.
Prostorske zahteve
Namizni laser za rezanje se prilega na delovno mizo, vendar za resno proizvodnjo ni dovolj le prostorska zasedba naprave. Glede na SendCutSend so najučinkovitejši formati materialov plošče velikosti 4'×4', 4'×10' ali celo 5'×12'. Shranjevanje in rokovanje z materiali teh dimenzij zahteva posvečen prostor, specializirano opremo, kot so vilice, ter posebno usposabljanje operaterjev.
Prezračevanje in varnost
Vsak laser za rezanje ustvarja izpare, ki jih je treba odstraniti. CO₂-laserji za rezanje organskih materialov ustvarjajo dim in delce. Sistemi za graviranje z vlaknastimi laserji za rezanje kovin ustvarjajo drugačne, a enako nevarne emisije. Ustrezen sistem prezračevanja pomeni bodisi neposreden izpuh na zunanjo stran bodisi filtri, katerih cena zna znašati tisoče dolarjev.
Vzdrževanje in potrošni materiali
Po Esprit Automation fiber-laserji imajo le majhne zahteve za vzdrževanje s strani operaterja, vendar se redna servisna obravnava (1–4-krat na leto) močno priporoča. CO2-laserji zahtevajo pogostejšo pozornost – zamenjava cevi, nastavitev ogledal in čiščenje leč povečujejo stalne stroške in izgubljene ure delovanja.
Učna krivulja
Učinkovito upravljanje laserne rezalnice zahteva več mesecev vadbe. Po podatkih podjetja Esprit Automation se učenje lahko podaljša tudi na nekaj mesecev, zato je ob nakupu opreme ključnega pomena kakovostna stranka podpora. Poleg osnovnega upravljanja zahteva optimizacija parametrov reza za različne materiale eksperimentiranje in izkušnje.
Električna energija in pomožni plini
Poraba električne energije narašča skupaj z močjo lasera. CO2-laserji dosežejo le 10 % električne učinkovitosti, medtem ko fiber-laserji dosežejo 45 %. Za rezanje so potrebni tudi pomožni plini – kisik ali dušik – katerih poraba narašča z debelino obdelovanega materiala. Pri visoki porabi dušika je naložba v generator dušika lahko dolgoročno ekonomsko ugodna.
Primerjalni okvir za odločanje
Ta primerjava pomaga prirediti vašo situacijo ustrezni poti:
| Možnost | Najbolj Prilostovit Za | Začetni vlagatelj | Stalni stroški | Zahtevano znanje |
|---|---|---|---|---|
| Spletna storitve | Izdelava prototipov, občasne potrebe, dostop do premium rezultatov brez kapitalskih vložkov | $0 | Cenitev po projektu; na voljo so popusti za večje količine | Nizka – priprava datotek |
| Programska oprema + lastna oprema | Redna proizvodnja, hitra iteracija, popolna kreativna kontrola | 500–60.000 USD+ glede na razred opreme | Materiali, vzdrževanje, elektrika, porabni materiali, licenci programske opreme | Srednja do visoka – obratovanje in optimizacija opreme |
| Stolno laserjevo rezalno strojnino | Hobijski uporabniki, osebna izdelava v majhnem obsegu, učenje | $150–$2.000 za diodo; $500–$5.000 za vhodni CO2 | Nizka vzdrževalna zahtevnost; materiali; rešitve za prezračevanje | Nizka do zmerna – dostopna učna krivulja |
| Industrijski vlaknasti laser | Proizvodnja kovin v velikih količinah, profesionalna izdelovalna delavnice | $250,000–$2,000,000+ | Osebje (2–3 osebe na izmenjavo), vzdrževalni pogodbi, plin, elektrika, shranjevanje materialov | Visoka – zahtevani usposobljeni obratovalci |
| Industrijski CO2 laserski rezalnik | Obdelava organskih materialov v velikih količinah, izdelava prometnih znakov | $15,000–$100,000+ | Zamenjava cevi, vzdrževanje ogledal, plin, elektrika | Srednje do visoko – potrebno je redno vzdrževanje in znanje |
Vzeli odločitev
Po HF laserski žarek , podjetja s stalnimi in visokozmernimi potrebami po laserskem rezanju lahko ugotovijo, da je za njih bolj ekonomično imeti lastno napravo na kraju samem. Notranje storitve omogočajo hitro izvedbo nalog in takojšnje prilagoditve oblikovanja. Če pa je vaša izda premajhna za neprekinjen obrat industrijske opreme, vam izvajanje storitev od zunanjih ponudnikov prihrani čas, prostor in denar.
Zastavite si ta vprašanja:
- Kako pogosto bom potreboval lasersko rezanje? – Tedenske potrebe upravičujejo nakup opreme; za mesečne ali četrtletne projekte so bolj primerni zunanjih storitve.
- Ali lahko namenim prostor? – Celo namizni laserski rezalnik zahteva prezračevanje in stabilno delovno površino.
- Ali potrebujem istodnevno izvedbo spremembe? – Cikli hitrega izdelovanja prototipov koristijo notranji sposobnosti.
- Kakšen je moj apetit za učenje? – Lastnik opreme zahteva stalno izboljševanje spretnosti.
- Ali lahko izvajam vzdrževanje? – Oprema zahteva redno pozornost; zanemarjanje vodi do poslabšanja kakovosti in dragih popravil.
Številni uspešni izdelovalci združujejo različne pristope – za rezanje kovin z laserskim žarkom uporabljajo spletne storitve, hkrati pa imajo namizni laserski rezalnik za projekte iz lesa in akrilnih plošč. Ta hibridna strategija izkorišča prednosti obeh pristopov brez omejitev, ki bi nastale ob popolnem posvečenju le eni rešitvi.
Katero pot izberete, razumevanje načina prepoznavanja in reševanja kakovostnih težav zagotavlja, da bodo vaši projekti ustrezali pričakovanjem. Celo najboljša oprema ali storitve občasno dajo rezultate, ki ne ustrezajo zahtevam – znanje reševanja pogostih težav loči frustrirajoče neuspehe od priložnosti za učenje.
Odpravljanje pogostih težav z kakovostjo laserskega rezanja
Vaše datoteke so popolne. Izbor materiala je natančen. Izbrali ste pravega ponudnika storitev. Kljub temu vaši končni deli prihajajo z ožganimi robovi, dimenzijami, ki se ne ujemajo z vašimi specifikacijami, ali izkrivljenimi površinami. Kaj je šlo narobe?
Kakovostni problemi pri laserskem rezanju in graviranju redko izvirajo iz posameznih vzrokov. Razumevanje razmerja med materiali, nastavitvami in pogoji obdelave vam pomaga diagnosticirati težave – ter učinkovito komunicirati z ponudniki storitev, da jih preprečite pri prihodnjih naročilih.
Reševanje težav z kakovostjo robov
Ožgane sledi predstavljajo najvidnejšo kakovostno pritožbo pri laserski obdelavi. Po podatkih podjetja JustLaser so te sledi posledica intenzivne toplote laserskega žarka, ki material ne le reže ali gravira, temveč ga tudi ožge. Te sledi so najbolj opazne na robovih in v graviranih območjih, kjer se laser dlje zadržuje.
Pri laserskem rezanju kovin ali obdelavi organskih materialov kakovost robov odvisna je od več medsebojno povezanih dejavnikov:
- Nastavitve moči previsoke – Prekomerna energija požge material izven rezalne poti. Rešitev: zahtevajte nižjo moč z prilagojeno hitrostjo ali preverite, ali vaš ponudnik storitev optimizira parametre za vaš specifičen material.
- Hitrost prepočasna – Podaljšano časovno obdobje izpostavljenosti omogoča razširjanje toplote v okoliški material. Rešitev: višja hitrost premikanja skupaj z ustrezno močjo zmanjša toplotno poškodbo.
- Vsebnost vlage v materialu – Mokro leseno ali napačno shranjeno akrilno steklo daje neenakomerni rezultat. Glede na JustLaser lahko mokra površina povzroči, da laserski žarki na materialu ne zazenejo pravilno, kar vodi do neželenih opeklin.
- Umazana leča ali ogledala – Prašna in dimna ostanka oslabita lasersko energijo in povzročita zamegljene vzorce ali nepopolne reze. Glede na Bambu Lab , redno čiščenje preprečuje razprševanje žarka in poškodbe optičnih komponent.
- Manjkajoča zračna pomoč – Stisnjen zrak, ki se izpušča na rezalno točko, zmanjšuje nastajanje dima in opeklin. S tem dosežemo bistveno bolj jasne in natančne rezultate tako pri graviranju kot pri rezanju.
Pri laserskem rezanju jekla in drugih kovin se skrbi za kakovost roba premaknejo s poudarka na opeklinah na oksidacijo in nastanek šljake. Pomožni plin kisik povzroča nastanek oksidnih plasti na rezalnih robovih – to je sprejemljivo za nekatere aplikacije, vendar problematično, kadar je potrebno varčevati ali končno obdelovati del.
Kaj storiti, če se kljub pravilnim nastavitvam pojavijo opekline? Po mnenju podjetja JustLaser lahko površinsko obarvanje pogosto odstranimo z rahlim brušenjem. Za globlje opekline je morda potrebno previdno uporabiti odstranjevalnik barve ali dodatne končne obdelave.
Doseganje dimenzionalne natančnosti
Vaš dizajn določa krog s premerom 50 mm. Končni del meri 49,7 mm. Kaj se je zgodilo?
Težave z natančnostjo dimenzij običajno izvirajo iz enega od naslednjih vzrokov:
- Neupoštevanje širine reza (kerf) – Upoštevajte, da ima vsak laserski žarek širino. Če vaš dizajn ni upošteval odstranjevanja materiala, bodo končni deli merili manj kot predvideno. Rešitev: v datoteki z dizajnom uporabite popravek za rez (kerf offset) ali potrdite, da vaš ponudnik storitev uporablja standardni popravek.
- Napačna fokusiranost – Glede na podatke Bambu Lab, če se ročno vnesena debelina materiala znatno razlikuje od dejanske debeline materiala, laser ne more pravilno fokusirati na obdelovani del. To povzroči nepopolno rezanje in odstopanja v dimenzijah.
- Termalna širitev – Veliki deli, ki jih obdelujemo daljši čas, se med rezanjem lahko razširijo, nato pa se skrčijo ob ohladitvi. To povzroči subtilne, a merljive spremembe dimenzij.
- Nenavadnost materiala – Debelina listastih materialov se po površini rahlo razlikuje. Storitve natančnega laserskega rezanja preverijo specifikacije materiala, gospodarske storitve pa tega morda ne storijo.
Jasno sporočanje zahtev glede dopustnih odstopanj preprečuje napačna razumevanja. Kritične mere navedite izrecno—ne predvidevajte, da se standardne dopustne odstopanje uporabljajo povsod. Pri funkcionalnih delih, ki zahtevajo natančne prikljupe, določite, katere mere je treba ohraniti zelo natančno, in katere lahko sprejmejo večjo variabilnost.
Glede na Bambu Lab prilagoditev nastavitev za korekcijo točk ali zamika reza kompenzira širino točke in izboljša dimenzionalno natančnost. Ko sodelujete z storitvami natančnega laserskega rezanja, preverite, ali te korekcije storitev avtomatsko uporabi ali pa pričakuje, da jih vi upoštevate v svojih konstrukcijskih datotekah.
Pri graviranju znotraj stekla ali drugih posebnih aplikacijah za graviranje vpliva enotnost globine tako na dimenzionalno natančnost kot na vizualno kakovost. Razlike v gostoti materiala, površinskih premazih ali nihanju moči lasera povzročajo neenakomerna rezultata po celotnem graviranem območju.
Strategije upravljanja toplote
Nakupljanje toplote povzroča težave, ki segajo čez ožgane sledi. Tanke materiale zvije. Kovine razvijejo območja, vplivana s toploto. Velika območja graviranja se neenakomerno obarvajo.
Glede na Bambu Lab se zvijanje pogosto pojavlja pri graviranju ali rezanju na velikih površinah, kjer neenakomerna ogrevanje povzroči deformacijo materiala. Rešitev? Ker prekomerno absorbiranje toplote povzroča deformacijo, razdelite več vzorcev v ločene naloge ali med obdelavo občasno zaustavite proces. To prepreči, da bi material hkrati absorbiral preveč toplote.
Dodatne strategije upravljanja toplote vključujejo:
- Zaporedje vzorcev – Režite dele po razpršenih vzorcih namesto zaporednih sosednjih zaporedij. To omogoča, da se že prerežena območja ohladijo, preden bližnji rezi dodajo še več toplote.
- Zmanjšana moč z večkratnimi prehodi – Nižji nastavitvi moči povzročita manj toplote na vsak prehod. Pri debelih materialih več lažjih prehodov včasih daje boljše rezultate kot en sam rez z visoko močjo.
- Ustrezen prostor med podlogo in orodjem – Glede na Bambu Lab preverite, ali se je pod posteljo nabralo preveč odpadkov. Redno čistite, da se dim in toplota lahko prosto razpršita.
- Izogibanje prekrivanja poti z nosilnimi strukturami – Ko se rezalne poti prekrivajo z letvami postelje, povzročena odsevana energija povzroči spremembo barve na spodnji strani materiala. Zmanjšajte prekrivanje letve tam, kjer je to mogoče, brez vpliva na stabilnost nosilne strukture.
Pri uporabi laserskega varjenja in natančnega obdelovanja kovin je treba posebno pozornost nameniti toplotno vplivnim območjem (HAZ). Območje okoli reza ali varilnega šava doživlja temperature, ki so dovolj visoke za spremembo lastnosti materiala, ne da bi dosegle talilno točko. To povzroči razlike v trdoti, ostankovo napetost in morebitno oslabitev v prizadetem območju.
Upravljanje območja vpliva toplote (HAZ) pri laserskem varjenju in rezanju vključuje uravnoteženje hitrosti, moči in izbire pomožnega plina. Večje hitrosti rezanja zmanjšujejo toplotni vnos na enoto dolžine. Višji tlak pomožnega plina hitreje odstrani taljeno material, s čimer omejuje prenos toplote v okoliška območja. Za kritične aplikacije lahko poobdelava z toplotno obdelavo normalizira lastnosti materiala v območju vpliva toplote (HAZ).
Pri naročilu prek spletnih storitev jasno sporočite občutljivost vašega območja vpliva toplote (HAZ). Aplikacije, ki vključujejo nadaljnje varjenje, upogibanje ali mehanske napetosti v bližini rezanih robov, zahtevajo natančnejši nadzor toplote kot dekorativni predmeti, pri katerih območje vpliva toplote (HAZ) nima funkcionalnega vpliva.
Razumevanje teh dejavnikov kakovosti vas spremeni iz pasivnega kupca v informiranega sodelavca. Prepoznali boste, kdaj izvirajo težave iz odločitev pri oblikovanju in kdaj iz težav pri obdelavi – in vedeli boste, katera vprašanja postaviti, kadar rezultati ne ustrezajo pričakovanjem. To znanje postane še posebej pomembno, ko uporabljate lasersko tehnologijo za specifične industrijske aplikacije, kjer se zahteve glede kakovosti zelo razlikujejo glede na končno rabo.

Resnične aplikacije iz različnih panog
Obvladali ste tehnologijo, materiale, pripravo datotek in nadzor kakovosti. Zdaj pa poglejmo, kje se to znanje v praksi uporablja. Spletni laserski storitveni ponudniki omogočajo inovacije v praktično vsaki industriji – od samostojnih umetnikov, ki ustvarjajo edinstvene predmete, do večnacionalnih korporacij, ki v velikem obsegu proizvajajo natančne komponente.
Razumevanje teh uporab vam pomaga prepoznati priložnosti za vaše lastne projekte. Ali razvijate prototip novega izdelka, pripravljate arhitekturne predstavitve ali iščete industrijsko kakovostne dele – opazovanje, kako drugi izkoriščajo lasersko tehnologijo, vas lahko navdihne z idejami, ki jih morda niste upoštevali.
Uporabe za hitro izdelavo prototipov
Hitrost je ključnega pomena pri razvoju izdelkov – natančneje rečeno, hitrost, s katero lahko iz koncepta preidete na fizični prototip, določa, ali boste konkurentom ušli na trg ali boste prišli prepozno.
Glede na podatke podjetja JustLaser omogoča laserska obdelava zapletene reze in gravure brez menjave orodja ali časovno zahtevne ponovne priprave orodja. Geometrije se lahko neposredno vzamejo iz CAD-podatkov in takoj prenesejo na material. S tem se izognejo zamudam v trajanju več tednov, ki jih za nastavitev orodja zahtevajo tradicionalne proizvodne metode.
Zakaj je to pomembno za izdelavo prototipov? Oglejte si tipičen cikel razvoja izdelka:
- Prilagodljivost pri reviziji načrta – Vsaka iteracija prototipa zahteva le posodobitve datotek, ne pa dragih spremembe orodij. Eden avtomobilski stranki je v fazi izdelave prototipov prihranil 12 000 USD stroškov za orodja z uporabo laserskega rezanja namesto tradicionalnih udarnih orodij.
- Obdelava, varna za material – Ker pri laserskem rezanju ni fizičnega stika z delom, ostanejo občutljivi materiali zaščiteni. Nobene deformacije ali mehanske napetosti ne ogrožajo natančnosti vašega prototipa.
- Ekonomika majhnih serij – Laserska tehnologija se izjemno dobro obnese pri izdelavi prototipov in majhnih serij. Visoka ponovljivost zagotavlja, da vsak posamezen prototip izpolnjuje natančno enak standard kakovosti brez kazni za minimalno količino naročila.
Glede na Yicen Precision predstavlja hitro izdelava prototipov 15 % njihove projektno podatkovne zbirke. Ti projekti koristijo od spremembe načrtov, za katero je potrebna le posodobitev datotek – ne tednov čakanja na novo orodje. Ko potrebujete izdelavo funkcionalnih prototipov v istem tednu, vam CNC lasersko rezalno napravo, ki obdeluje vaše dele prek noči, povsem spremeni razvojni časovni razpored.
Laserska gravirna naprava dodaja še eno dimenzijo izdelavi prototipov. Poleg rezanja oblik lahko neposredno na prototipne dele gravirate številke različic, oznake za preskus in navodila za sestavo. To se izkaže za neskončno vredno, kadar hkrati upravljate več različic načrtov.
Umetnostne in arhitekturne uporabe
Če sprehodite po kateri koli sodobni načrtovni delavnici, boste povsod našli elemente, izdelane z laserskim rezanjem – od zapletenih nakitnih kosov do arhitekturnih maket v merilu, ki bi jih ročno izdelati bilo nemogoče.
Glede na podatke podjetja Accurl je tehnologija laserskega rezanja postala bistvena za izdelavo napisov, razstavnih plošč in promocijskih materialov, ki so tako zapleteni kot privlačni za oči. Ta tehnologija ponuja edinstveno kombinacijo natančnosti, hitrosti in raznolikosti pri ustvarjanju vizualno vplivnih materialov.
Naročilne napise predstavljajo eno največjih kreativnih uporab. Laserne naprave za rezanje kovin pretvorijo ploščati kovinski material v prostorske črke, dekorativne zaslone in blagovno označene namestitve. Natančnost omogoča obdelavo detajlov v oblikovanju, ki bi bili s tradicionalnimi izdelovalnimi metodami predrugi.
Arhitekturne uporabe segajo daleč čez napise:
- Makete – Arhitekti iz akriľa, furnirja in kartona natančno izrežejo gradbene komponente za izdelavo predstavitvenih maket, ki jasno sporočajo namen oblikovanja
- Dekorativni zasloni – Zapleteni vzorci, izrezani v kovinske ali lesene plošče, ustvarjajo zaslone za zasebnost, elemente fasad in notranje pregrade
- Pohištvo in oprema – Komponente za po meri izdelane pohištvene predmete, svetilke in trgovinske izložbene elemente izkoriščajo lasersko natančnost za zapletene geometrije
- Umetniška dela – Umetniki uporabljajo laserski rezalnik za kovine za izdelavo velikih kipov in interaktivnih instalacij, ki so jih prej zahtevale industrijske izdelovalne zmogljivosti
Glede na podatke podjetja Accurl se v pohištvenem in notranjem oblikovanju tehnologija laserskega rezanja cenijo predvsem zaradi možnosti prilagajanja in oblikovalne fleksibilnosti. Ta tehnologija je preoblikovala način izdelave podrobno obdelanih leseni komponent, kovinskih priključkov in dekorativnih elementov ter ponuja neprekosljivo natančnost in zapletenost.
Fiberski laserski rezalnik odpira dodatne možnosti za ustvarjalne strokovnjake, ki delujejo z kovinami. Oblikovalci nakita ustvarjajo zapletene vzorce, ki jih ni mogoče doseči s tradicionalnimi metodami obdelave kovin. Modni oblikovalci rezajo podrobne tekstilne vzorce brez razdraženih robov. Ta tehnologija demokratizira zmogljivosti, ki so bile prej rezervirane za velike proizvodne obrate.
Integracija industrijske proizvodnje
Čeprav ustvarjalne aplikacije vzbujajo navdušenje, predstavlja industrijsko lasersko rezanje največji tržni segment te tehnologije. Od aerokosmičnih nosilcev do komponent medicinskih naprav lasersko rezanje kovin z visoko natančnostjo zagotavlja zahtevane natančnosti in certifikate, ki jih zahtevajo industrijske aplikacije.
Glede na podatke podjetja Accurl je lasersko rezanje v avtomobilski industriji ključno orodje za izdelavo zapletenih komponent in prilagoditev. Ta postopek, ki temelji na visoki natančnosti in učinkovitosti, omogoča proizvajalcem izdelavo delov, ki so hkrati zapleteni in občutljivi, iz različnih materialov – od nerjavnega jekla do aluminijastih zlitin.
Avtomobilske aplikacije prikazujejo industrijsko lasersko rezanje v velikem merilu:
- Komponente šasijskega okvira – Natančno izrezani nosilci, namestitvene plošče in strukturne okrepitev zahtevajo enotne natančnosti pri tisočih enotah
- Delovi ophanginga – Nosilci zavesnih rok in pritrdilne točke za vzmeti zahtevajo tako dimenzionalno natančnost kot ohranitev celovitosti materiala
- Notranja oprema – Dekorativni kovinski okraski in funkcionalna montažna oprema izkoriščajo lasersko natančnost
- Izdelava prototipnih orodij – Plošče za pritrdilne naprave in sestavne predalke, izrezane iz orodjne jeklene plošče, pospešujejo razvoj proizvodne linije
Glede na podatke podjetja Yicen Precision njihove tovarne, certificirane po standardih ISO 9001:2015 in IATF 16949, mesečno obdelajo stotine naročil za lasersko rezanje, vključno z aerokosmičnimi nosilci in deli za medicinske naprave. Ti certifikati so pomembni, ker industrijske aplikacije zahtevajo dokumentirane sisteme kakovosti – ne le zmogljno opremo.
Za avtomobilsko in druge zahtevne industrijske aplikacije lasersko rezanje pogosto predstavlja le en korak večjega proizvodnega procesa. Deli lahko zahtevajo dodatne operacije, kot so kovinsko žigosanje, varjenje ali površinska obdelava, da postanejo končni sestavni deli. To je točka, kjer postanejo partnerji za natančno kovinsko izdelavo dragoceni – podjetja, kot so Shaoyi (Ningbo) Metal Technology dopolnjuje storitve laserskega rezanja z IATF-16949-certificiranimi storitvami izdelave delov iz pločevine, sestavami in celostnimi rešitvami za komponente podvozja, obešalnih sistemov in konstrukcijskih delov.
Laser na varilni strojni pogosto deluje skupaj z laserjem za rezanje v industrijskih nastavitvah. Deli, ki so bili narejeni z izjemno natančnostjo, se lahko zavarijo z enako natančnimi laserji, kar omogoča izdelavo sestav, ki ohranjajo tesne tolerance skozi celoten proces izdelave.
Certifikati kakovosti ločujejo industrijsko lasersko rezanje od storitev za hobije:
| Certifikacija | Usmerjenost v uporabo | Osnovne zahteve |
|---|---|---|
| ISO 9001:2015 | Splošno upravljanje kakovosti | Dokumentirani postopki, nenehno izboljševanje, usmerjenost v stranke |
| IATF 16949 | Avtomobilska proizvodnja | Preprečevanje napak, zmanjševanje razlik, odprava odpadkov v dobavnem verigu |
| AS9100 | KompONENTE ZA LETALSTVO | Sledljivost, upravljanje konfiguracije, razmišljanje na podlagi tveganj |
| ISO 13485 | Medicinski instrumenti | Kontrole oblikovanja, obravnava sterilnosti, skladnost z regulativnimi zahtevami |
Glede na Yicen Precision industrijsko lasersko rezanje doseže standardno dopustno natančnost ±0,1 mm, pri čemer lahko vlaknene laserje pod optimalnimi pogoji dosežejo natančnost ±0,003 palca. To presega natančnost plazemskega rezanja (±0,5 mm), vodnega curka (±0,2 mm) in mehanskega rezanja (±0,3 mm) – natančnost, ki jo zahtevajo industrijske aplikacije.
Vključevanje industrijskega laserskega rezanja v širše proizvodne ekosisteme se nadaljuje in razširja. Glede na Accurl bodo napredki v moči, učinkovitosti in nadzoru laserjev verjetno odprli nove možnosti pri obdelavi materialov in zasnovnih zmogljivostih. Nadaljujoče se vključevanje laserskega rezanja z drugimi tehnološkimi inovacijami, kot so 3D tiskanje in napredne CNC tehnike, kaže na prihodnost, v kateri se meje proizvodnje neprestano potiskajo naprej.
Ali ste proizvajalec, oblikovalec, inženir ali ljubitelj – razumevanje teh uporab razkrije priložnosti, ki bi jih sicer spregledali. Iste spletni storitve laserskega rezanja, ki izdelujejo posebno izdelane nakitne izdelke, lahko proizvedejo tudi industrijske komponente – razlika leži v izboru materiala, natančnostnih zahtevah in certifikatih kakovosti, ne pa v osnovni tehnologiji.
Z tem celovitim pregledom uporab laserskega rezanja v različnih panogah ste pripravljeni pretvoriti znanje v dejanje. Končni korak vključuje sintezo vsega, kar ste se naučili, v jasen okvir za odločanje, ki bo vodil vaš specifičen projekt proti uspešni izvedbi.
Uspešna izvedba vašega spletnega projekta laserskega rezanja
Prešli ste skozi različne vrste laserske tehnologije, združljivost materialov, pripravo datotek, dejavnike za določanje cen, odločitve o opremi, odpravljanje težav s kakovostjo in uporabo v praksi. Zdaj je čas, da to znanje spremenite v ukrepanje. Ne glede na to, ali naročate svoj prvi prototip ali pa povečujete proizvodnjo na večje količine, vam ti okviri za odločanje in naslednji koraki zagotavljajo uspeh vašega projekta.
To si predstavljajte kot vaš preletni kontrolni seznam. Piloti ne izpuščajo korakov le zato, ker so že tisočkrat leteli – in tudi vi ne smete izpuščati korakov, ko za projekt rezanja z laserjem namenite materiale, čas in proračun.
Vaš kontrolni seznam za izbiro tehnologije
Pravilna izbira laserske tehnologije za vaš projekt preprečuje izgubo časa in razočarajoče rezultate. Preden zahtevate ponudbe, odgovorite na naslednja vprašanja:
- Kakšen je vaš glavni material? – Kovine zahtevajo vlaknene lasere. Organski materiali, kot so les, akril in usnje, najbolje delujejo z CO2 sistemi. Projekti z mešanimi materiali morda zahtevajo več ponudnikov storitev ali hibridno opremo.
- Kakšno debelino želite rezati? – Vsak tip laserskega sistema ima največje omejitve debeline. Fiberski laserji obdelujejo nerjavnega jekla do 20 mm pri višjih močeh, medtem ko CO₂-laserji režejo akril do 25 mm. Preverite, ali vaše specifikacije spadajo v zmogljivosti izbranega tehnološkega sistema.
- Ali potrebujete rezanje, graviranje ali oboje? – Za rezanje so potrebne druge optimizacije parametrov kot za graviranje. Projekti, ki združujejo obe operaciji, zahtevajo storitvene ponudnike z izkušnjami v upravljanju plastmi in zaporedju moči.
- Kakšne natančnosti zahteva vaša aplikacija? – Standardne natančnosti ±0,127 mm ustrezajo večini dekorativnih in splošnih aplikacij. Funkcionalne sestave in natančni priklopi lahko zahtevajo ožje specifikacije – ter ustrezne povečane stroške.
Po Oblike laserskega rezanja , ena prvih stvari, ki jih je treba upoštevati, je, s katerimi materiali lahko storitev laserskega rezanja dela. Če imate za svoj projekt določen material, se prepričajte, da je izbrana storitev opremljena za njegovo obdelavo.
Naslednji koraki za vaš projekt
Ste pripravljeni nadaljevati? Sledite tem prednostnim korakom, da maksimizirate svoje možnosti za uspeh:
- Zaključite svoj dizajn v vektorski obliki – Pretvorite ves tekst v konture, zaprite vse poti, odstranite podvojene črte in preverite, ali je merilo skladno z želenimi dimenzijami. Izvozite kot SVG, DXF ali AI glede na prednostne oblike ponudnika storitve.
- Izberite ustrezne materiale – Izberite materiale, ki so združljivi z izbrano lasersko tehnologijo. Preverite razpoložljivost debelinskih variant in razmislite, ali bodo lasersko primerni materiali (npr. lit akrilni stekleni plošči namesto iztiskanih) izboljšali rezultate.
- Upoštevajte kerf kompenzacijo – Prilagodite svoj dizajn, da upošteva odstranjevanje materiala med rezanjem. Pri medsebojno ustrezajočih delih ali natančnih prileganjih premaknite rezalne črte za polovico pričakovane širine kerfa – običajno 0,1 mm do 0,3 mm.
- Dokumentirajte zahteve glede dopustnih odstopanj – Določite, katere dimenzije so kritične, in navedite sprejemljive obsege variacij. To preprečuje nedorazumevanja in ponudnikom storitev pomaga pri optimizaciji njihovega procesnega pristopa.
- Zahtevajte ponudbe od več ponudnikov – Primerjajte cenovne strukture, čase izvedbe in vključene storitve. Vprašajte za nastavitvene pristojbine, možnosti oskrbe z materiali in meje za popuste pri večjih količinah.
- Naročite preskusne vzorce pred zaključitvijo naročila – Za nove oblikovanja ali neznane materiale najprej naročite majhne količine. To potrdi tako vaše odločitve o oblikovanju kot tudi sposobnosti ponudnika storitev, preden preidete na proizvodnjo v večjih količinah.
- Ustanovite komunikacijske kanale – Potrdite, kako boste prejemali posodobitve o stanju naročila in s kom se lahko posvetujete, če se med obdelavo pojavijo vprašanja.
Ko iščete storitev laserne rezalnice v bližini, si zapomnite, da geografska blizina ni pomembnejša od ujemanja zmožnosti. Spletne storitve dostavljajo po celotni državi, pogosto z hitrejšim časom izvedbe kot lokalne delavnice, ki nimajo ustrezne opreme.
Ocenjevanje ponudnikov storitev
Niso vse storitve laserskega rezanja enako učinkovite. Po mnenju Steelway Laser Cutting je ključno že vnaprej vprašati, koliko časa bo potreboval vaš ponudnik storitev laserskega rezanja od prejema navodil do pripravljenosti izdelanih po meri delov za pošiljanje.
Ocenite potencialne partnerje s pomočjo naslednjih meril:
- Možnosti materiala – Preverite, ali obdelujejo vaš specifičen material in debelino. Po mnenju Steelway Laser Cutting večina ponudnikov storitev laserskega rezanja kovin lahko brez težav izdeluje običajne ploščaste kovine, kot je npr. nerjaveča jeklena pločevina, vendar morda ne morejo obdelovati težje obdelljivih materialov, kot je npr. visoko odsevna aluminijeva pločevina.
- Certifikati, pomembni za vašo industrijo – ISO 9001:2015 označuje sisteme upravljanja kakovosti. IATF 16949 je pomembna za avtomobilsko industrijo. AS9100 se uporablja za letalsko-kosmične komponente. Ujemanje certifikatov z zahtevami vaše aplikacije.
- Možnosti časa izvedbe – Standardni roki izdelave, možnost pospešene obdelave in zanesljivost pri izpolnjevanju rokov vplivajo na časovni razpored vašega projekta. Glede na podatke podjetja Laser Cutting Shapes nekatere storitve ponujajo pospešene možnosti, vendar ti pogosto pomenijo dodatne stroške.
- Sekundarne operacije – Potrebujete li pršenje s praškasto barvo, odstranjevanje ostrik ali sestavljene storitve? Ponudniki, ki te storitve opravljajo notranje, poenostavijo vašo dobavno verigo.
- Odzivnost komunikacije – Glede na podatke podjetja Laser Cutting Shapes je dobra stranka storitev bistvena za gladko in uspešno izkušnjo. Odziven in komunikativen ponudnik storitev lahko rešuje morebitna vprašanja skozi celoten proces.
- Vzorčna dela in priporočila – Za oceno kakovosti zahtevajte vzorce prejšnjih del. Glede na podatke podjetja Steelway Laser Cutting zahtevajte tudi priporočila drugih strank ter se zainteresirajte za njihove zmogljivosti in tehnologijo, ki omogoča njihove storitve.
Iščete možnost laserskega rezanja v vaši bližini? Začnite z verifikacijo zmogljivosti namesto z bližino. Storitev na razdalji 800 km, ki ima ustrezno opremo, vam zagotovi boljše rezultate kot lokalna delavnica brez primernih tehnologij.
Za projekte, ki zahtevajo integrirano izdelavo kovinskih delov poleg laserskega rezanja—kot so žigosanje, sestavi in komponente za avtomobilsko industrijo—proizvajalci, kot je Shaoyi (Ningbo) Metal Technology ponujajo dopolnjujoče zmogljivosti. Njihovo hitro izdelavo prototipov v petih dneh, certifikat IATF 16949 ter izčrpno podporo pri oblikovanju za proizvodnjo (DFM) predstavljajo naravne razširitve spletnih storitev laserskega rezanja, kadar vaš projekt zahteva popolne rešitve za komponente.
Vaše potovanje s spletno storitvijo laserskega rezanja se ne konča z dobavo delov. Zapišite, kaj je delovalo, kaj bi še lahko izboljšali in kateri ponudniki storitev so presegli vaša pričakovanja. To znanje se s časom kopiči in naredi vsak naslednji projekt učinkovitejšega in uspešnejšega od prejšnjega.
Tehnologija se nadaljuje v napredku. Tisto, kar je pred desetletjem zahtevalo industrijske naprave, sedaj prilega na namizne stroje. Tisto, kar je pred tem zahtevalo tedne časa za pripravo, se sedaj pošilja že v nekaj dneh. Z razumevanjem osnovnih načel, ki so obravnavana v tem priročniku – izbira tehnologije laserskega rezanja, združljivost materialov, priprava datotek, optimizacija stroškov in odpravljanje napak kakovosti – ste opremljeni, da izkoristite te zmogljivosti za katerekoli projekte, ki vas čakajo.
Pogosto zastavljena vprašanja o spletnih laserskih storitvah
1. Koliko stane vlaknasti laser na uro?
Delovni stroški za laserske rezalnike na vlaknih znašajo v povprečju približno 6,24 USD na uro za sistem z močjo 4 kW, kar je približno polovica stroškov primerljivih CO2 laserskih rezalnikov, ki znašajo 12,73 USD na uro. Ta pomembna razlika izvira iz višje električne učinkovitosti laserskih rezalnikov na vlaknih (45 % nasproti 10 % pri CO2), daljše življenjske dobe, ki presega 100.000 ur, ter nižjih zahtev za vzdrževanje, saj nimajo plinskih cevi ali ogledal, ki bi jih bilo treba menjati. Pri uporabi spletnih storitev laserskega rezanja se te operativne učinkovitosti odražajo v konkurenčnih cenah na kos, še posebej pri projektih rezanja kovin.
2. Kaj ni mogoče rezati z laserskim rezalnikom?
Določeni materiali nikoli ne smejo vstopiti v laserski rezalnik zaradi resnih varnostnih tveganj. PVC sprošča strupen klorov plin ob laserski obdelavi, kar škoduje tako človeškemu dihalnemu sistemu kot opremi. Polikarbonat se talijo namesto da bi se čisto rezzal, kar povzroča požarna tveganja. Plastika ABS pri segrevanju proizvaja cianidne spojine. HDPE in polipropilen se talita namesto da bi se rezzala, pri čemer nastanejo lepljivi robovi. Steklena vlakna sproščajo škodljive delce, za katere je potrebna specializirana filtracija. Vedno preverite varnost materiala z varnostnim listom (MSDS) pred obdelavo; prav tako ugledni spletni laserski storitveni ponudniki objavljajo sezname prepovedanih materialov za zaščito.
3. Koliko debel material lahko prereže 1500 W vlaknasti laser?
1500 W vlaknene laserske naprave običajno režejo jeklo z vsebino ogljika do debeline 10–16 mm in nerjavnega jekla do debeline 5–6 mm. Aluminij predstavlja večjo težavo zaradi svoje toplotne prevodnosti in pri tej moči doseže približno 4–5 mm. Za debelejše materiale so potrebni močnejši sistemi – 6000 W vlaknene laserske naprave obdelujejo jeklo z vsebino ogljika do debeline 25 mm in nerjavnega jekla do debeline 20 mm. Ko naročate pri spletnih storitvah laserskega rezanja, pred oddajo načrtov preverite, ali specifikacije opreme ponudnika ustrezajo zahtevam glede debeline vašega materiala.
4. Kateri formati datotek sprejemajo spletne storitve laserskega rezanja?
Večina spletnih laserjskih storitev sprejme vektorske datotečne formate, vključno z SVG, DXF, AI in PDF. Vektorske datoteke so bistvene, ker matematično opisujejo oblike kot točke in krivulje, kar laserjem zagotavlja natančne koordinate za sledenje. DXF je industrijski standard za tehnična dela na podlagi CAD-a, medtem ko SVG ponuja široko združljivost. Rasterski formati, kot sta PNG in JPG, delujejo le za graviranje, ne pa tudi za rezanje. Pred oddajo pretvorite vse besedilo v konture, zaprite vse poti, odstranite podvojene črte in preverite, ali vaš dizajn uporablja dejansko merilo 1:1.
5. Kdaj naj uporabim spletne laserjske storitve namesto, da bi si kupil lastno opremo?
Spletni laserji storitve so finančno smiselni za enkratne projekte, izdelavo prototipov, občasne proizvodne potrebe in dostop do visokokakovostne tehnologije brez kapitalske naložbe. Lastništvo opreme postane izvedljivo, ko tedenski proizvodni volumen upravičuje naložbo in lahko izpolnite zahteve glede prostora, prezračevanja in vzdrževanja. Industrijski laserji za rezanje segajo od 250.000 USD do več kot 2 milijonov USD, medtem ko začetni sistemi z CO2 začnejo okoli 15.000 USD. Številni uspešni izdelovalci kombinirajo pristope – uporabljajo storitve za rezanje kovin, hkrati pa za projekte iz lesa in akrilnega stekla uporabljajo namizne lasere.