 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Razkrita spletna storitev CNC obdelave: od ponudbe do končnega dela
Kaj razlikuje spletno CNC obdelavo od tradicionalnih strojnih delavnic
Predstavljajte si, da ob polnoči naložite CAD-datoteko in se zjutraj zbudite ob podrobni ponudbi, ki že čaka v vašem e-poštnem predalčku. To je dejanska resničnost spletne CNC obdelovalne storitve — digitalno usmerjenega pristopa, ki je temeljito spremenil način, kako inženirji, oblikovalci in razvijalci izdelkov dostopajo do natančne proizvodnje.
Tradicionalne strojne delavnice delujejo po znanih vzorcih: telefonski klici, e-poštna komunikacija, osebne posvetovanja ter ponudbe, ki lahko trajajo dneve ali celo tedne, da se pojavijo. Gradiš odnose z lokalnimi strojniki, specifikacije razpravljaš na štetju in pogosto ne veš, ali dobiš konkurenčne cene. Čeprav ima ta neposredni pristop svoje prednosti, ustvarja ovire – še posebej, kadar tekaš proti roku ali si oddaljen od kakovostnih ponudnikov CNC storitev.
Spletna CNC storitev popolnoma spremeni ta model. Te digitalne platforme vas neposredno povežejo z omrežji certificiranih proizvajalcev prek enega samega vmesnika, s čimer odpravijo geografske omejitve pri iskanju »CNC blizu mene« in časovno zahtevno izmenjavo sporočil pri tradicionalnih postopkih pridobivanja ponudb.
Od CAD-datoteke do končnega dela v nekaj dneh
Delovni proces je osvežujoče preprost. Naložite svoje načrtovne datoteke – običajno v formatih STEP ali IGES – in algoritmi na podlagi umetne inteligence takoj analizirajo geometrijo vaše sestavne enote. V nekaj sekundah prejmete spletno ponudbo za obdelavo, ki upošteva izbiro materiala, natančnost, površinsko obdelavo in zapletenost proizvodnje. Po podatkih podjetja InstaWerk ti algoritmi primerjajo vašo sestavno enoto z bazami podatkov stotisoč že izdelanih delov, da takoj ustvarijo natančne cene.
Ta hitrost je pomembna. Razvijalci strojne opreme vedo, da morajo fizične izdelke potrditi s poskusi – ne le z simulacijami. Hitreje kot dobite delovne dele v roke, hitreje lahko izvajate ponovitve, testiranja in izboljšave svojih načrtov.
Kako so digitalne platforme spremenile dostop do proizvodnje
Tehnološka podlaga, ki omogoča to preobrazbo, združuje več elementov:
- Sistemi za takojšnje izdelavo ponudbe ki izključijo dneve čakanja na ponudbo za CNC obdelavo na spletu
- Samodejna povratna informacija o načrtovanju ki zazna težave s proizvodljivostjo še pred proizvodnjo
- Sistemi za upravljanje naročil ki naročila usmerjajo k specializiranim proizvajalcem znotraj razsežnih omrežij dobaviteljev
- Vzključno sledenje ki vas skozi celotno proizvodnjo redno obveščajo
Te platforme izkoriščajo svojo nakupno moč tako, da združujejo naročila in delo dodeljujejo visoko specializiranim partnerjem za CNC obdelavo. Del iz titanovega materiala, izdelan na stružnici, gre k proizvajalcem, ki so izkušeni pri obdelavi titana; zapleten aluminijast del za 5-osno obdelavo pa se usmeri k obratom, ki imajo to specifično strokovno znanje. Rezultat? Stalna kakovost, konkurenčne cene in dostop do zmogljivosti, ki morda niso na voljo v vašem lokalnem območju.
Za razvijalce izdelkov to pomeni, da se lahko osredotočijo na oblikovalsko delo namesto, da porabijo ure za pripravo podatkovnih paketov, kontaktirajo proizvajalce prek elektronske pošte in čakajo dneve na odgovore. Utrjujoč proces primerjave ponudb glede dobavnih rokov in stroškov se zdaj zmanjša na nekaj minut, ne več tednov.
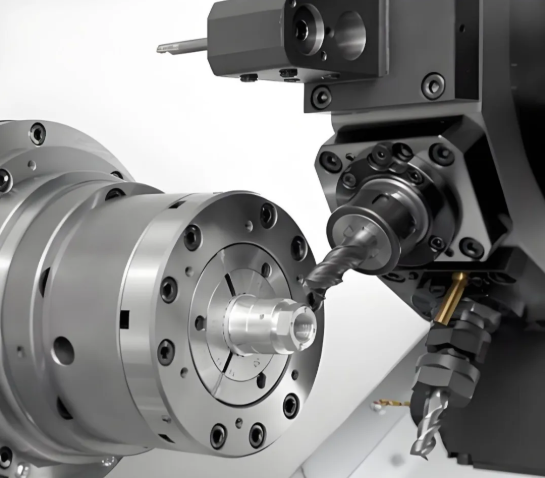
Razumevanje CNC frezanja, tokarenja in večosnega obdelovanja
Naložili ste svojo CAD-datoteko in prejeli takojšnjo ponudbo – a kako ugotovite, kateri postopek obdelave je najprimernejši za vašo komponento? Razumevanje razlik med CNC frezanjem, CNC tokarenjem in specializiranimi metodami, kot je elektroerozijsko obdelovanje (EDM), vam pomaga sprejeti boljšo odločitev glede stroškov, časa izdelave in kakovosti komponente. Spodaj bomo vsak postopek razložili v preprostih besedah.
Poenostavljeno razloženo CNC frezarenje
Predstavljajte si vrtečo se rezalno orodje premikanje po nepremičnem delovnem kosu, pri čemer se material odstranjuje plast po plast. To je CNC-frezanje vsebinsko povedano. CNC-režalni stroj uporablja večtočkovna orodja – konične freze, obrazne freze ali kroglaste freze – za izdelavo ravnih površin, votlin, žlebov in zapletenih 3D-oblik.
Kar naredi frezanje tako raznoliko postopek, je njegova sposobnost premikanja vzdolž več osi. Spodaj je pregled posameznih zmogljivosti:
- obdelava z 3 osmi: Orodje se premika vzdolž osi X (levo-desno), Y (spredaj-nazaj) in Z (gor-dol). Idealno za preproste geometrije – podporne elemente, ohišja in ravne plošče. Glede na Xometry so ti stroji cenovno ugodni in zahtevajo minimalno usposabljanje, kar jih naredi primernimi za preprostejše dele.
- frezanje na 4 osih: Dodaja vrtenje okoli ene osi, kar omogoča obdelavo značilnosti na več straneh brez ročnega ponovnega pozicioniranja dela.
- storitve 5-osnega CNC-obdelovanja: Orodje se lahko približa vašemu delu iz praktično katerekoli smeri, kar omogoča obdelavo zapletenih kontur, podrezov in gladkih reliefnih površin v enem samem nastavku. Te naprave se izjemno dobro kažejo pri izdelavi letalsko-kosmičnih komponent, medicinskih implantoih in kalupnih votlin.
Kaj pa nadomestitev? Več osi pomeni višje stroške naprave in večjo zahtevnost programiranja. Cena 3-osne naprave se giblje med 25 000 in 50 000 USD, medtem ko se cena 5-osne opreme giblje od 80 000 do več kot 500 000 USD. Vendar pri zapletenih delih 5-osna obdelava pogosto zmanjša skupne stroške, saj izključuje večkratne nastavke in izboljša natančnost.
Idealne uporabe za CNC-frezirana dela:
- Ohišja in ovoji z vdolbini in pritrdilnimi elementi
- Vezaji in konstrukcijski elementi z izvrtinami na več ploskvah
- Kalupne votline, ki zahtevajo gladke, konturirane površine
- Prototipska dela z zapleteno 3D-geometrijo
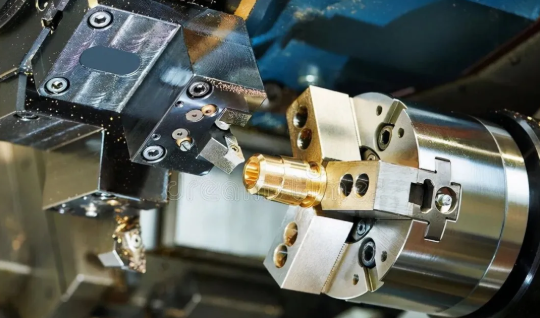
Kdaj je tokarenje boljša izbira kot frezanje
Zdaj si predstavljajte obratno: vaš delovni kos se hitro vrti, medtem ko nepremično rezalno orodje oblikuje njegovo površino. To je CNC tokarenje in najhitrejša pot za izdelavo cilindričnih ali stožčastih delov, kot so gredi, sorniki, vložki in navojni elementi.
Storitev CNC tokarenja uporablja stružnike, opremljene z enotostrižnimi rezalnimi orodji, ki se premikajo vzdolž osi X in Z. Ker se del neprestano vrti, tokarenje odlično ohranja sosičnost in krožnost – kar je ključno za dele, ki se morajo natančno prilegati v sestave.
Zakaj izbrati storitve CNC tokarenja?
- Hitrost: Preprostejše poti orodja in neprekinjeno rezanje naredita tokarenje hitrejše od friziranja za okrogle dele
- Stroškovna učinkovitost: Enotostrižna orodja so poceni, hkrati pa avtomatski podajalniki palic omogočajo proizvodnjo v velikih količinah z minimalnim posegom operaterja
- Natančnost: Standardne natančnosti znašajo ±0,002", pri dobro kalibrirani opremi pa je dosegljiva natančnost ±0,001"
Sodobni CNC tokarni centri pogosto vključujejo žive orodja—vrteča orodja, nameščena na revolverju—ki lahko izvajajo CNC rezalne operacije, kot so vrtanje prečnih lukenj ali frizanje ravnih površin, brez premikanja dela na ločeno napravo. Ta hibridna zmogljivost zapolnjuje vrzel med čisto tokarnimi in frizarskimi operacijami.
Idealne uporabe za tokarjene dele:
- Gredi, osi in valji
- Navojne vijake in priključke
- Vstavki, razdaljni obroči in cevi
- Kateri koli del z rotacijsko simetrijo
EDM za specializirane aplikacije
Kaj se zgodi, kadar konvencionalno CNC rezanje ne more opraviti naloge—na primer, kadar potrebujete izredno ostra notranja oglišča ali morate obdelovati zakaljeno orodno jeklo? Takrat vstopi v igro elektroerozijsko obdelovanje (EDM).
EDM odstranjuje material z električnimi iskrami med elektrodo in vašim prevodnim delom, pri čemer sta obe pod dielektrično tekočino. Mekanske rezalne sile ni, kar pomeni, da lahko obdelujete izjemno trde materiale ali občutljive geometrije, ki bi poškodovali tradicionalna orodja.
Pogoste aplikacije EDM:
- Žični EDM za zapletene profile in delove orodij z omejenimi tolerancami
- Potopni EDM za zapletene votline v kalupih
- EDM za majhne luknje za hladilne kanale v letalsko-kosmičnih delih
EDM je počasnejši in dražji kot frezovanje ali tokarenje, zato se običajno uporablja le za specializirane potrebe namesto za splošno proizvodnjo.
Izbira ustrezne metode za vaš projekt
Spodaj je hitro odločitveno okvirno sredstvo: če je vaš del predvsem krožen ali simetričen okoli središčne osi, začnite z tokarenjem. Če so potrebne ravne površine, žlebovi ali večstransko obdelava, je frezovanje prava izbira. Potrebujete oboje? Številne spletne platforme vašo naročilo usmerijo v centrale za kombinirano frezovanje in tokarenje, ki združujejo oba postopka v eni nastavitvi.
Geometrija vašega dela končno določa izbiro postopka – razumevanje teh osnovnih načel vam pomaga učinkoviteje komunicirati z vašim proizvajalcem ter optimizirati stroške in čas izdelave.
Vodnik za izbiro materiala za CNC-obdelane komponente
Ugotovili ste pravo obdelovalno metodo za vašo geometrijo – a kaj je z materialom? Ta odločitev pogosto določa, ali bo vaša komponenta delovala brezhibno ali pa odpovedala v praksi. Izbor napačnega materiala lahko pomeni prekomerno obrabo orodja, nestabilnost dimenzij ali predčasno odpoved komponente. Pravilen izbor uravnoteži mehanske zahteve, okoljske pogoje, obdelljivost in proračun.
Za razliko od preprostih seznamov materialov, ki jih najdete drugje, poglejmo ustvariti okvir za odločanje ki vam pomaga oceniti možnosti na podlagi specifičnih zahtev vašega projekta.
Kovine, ki se najbolje obdelujejo
Ko gre za obdelavo aluminija, le malo materialov ponuja enako kombinacijo obdelljivosti, razmerja trdnosti in mase ter cenovne učinkovitosti. Zato aluminijaste zlitine prevladujejo pri CNC-proizvodnji v industrijskih panogah od letalske in vesoljske tehnike do potrošniške elektronike.
A aluminij ni edina možnost. Spodaj je primerjava pogosto uporabljanih kovin, ko ocenjujete storitev spletne CNC-obdelave:
| Material | Pomembne lastnosti | Ocenjevanje strojnosti | Tipične aplikacije | Relativna cena |
|---|---|---|---|---|
| Aluminij 6061 | Dobra trdnost, odlična odpornost proti koroziji, zavarljiv | Odlično (90 %) | Konstrukcijski deli, okviri, pritrdilni elementi, deli splošne uporabe | Nizka ($) |
| Aluminij 7075 | Visoka trdnost, odpornost proti utrujanju, manj odporen proti koroziji kot 6061 | Dobro (70 %) | Zračni in vesoljski konstrukciji, komponente pri visokem napetosti, športna oprema | Srednje ($$) |
| NERDZAVEČE JEKLO 304 | Odlična odpornost proti koroziji, dobra trdnost, ne magneten | Umerjeno (45 %) | Oprema za hrano, medicinske naprave, pomorske aplikacije | Srednje ($$) |
| Nerjalik 316 | Izjemna odpornost proti koroziji, še posebej proti kloridom | Srednje (40 %) | Kemična industrija, pomorska oprema, kirurški instrumenti | Srednje-visok ($$$) |
| Mesing | Odlična obdelljivost, dobra odpornost proti koroziji, dekorativna končna površina | Odlično (100 %) | Priključki, ventili, električni priključki, dekorativna pribora | Srednje ($$) |
| Bronasta | Izjemna odpornost proti obrabi, nizka trenja, dobra odpornost proti koroziji | Dobro (65 %) | Ležaji, vstavki, pomorska oprema, zobniki | Srednje-visok ($$$) |
| Titanij razreda 5 | Izjemna trdnost glede na težo, biokompatibilen, odporen proti koroziji | Slabo (22 %) | Letalsko-kosmična industrija, medicinski implanti, avtomobili visokih zmogljivosti | Visoko ($$$$) |
Opomba: ocena obdelljivosti neposredno vpliva na vaše proizvodne stroške. Mesing se obdeluje kot maslo – dejansko predstavlja referenčno vrednost (100 %), s katero primerjamo obdelljivost drugih materialov. Obdelava bronaste zlitine zahteva več pozornosti zaradi njene trdote, vendar CNC-delov iz brona zagotavljajo izjemno odpornost proti obrabi za uporabo v ležajih in vstavkih. Titan, čeprav ponuja neprimerljive lastnosti glede zmogljivosti, zahteva specializirano orodje, počasnejše podajalne hitrosti in več časa na stroju – vse to poveča vašo ponudbo.
Izbira med aluminijem, jeklom in specialnimi zlitinami
Zveni zapleteno? Spodaj je praktični okvir, ki temelji na priporočilih HPPI-jevega vodnika za izbiro materialov:
Korak 1: Določite funkcionalne zahteve. Katerim obremenitvam bo del izpostavljen? Ali potrebuje električno prevodnost? Ali bo v stiku s korozivnimi snovmi ali ekstremnimi temperaturami?
Korak 2: Upoštevajte obratno okolje. Del, ki je namenjen uporabi v morski vodi, potrebuje drugačno zaščito pred korozijo kot del, ki je nameščen znotraj klimatizirane ohišja.
Korak 3: Oceni obdelovalnost glede na vaš proračun. Včasih material z višjo obdelovalnostjo in nekoliko nižjimi lastnostmi dejansko zagotovi večjo vrednost, če upoštevamo zmanjšano obrabo orodja in krajše cikle obdelave.
Za težko občutljive aplikacije, kot so letalsko-kosmični sestavni deli, se aluminij 7075 pogosto izkaže za boljšo izbiro kljub višji ceni v primerjavi z aluminijem 6061 – njegov odličen razmerje trdnosti in mase upravičuje višjo ceno. Za dele, ki zahtevajo izjemno odpornost proti obrabi pri drsnem stiku, se CNC bronasti sestavni deli izkažejo za boljše od večine alternativ, kljub višji ceni materiala.
Inženirske plastične mase: Ko kovina ni prava izbira
Kovina ni vedno prava izbira. Inženirske plastične snovi, kot sta delrin in nilon, ponujajo privlačne prednosti za ustrezne aplikacije – manjšo maso, nižjo ceno, naravno podmazovanje in odlično odpornost proti kemikalijam.
Vendar izbira med tema dvema priljubljenima plastikama zahteva razumevanje njunih različnih lastnosti. Glede na primerjavo podjetja Penta Precision se razlike v praksi jasno kažejo:
| Lastnina | Delrin (acetal/POM) | Najlon (PA6/PA66) |
|---|---|---|
| Vzvod vlage | Zelo nizka (0,2 %) | Visoka (2,5–3 %) |
| Dimenzionalna stabilnost | Odličen | Umerjena (nabreka ob vlago) |
| Toplotna odpornost | 100–110 °C stalno | 120–130 °C (različice z ojačitvijo iz steklenih vlaken) |
| Odpornost na udarce | Dober | Odličen |
| Obdelovalnost | Odlična – čiste rezine, gladka površina | Umerjena – nagnjena k nastanku vlaknastih končnic in odmiku |
| Relativna cena | 10–30 % višja | Nižji strošek materiala |
Material Delrin izstopa tam, kjer so pomembne natančne tolerance in odpornost proti vlagi. Čisto se obdeluje z ostrimi robovi in gladkimi površinami neposredno po orodju – zahteva zelo malo ali nič dodatne obdelave. Pomislite na natančne zobnike, ventilsko opremo in sestave z natančnimi tolerancami, kjer je dimenzijska stabilnost nespremenljiva.
Najlon za obdelavo je smiseln izbor, kadar potrebujete izjemno odpornost proti udarcem ali višjo odpornost proti toploti. Je najpogostejša izbira za dele, ki so izpostavljeni intenzivni obremenitvi – dinamične komponente, uporaba v motorju ali situacije, kjer je pod obremenitvijo želena pravzaprav fleksibilnost. Spomnite se le, da je najlon hidrofilen, zato se lahko deli v vlažnem okolju razširijo za 2–3 %, kar lahko vpliva na kritične pasovne mere.
Kovina proti plastični masi: hitri vodnik za odločanje
Kdaj naj namesto aluminija izberete plastično maso Delrin? Upoštevajte naslednje primere:
- Izberite tehnične plastične mase, kadar: Potrebujete zmanjšanje mase, naravno podmazovanje, električno izolacijo ali odpornost proti kemikalijam, ki napadajo kovine
- Izberite kovine, kadar: Strukturna trdnost je ključnega pomena, delovne temperature presegajo 150 °C ali mora delo vzdržati visoke mehanske obremenitve
- Upoštevajte okolje: Plastične snovi na splošno bolje odpirajo koroziji kot večina kovin, vendar lahko UV-sevanje in določene kemikalije s časom poslabšajo zmogljivost polimerov
Omejitve proračuna pogosto tudi vplivajo na odločitev. Plastika Delrin običajno stane več kot aluminij na kilogram, vendar njena nižja gostota pomeni, da dobite več delov na funt materiala – poleg tega njena odlična obdelovalnost zmanjša čas proizvodnje.
Material, ki ga izberete, vpliva na vsak vidik vašega projekta – od začetne ponudbe do dolgoročne zmogljivosti delov. Razumevanje teh kompromisov pred nalaganjem CAD-datoteke pomaga zagotoviti, da bodo vaši deli ustrezali specifikacijam brez prekoračitve proračuna.
Kako natančno določiti, kar resnično potrebujete
Izbrali ste material in ustrezno obdelovalno metodo – zdaj pa pride do specifikacije, ki lahko določi uspeh ali neuspeh vašega proračuna: natančnost. Tukaj je težava: mnogi inženirji privzeto izbirajo najtesnejše dopustne odstopanja, saj menijo, da zagotavljajo kakovost. V resnici pa preveč stroge specifikacije natančnosti lahko dvakrat ali celo trikrat povečajo stroške vaših delov brez izboljšanja njihove funkcionalnosti.
Kakšna je torej natančnost za navojne luknje, frezirane značilnosti ali stružene premerke? Še pomembneje: kdaj dejansko pomembne so strožje specifikacije? Poglejmo skozi žargon in vam predstavimo praktični okvir za določanje točno tiste natančnosti, ki jo vaša strojno obdelana dela zahtevajo – ne več in ne manj.
Razlaga standardnih in natančnih dopustnih odmikov
Natančnost določa sprejemljivo variacijo dimenzije. Ko navedete premer luknje 0,500" ± 0,005", proizvajalcu sporočite, da za vašo uporabo velja katera koli vrednost med 0,495" in 0,505".
Glede na smernice Xometryja za natančnost so standardne natančnosti za natančno CNC-obdelavo naslednje:
- Kovinski deli: ±0,005" (±0,127 mm) je privzeta standardna dopustna natančnost
- Plastični deli: ±0,010" (±0,254 mm) zaradi gibljivosti materiala med rezanjem
Za boljšo predstavo: debelina lista papirja je približno 0,003". Standardne dopustne natančnosti so popolnoma ustrezne za večino uporab—podporne elemente, ohišja, pokrovi in splošne mehanske komponente, kjer natančna prileganja niso ključna.
A kaj se zgodi, kadar potrebujete storitve natančnega CNC obdelovanja z ožjimi specifikacijami? Tu se začnejo stroški hitro povečevati:
| Kategorija tolerance | Tipičen obseg | Koeficient stroškov | Dodatne zahteve |
|---|---|---|---|
| Standardne | ±0,005" (±0,127 mm) | 1x (osnova) | Standardna oprema, vzorčno pregledovanje |
| Natančnost | ±0,001" (±0,025 mm) | 3–5× | Posebna orodja, nadzor okoljskih pogojev, podaljšani pregledi |
| Ultra-natančno | ±0,0004" (±0,010 mm) | 8–15× | Posebna oprema, 100-odstotni pregled, operacije sprostitve napetosti |
Opazite to razmerje? Glede na Modus Advanced raziskave DFM , ko se dopustne natančnosti zožijo prek ±0,005", se stroški povečujejo eksponentno – ne linearno. Prehod od standardnih k natančnim dopustnim natančnostim lahko stroške posameznih delov poveča tri do desetkrat, odvisno od geometrije in velikosti.
Ko dejansko zadevajo tesne tolerance
Tu je vprašanje, ki ga večina navodil za dopustne natančnosti izogiba: kdaj dejansko potrebujete storitve natančnega CNC obdelovanja namesto standardnih specifikacij?
Tjačji dopustni odmiki so utemeljeni, kadar:
- Sklapljajoči deli morajo sklepati z minimalnim zračnim presledkom (prisadna sklepanja, ležajne votline)
- Zatesnjevalne površine zahtevajo dosedan konstanten stik (žlebovi za O-prstanke, površine za tesnila)
- Vrtinčni ali drsni sestavni deli potrebujejo natančno poravnavo (gredi, bati, ventilski drogovi)
- Optične ali elektronske sestave zahtevajo natančno pozicioniranje
Standardni dopustni odmiki so primerni za:
- Zračne luknje za vpetje
- Nekritične zunanje mere
- Površine, ki se obdelujejo še dodatno
- Značilnosti, ki ne vplivajo na sestavo ali funkcijo
Upoštevajte navojne značilnosti kot praktičen primer. Pri navoju 3/8 NPT je največji premer 0,675" z standardiziranimi dopustnimi odstopanji, ki so že vključena v sam specifikaciji navoja. Podobno velja za izvedbo 1/4 NPT luknje – sledi uveljavljenim standardom; te značilnosti ni treba prekomerno natančno določati, saj operacija navijanja že samodejno nadzoruje kritične mere.
Oblikovanje za izdelavo: izogibanje dragim napakam
Po raziskavi podjetja Modus Advanced se približno 70 % stroškov izdelave določi že v fazi oblikovanja. To pomeni, da imajo vaše odločitve o dopustnih odstopanjih na risbi večji vpliv na stroške kot skoraj katera koli druga aktivnost na proizvodni liniji.
Spodaj so navedena praktična načela za optimizacijo vaših specifikacij:
- Omejena dopustna odstopanja uporabite le za kritične značilnosti. Če dimenzija ne vpliva na prileganje, obliko ali funkcijo, jo pustite pri standardnem dopustnem odstopanju.
- Upoštevajte obnašanje materiala. Mehkejši materiali, kot so naylon ali HDPE, se med rezanjem upogibajo, kar otežuje doseganje natančnih toleranc.
- Pomislite na pregled. Značilnosti, ki jih je težko obdelati, so tudi težko merljive. Za zapletene tolerance so lahko potrebni specializirani pregledni instrumenti, kar poveča stroške.
- Opazujte spremembe postopka. Določitev izvrtine z toleranco ±0,001" namesto ±0,005", ki bi jo bilo mogoče izvesti z brušenjem, lahko prisili proizvajalca, da jo izvede na stružnici – kar poveča stroške priprave in čas izdelave.
Najboljši način določanja toleranc je, da se tesne in/ali geometrijske tolerance uporabijo le na kritičnih mestih, kadar je to nujno za izpolnitev konstrukcijskih zahtev.
Ko naložite svoj model v spletno storitev za CNC obdelavo, algoritem za ponudbo oceni vsako določeno toleranco. Zmanjšanje netočnosti nepomembnih specifikacij z ±0,001" na ±0,005" lahko zniža vašo ponudbo za 30 % ali več – brez kakršnegakoli vpliva na delovanje dela.
Razumevanje dejavnikov, ki določajo stroške obdelave, vam omogoča nadzor nad kompromisi med natančnostjo in proračunom – kar nas pripelje do celotnega procesa naročanja in načinov, kako se izogniti pogostim napakam na poti.
Celoten spletni CNC proces naročanja korak za korakom
Poznate postopke obdelave, izbrali ste ustrezno materialno surovino in določili smiselne dopustne odstopanja. Zdaj pa se pojavi praktično vprašanje: kako dejansko pretvorite svojo CAD-datoteko v po meri izdelane obdelane dele, ki bodo kmalu ležali na vašem pisalnem mizu?
Delovni tok za spletno naročanje CNC-obdelanih delov se bistveno razlikuje od tradicionalnega proizvodnje. Ni več neproduktivnih telefonskih razgovorov z vodji obratov, ni več voženj vzorcev po mestu za pridobitev ponudb. Namesto tega uporabljate digitalni sistem, ki je zasnovan za hitrost – vendar nagradi pripravljenost in kaznuje nepravilno pripravo datotek.
Skupaj bomo pregledali celoten proces – od nalaganja datotek do odpiranja škatle z gotovimi CNC-obdelanimi deli.
Priprava vaših CAD-datotek za uspeh
Tu je realnostna preverjanja: glede na vodnik za naročanje podjetja Bolang je uspeh vašega spletnega naročila za 90 % odvisen od kakovosti vaših datotek. Avtomatizirani sistemi za izdelavo ponudb in človeški inženirji enako zanašajo na določene formate, da ustvarijo natančne cene in orodne poti.
Vaš 3D model predstavlja primarni vir resnice. Vendar niso vsi formati datotek enakovredni:
- STEP (.step / .stp): Zlata standarda za CNC obdelavo. Datoteke STEP ohranjajo natančno geometrijo, krivulje in definicije robov, ki jih mrežni formati izgubijo. Večina spletnih platform raje uporablja ta format.
- IGES (.iges / .igs): Še en industrijski standardni format, ki se dobro obnese pri prenašanju 3D površinskih podatkov med različnimi CAD sistemi.
- Parasolid (.x_t / .x_b): Nativni format za Siemens NX in SolidWorks; te datoteke ohranjajo visoko geometrijsko natančnost.
- SOLIDWORKS (.sldprt): Mnoge platforme neposredno sprejmejo native datoteke SolidWorks.
Kaj pa datoteke STL? Po Dipecov vodnik za pripravo datotek , za CNC obdelavo bi morali izogibati datotekam STL. Datoteke STL temeljijo na mreži in približno predstavljajo površine z uporabo trikotnikov, kar lahko vodi do izgube podrobnosti pri ustvarjanju orodnih poti. Za 3D tiskanje delujejo odlično, vendar jim manjka natančna geometrija, ki jo zahtevajo CNC stroji.
Poleg formatov datotek so pomembne tudi podrobnosti priprave:
- Nastavite pravilne enote. Napake pri izbiri milimetrov ali palcev povzročijo izdelke, ki so 25-krat preveliki ali premajhni.
- Določite jasno izhodiščno točko. To pomaga proizvajalcem pravilno orientirati vaš del.
- Preverite, ali obstajajo odprte površine ali reže. Vodotesni modeli preprečujejo napake pri ponudbah in zmedo med izdelavo.
- Odstranite nepotrebne značilnosti. Konstrukcijska geometrija, skrite telesa in podvojene površine lahko zmedejo avtomatizirano analizo.
Za dele z ožjimi tolerancami nikoli ne zanašajte izključno na 3D model. Vključite tudi 2D PDF risbo, ki določa kritične mere, zahteve glede površinske obdelave in geometrijske tolerance. To odpravi ugibanje in zagotovi, da bodo vaši CNC obrabljani deli ali frezirani komponente ustrezali natančno določenim specifikacijam.
Kaj se zgodi po nalaganju
Ko vaše datoteke pristanejo na platformo, poteka naslednji korak po koraku proces od digitalnega modela do fizičnega dela:
- Takojšnja analiza geometrije: Algoritmi umetne inteligence v nekaj sekundah pregledejo vaš model in prepoznajo značilnosti, kot so luknje, votline, navoji in podrezane površine. Sistem označi morebitne težave s proizvodljivostjo – ostri notranji vogali, ki zahtevajo elektroerozijsko obdelavo (EDM), tanki steni, ki se lahko upognejo med rezanjem, ali značilnosti, do katerih standardna orodja ne morejo doseči.
- Samodejno ponujanje: Na podlagi geometrijske zapletenosti, izbire materiala, zahtev glede natančnosti in količine prejmete ponudbo skoraj takoj. Glede na podatke podjetja Bolang material predstavlja približno 20 % stroškov obdelave, medtem ko čas obratovanja strojev predstavlja 80 % – zato ima geometrijska zapletenost največji vpliv na vašo ponudbo.
- Povratna zanka oblikovanja: Zanesljivi platformi pred potrditvijo naročila zagotavljajo povratne informacije o načrtovanju za proizvodnjo (DFM). Predlagajo spremembe, ki znižajo stroške – na primer dodajanje zaobljenih radijev notranjim kotom, prilagajanje debeline sten ali priporočanje nadomestitve materiala. Ta izmenjava predlogov in povratnih informacij lahko pri zapletenih delih zniža stroške za 20–50 %.
- Potrditev naročila in usmerjanje: Ko potrdite ponudbo, vaše naročilo vstopi v vrsto za proizvodnjo. Digitalne platforme usmerjajo naročila k specializiranim proizvajalcem znotraj svoje mreže – vaš del iz titanove zlitine gre v obrate z izkušnjami pri obdelavi titanove zlitine, medtem ko večosni aluminijasti del gre v obrate z zmogljivostmi 5-osne obdelave.
- Proizvodnja: Programerji CNC ustvarijo poti orodja iz vašega modela, izberejo ustrezna rezalna orodja in pripravijo stroj. Pri naročilih za CNC prototipe se proizvodnja pogosto začne znotraj 24–48 ur po potrditvi naročila.
- Kontrola kakovosti: Končani CNC strojni deli so podvrženi dimenzionalni preveritvi. Pri standardnih naročilih se običajno izvede vzorčna kontrola, medtem ko se za natančne dele lahko izvede popolna kontrola (100 %) z dokumentiranimi meritvenimi poročili.
- Obdelava površin: Če ste določili obdelave, kot so anodiranje, pršenje s praškasto barvo ali čiščenje z drobci, se deli pred končnim pakiranjem pošljejo v operacije končne obdelave.
- Dostava: Deli so skrbno zapakirani, da se prepreči poškodba med prevozom. Standardni aluminijasti prototipi običajno odidejo v dostavo znotraj 3–5 delovnih dni; serije proizvodnje 100+ enot pa običajno trajajo 2–4 tedna, odvisno od zahtev za končno obdelavo.
Pogoste napake, ki ovirajo izvedbo naročil
Celó izkušeni inženirji občasno napovedo pri procesu naročanja. Glede na analizo podjetja JUPAICNC povzročajo te pasti največ zamud in prekoračitev stroškov:
- Nepopolne specifikacije: Predložitev 3D modela brez dopuščenih odmikov, zahtev glede materiala ali zahtev glede končne obdelave prisili proizvajalce, da uganejo – ali pa zavrnejo vašo naročilo, dokler ne pridobijo pojasnil.
- Napačna izbira materiala: Izbira na podlagi prepoznavnosti imena namesto na podlagi zahtev glede uporabe. Ta del iz nerjavnega jekla se morda odlično obdeluje iz aluminija za polovico cene, če zahteve glede trdnosti to omogočajo.
- Preveč natančni dopustni odmiki: Zahteva za vsako dimenzijo dopuščenega odmika ±0,001" namesto ±0,005", kar bi bilo povsem zadostno, znatno poveča stroške brez izboljšanja funkcionalnosti dela.
- Nerealni roki: Predpostavka, da je CNC obdelava enako hitra kot 3D tiskanje. Za zapletene dele je potrebno programiranje, večkratna namestitev in čas za pregled. Pospeševanje vodi do kompromisov pri kakovosti.
- Ignoriranje povratnih informacij o DFM: Ko platforma predlaga spremembe načrta, jih zavrnitev brez premisleka pogosto pomeni plačilo nadomernih cen za funkcije, ki bi jih lahko poenostavili.
Kakovostnejša vaša datoteka, kakovostnejši vaš rezultat.
Dodatna ura za pripravo čistih datotek, določitev le nujnih dopustnih odstopanj in pregled povratnih informacij o načrtovanju za izdelavo (DFM) lahko pri vašem naročilu po meri izdelanih strojno obdelanih delov prihranijo dneve zamude in stotine dolarjev.
Ko so vaši deli že na poti, postane razumevanje dejavnikov, ki so vplivali na končno ponudbo, ter načinov za izboljšanje prihodnjih naročil naslednja pomembna veščina, ki jo je treba razviti.
Dejavniki cen in strategije optimizacije stroškov
Vaši deli iz prejšnjega naročila so že bili odposlani, zdaj pa gledate račun in se sprašujete: zakaj je bila ta ponudba tako visoka? Ali pa naložite nov dizajn in opazujete, kako se cena spreminja, ko prilagajate parametre. Razumevanje dejavnikov, ki dejansko vplivajo na ceno CNC obdelave, vam pomaga sprejeti pametnejše odločitve še pred tem, ko kliknete »naroči«.
Tukaj je nekaj, kar večina platform vam neposredno ne bo povedala: stroški obdelave kovin s strani strojnika predstavljajo le približno 20 % vaših skupnih stroškov. Preostalih 80 % izhaja iz časa uporabe strojev – kar pomeni, da ima zapletenost konstrukcije, zahteve glede natančnosti in učinkovitost proizvodnje veliko večji vpliv na vaš končni rezultat kot izbira materiala sama po sebi.
Kaj določa stroške CNC obdelave
Poglejmo si glavne dejavnike, ki določajo stroške, da boste lahko pred nalaganjem svoje CAD-datoteke napovedali ceno:
- Izbira materiala: Cene surovin se zelo razlikujejo. Glede na analizo stroškov Unionfab je aluminij najcenejši ($), titan in magnezij pa imata najvišjo ceno ($$$$$). Vendar si zapomnite – trši materiali hitreje obrabljajo orodja in zahtevajo počasnejše rezalne hitrosti, kar povečuje stroške še nad tiste, ki izhajajo iz samih cen surovin.
- Zloženost delov: Globoki žlebovi, ostri notranji vogali, tanke stene in zapletene geometrije vse skupaj podaljšajo čas obdelave. Značilnosti, ki zahtevajo več nastavitev ali specializirana orodja, povečajo stroške dela in čas za menjavo na stroju. Del, ki se lahko izvede v eni sami nastavitvi, bo vedno cenejši kot del, za katerega so potrebne tri ponovne pozicioniranja.
- Tolerance: Kot smo že prej razpravljali, prehod od standardnih (±0,005") do natančnih (±0,001") dopustnih odmikov lahko stroške poveča za 3–5-krat. Vsak naveden omejen dopustni odmik zahteva počasnejše rezalne hitrosti, dodaten čas za pregled in morda tudi specializirano opremo.
- Količina: To deluje v vašo korist. Stroški priprave – programiranje, pritrditvena oprema, izbor orodij – ostanejo nespremenjeni, ne glede na to, ali izdelujete enega samega del ali sto kosov. Razdelitev teh stroškov na več enot zelo znatno zmanjša strošek na posamezen kus. Glede na podatke podjetja Unionfab se stroški na enoto zmanjšajo za 50 % ali več, ko se naročilo poveča s posameznih prototipov na serije petih kosov.
- Površinske obdelave: Končna obdelava »kot iz stroja« je vključena v osnovni ceni brez dodatnih stroškov. Anodizacija pa poveča stroške za 3–12 USD na kos, elektroplastika za 10–30 USD, specializirane obdelave, kot so pasivacija ali lasersko graviranje, pa stroške še dodatno povišajo. Vsaka končna obdelava zahteva dodatno rokovanje, več časa za obdelavo in dodatne kontrole kakovosti.
- Čas dostave: Standardni proizvodni urniki (7–15 delovnih dni) ponujajo najboljšo vrednost. Naročila z izjemno hitro izvedbo (1–3 dnevi) zahtevajo nadure, motnje v proizvodnem urniku in pospešeno pošiljanje – pričakujte dodatne stroške v višini 25–100 % nad standardnimi cenami.
Pametni načini zmanjšanja stroškov delov
Ker zdaj razumete dejavnike, ki vplivajo na stroške, spodaj je, kako lahko optimizirate naročila za strojno obdelane dele brez izgube funkcionalnosti:
- Po enostavitev geometrije, kadar je mogoče. Zmanjšajte ostri notranji vogali – navedite polmer vogala vsaj eno tretjino globine votline. Glede na smernice Hubs za oblikovanje za proizvodnjo (DFM) večji polmeri omogočajo uporabo večjih orodij, ki rezljejo hitreje in so cenejša.
- Uporabljajte standardne velikosti orodij. Značilnosti oblikovanja so prilagojene pogosto dostopnim koničnim frizarkam in vrtalnikom. Premeri lukenj v korakih po 0,1 mm (do 10 mm) ali standardni ulomki odpravljajo stroške posebnih orodij.
- Optimizirajte debelino sten. Pri kovinskih delih ohranite debelino sten nad 0,8 mm; pri plastikah pa nad 1,5 mm. Tanke stene zahtevajo počasnejše prehode in ogrožajo odmik, kar podaljšuje čas izdelave.
- Natančne tolerance določite izbirno. Le kritične površine za sestavo potrebujejo natančne specifikacije. Zmanjšanje natančnosti nepomembnih dimenzij z ±0,001" na ±0,005" lahko zmanjša stroške za 30 % ali več.
- Ko je sprejemljivo, izberite končno obdelavo »kot izrezano«. Določitev površinske obdelave le tam, kjer je funkcionalno potrebna, odpravi sekundarne operacije in povezane stroške.
- Naročila strategično združujte. Če potrebujete 3 dele sedaj in morda še 10 kasneje, običajno stane naročitev vseh 13 delov hkrati manj kot dve ločeni naročili zaradi skupnih stroškov priprave.
- Izberite obdelovalne materiale. Aluminij 6061 se obdeluje hitreje kot nerjavna jeklena—pogosto dvakrat hitreje. Ko zahteve glede trdnosti to omogočajo, izbira lažje obdelovanih zlitin zmanjša čas cikla in obrabo orodja.
Ko ima pospešena storitev smisel
Nujni naročili niso vedno zapravljeni denar. Spodaj je navedeno, kdaj je plačilo premije opravičeno:
- Projekti na kritični poti: Ko zamujen prototip blokira celotno uvedbo izdelka, je pristojbina za nujno izdelavo zanemarljiva v primerjavi s stroški zamude pri uvedbi na trg.
- Preverjanje načrta pred dokončno izdelavo orodja: Dodatni stroški za potrditev načrta pred investicijo v brizgalne kalupe ali proizvodna orodja pogosto preprečijo še veliko dražje napake.
- Obveznosti do strank: Ko so na koncu tudi obljube o dobavi, nujna proizvodnja varuje odnose, ki so vredni več kot pristojbina za pospešitev.
Za ne-nujne projekte standardni roki zagotavljajo enako kakovost po znatno nižji ceni. Načrtovanje vnaprej—predčasno nalaganje datotek, hitri odziv na povratne informacije o izdelovalnosti (DFM) ter izogibanje zadnjeminutnim spremembam načrta—omogoča, da ostanejo vaša naročila na ekonomičnih urnikih.
Najdražji CNC-rezi niso tisti, za katere je potrebna specializirana oprema—temveč tisti, izvedeni na delih, ki so bili zasnovani brez upoštevanja optimizacije stroškov. Z uporabo teh strategij lahko zdaj ocenjujete ne le, koliko bodo stali vaši deli, temveč tudi, kako se izbor proizvodne metode primerja med različnimi tehnologijami izdelave.
CNC-obdelava nasproti 3D-tiskanju, litju v obliko in izdelavi iz pločevine
Optimizirali ste svoj dizajn za CNC-obdelavo in razumete dejavnike, ki vplivajo na stroške—vendar se postavlja še eno pomembno vprašanje: ali je CNC-izdelava sploh prava proizvodna metoda za vaš projekt? Včasih je odgovor ja. Včasih pa 3D-tiskanje, litje v obliko ali izdelava iz pločevine zagotovita boljše rezultate po nižji ceni.
Zgodnja izbira prihrani denar, čas in razdraženost. Glede na navodilo za izbiro proizvodne metode podjetja Protolabs pomaga razumevanje tega, kdaj posamezna tehnika najbolje opravlja delo, da pravilno priredite proizvodne metode dejanskim zahtevam projekta namesto da bi se zanašali na že znane tehnike.
Poglejmo primerjavo teh štirih glavnih proizvodnih pristopov ob strani.
Odločitveni okvir: CNC nasproti 3D tiskanju
Razprava med CNC in 3D tiskanjem se v razvoju izdelkov pojavlja nenehno – in univerzalnega zmagovalca ni. Vsaka metoda prevladuje v določenih primerih uporabe.
Izberite CNC obdelavo, kadar potrebujete:
- Izboljšane mehanske lastnosti iz trdnih kovinskih ali inženirskih plastičnih polizdelkov
- Natančni dopustni odmiki (±0,001" dosegljivi nasproti ±0,005" tipičnim pri 3D tiskanju)
- Funkcionalni prototipi, ki ujemajo materialne lastnosti serijskih izdelkov
- Količine od 1 do več sto delov ekonomično
Izberite 3D tiskanje, kadar potrebujete:
- Hitra izdelava CNC prototipov – včasih celo dostava istega dne
- Zelo zapletene notranje geometrije, ki jih ni mogoče obdelati (rešetke, konformne kanale za hlajenje)
- Preverjanje načrtovanja po nizki ceni pred izdelavo CNC prototipov
- Prototipiranje iz ogljikovega vlakna z neprekinjeno vlakneno ojačitvijo
- Zelo prilagojeni enkratni deli, pri katerih stroški orodij niso upravičeni
Po Proizvodna analiza podjetja Gizmospring , 3D tiskanje izstopa pri hitrem izdelovanju prototipov, saj omogoča hitro izvedbo in nižje stroške, kar omogoča hitro iteracijo. Vendar CNC obdelava zagotavlja natančnost, trdnost materiala in kakovost površine, kadar je to najpomembnejše.
Pri prototipiranju z CNC obdelavo se optimalna točka pojavlja, kadar potrebujete funkcionalno preverjanje – dele, ki delujejo pod dejanskimi obremenitvami v realnem svetu, ne le preverjanje ujemajočih se dimenzij. 3D-tiskani nosilec morda potrdi geometrijo, vendar CNC-obdelana aluminijasta različica potrdi dejansko delovanje.
Kdaj je bolj smiselno uporabiti litje v stiskalnici?
Tu prostornina vse spremeni. Pri litju v stiskalnici je za orodja potreben pomemben začetni investicijski znesek – običajno od 3.000 do več kot 100.000 USD, odvisno od zapletenosti – vendar se stroški na kos dramatično znižajo pri velikih količinah.
Presečna točka: Glede na podatke podjetja Protolabs se litje v oblika običajno izkaže za bolj ekonomično kot CNC obdelava pri količinah med 100 in 500 kosov, odvisno od geometrije in materiala. Za serije proizvodnje več kot 10.000 kosov litje v oblika stane le delček cene alternativnih CNC postopkov.
Litje v obliki zmaga, kadar:
- Količine proizvodnje presegajo 500 enakih kosov
- Kosi zahtevajo zapletene funkcije, ki bi jih bilo drago obdelati (zaklepni elementi, gibljivi sponke, tankostienni deli)
- Potrebna je dosledna ponovljivost na tisočih enotah
- Dolgoročni proizvodni urniki upravičujejo naložbo v orodja
CNC obdelava ostaja nadrejena, kadar:
- Potrebujete storitve CNC obdelave prototipov za preverjanje načrtovanja pred izdelavo kalupov
- Količine ostanejo pod mejo, kjer se litje v oblika izkaže za bolj ekonomično
- Zahtevani so kovinski deli (litje v oblika se predvsem uporablja za plastične materiale)
- Spremembe načrta še naprej ostajajo verjetne – spremembe kalupa so dragocene
Številni uspešni izdelki strategično uporabljajo oba načina. Obdelava prototipov potrdi načrtovanje hitro, nato pa litje v oblika prevzame masovno proizvodnjo, ko so specifikacije končne.
Tabela primerjave proizvodnih metod
Ta primerjava zajema ključne kriterije odločanja za vse štiri glavne proizvodne metode:
| Merila | CNC obravnava | 3D tisk | Injekcijsko oblikovanje | Izdelavi limarin |
|---|---|---|---|---|
| Idealne količine | 1–500 kosov | 1–50 delov | 500–1.000.000+ kosov | 10–10.000 kosov |
| Možnosti materiala | Kovine, plastične mase, kompoziti (več kot 50 možnosti) | Polimeri, smole, nekaj kovin (omejen izbor) | Predvsem termoplasti (širok izbor polimerov) | Listaste kovine: aluminij, jeklo, nerjavnega jekla, baker |
| Natančnostna zmogljivost | dosegljivo ±0,001" | ±0,005" tipično | ±0,003" tipično | ±0,005" do ±0,010" |
| Tipični čas izvedbe | 3–15 delovnih dni | 1–5 delovnih dni | 2–6 tednov (vključno z izdelavo orodja) | 5-15 delovnih dni |
| Stroški nastavitve/orodja | Nizka ($0–500) | Brez | Visoka ($3.000–100.000+) | Nizka do zmerna ($100–2.000) |
| Strošek na kos (10 kosov) | $$ | $$ | $$$$$ (orodja amortizirana) | $$ |
| Strošek na delo (1.000 enot) | $$ | $$$ | $ | $ |
| Najbolj Prilostovit Za | Natančni kovinski/plastični deli, funkcionalni prototipi | Hitro izdelovanje prototipov, kompleksne geometrije, prilagajanje | Proizvodnja plastičnih izdelkov v visokih količinah | Ohišja, vzmetni nosilci, plošče |
Izbor pravega rešitve za vaš projekt
Ko ocenjujete storitve za izdelavo prototipov z brusenjem ali proizvodnjo, preglejte naslednja merila za odločanje:
- Kakšna je vaša količina? Za majhne količine so ugodnejši CNC ali 3D tisk; za velike količine pa je ugodnejše litje v oblika ali izdelava iz pločevine.
- Kakšne lastnosti materiala potrebujete? Če so pomembni trdnost, odpornost proti toploto ali določene kovinske zlitine, najverjetneje zmaga CNC obdelava ali izdelava iz pločevine.
- Kako tesne so vaše dopustne odstopanja? Zelo natančne zahteve pogosto izključijo 3D tisk in izdelavo iz pločevine.
- Kakšen je vaš časovni okvir? Nujne potrebe po CNC prototipih lahko naredijo 3D tisk hitrejšo izbiro; za proizvodnjo pa je mogoče sprejeti daljše vodilne čase litja v oblika.
- Ali je vaš dizajn končan? Če so spremembe še vedno verjetne, se izogibajte dragim spremembam orodja za vbrizgavanje.
Številni spletni ponudniki storitev CNC obdelave zdaj ponujajo več metod izdelave prek ene same platforme—kar vam omogoča izdelavo prototipov z hitro CNC prototipizacijo, preverjanje funkcionalnosti z delujočimi obdelanimi deli in nato prehod na vbrizgavanje za serijsko proizvodnjo brez zamenjave dobavitelja.
Razumevanje teh kompromisov vam omogoča, da sprejmete odločitve o izdelavi na podlagi zahtev vašega projekta namesto na podlagi poznavanja procesa. Vendar je izbira pravilne metode le del enačbe—zagotavljanje, da vaš partner za izdelavo izpolnjuje kakovostne standarde, ustrezne za vašo industrijo, predstavlja še eno ključno dimenzijo, ki jo je treba upoštevati.
Pojasnjene industrijske certifikacije in standardi kakovosti
Izbrali ste proizvodno metodo in razumete dejavnike, ki določajo ceno – vendar tu nastane vprašanje, ki loči naključno izdelavo prototipov od resne proizvodnje: ali vaš CNC partner poseduje certifikate, ki jih zahteva vaša industrija? Za komponente za letalsko-kosmično industrijo, medicinske naprave ali avtomobilsko sestavo lahko napačen odgovor pomeni zavrnjene dele, neuspele revizije ali celo hujše posledice.
Certifikati niso le lepi logotipi na spletni strani. Glede na vodnik 3ERP o certifikacijah predstavljajo dokumentirano potrdilo, da je proizvajalec uvedel sisteme upravljanja kakovosti, redno opravlja revizije tretjih oseb ter zagotavlja sledljivost skozi celoten proizvodni proces. Razumevanje dejanskega pomena vsakega certifikata vam pomaga izbrati podjetja za natančno obdelavo, ki najbolje ustrezajo zahtevam vašega posebnega projekta.
Razšifrovanje certifikatov ISO AS9100 in IATF
Poglejmo skozi mešanico standardov za certifikacijo v proizvodnji. Vsak standard obravnava določene industrijske zadeve – in razumevanje razlik vam pomaga preveriti, ali potencialni partner dejansko lahko izpolni zahteve vaše aplikacije.
ISO 9001: Temelj sistema upravljanja kakovosti
Predstavljajte si standard ISO 9001 kot osnovno certifikacijo za vsako resno proizvodno operacijo. Določa zahteve za sistem upravljanja kakovosti (QMS), ki se osredotoča na zadovoljstvo strank, dosledno kakovost izdelkov in nenehno izboljševanje. Glede na Hartford Technologies , ima standard ISO 9001 veljavnost v vseh panogah in vseh velikostnih razredih podjetij – služi kot temeljna certifikacija, ki določa predpogoje za trdno uveljavljen sistem kakovosti.
Ko sodelujete z online storitvijo za CNC obdelavo, ki je certificirana po standardu ISO 9001, imate zagotovilo, da:
- Vsak korak proizvodnje urejajo dokumentirani postopki
- Zahteve strank so sistematično določene in spremljane
- Notranji reviziji preverjajo nadaljnjo skladnost
- Korektivni ukrepi odpravljajo nezdružljivosti, preden postanejo vzorci
AS9100: Kakovostni nadzor za letalsko-kosmično industrijo
CNC obdelava letalsko-kosmičnih komponent zahteva več kot splošno kakovostno upravljanje. Standard AS9100 temelji na standardu ISO 9001 in ga dopolnjuje z letalsko-kosmično specifičnimi zahtevami glede upravljanja tveganj, konfiguracijskega nadzora in sledljivosti izdelkov. Vsaka komponenta mora biti sledljiva do vira surovin, ocene tveganja odpovedi pa so obvezne v celotnem procesu preverjanja načrtovanja.
Za letalsko-kosmične obdelovalne aplikacije potrdilo AS9100 kaže, da proizvajalec razume okolje brez popustov v letalstvu. Deli, namenjeni letalom – bodisi strukturne komponente, motorne sestave ali ohišja avionike – zahtevajo to raven dokumentiranega nadzora.
ISO 13485: Standardi za proizvodnjo medicinskih pripomočkov
Medicinsko obdelava nosi posebne odgovornosti. Okvara kirurškega orodja ali sestavnega dela za implantate lahko stane življenja. Standard ISO 13485 določa sistem upravljanja kakovosti (QMS), ki je posebej prilagojen proizvodnji medicinskih pripomočkov, pri čemer poudarja upravljanje tveganj, skladnost z regulativnimi zahtevami ter popolno sledljivost od načrtovanja do vzdrževanja.
Obdelava medicinskih pripomočkov v skladu z ISO 13485 zahteva:
- Strogo dokumentacijo načrtovanja, proizvodnje in potrjevanja procesov
- Dokazano sposobnost prepoznavanja in zmanjševanja tveganj za varnost bolnikov
- Skladnost z regulativnimi obvezami na ciljnih tržiščih
- Izdelke, ki izpolnjujejo določene kriterije varnosti in delovanja
IATF 16949: Izvirnost v avtomobilski industriji
Razvila jo je Mednarodna avtomobilska delovna skupina (International Automotive Task Force); standard IATF 16949 predstavlja globalni standard za upravljanje kakovosti, ki je posebej prilagojen avtomobilski proizvodnji. Temelji na standardu ISO 9001, vendar vključuje dodatne zahteve glede oblikovanja izdelkov, proizvodnih procesov in standardov, določenih s strani strank, ki opredeljujejo avtomobilsko dobavno verigo.
Kaj naredi standard IATF 16949 še posebej dragocen? Certificirane obrati uvedejo statistično kontrolo procesov (SPC), da spremljajo proizvodne spremenljivke v realnem času, kar zagotavlja dosledno visoko natančnost komponent tudi pri daljših proizvodnih serijah. To je pomembno, kadar proizvajate sklope podvozij, zavorne komponente ali natančne kovinske vtičnice, saj neposredno vpliva dimenzionalna natančnost na varnost in zmogljivost vozila.
Za avtomobilske aplikacije, ki zahtevajo certificirane proizvodne zmogljivosti, Rešitve za obdelavo avtomobilskih delov podjetja Shaoyi pokazati, kako izgleda proizvodnja, certificirana v skladu z IATF 16949, v praksi – izdelava zapletenih sklopov podvozij in natančnih kovinskih komponent z roki dobave že enega delovnega dne, hkrati pa ohraniti stroge nadzore kakovosti.
Ujemanje certifikatov z vašimi industrijskimi potrebami
Katera potrdila morate preveriti pred oddajo naročila? To je povsem odvisno od tega, kam bodo vaše komponente končale. Spodaj je praktičen pregled po panogah:
Splošna proizvodnja in izdelava prototipov:
- Potrdilo ISO 9001 zagotavlja ustrezno jamstvo kakovosti.
- Poudarek naj bo na kakovosti komunikacije in hitrosti odziva na povratne informacije glede oblikovanja za izdelavo (DFM).
- Natančnost izdelave je pomembnejša od specializiranih potrdil.
Zračno in obrambno:
- Potrdilo AS9100 je običajno obvezno za komponente, kritične za letenje.
- Za obrambne izdelke, navedene na ameriškem seznamu vojaške opreme (U.S. Munitions List), je zahtevana skladnost s predpisi ITAR.
- Pričakujte natančno dokumentacijo in popolno sledljivost materialov.
Zdravstvena oprema in medicinske naprave:
- Certifikat ISO 13485 je nujen za regulirane medicinske izdelke
- Za medicinske naprave na ameriškem trgu je morda potrebna registracija pri FDA
- Pogosto so potrebni certifikati materialov in dokumentacija o biokompatibilnosti
Avtomobilska industrija:
- Certifikat IATF 16949 zahtevajo večji proizvajalci opreme (OEM) in dobavitelji prve stopnje (Tier 1)
- Dokumentacija PPAP (Postopek odobritve proizvodnih delov) se pogosto pričakuje
- Zmožnosti statističnega nadzora procesov zagotavljajo dosledno kakovost proizvodnje
Certifikati našim strankam kažejo, da smo resni glede kakovosti. Niso le papirji – predstavljajo zavezo do izvrstnosti pri vsakem izdelku, ki ga izdelamo.
Glede na vodnik za certifikacije Machine Shop Directory zahteva 67 % proizvajalcev opreme (OEM) od svojih dobaviteljev certifikat ISO 9001 – in obrti z industrijsko specifičnimi certifikati v povprečju osvojijo 15 % več pogodb. Naložba v certifikacije prinaša koristi v obliki širšega dostopa na trge in večje zaupanja strank.
Certifikati ne odpirajo le vrat reguliranim industrijam, temveč spodbujajo tudi notranja izboljšanja. Postopek revizije prisili proizvajalce, da pregledajo svoje delovne procese, dokumentirajo postopke in uvedejo nadzorne mehanizme, ki zmanjšujejo napake in odpadke. Od teh izboljšav učinkovitosti profitirate prek bolj skladne kakovosti in pogosto nižjih cen, saj se operativne izboljšave s časom kumulativno povečujejo.
Znati, katere certifikate potrebujete za vašo uporabo, je bistveno – vendar za preverjanje, ali potencialni partner dejansko poseduje te pristojnosti in v praksi zagotavlja skladno kakovost, je potreben sistematičen pristop k ocenjevanju.
Kako oceniti in izbrati pravega spletnega CNC partnerja
Razumete certifikate, veste, kateri standardi so zahtevani v vaši industriji – a kako dejansko preverite, ali potencialni proizvodni partner izpolnjuje svoje obljube? Izbor napačne CNC obrabne delavnice lahko pomeni zamujene roke, zavrnjene dele in frustrirajoče komunikacijske prekinitve, ki ogrozijo celoten časovni razpored vašega projekta.
Ali zdaj iščete »CNC obrabne delavnice v bližini« ali ocenjujete globalne digitalne platforme, izbirni proces zahteva sistematično oceno namesto intuitivnega odločanja. Glede na vodnik za izbiro partnerjev TQ Manufacturinga podjetja pogosto srečajo pogoste pasti, kot so neenakomerna kakovost, zamujene dobave in slaba komunikacija – težave, ki povzročajo dragocen ponovni delo, zamude v proizvodnji in nezadovoljne stranke.
Zgradimo praktičen okvir za ocenjevanje storitev po meri za CNC obrabovanje, ki zanesljive partnerje loči od tveganih dobaviteljev.
Rdeči prapori pri izbiri CNC partnerja
Preden se poglobimo v to, na kaj naj pozorujemo, najprej določimo opozorilne znake, ki bi vas morali spodbuditi, da poiščete druge možnosti. Glede na kontrolni seznam inženirjev JUPAICNC učinkoviti kupci že zgodaj prepoznajo te težave – s tem prihranijo čas in preprečijo dragačne napake.
Opozorilni znaki, ki kažejo na morebitne težave:
- Manjkanje certifikatov: Odsotnost industrijsko priznanih certifikatov za nadzor kakovosti, kot je ISO 9001, kaže na nezadostno nadzorovanost procesov. Za regulirane panoge pomanjkanje panogospecifičnih certifikatov (AS9100, ISO 13485, IATF 16949) takoj izloči dobavitelja.
- Nejasni odgovori o zmogljivostih: Če pri vprašanjih o natančnosti izdelave, strokovnem znanju glede materialov ali rokih dobave dobite nejasne odgovore, pričakujte podobno dvoumnost tudi med proizvodnjo.
- Počasni odzivi med fazo ocenjevanja: Če za prvotna vprašanja potrebujejo dneve, da odgovorijo, pričakujte tudi komunikacijske zamude med proizvodnjo. Preizkusite njihovo odzivnost še pred sklenitvijo sodelovanja.
- Ni ponujenega DFM povratnega vpliva: Trgovine s kakovostnimi strojniki v bližini — ali kjerkoli — proaktivno odkrivajo težave s proizvodljivostjo. Dobavitelji, ki le ponudijo ceno brez vključitve v oblikovanje, pogosto dobavijo dele z napakami, ki bi jih bilo mogoče preprečiti.
- Omejeno izkušnjo z materiali: CNC-strojna trgovina v bližini, ki obdeluje le aluminij, vam ne bo ustrezala, kadar vaš projekt zahteva strokovno znanje pri obdelavi nerjavnega jekla ali titanovega materiala.
- Pogoste zamude pri dobavi: Vprašajte za delež dobav na čas. Slab zapis kaže na težave z upravljanjem zmogljivosti, ki bodo vplivale na vaš projekt.
- Ni strukturiranega postopka za nujne naročila: Ko se pojavijo nujni prototipi — in to se bo zgodilo — dobavitelji brez možnosti pospešene izdelave vas pustijo brez rešitve.
Če dobavitelj kaže več rdečih zastavic, je najbolje raziskati druge možnosti.
Vprašanja, ki jih je treba postaviti pred oddajo naročila
Zdaj pa obrnimo stvari na glavo. Spodaj je, kaj naj aktivno preverite, ko ocenjujete strojne delavnice v vaši bližini ali digitalne proizvodne platforme. Glede na UPTIVE-ov vodnik za proizvodnjo izbor pravega partnerja z ustrezno izkušnjo vas lahko potencialno prihrani tisoče dolarjev, saj so že seznanjeni z običajnimi pastmi in najučinkovitejšimi načini, kako se jim izogniti.
Certifikacija in preverjanje kakovosti:
- Kakšne certifikacije kakovosti imate in kdaj so bile nazadnje nadzorovane?
- Ali lahko predložite poročila o pregledih, dokumentacijo o nadzoru kakovosti ali poročila o prvem pregledu izdelka (FAI)?
- Kako ravnavate z neustreznimi deli – kakšen je vaš postopek korektivnih ukrepov?
Komunikacija in upravljanje projektov:
- Ali bom imel posvečenega odgovornega za račun ali eno točko stika?
- Kako komunicirate posodobitve projekta, zamude ali nepričakovane težave med proizvodnjo?
- Kakšen je vaš običajni čas odziva na tehnična vprašanja ali pojasnila glede ponudbe?
Tehnične zmožnosti:
- Kakšne tolerance lahko zanesljivo dosežete? (Po možnosti preverite na primerih izdelkov.)
- V katerih materialih imate specializacijo in lahko predstavite primerne študije primerov podobnih projektov?
- S kakšnimi konfiguracijami strojev delujete – 3-osni, 4-osni, 5-osni ali kombinirani brusilno-vrtalni centri?
Razširljivost in prilagodljivost:
- Ali lahko izdelujete tako prototipe kot tudi serijsko proizvodnjo z več kot 1.000 kosy?
- Kakšna je vaša zmogljivost za obravnavo povečanih naročil brez zamude pri dobavi?
- Ali sprejemate nujne projekte ali zadnje spremembe načrtov?
Čas izdelave in dobava:
- Kakšen je vaš običajni čas izdelave in kakšna je stopnja dobave v dogovorjenem roku?
- Ali ponujate sledenje naročilu v realnem času in posodobitve stanja?
- Kako upravljate proizvodno zmogljivost, da se izognete zamudam v obdobjih visoke povpraševanja?
Dejavniki razširljivosti: od prototipa do serijske proizvodnje
Tukaj mnogi proizvajalci zaostajajo. Najti lokalne strojne delavnice, ki izdelujejo enkratne prototipe, je enostavno. Težava je najti partnerje, ki brezhibno preidejo od hitrega izdelovanja prototipov do serijske proizvodnje z nespremenjeno kakovostjo.
Glede na raziskave UPTIVE pot od prototipa do proizvodnje zahteva partnerje, ki lahko upravljajo:
- Podpora za iteracijo načrtovanja: Kakovostni partnerji zagotavljajo povratne informacije o oblikovanju za proizvodnjo (DFM), s katerimi izboljšajo vaš prototip za rentabilno in razširljivo proizvodnjo.
- Preizkušanje pri nizki količini: Preden se posvetujete celotni proizvodnji, majhne serije omogočajo zgodnje odkrivanje težav v proizvodnji.
- Povečevanje proizvodnje: Ko se povpraševanje poveča, bi se vaš partner moral brez izgube kakovosti prilagoditi vašemu rastu.
- Stalni nadzori kakovosti: Ista stroga pregledna postopka, ki potrjuje vaš prototip, mora veljati za vsako enoto v serijski proizvodnji.
Idealno ravnotežje? Naprave, ki ponujajo vodilni čas enega dne za nujne prototipe, hkrati pa ohranjajo standard kakovosti za serijsko proizvodnjo. Ta kombinacija kaže tako na operativno izvirnost kot na fleksibilnost, usmerjeno v stranke.
Za avtomobilsko uporabo, ki zahteva to sposobnost prehoda od prototipa do serijske proizvodnje, Točnostne storitve CNC obdelave podjetja Shaoyi predstavljajo, kako izgleda proizvodno pripravljena spletna proizvodnja – od hitrega izdelovanja prototipov do serijske proizvodnje zapletenih sklopov podvozij in posebnih kovinskih komponent, podprte z certifikatom IATF 16949 ter statističnim nadzorom procesov, ki zagotavlja dosledno izdelavo z visoko natančnostjo.
Vaša kontrolna lista za oceno
Pred oddajo naslednjega naročila preverite naslednje ključne dejavnike:
| Kriteriji za ocenjevanje | Kaj preveriti | Zakaj je to pomembno |
|---|---|---|
| CERTIFIKATI | Minimalni standard ISO 9001; industrijsko specifični certifikati po potrebi | Dokumentirani sistemi kakovosti zmanjšujejo napake in ponovno obdelavo |
| Komunikacija | Čas odziva pod 24 urami; na voljo je posvečen kontakt | Slaba komunikacija povzroča zamude in napake v specifikacijah |
| Odziv na načrtovanje za izdelavo (DFM) | Proaktivne predlogi za oblikovanje pred proizvodnjo | Odkrije dragocenostne težave, preden postanejo proizvodne napake |
| Tolerančna zmogljivost | Dokumentirana natančnost, ki ustreza vašim zahtevam | Zagotavlja, da dele izpolnjujejo funkcionalne specifikacije |
| Strokovno znanje o materialih | Izkušnje z vašimi specifičnimi materiali; primeri uporabe so na voljo | Znanje o materialih specifično za vsak posamezen material preprečuje napake pri obdelavi |
| Razširljivost | Zmogljivost za izdelavo tako prototipov kot tudi serijskih količin | Preprečuje spremembo dobavitelja, ko se vaš projekt razširja |
| Punctual Delivery | Dokazano izvrševanje dostav v času z učinkovitostjo več kot 95 % | Zakasnjene dobave delov ovirajo proizvodne urnike in izpolnjevanje obljub do strank |
Izbira pravega spletnega CNC-obdelovalnega storitvenega partnerja je ena najpomembnejših proizvodnih odločitev, ki jih lahko sprejmete. Zanesljiv partner izboljša kakovost izdelka, optimizira učinkovitost proizvodnje in zagotavlja pravočasne dobave – kar vam omogoča, da se osredotočite na inovacije v načrtovanju namesto na reševanje kriz v dobavnem verigu.
Z sistematično oceno dobaviteljev na podlagi teh meril zanesljivo izberete proizvodnega partnerja, ki ustreza vašim standardom kakovosti, pričakovanjem glede dobave in potrebam glede razširljivosti. Začetna naložba v ustrezno oceno se izplača pri vsaki naročilni enoti, ki pristane pravočasno, v skladu s specifikacijami in je takoj pripravljena za uporabo.
Pogosto zastavljena vprašanja o spletnih storitvah CNC obdelave
1. Kakšna je razlika med spletno CNC obdelavo in tradicionalnimi strojnimi delavnicami?
Spletne storitve CNC obdelave uporabljajo digitalne platforme, ki omogočajo takojšnje ponudbe, nalaganje CAD-datotek ter globalen dostop do natančne proizvodnje brez telefonskih pogovorov ali osebnih posvetovanj. Tradicionalne strojne delavnice zahtevajo ročne zahteve za ponudbo, izmenjavo e-pošte in pogosto trpijo zaradi geografskih omejitev. Digitalne platforme naročila usmerijo k specializiranim proizvajalcem znotraj obsežnih omrežij, kar zagotavlja stalno kakovost in konkurenčne cene ter omogoča dobavo del že v 1–3 dneh za prototipe.
2. Kako dobim takojšnjo ponudbo za spletno CNC obdelavo?
Naložite svojo 3D CAD datoteko (predvsem v formatu STEP ali IGES) na spletno CNC platformo. Algoritmi na osnovi umetne inteligence takoj analizirajo geometrijo vaše sestavne enote, izbor materiala, natančnost in površinske obdelave, da v nekaj sekundah ustvarijo natančno ponudbo. Sistem opozori na težave pri izdelavi in pred proizvodnjo zagotovi povratne informacije za načrtovanje z vidika izdelave. Večina platform omogoča tudi prilagoditev količin, materialov in rokov dobave, da takoj vidite spremembe cen v realnem času.
3. Kateri formati datotek so najprimernejši za spletni CNC obdelovalni nalogi?
Datoteke STEP (.step/.stp) so zlati standard za CNC obdelavo, saj ohranjajo natančno geometrijo, krivulje in definicije robov. Format IGES in Parasolid prav tako dobro delujeta. Izogibajte se datotekam STL, saj uporabljajo približne trikotne mreže, ki nimajo zadostne natančnosti za generiranje CNC orodnih poti. Za dele z omejenimi dopustnimi odstopanji vključite tudi 2D PDF risbo, ki določa ključne mere, površinske obdelave in geometrijske dopustne odstopanja poleg vašega 3D modela.
4. Koliko stane izdelava na CNC strojih in kateri dejavniki vplivajo na ceno?
Stroški izdelave na CNC strojih so odvisni od izbire materiala (20 % stroškov), časa obratovanja stroja (80 % stroškov), zapletenosti dela, zahtevanih natančnosti, količine, površinskih obdelav in roka dobave. Deli iz aluminija stanejo manj kot deli iz titanovega materiala; standardne natančnosti (±0,005") so znatno cenejše od visokonatančnih specifikacij (±0,001"). Serijski naročili zmanjšajo stroške na kos, saj se stroški priprave razdelijo na več kosov. Nujna naročila z rokom izdelave 1–3 dni običajno vključujejo dodatne stroške v višini 25–100 % v primerjavi s standardnimi roki izdelave 7–15 dni.
5. Kdaj naj izberem obdelavo z numerično krmiljenimi orodji (CNC) namesto 3D tiskanja ali vbrizganega litja?
Izberite CNC obdelavo, kadar potrebujete izjemne mehanske lastnosti iz trdnih kovin ali inženirskih plastičnih materialov, natančne tolerance (±0,025 mm), funkcionalne prototipe iz materialov, ki ustrezajo serijskim izdelkom, ali količine od 1 do 500 delov. 3D tiskanje je izjemno primerno za hitro iteracijo, zapletene notranje geometrije in poceni preverjanje načrtovanja. Vstrekovanje postane ekonomsko ugodno pri količinah nad 500 delov, vendar zahteva znatno predhodno investicijo v orodja (3.000–100.000 USD+). Številni projekti uporabljajo CNC za izdelavo prototipov, nato pa preidejo na vstrekovanje za serijsko proizvodnjo.