 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Razkriti podjetja za rezanje kovin: od zahtevka za ponudbo do končanih delov

Razumevanje podjetij za rezanje kovin in njihova proizvodna vloga
Ko potrebujete izdelane po meri kovinske dele—bilo za prototip, serijo ali specializiran projekt—kam se obrnete? Odgovor je pri podjetjih za rezanje kovin, specializiranih proizvajalcih, ki surove kovinske plošče in polizdelke pretvorijo v natančno oblikovane komponente . Ti ponudniki storitev predstavljajo ključno povezavo med vašimi načrti in otipljivimi, funkcionalnimi deli.
Kaj podjetja za rezanje kovin dejansko počnejo
Podjetja za rezanje kovin so specializirani proizvajalci, ki odstranjujejo material s kovinskih predmetov, da ustvarijo želene oblike in velikosti. Glede na Mark Metals , rezanje kovin zajema širok spekter tehnik, vključno z žaganjem, striženjem, vrtanjem, brušenjem, rezanjem z vodnim curkom in laserskim rezanjem. Vendar ta podjetja ponavadi ponujajo veliko več kot le rezanje.
Predstavljajte si podjetje za rezanje kovin kot svojega partnerja za izdelavo na enem mestu. Urejajo vse – od natančnega laserskega rezanja zapletenih oblik do industrijske izdelave v velikem merilu za konstrukcijske komponente. Številna podjetja za rezanje kovin ponujajo tudi sekundarne operacije – oblikovanje, spojevanje in končne obdelave, s katerimi vaše dele pretvorijo iz surovih rezanih kosov v pripravljene za uporabo komponente.
Obseg storitev se zelo razlikuje. Nekatera podjetja za rezanje kovin se specializirajo za določene tehnologije, kot so npr. vlaknene laserske ali vodne črpalke (waterjet), druga pa delujejo kot polnopravna izdelovalna podjetja in ponujajo:
- Laserjevo rezanje, rezanje z vodno curkom (waterjet) in plazemsko rezanje
- CNC upogibanje in oblikovanje
- Varilne in sestavljalske storitve
- Končne površinske obdelave, kot so pršenje s praškastim premazom, anodizacija in pozlatica
- Kontrola kakovosti in dokumentacija o certifikaciji
Proizvodni osnove, na katere se lahko zanesete
Zakaj bi vas moralo zanimati razumevanje te industrije? Ker boste, ne glede na to, ali ste inženir, ki oblikuje avtomobilsko vpetje, razvijalec izdelkov, ki izdeluje prototipe ohišij potrošniške elektronike, ali podjetnik, ki nabavlja konstrukcijske komponente, verjetno v nekem trenutku sodelovali z navedenimi proizvajalci.
Sodobne storitvene družbe za rezanje kovin služijo praktično vsaki predstavljivi industriji. Kot opaža Xometry, redno podpirajo letalsko-kosmično, obrambno, avtomobilsko, energetsko, industrijsko, medicinsko, zobozdravstveno in potrošniško industrijo. Njihove zmogljivosti segajo od nizkoobsežnih, visoko-varirajočih prototipov do visokoobsežnih serijskih izdelav v tisočih ali milijonih kosih.
Učinkovitost, ki jo ponujajo te podjetja, izhaja iz specializirane opreme in strokovnjastva. Podjetja za kovinska rezalna orodja veliko vlagajo v napredno strojno opremo – vlaknaste laserje, ki režejo z natančnostjo na mikron, vodne žarke, ki prerežejo skoraj vsak material, ter avtomatizirane sisteme, ki zagotavljajo dosledno kakovost pri velikih serijah proizvodnje. Ta specializacija pomeni krajše čase dobave in izboljšan nadzor kakovosti v primerjavi s samostojnim izvajanjem obdelave.
V naslednjih poglavjih boste odkrili, kako delujejo različne tehnologije rezanja, katere metode najbolje ustrezajo določenim materialom in uporabam ter kako uspešno opraviti postopek od zahtevka za ponudbo do dostave končnih delov. Prav tako boste spoznali praktična merila za ocenjevanje podjetij za kovinska rezalna orodja in pripravo svojih projektov na uspeh. Naj bo to vaš celovit vodnik, kako postati informiran stranka na tržišču kovinskih izdelkov.
Tehnologije rezanja kovin in delovanje posamezne metode
Torej veste, kaj počnejo podjetja za rezkanje kovin—ampak kako natančno prerežejo jeklo, aluminij ali titan z tako natančnostjo? Odgovor je popolnoma odvisen od tehnologije, ki jo uporabljajo. Vsaka metoda rezanja deluje na popolnoma različnih načelih in razumevanje teh razlik vam pomaga izbrati pravi pristop za vaš projekt.
Poglejmo si pet glavnih rezkalnih tehnologij, s katerimi se boste srečali ob sodelovanju s podjetji za lasersko rezkanje kovin in drugimi ponudniki proizvodnih storitev.
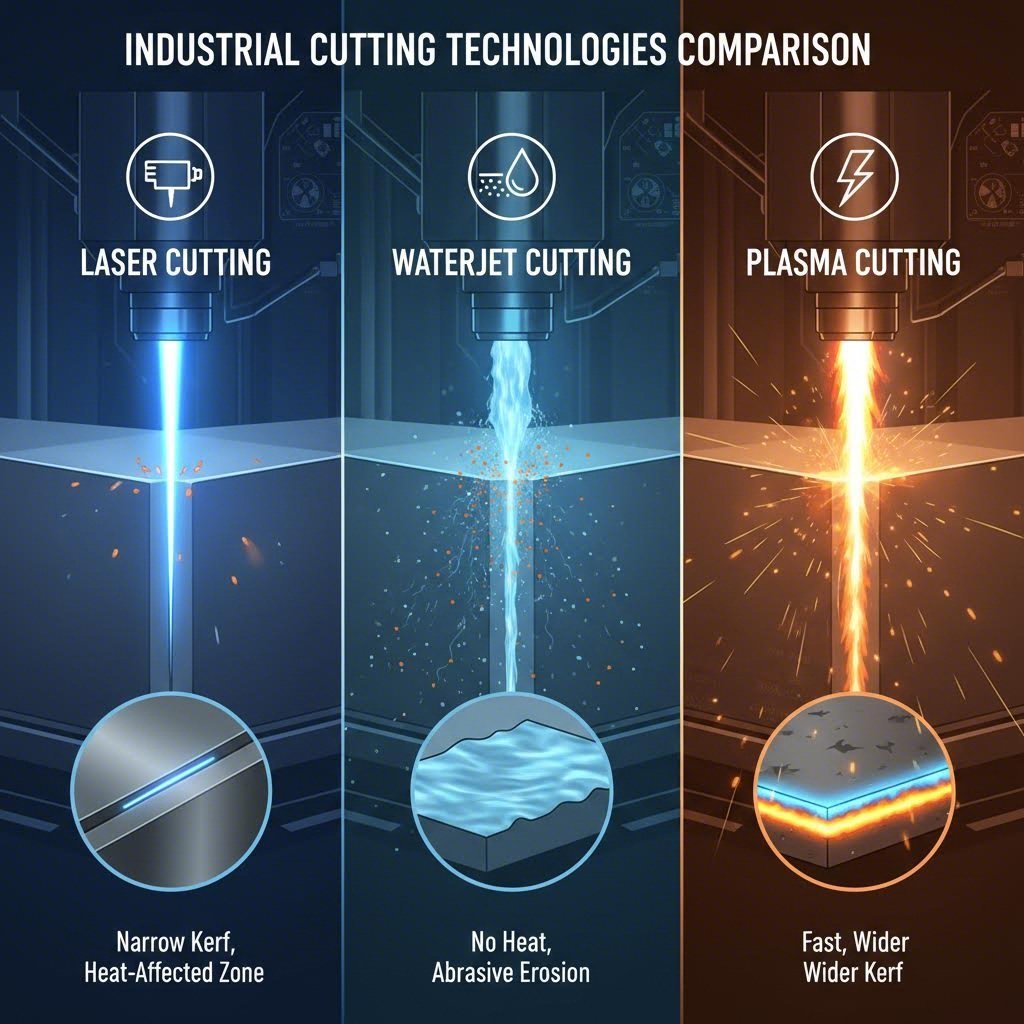
Laserjsko rezanje pojasnjeno
Zamislite si sončno svetlobo, usmerjeno skozi povečevalno steklo—zdaj to intenzivnost pomnožite s tisoči. To je osnovno načelo, na katerem temelji lasersko rezkanje. Zelo koncentriran žarek svetlobe prenese dovolj energije, da spali, izgari ali izhlapi kovino v natančno nadzorovanem tiru.
Dve vrsti laserjev prevladujeta na industrijskem področju danes: vlaknasti laserji in CO2 laserji. Glede na HPC Laser , laserske rezalne stroje z vlakni uporabljajo optična vlakna, dopirana s kovinami redkih zemelj, kot je iterbij, za ustvarjanje žarka. Ta tehnologija odlično prereže refleksivne kovine, vključno s členijo, nerjavnim jeklom, aluminijem, mesingom, bakrom in titanom.
Prednosti laserskih rezalnikov z vlakni so prepričljive:
- Izjemna natančnost z minimalno širino reza
- Visoke hitrosti rezanja, še posebej pri tankih materialih
- Nižje zahteve za vzdrževanje v primerjavi s CO2 sistemi
- Izboljšana energetska učinkovitost
- Odlična zmogljivost pri odsevnih kovinah
CO2 laserji, ki delujejo na drugačni valovni dolžini (10,6 mikrometrov), ostajajo prva izbira za rezanje nemetalov, kot sta akril in nekatere plastične mase. Vendar so podjetja, ki proizvajajo laserske rezalne stroje z vlakni za kovine, zaradi prednosti v hitrosti in učinkovitosti večinoma prevzela trg za obdelavo kovin.
Kdaj naj določite lasersko rezanje? Glede na Wurth Machinery laserjeva tehnologija prevladuje, kadar potrebujete fini detajle, natančne luknje ali čiste robove na tankih ploščah. Idealna je za proizvodnjo elektronike, medicinskih naprav in natančnih delov, kjer tudi najmanjše odstopanje lahko ogrozi funkcionalnost. Podjetja, ki proizvajajo laserne rezalne stroje za pločevino, pogosto dosežejo natančnost znotraj ±0,005 palca pri tankih materialih.
Vodni curk proti plazemski tehnologiji
Kaj storiti, če je toplota vaš sovražnik? Določeni materiali se izkrivijo, zakoristijo ali izgubijo svoje lastnosti ob izpostavitvi visokim temperaturam. To je področje, kjer sije vodni curk.
Podjetje za rezanje kovin z vodnim curkom uporablja popolnoma drugačen pristop: visokotlačno vodo (običajno 60.000 PSI ali več), mešano z abrazivnimi delci, kot je granat. Ta curk reže skozi kovino brez ustvarjanja toplote in tako povsem izključi toplotno obremenjena območja. Zintilon opozarja, da je rezanje z vodnim curkom še posebej primerno za toplotno občutljive materiale, kot sta aluminij in titan, kjer bi bila toplotna deformacija problematična.
Ključne prednosti vodnega curka vključujejo:
- Brez toplotno obremenjenih con ali deformacij materiala
- Zmožnost rezanja skoraj vsakega materiala – kovine, kamni, steklo, kompoziti
- Odličen za rezanje debelih materialov in rezanje v paketih
- Rezani robovi se ne zakalujejo
- Okolju prijazen postopek z minimalnimi odpadki
Plazemsko rezanje deluje na nasprotnem koncu lestvice. Uporablja električni lok v kombinaciji s stisnjenim plinom, da ustvari superogreti plazem, ki stopi prevodne kovine. Podjetja za plazemsko rezanje tanke pločevine in težki izdelovalci enako zanašajo na to tehnologijo zaradi izjemne hitrosti pri debelih materialih.
Glede na testiranje podjetja Wurth Machinery plazemsko rezanje jekla debeline 1 palec poteka približno 3–4-krat hitreje kot vodni curek, obratovalni stroški pa so približno polovični na čevelj. Če delate s konstrukcijskim jeklom, komponentami za težko opremo ali v ladjedelnih aplikacijah, plazma ponuja nepremagovano ekonomičnost.
Vendar so podjetja za rezanje pobarvanih kovin z plazmo omejena—ta postopek deluje le na električno prevodnih materialih in povzroči širšo režo kot rezanje z laserjem. Za debele prevodne kovine, kjer ni ključna natančnost, ostaja plazma delovna konja industrije.
Kdaj ima mehansko rezanje smisel
Ni vsaka rezalna naloga zahtevna po visokotehnoloških rešitvah. Podjetja za CNC rezanje kovin pogosto uporabljajo mehanske metode, kot so friziranje, žaganje, striženje in izbijanje, za določene aplikacije.
CNC friziranje uporablja vrteče se rezalne orodja za odstranjevanje materiala, kar je podobno frizarskim operacijam. Ta metoda dobro deluje pri mehkejših kovinah in aplikacijah, ki zahtevajo določene oblike robov ali zapletene 3D konture. Podjetja za laserne kovinske rezalne stroje včasih dopolnjujejo svoje laserske zmogljivosti z friziranjem za aplikacije, kjer lasersko rezanje ni primerno.
Mehanske rezalne in probijalne operacije ostajajo stroškovno učinkovite za serijsko proizvodnjo preprostih oblik. Te procese je mogoče izvajati hitro, zahtevajo minimalno pripravo in zagotavljajo dosledne rezultate pri tankih ploščah iz kovin. Turret-probijalni stroji lahko v eni minuti izvedejo desetke lukenj – hitrosti, ki jih celo laserski sistemi pri določenih operacijah težko dosegajo.
Žični EDM (elektroerozijsko obdelovanje) zaseda posebno nišo. Ta postopek uporablja električne iskre s tanke žice za izviranje materiala z izjemno natančnostjo. Zintilon pojasnjuje, da se žični EDM izjemno dobro kaže pri obdelavi trdih kovin in zapletenih geometrij, ki zahtevajo ozke tolerance, kar ga naredi nepogrešljivega za izdelavo orodij in kalupov, komponent za letalsko in vesoljsko industrijo ter zapletenih mehanskih delov.
| Tehnologija | Najboljše materialne | Obseg debeline | Nivo z visokim natančnostnim razredom | Značilnosti hitrosti |
|---|---|---|---|---|
| Vlaken laser | Jeklo, nerjaveče jeklo, aluminij, mesing, baker, titan | Do 1" (odvisno od moči) | ±0,005" tipično | Zelo hitro pri tankih materialih; počasneje pri debelih |
| Co2 laser | Kovine, akrilna stekla, plastični materiali, les | Do 1" pri kovinah | ±0,005" tipično | Hitro; nekoliko počasneje kot vlaknena laserska obdelava pri kovinah |
| Vodni curki | Vsak material (kovine, kamni, steklo, kompoziti) | Do 12"+ glede na material | ±0,003" do ±0,010" | Počasneje kot plazemski ali laserski rez; brez omejitev zaradi toplote |
| Plazma | Samo električno prevodne kovine (jeklo, aluminij, baker) | od 26. kalibra do debeline več kot 6" | ±0,020" tipično | Najhitrejši na debelih prevodnih kovinah |
| CNC rezkanje | Mehkejše kovine, plastične mase, kompoziti | Se razlikuje glede na material | ±0,005" do ±0,010" | Zmerno; primerno za 3D oblike |
| Žična EDM | Vse prevodne kovine, še posebej kaljene jeklene zlitine | Do 16" tipično | možno do ±0,0001" | Počasno; prednost ima natančnost pred hitrostjo |
Razumevanje teh tehnologij omogoča učinkovito komunikacijo s partnerji pri izdelavi in izbiro najprimernejše metode rezkanja za vaše specifične zahteve. Toda tehnologija je le del enačbe – materiali, ki jih režete, imajo enako pomembno vlogo pri določanju optimalnega pristopa.
Zmožnosti metod rezkanja glede na materiale in debeline
Zdaj, ko razumete kako deluje vsaka tehnologija rezkanja , je tu ključno vprašanje: katera metoda najbolj ustreza za specifični kovinski material, ki ga morate režati? Odgovor ni vedno enostaven, saj lastnosti materiala močno vplivajo na učinkovitost rezkanja. Sijajnost, toplotna prevodnost, trdota in debelina igrajo odločilno vlogo pri določanju optimalnega pristopa.
Podjetja za rezkanje pločevine se vsakodnevno srečujejo z desetinami različnih zlitin. Razumevanje, kako ti materiali vplivajo na različne tehnologije rezkanja, vam pomaga izbrati pravi postopek – in se izogniti dragim napakam, ki povzročijo zamude v projektih.
Vodnik za ujemanje materiala in metode
Vsak kovinski material prinese na mizo rezkanja svoje edinstvene lastnosti. Oglejmo si najpogostejše materiale in njihove najprimernejše metode rezkanja.
Nepokvarjeno jeklo
Kombinacija odpornosti proti koroziji in trdnosti nerjavnega jekla ga naredi za priljubljeno izbiro v številnih industrijskih panogah. Podjetja za rezanje pločevin z laserjem običajno priporočajo rezanje z vlaknastim laserjem za nerjavno jeklo do debeline 1" zaradi odlične kakovosti roba in hitrosti. Za debelejše profile je plazemsko rezanje cenovno ugodna rešitev, medtem ko hidrorez ohranja lastnosti materiala, kadar je pomembna občutljivost na toploto.
- Optimalne metode: vlaknasti laser (tanke do srednje debele pločevine), plazemsko rezanje (debelejši profili), hidrorez (uporabe, občutljive na toploto)
- Ključna razmislitev: Višja vsebnost kroma lahko vpliva na hitrost rezanja z laserjem
Aluminij
Visoka odsevnost aluminija je nekoč predstavljala izziv za rezanje z laserjem, vendar sodobni vlaknasti laserji z njim obravnavajo brez težav. Glede na StarLab CNC , vlaknasti laserji odlično delujejo pri rezanju aluminijaste pločevine, medtem ko se plazemsko rezanje dobro obnese pri debelejših aluminijastih ploščah. Hidrorez ostaja najvišje kakovostna izbira, kadar je potreben popolnoma breztoplinski obseg – kar je še posebej pomembno v letalsko-kosmični industriji, kjer je ohranitev integritete materiala nesporno bistvena.
- Optimalne metode: Fiberski laser (pločevina do 0,5 palca), vodni curek (toplotno občutljivo), plazma (debelejše plošče)
- Ključna točka: Zaradi toplotne prevodnosti je za lasersko rezkanje potrebna višja moč
Ogljikovo jeklo in mehko jeklo
Ogljikovo jeklo je osnovni material za podjetja, ki se ukvarjajo s rezkanjem in obdelavo kovin. Le-ta se lahko rezka z vsemi razpoložljivimi tehnologijami, zato izbor metode predvsem odvisen od debeline in zahtevane natančnosti. Tanke pločevine se najbolje režejo z laserjem, medtem ko je za debele plošče (več kot 1 palec) najprimernejši plazemski rez.
- Optimalne metode: Laser (do 1 palca), plazma (0,5 do 6 palcev ali več), vodni curek (vse debeline)
- Ključna točka: Plazemsko rezkanje ponuja najboljši razmerje hitrosti in stroškov pri rezkanju debelega ogljikovega jekla
Med enako in bronz
Te zelo odsevne kovine so bile tradicionalno težke za laserske sisteme. Današnji visoko močni vlaknasti laserji so ta izziv v veliki meri rešili, čeprav podjetja, ki proizvajajo stroje za rezanje kovinskih plošč, še vedno previdno obravnavajo tanko baker, da se preprečijo povratne odboje, ki bi lahko poškodovali opremo. Rezanje z vodnim curkom ostaja zanesljiva alternativa, ki popolnoma izogne težavam z odsevnostjo.
- Optimalne metode: vlaknasti laser (z ustrezno močjo), rezanje z vodnim curkom (varno za vse debeline), plazemsko rezanje (omejene uporabe)
- Ključna razmislitev: Toplotna prevodnost bakra hitro razprši toploto, kar zahteva prilagoditev parametrov
Posebne zlitine (titanij, Inconel, orodne jeklene zlitine)
Ko delate z eksotičnimi zlitinami, se vloge – in stroški – hitro povečajo. Podjetja za lasersko rezkanje pločevine pogosto priporočajo vodni curek za titan in nikljeve superzlitine, ker hladni postopek rezanja ohranja metalurške lastnosti. Žični EDM obdeluje zakalu jekla orodnih jekel z neprimerljivo natančnostjo, zaradi česar je nepogrešljiv za orodne aplikacije.
- Optimalne metode: vodni curek (ohranja lastnosti), žični EDM (zakalu materiali), vlaknasti laser (z izkušnjami)
- Ključna točka: mnoge posebne zlitine zahtevajo po rezanju preizkus, da se potrdi celovitost materiala
Zmogljivost debeline po vrsti kovine
Debelina je pogosto odločilni dejavnik pri izbiri metode rezanja. Tukaj je, kaj lahko pričakujete od zmogljivosti podjetja za rezkanje pločevine:
Tanke pločevine (pod 0,125")
Laserjezo rezanje prevladuje v tem obsegu. Koncentriran žarek zagotavlja minimalno širino reza, natančne tolerance in brezhibno kakovost robov. Prednosti pri hitrosti so izjemne – vlaknasti laser lahko prereže jeklo debeline 20 gauge s hitrostjo več kot 800 palcev na minuto. Vodni curki in plazemski rezalniki lahko obdelujejo tanke materiale, vendar gospodarsko pogosto niso smiselni, razen če je ključnega pomena izogibanje toploti.
Srednja debelina (0,125" do 0,75")
To je konkurenčna cona, kjer izbira metode odvisna od prednostnih nalog. Potrebujete natančnost in čiste robove? Laserjezo rezanje vam jih zagotovi. Prioritizirate hitrost in stroške pri električno prevodnih kovinah? Plazemsko rezanje je najbolj primerno. Zahtevate popolnoma brez toplotnih deformacij? Odgovor je rezanje z vodnim curkom. Po mnenju Gauer Metal Products je pravilna izbira odvisna od dejavnikov, kot so vrsta kovine, debelina in natančnost, ki jo zahteva vaš projekt.
Debeli ploščati materiali (0,75" in več)
Ko se debelina materiala poveča, postaneta plazemsko in vodno rezanje osrednji tehniki. Plazemsko rezanje obdeluje jekleno ploščo debeline 1" s hitrostjo več kot 100 palcev na minuto – približno 3–4-krat hitreje kot vodno rezanje – kar ga naredi glavnim orodjem za serijsko izdelavo konstrukcij, težke opreme in gradnjo ladij. Vodno rezanje omogoča obdelavo še debelejših materialov (do 12" in več na nekaterih sistemih) ter ostaja ključno tam, kjer so toplotno obremenjene cone neprijetne ali neprihodne.
Lastnosti materiala določajo izbiro metode tako kot njegova debelina. Plošča iz aluminija debeline 0,5" se lahko odlično reže z vlakneno lasersko napravo, medtem ko bi ista debelina iz bakra morda bolje uspela z vodnim rezanjem, da se izognejo težavam zaradi odbojnosti.
Razumevanje teh razmerij med materiali in metodami vas postavi v močnejši položaj pri razpravah o vašem projektu s partnerji za izdelavo. Vedeli boste, katera vprašanja postaviti, in boste lahko ocenili, ali so priporočila obrata v skladu z najboljšimi industrijskimi praksami. V nadaljevanju bomo podrobno opisali celoten delovni proces izdelave – od vašega prvotnega zahtevka za ponudbo do dostave končanih delov na vašo dokarsko površino.
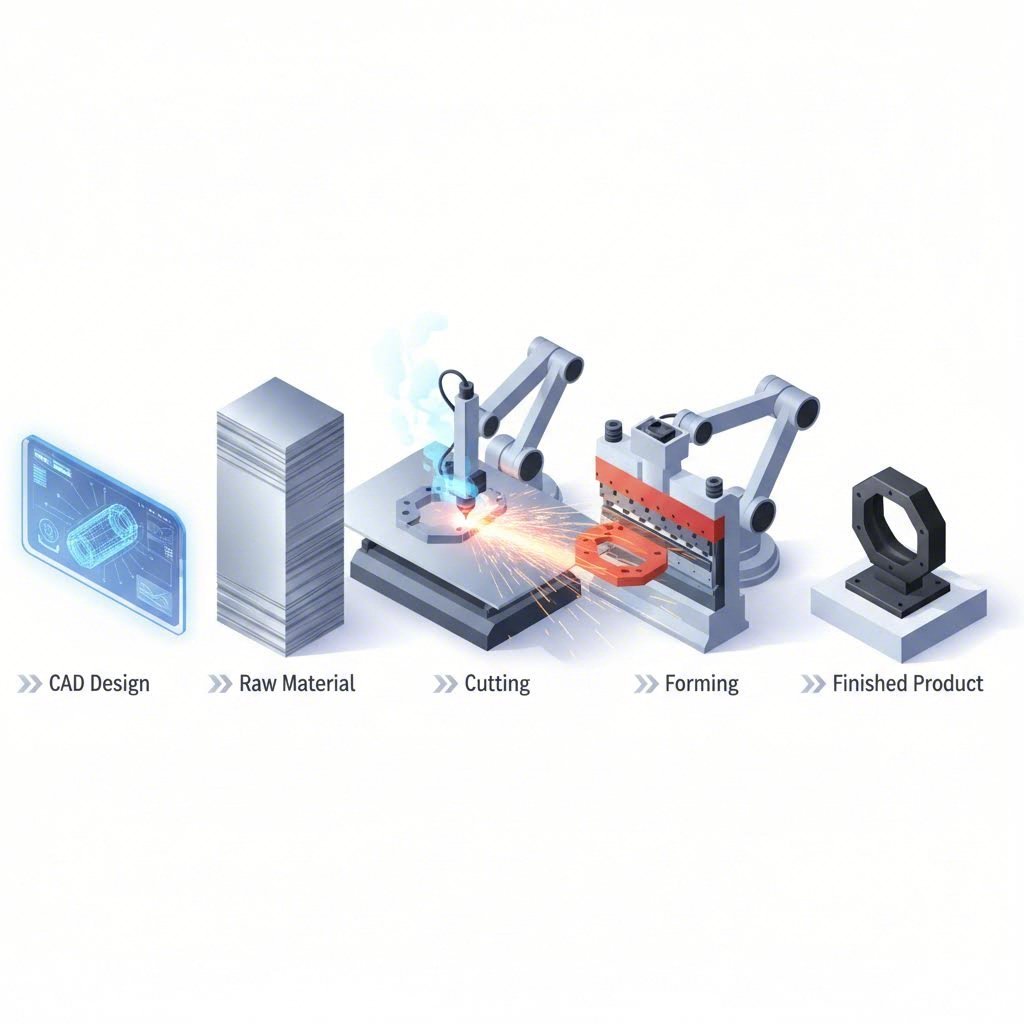
Celoten proces rezanja kovin od začetka do konca
Izbrali ste tehnologijo rezanja in določili ustrezni material – kaj se dejansko zgodi, ko sodelujete z podjetjem za rezanje kovin? Razumevanje celotnega procesa izdelave odstrani nevarnost negotovosti in vam pomaga pripraviti projekte, ki gladko potekajo od zamisli do zaključka.
Ali že prvič sodelujete s podjetji za izrezovanje kovin po meri ali pa želite poenostaviti obstoječe sodelovanje, poznavanje vsake faze procesa vam omogoča nadzor. Poglejmo si pot, ki jo vaši deli prepotujejo od prvega kontakta do končne dostave.
Od zahteve za ponudbo do dokončanih delov
Proces izdelave sledi logični zaporedju, čeprav se časovni načrt razlikuje glede na stopnjo zapletenosti, količino in vaše posebne zahteve. Glede na H&S Manufacturing , izdelava pločevine po meri zajema več različnih faz proizvodnje. Tukaj je, kaj lahko pričakujete:
-
Oddaja datotek in prvotni kontakt
Vaš projekt se začne, ko pošljete načrtovne datoteke izbranemu izdelovalcu. Večina podjetij, ki ponujajo rezanje pločevink, sprejme standardne CAD oblike, vključno z datotekami DXF, STEP in IGES. Nekatere storitve hitre izdelave—kot so tiste, ki jih ponuja Approved Sheet Metal—omogočajo interaktivne sisteme za pridobitev ponudbe, kjer naložite datoteke in v nekaj urah prejmete ceno. V tej fazi vključite vse posebne opombe glede dopustnih odmikov, količin ali zahtev za končno obdelavo. -
Pregled načrta in inženirski pregled
V tej fazi izdelovalci analizirajo vaš načrt glede izvedljivosti izdelave. H&S Manufacturing opozarja, da to lahko vključuje izdelavo prototipov in izvedbo raziskav izvedljivosti za določitev ustrezne vrste materiala in postopkov. Izkušeni strokovnjaki pri podjetjih za izdelavo po meri bodo opozorili na morebitne težave—npr. elemente, ki se morda ne bodo čisto prerezovali, radije ukrivljanja pri upogibanju, ki bi lahko povzročili razpoke, ali dopustne odmike, za katere so potrebni alternativni pristopi. Ta sodelovalni pregled kasneje prihrani čas in denar. -
Pridobitev ponudbe in odobritev
Prejeli boste podrobno ponudbo, ki zajema stroške materialov, rezalne operacije, sekundarne procese in dostavo. Nekatere podjetja za laserno rezanje in izdelavo pločevinastih delov ponujajo ponudbe istega dne za preproste projekte, medtem ko za zapletene sestave morda potrebujejo več dni inženirskega pregleda. Ko potrdite ponudbo in potrdite količine, vaša naročila vstopijo v vrsto za proizvodnjo. -
Zakup in priprava materiala
Vaš izdelovalec pridobi določeni material ali ga vzame iz obstoječe zaloge. Glede na podjetje H&S Manufacturing kakovostni izdelovalci pred obdelavo pregledajo surove materiale za morebitne napake. Pločevina se pred začetkom glavne rezalne operacije prereže na ustrezne velikosti z nožnicami ali lasersko opremo. -
Glavna rezalna operacija
Tukaj dobijo vaši deli želene oblike. Datoteke CAD se pretvorijo v strojne ukaze, ki vodijo laserje, vodne cure ali plazemske gorilnike po natančnih rezalnih poteh. Sodobna oprema deluje z minimalnim človeškim posredovanjem, čeprav usposobljeni operaterji skrbno nadzorujejo kakovost v celotnem procesu. Glede na zmogljivost podjetja za rezanje pločevine in prednost vašega naročila lahko ta faza trajajo ure pri enostavnih opravilih ali pa dni pri zapletenih serijah proizvodnje. -
Sekundarne operacije
Rezanje je pogosto le začetek. Mnogi deli zahtevajo dodatno obdelavo, preden so končani – upogibanje, varjenje, vstavljanje armatur ali sestavljanje. Te pomembne korake bomo spodaj podrobneje raziskali. -
Dokončanje in površinska obdelava
Površinska obdelava izboljša tako videz kot zmogljivost. Možnosti segajo od preprostega odstranjevanja ostrin do nanosa prašnega premaza, pocinkanja ali anodiranja. Izdelovalec nanese določene površinske obdelave v skladu z vašimi zahtevami. -
Preverjanje kakovosti
Pred pošiljanjem se izvede preverjanje dimenzij in vizualni pregled delov. Izdelovalci s certifikatom ISO 9001 ali podobnim certifikatom uporabljajo dokumentirane protokole pregleda z natančno merilno opremo. -
Pakiranje in dostava
Delov se pakira tako, da se prepreči poškodba med prevozom. Pospešene storitve podjetij, kot je Approved Sheet Metal, lahko dostavijo ravne laserjem rezane dele že naslednji dan – naročilo oddajte do 10:00 in dele prejmete do 10:00 naslednji dan.
Kaj se zgodi po rezanju
Postopek rezanja proizvede ravne profile, vendar večina funkcionalnih delov zahteva dodatno obdelavo. Poznavanje teh sekundarnih storitev vam pomaga oceniti, ali izdelovalec res lahko dobavi končne dele – ali le kose, ki jih je treba dodatno obdelati drugje.
CNC upogibanje in oblikovanje
Ploski izrezani deli pogosto potrebujejo tridimenzionalno obliko. CNC gniljenjske prese uporabljajo natančna orodja za ustvarjanje točnih krivin pri določenih kotih in položajih. Kot pravi podjetje H&S Manufacturing, proces oblikovanja uporablja hidravlične prese in računalniško numerično krmiljene gniljenjske prese za doseganje natančnih rezultatov. Pogoste operacije vključujejo V-krivine, U-oblikovane kanale, okvirje in zapletene večkrivinske geometrije. Tolerance ±0,005 palca so dosegljive pri ustrezno zasnovanih delih.
Odstranjevanje žlebov in obdelava robov
Rezalni postopki pustijo različne stopnje hrapavosti robov, odvisno od uporabljene metode. Laserjsko rezanje ponavadi proizvede relativno čiste robove, medtem ko plazemsko in mehansko rezanje lahko pusti večje žlebove. Odstranjevanje žlebov odstrani ostre robove, ki bi lahko povzročili poškodbe pri rokovanju ali ovirali sestavo. Metode segajo od ročnega brušenja do avtomatiziranega prevračanja in vibracijskega dokončanja.
Svarjenje in povezovanje
Ko vaš dizajn zahteva več delov, ki jih je treba združiti, varjenje ustvari trajne vezi. H&S Manufacturing opisuje, kako varilci delove spojijo z uporabo toplote in tlaka, pri čemer se segrete površine kovin spojijo in ohladijo, da nastanejo trdni sklepi. MIG-, TIG- in točkovno varjenje so vsaka primerna za različne aplikacije in kombinacije materialov. Zakovavanje predstavlja alternativno mehansko način pritrditve za določene sestave.
Možnosti površinske obdelave
Končne obdelave ščitijo dele in izboljšujejo njihov videz. Pogoste možnosti vključujejo:
- Prahov premaz: Suho elektrostatično nanosno metodo, ki ustvarja trajne in privlačne premaze v praktično kateri koli barvi
- Barvanje: Vodne ali topilne premaze, nanašane s pršenjem v enem ali več slojih za zaščito pred korozijo in izboljšanje videza
- Nadplakovanje: Elektroplastiko ali breztokovne procese, ki nanosijo tanko kovinsko plast za izboljšanje trdote, odpornosti proti koroziji ali električne prevodnosti
- Anodizacija: Elektrokemijski proces, ki ustvarja zaščitne oksidne plasti na aluminijastih delih
Namestitev opreme in sestava
Številni izdelovalci ponujajo kompletna rešitva, vključno z vstavljanjem PEM spojnikov, navojnih vložkov in sestavo komponent. S tem se poenoti vaš dobavni verigi – namesto da bi ločeno upravljali z rezkarji, dokončnimi obravnavami in sestavo, en sam podjetje za prilagojeno kovanje prevzame celoten paket.
Sodelovanje z izdelovalcem, ki ponuja obsežne dodatne storitve, poenostavi vaš dobavni verigi in zmanjša obremenitev koordinacije za vašo ekipo.
Razumevanje celotnega delovnega toka vam pomaga določiti realistična pričakovanja glede časovnega razporeda in pripraviti projekte, ki učinkovito napredujejo skozi proizvodnjo. Vendar preden oddate prvo povpraševanje po ponudbi, morate zagotoviti, da so vaše projektne datoteke in specifikacije ustrezno pripravljene – kar nas pripelje do najboljših praks pri pripravi projektov.
Priprava projekta za storitve kovanja kovin
Našli ste pravo tehnologijo rezanja, določili svoj material in razumete delovni proces izdelave. Tukaj pa se večina projektov ustavi: nepopolni ali napačno oblikovani načrti za rezanje. Podjetja za izdelavo po meri režejo pločevino in prejmejo stotine zahtevkov za ponudbo – tisti z popolnimi in natančnimi dokumenti postanejo prednostni, drugi pa jih zaradi pojasnil vrne nazaj.
Čas, ki ga namenite pripravi projekta, vam prihrani dneve (včasih celo tedne) vzajemne komunikacije. Ne glede na to, ali sodelujete z podjetjem za CNC rezanje kovin po meri za natančne komponente ali z velikoprodajnim izdelovalcem za serijsko proizvodnjo, se ti koraki priprave uporabljajo univerzalno.
Priprava datotek z načrti
Vaši CAD-datoteke so načrt, ki vodi celoten proizvodni proces. Glede na podatke podjetja RapidDirect vsebujejo CAD-datoteke potrebne podrobnosti o značilnostih, dimenzijah in geometriji dela – predstavljajo strukturni okvir za CNC-obdelavo.
Večina podjetij za izdelavo posebnih rezov iz pločevine sprejme več standardnih formatov datotek, čeprav se prednosti razlikujejo. Spodaj so formati, ki jih morate imeti pripravljene:
- STEP (.STP): Zlata standardna rešitev za 3D modele. Datoteke STEP ponujajo odlično ohranitev geometrije in delujejo na praktično vseh CAD- in CAM-sistemih. Če pošiljate le en format, naj bo to ta.
- DXF (.dxf): Idealen za 2D rezalne operacije. Datoteke DXF jasno določajo ravninske vzorce in so univerzalno sprejete za lasersko, vodno curkovno in plazemsko rezanje.
- IGES (.igs): Starejši, a še vedno široko uporabljen format, zlasti za površinske modele in starejše sisteme. IGES dobro obravnava žične modele in 2D risbe.
- Lastni CAD-formati (.SLDPRT, .PRT, X_T): Datoteke SolidWorks, Siemens NX in Parasolid ohranjajo celotno zgodovino oblikovanja in parametrične podatke – to je koristno, kadar vaše podjetje za izdelavo posebnih rezov iz pločevine uporablja združljivo programska oprema.
RapidDirect opaža, da so datoteke STP in X_T znane po natančnih sposobnostih modeliranja trdnih teles, kar je ključno za ohranjanje točnosti meril pri generiranju orodnih poti. Če imate dvom, izvozite svoj dizajn kot datoteko STEP skupaj z izvornim formatom, da zagotovite združljivost.
Kontrolni seznam priprave datotek
Preden pošljete zahtevek za ponudbo, preverite naslednje pomembne podrobnosti:
- Potrdite enote: Neusklajene enote (palci proti milimetrom) povzročijo, da dele prejmete v napačni meri. Dvaprekrat preverite nastavitve izvoza.
- Vključite ravninske vzorce: Za upognjene dele poleg 3D modela posredujte tudi postavitev ravninskega vzorca.
- Ločite dele v posamezne datoteke: Večdelne sestave je treba razdeliti na ločene datoteke komponent za jasnejše cenjenje.
- Odstranite podvojeno geometrijo: Prekrivajoče se črte zmedejo rezalna orodja in lahko povzročijo dvojne reze.
- Zaprite vse konture: Odprte poti ali reže v vaši geometriji preprečujejo pravilno rezanje—zagotovite, da so vsi oblikovani elementi popolnoma zaprti.
Podrobnosti specifikacij, ki so pomembne
Samo datoteke same ne povedo celotne zgodbe. Glede na LTJ Industrial je jasna dokumentacija ključnega pomena za natančno ponudbo izdelave—podrobni risbi, natančne specifikacije in popolne CAD-datoteke zmanjšajo napačna razumevanja ter nepričakovane stroške.
Ko se obrnete na podjetja za izdelavo po meri s CNC kovinskim rezanjem, zagotovite naslednje specifikacije že v začetni fazi:
- Vrsta in kakovost materiala: Natančno določite material—npr. »nerjavnega jekla 304« namesto le »nerjavnega jekla«. Vključite tudi oznake zlitin, stanje žilavosti ter vse zahtevane certifikate.
- Debelina materiala: Navedite natančno debelino v milimetrih ali kot številko kalibra (npr. »3,175 mm« oziroma »11 kaliber«).
- Zahtevano količina: Vključite količine za prototipe, začetne serije izdelave ter ocenjene letne količine, če so relevantne.
- Tolerance: Po SendCutSend pri rezanju so običajne dopustne odstopanja ±0,127 mm za večino materialov—če potrebujete ožja dopustna odstopanja, jih izrecno navedite.
- Zahtevi za površinsko kakovost: Določite, ali je potrebno pršenje s praškasto barvo, anodizacija, pozlatica ali določene vrednosti hrapavosti površine.
- Sekundarne operacije: Navedite zahteve za upogibanje plošč, vrtanje, ustvarjanje koničastih udubitev, vstavljanje elementov za pritrditev ali sestavo.
- Rok dobave: Nujni naročili je treba dati predhodno obvestilo – vključite želeni datum dobave.
Pogoste napake, ki zakasnejo projekte
Celó izkušeni inženirji naredijo te napake. Izognite se jim in vaš projekt bo potekal hitreje:
- Manjkajoče specifikacije lukenj: Če luknje zahtevajo navoj ali koničasto udubitev, navedite njihovo velikost in vrsto. SendCutSend priporoča uporabo tabel za navoj, da med načrtovanjem narišete luknje ustrezne velikosti.
- Značilnosti preblizu robov: SendCutSend priporoča, da so luknje oddaljene vsaj 1× svoj premer od roba, reže pa vsaj 1,5× svojo širino od robov ali drugih rezalnih značilnosti. Kršitev teh smernic oslabi delovne predmete in jih lahko naredi neizvedljive za rezanje.
- Premajhna razdalja med rezalnimi značilnostmi (mostovi): Razdalja med rezalnimi značilnostmi ne sme biti manjša od 50 % debeline materiala – za večjo trdnost je priporočljivo, da znaša 1× do 1,5× debelina materiala.
- Izpuščanje podatkov o upogibanju: Za oblikovane dele navedite smer upogibanja, polmer upogiba in zaporedje upogibanja, če je to kritično.
- Pozabljeno na količinske stopnje: Če boste morda kasneje naročili večje količine, zdaj zahtevajte stopnjevano cenovanje. Stroški nastavitve, razpršeni na več enot, znatno zmanjšajo ceno na kos.
Načrtovanje vnaprej in poznavanje rezalnih tolerance za izbrani material pospeši proces načrtovanja in zagotovi, da bodo vaši deli takoj pripravljeni na uporabo, ko pridejo iz škatle.
Vlaganje trideset minut v ustrezno pripravo projekta lahko prihrani dnevne zamude. Ko imate pripravljene vse datoteke in jasne specifikacije, ste pripravljeni oceniti potencialne izdelovalce – kar zahteva razumevanje, kaj loči izjemne podjetja za izdelavo rezanih pločevin od povprečnih.

Kako izbrati pravo podjetje za rezkanje kovin
Vaše datoteke z načrti so pripravljene, specifikacije dokumentirane in razumete postopek izdelave. Zdaj sledi odločitev, ki vpliva na vse – od kakovosti delov do zanesljivosti dobave: kateremu partnerju pri izdelavi zasluži vaše poslovanje? Ker se vsak dan izvajajo tisoče iskanj »podjetja za rezkanje kovin v moji bližini«, lahko možnosti preprosto prevečijo.
Če izberete napačnega partnerja, vas čakajo zamujeni roki, zavrnjeni deli in težave s preskrbovalno verigo. Če pa izberete pravega, pridobite proizvodnega zaveznika, ki napake predvideva, predlaga izboljšave in dosledno izpolnjuje obljube. Poglejmo si merila, ki ločujejo izjemne izdelovalce od ostalih.
Uskladitev zmogljivosti podjetja z vašimi potrebami
Ni vsak izdelovalec primeren za vsak projekt. Kot pravi MarcTech Industries , je pred izbiro podjetja za kovinsko izdelavo ključnega pomena jasno razumeti vaše specifične potrebe – vključno z vrsto izdelka, količino, zahtevami po prilagoditvi, časovnim okvirjem in omejitvami proračuna.
Začnite s preverjanjem teh osnovnih vprašanj:
- Ali njihova oprema ustreza vašim zahtevam? Iskanje podjetij za lasersko rezanje kovin v vaši bližini lahko vrne desetine rezultatov, a niso vse laserske naprave enake. Preverite, ali imajo ustrezno moč za debelino vašega materiala ter specifično tehnologijo rezanja, ki jo zahteva vaš projekt.
- Ali so sposobni obdelati vaše količine? Nekatera podjetja odlično opravljajo prototipe in kratke serije, medtem ko so druga optimizirana za proizvodne količine. Neusklajene pričakovanja glede količin povzročajo težave na obeh straneh.
- Ali ponujajo potrebne dodatne storitve? Če vaše dele potrebujete upognjene, zvarjene, obdelane ali sestavljene, je sodelovanje s ponudnikom iz enega vira poenostavi dobavno verigo in zmanjša administrativno breme.
- Kako izkušnje imajo v panogi? MarcTech poudarja, da je treba iskati dobavitelje z bistveno izkušnjo na določenem področju ali v določeni aplikaciji. Izdelovalec, ki ima izkušnje s komponentami za letalstvo, razume drugačne zahteve kot tisti, ki se osredotoča na arhitekturne kovinske konstrukcije.
Ko iščete podjetje za lasersko rezkanje kovin v bližini mene ali podjetje za rezkanje lima v bližini mene, ne upoštevajte le razdalje. Izdelovalec, ki je oddaljen 200 milj, a ima popolne zmogljivosti, pogosto prekaša lokalno delavnico, ki presegajo svoje strokovno znanje.
Pomembne certifikacije kakovosti
Certifikati zagotavljajo objektivne dokaze, da ima izdelovalec uvedene sistematične kontrole kakovosti. Čeprav vsak projekt ne zahteva certificiranih dobaviteljev, pa razumevanje pomena teh priznanj pomaga pri ustrezni oceni storitev vodilnih podjetij za rezkanje kovin.
ISO 9001 predstavlja osnovni standard upravljanja kakovosti. Potrjuje, da ima podjetje dokumentirane postopke, izvaja notranje revizije in vodi evidence o kakovosti. Večina strokovnih izdelovalcev ima ta certifikat.
IATF 16949 temelji na ISO 9001 z zahtevami, specifičnimi za avtomobilsko industrijo. Če nabavljate komponente za vozila, ta certifikat kaže, da izdelovalec razume napredno načrtovanje kakovosti izdelka (APQP), postopke odobritve proizvodnih delov (PPAP) ter stroge dokumentacije, ki jih zahtevajo avtomobilske OEM podjetja.
AS9100 zadovoljuje zahteve za letalsko in obrambno industrijo ter dodaja nadzor sledljivosti, upravljanje konfiguracij in zahteve glede dobaviteljev, ki jih predpišejo glavni izvajalci v letalski industriji.
ISO 13485 velja za proizvodnjo medicinskih naprav in zajema nadzor oblikovanja, upravljanje tveganj ter zahteve glede sterilnosti, ki so specifične za zdravstvene aplikacije.
Glede na KAL Manufacturing imajo ugledni pogodbeni proizvajalci formalne sisteme sledljivosti, dokumentacijo pregledov ter certifikate (kot so ISO, AS9100 ali skladnost z ITAR), ki zagotavljajo jamstvo kakovosti za proizvodne okolje.
Delavnice naročil vs. pogodbena podjetja: Razumevanje razlike
Vaša izbira med tradicionalno delavnico za izdelavo po naročilu in partnerjem za proizvodnjo po pogodbi vpliva na cene, odzivnost in potencial za dolgoročne odnose.
Delavnice za izdelavo po naročilu običajno osredotočijo pozornost na kratkotrajno ali enkratno proizvodnjo. KAL Manufacturing pojasnjuje, da te delavnice sprejmejo naročila na podlagi posameznih ponudb in obdelujejo široko paleto različnih delov brez velike kontinuitete med posameznimi naročili. Zgrajene so za prilagodljivost, ne za ponavljanje.
Če potrebujete en sam prototip ali majhno količino posebnih nosilcev, je delavnica za izdelavo po naročilu lahko cenovno ugodna in hitra. Vendar pa morda niso strukturirane za načrtovane izdaje, sledenje kakovosti ali programske rešitve za upravljanje zalog, ki jih zahtevajo večje proizvodne okolja.
Proizvajalci po pogodbi so zasnovana za ponavljajočo se proizvodnjo in dolgoročna sodelovanja. Ponujajo bolj robustne sisteme za načrtovanje, zagotavljanje kakovosti, rokovanje s surovinami in dokumentacijo. Glede na KAL Manufacturing pogodbeni proizvajalec ni le dobavitelj – temveč partnerski proizvajalec, ki sodeluje z vašim timom pri izpolnjevanju napovedane povpraševanja, upravljanju sprememb komponent ter usklajevanju razporeda dobav z vašimi operacijami.
Ključne značilnosti za upoštevanje:
- Delavnice po naročilih: Hitro ponujanje cen, fleksibilna zmogljivost za variabilna dela, minimalne količine naročil, projektne relacije
- Pogodbni proizvajalci: Načrtovana proizvodnja, napovedovanje in programi zalog, dokumentirani sistemi kakovosti, integracija v dobavno verigo
Primerjava dejavnikov izbire
Uporabite to primerjavo za oceno potencialnih partnerjev pri izdelavi glede na zahteve vašega projekta:
| Dejavnik izbire | Tradicionalna delavnica po naročilih | Spletna storitev izdelave | Izvajalec pogodbenega proizvodnje |
|---|---|---|---|
| Tipične certifikacije | ISO 9001 je pogosta; industrijsko specifične se razlikujejo | ISO 9001 je tipična; industrijsko specifičnih je omejeno | ISO 9001, AS9100, IATF 16949, ITAR po potrebi |
| Čas izvedbe | Spremenljivo; odvisno od trenutne obremenitve | Hitro (pogosto 1–5 dni za standardne rezine) | Načrtovane dostave; dosledna okna za dostavo |
| Prilagodljivost glede velikosti naročila | Odlično za prototipe in majhne serije | Najprimernejše za posamezne dele do srednje serije | Optimizirano za ponavljajoče se proizvodne količine |
| Obseg storitev | Rezanje ter izbrane sekundarne operacije | Osredotočeno na rezanje; omejene sekundarne storitve | Popolna izdelava, končna obdelava, sestava in kompletiranje |
| Inženirska podpora | Neformalno; odvisno od odnosa | Avtomatizirana povratna informacija o DFM | Posebna inženirska sodelovanja |
| Najbolj Prilostovit Za | Po meri izdelani enkratni izdelki, nujni prototipi | Standardni rezi, potrebe po hitrem izvršilnem času | Proizvodni programi, kompleksni sestavi |
Geografski in logistični vidiki
Lokacija je pomembna – vendar morda ne na način, kot bi pričakovali. Čeprav je pri določenih uporabah smiselno iskati podjetje za rezanje kovin v bližini, mora biti geografska blizina uravnotežena z zmogljivostmi in skupnimi stroški.
Ko je blizina najpomembnejša:
- Težki ali obsežni deli, pri katerih prevladujejo stroški prevoza
- Hitre izvedbe prototipov, ki zahtevajo prevzem istega dne
- Projekti, ki koristijo osebnemu sodelovanju in obiskom obrata
- Zahteve po dobavi točno na čas z minimalnim rezervnim časom za izdelavo
Ko zmogljivosti nadomeščajo lokacijo:
- Specializirani postopki, ki so na voljo le regionalnim strokovnjakom
- Certifikati, specifični za vašo industrijo, ki jih lokalne možnosti niso vključene
- Proizvodnja v velikih količinah, pri kateri so prihranki na posamezno komponento večji od stroškov prevoza
- Zapletene sekundarne operacije, ki zahtevajo integrirane zmogljivosti
Najboljši pristop pogosto vključuje vzpostavitev odnosov z lokalnimi in regionalnimi dobavitelji. Lokalne podjetja za rezanje kovin v vaši bližini izdelujejo nujne prototipe in kratke serije, medtem ko specializirani partnerji pokrijejo proizvodne količine in zapletene zahteve.
Razlika med delavnico po naročilu (job shop) in pogodbenim proizvajalcem je v sistemi in obsegu. Delavnice po naročilu zadostijo transakcijskim potrebam. Pogodbeni proizvajalci pa podpirajo celoten proces.
Izbira vašega partnerja za izdelavo neposredno vpliva na uspeh projekta. Vzemite si čas za oceno zmogljivosti, preverite certifikate in razumite, ali se poslovni model potencialnega dobavitelja ujema z vašimi potrebami. Ko izberete pravega partnerja, ste pripravljeni raziskati, kako različne industrije izkoriščajo te storitve za specializirane aplikacije.
Industrijske uporabe storitev za rezanje kovin
Ste kdaj razmišljali, zakaj je podpora za suspenzijo vašega avtomobila drugačna od ohišja, ki ščiti spodbujevalnik srca? Obe izhajata iz ravnih kovinskih plošč, ki jih obdelujejo strokovnjaki za izdelavo kovinskih delov – vendar se pot od surovine do končnega sestavnega dela zelo razlikuje glede na zahteve posamezne industrije. Storitve za rezanje kovin za gradbene podjetja sledijo drugim pravilom kot tiste, ki oskrbujejo podjetja za letalsko in vesoljsko tehnologijo ali proizvajalce medicinskih naprav.
Razumevanje tega, kako različni sektorji izkoriščajo te storitve izdelave kovinskih delov, vam pomaga učinkovito izraziti zahteve in izbrati partnerje z ustrezno strokovno izkušnjo. Poglejmo si specializirane uporabe in posebne zahteve v glavnih industrijskih panogah.
Uporaba v avtomobilski proizvodnji
Avtomobilsko področje predstavlja eno največjih tržnih skupin za natančno rezanje kovin. Od strukturnih delov podvozja do dekorativnih okrasnih elementov vključujejo vozila stotine izdelanih kovinskih delov – vsak z določenimi zahtevami glede zmogljivosti.
Glede na Pans Technology je natančno obdelovanje postalo prelomnica v avtomobilski industriji, saj omogoča proizvajalcem izdelavo lahkih delov, ki izboljšujejo gorivno učinkovitost in zmanjšujejo emisije. Ob prehodu industrije na električna vozila so lahki sestavni deli postali še pomembnejši – raziskave McKinseyja kažejo, da zmanjšanje teže vozila za le 10 % poveča doseg električnega vozila približno za 15 %.
Tipične avtomobilske aplikacije vključujejo:
- Podvozje in konstrukcijske komponente: Okvirni nosilci, prečni nosilci in okrepitveni kotniki, ki zahtevajo visok razmerje med trdnostjo in težo
- Visečine in nosilci za ovisek: Natančno odrezani deli, ki morajo prenesti ponavljajoče se obremenitve brez utrujenosti
- Karoserijske plošče in strukturni nosilci: Sestavni deli, pri katerih dimenzijska natančnost vpliva na prileganje, končno obdelavo in varnost pri trku
- Notranje komponente: Opranje sedežev, podporne konstrukcije za armaturno ploščo in dekorativni elementi, ki zahtevajo estetsko obdelavo skupaj z funkcijsko zmogljivostjo
- Prenosni in pogonski sistemi: Natančno obdelani sestavni deli, ki zahtevajo tesne tolerance za pravilno delovanje
Dobavitelji avtomobilske industrije ponavadi zahtevajo certifikat IATF 16949, ki potrjuje skladnost s standardi kakovosti, specifičnimi za avtomobilsko industrijo. Podjetja za oblikovanje kovin s pomočjo kalib in specializirana podjetja za rezkanje z laserjem, ki delujejo v tem sektorju, morajo vzdrževati stroge postopke odobritve proizvodnih komponent (PPAP) in dokumentacijo naprednega načrtovanja kakovosti izdelkov (APQP).
Zahteve za letalsko in obrambno industrijo
Ko na višini 35.000 čevljev življenje odvisno od zanesljivosti komponent, ni prostora za napake. Aplikacije v letalski industriji zahtevajo najmanjše tolerance in najstrožje certifikate materialov med vsemi proizvodnimi panogami.
Pans Technology poroča, da bo svetovni trg za lahke materiale v letalski industriji do leta 2024 dosegel približno 20,7 milijarde dolarjev – jasen indikator tega, kako agresivno ta panoga sledi naprednim proizvodnim tehnologijam. Natančno obdelava omogoča izdelavo lahkih, a izjemno trdnih konstrukcij, ki izpolnjujejo stroge standarde varnosti, ne da bi pri tem zmanjšale zmogljivost.
Aplikacije rezkanja kovin v letalski industriji vključujejo:
- Konstrukcijske komponente trupa: Rebra, nosilci in paneli ovoja iz aluminijastih zlitin in titanovih zlitin
- Sestavni deli motorja: Toplotno odporni nikeljevi superzlitini, ki zahtevajo specializirane tehnike rezkanja
- Deli podvozja: Komponente iz visoko trdnih jekel z ekstremnimi zahtevami glede odpornosti proti utrujanju
- Ohišja avionike: Natančni ohišji z lastnostmi elektromagnetnega ekraniranja
- Komponente satelitov in vesoljskih ladjev: Egzotični materiali, pri katerih ni dopuščena nobena kontaminacija
Certifikat AS9100 je za dobavitelje v letalski industriji bistveno obvezen. Sledljivost materiala od certifikata talitve do končnega dela je nesporna – vsaka komponenta mora biti sledljiva do svojega izvora zaradi varnostnih preiskav.
Proizvodnja medicinskih pripomočkov
Medicinske aplikacije združujejo zahteve po natančnosti z vprašanji biokompatibilnosti ter regulativnim nadzorom, ki po zapletenosti tekmuje z letalsko industrijo. Podjetja za die rezkanje kovin in natančni izdelovalci, ki delujejo na področju zdravstva, morajo razumeti tako proizvodne kot regulativne pogoje.
Pogoste uporabe medicinskih naprav vključujejo:
- Kirurški instrumenti: Natančno rezani orodja iz nerjavnega jekla in titanovega jekla, ki zahtevajo brezbrišne robove in združljivost s sterilizacijo
- Komponente za implantate: Biokompatibilni materiali z zahtevami glede površinske obdelave, izmerjenimi v mikroinčih
- Ohišja diagnostične opreme: Ohišja za slikovne sisteme, nadzorne sisteme za bolnike in laboratorijske instrumente
- Protetski deli: Posebno prilegjeni deli iz titanovega in specialnih litijev, pogosto izdelani v količini ene enote
- Zobozdravstveni napravi: Majhni natančni deli iz odpornih proti koroziji litijev
Certifikat ISO 13485 potrjuje skladnost z zahtevami za kakovostni sistem medicinskih pripomočkov. Številne uporabe zahtevajo proizvodnjo v čistih sobah ter preverjene postopke čiščenja preden deli sploh prideta do sestave.
Gradbeni in arhitekturni izdelki
Strojno rezanje kovin za gradbene podjetja deluje na nasprotnem koncu natančnostnega spektra kot medicinski pripomočki – to pa ne pomeni, da se zahteve glede kakovosti izgubijo. Konstrukcijski deli morajo izpolnjevati gradbene predpise, medtem ko arhitekturni elementi uravnavajo estetiko in trpežnost.
Uporabe v gradbeni industriji vključujejo:
- Konstrukcijske jeklene komponente: Nosilci, plošče in priključna oprema za poslovne in industrijske stavbe
- Arhitekturne plošče: Dekorativne fasade, sončne zavese in elemente stavbnega plašča
- Komponente za prezračevanje in klimatizacijo: Zračne cevi, podporne konzole in oprema za opremo
- Vodila in pregrade: Varnostno kritični elementi, ki izpolnjujejo zahteve glede dostopnosti in gradbenih predpisov
- Izdelki po meri iz kovine: Napiske, umetniške instalacije in blagovne oznake
Podjetja za laserne rezalne kovinske umetnine in podjetja za oblikovanje laserne rezalne kovine pogosto služijo arhitekturnemu segmentu ter proizvajajo dekorativne plošče, zaslone in skulpturalne elemente, kjer je vizualni učinek enako pomemben kot konstrukcijska trdnost.
Potrošniški izdelki in elektronika
Od ohišij za pametne telefone do kuhinjskih naprav potrošniški izdelki zahtevajo ekonomično izdelavo z dosledno estetsko kakovostjo. Podjetja za izrezovanje kovin, ki delujejo na tem področju, uravnavajo natančnost z zahtevami po proizvodnji v velikih količinah.
Tipične uporabe za potrošniške izdelke vključujejo:
- Ohišja elektronike: Ohišja z zaščito pred elektromagnetnimi motnjami (EMI) za računalnike, strežnike in telekomunikacijsko opremo
- Sestavni deli gospodinjskih naprav: Plošče, vzmeti in konstrukcijski elementi za gospodinjske izdelke
- Športne izdelke: Okvirji koles, fitnes oprema in oprema za izletništvo in šport na prostem
- Sestavni deli pohištva: Kovinski okvirji, pribor in dekorativni elementi
- Trgovska oprema: Vitrinske postaje, sistemsko shranjevalna oprema in oprema za prodajna mesta
Industrijsko specifične zahteve po natančnosti
Zahteve po dopustih se močno razlikujejo glede na panogo. Glede na Xometry dopusti določajo dovoljene meje sprememb pri fizičnih dimenzijah in zagotavljajo, da bodo sestavni deli izdelani v sprejemljivih mejah za njihovo predvideno uporabo.
Standardni dopusti ISO 2768 popolnoma ustrezajo za številne gradbene in potrošniške aplikacije. Vendar pa pogosto zahtevajo letalska in medicinska sestavna dela specifikacije razreda ISO 286 – z mejami dopustov, merjenimi v mikrometrih namesto tisočinkah palca.
| Panoga | Tipične zahteve po dopustih | Pogoste certifikacije | Posebna vprašanja |
|---|---|---|---|
| Avtomobilska industrija | ±0,005" do ±0,010" standard; ožji za kritične ujeme | IATF 16949, ISO 9001 | Dokumentacija PPAP, sledljivost materiala |
| Letalstvo | ±0,001" do ±0,005" pogosto; podmikronski za kritične komponente | AS9100, Nadcap | Popolna sledljivost materiala, certifikati posebnih procesov |
| Medicinski instrumenti | ±0,0005" do ±0,005" tipično | ISO 13485, registracija FDA | Biokompatibilnost, zahteve po čistih prostorih, validacija |
| Izgradnja | ±0,030" do ±0,125" običajno | Certifikati ISO 9001 in AWS | Skladnost z zakonodajo, cinkanje, odpornost proti vremenskim vplivom |
| Potrošniška elektronika | ±0,005" do ±0,015" tipično | ISO 9001 | Standardi estetskega izdelave, zaščita pred elektromagnetnimi motnjami (EMI) |
Zahteve glede certifikacije materialov se prav tako razlikujejo glede na industrijo. Za gradbene aplikacije so lahko sprejemljivi standardni preskusni poročili tovarne, medtem ko za letalsko-kosmične komponente zahtevajo popolno kemično analizo in preverjanje mehanskih lastnosti za vsako serijo materiala. Za medicinske implante je potrebno testiranje biokompatibilnosti, ki lahko podaljša čas kvalifikacije materiala za več mesecev.
Razumevanje teh industrijsko specifičnih zahtev vam pomaga oceniti, ali ima potencialni partner za izdelavo resnično ustrezno izkušnjo ali pa presega svoje strokovne meje. Delavnica, ki se izvirno ukvarja z arhitekturnim kovinskim delom, se lahko sooči z izzivi pri izpolnjevanju dokumentacijskih zahtev za letalsko-kosmično industrijo, medtem ko bi izdelovalec natančnih medicinskih naprav morda ne bil cenovno konkurenčen za visokozmerni proizvodnji potrošniških izdelkov.
Ko so jasne industrijske aplikacije in zahteve, naslednja pomembna težava vključuje razumevanje natančnosti in standardov kakovosti, ki jih lahko pričakujete od strokovnih partnerjev za izdelavo.
Standardi kakovosti in pričakovanja natančnosti
Izbrali ste si partnerja za izdelavo in poslali datoteke z načrti – toda kako vedeti, da bodo končni deli resnično ustrezali vašim zahtevam? Razumevanje dopustnih odstopanj natančnosti in procesov zagotavljanja kakovosti ločuje uspešne projekte od frustrirajočih ciklov ponovnega dela. Dejavnosti profesionalnih podjetij za lasersko rezkanje kovin stavijo svojo ugled na dosledno dostavo delov, ki ustrezajo specifikacijam.
Pojdimo razjasniti, kaj pomeni natančnost pri obdelavi kovin in kako učinkovito sporočiti svoja pričakovanja glede kakovosti.
Razumevanje natančnosti in dopustnih odstopanj
Dopustnost določa, koliko se lahko mere razlikujejo od svoje nazivne vrednosti in kljub temu še vedno ustrezajo. Kot pravi Xometry, dopustnosti določajo dovoljene meje sprememb fizičnih mer, kar zagotavlja, da bodo elementi izdelani znotraj sprejemljivih mej za njihovo predvideno uporabo.
Različne tehnologije rezkanja omogočajo različne nivoje natančnosti. Poznavanje pričakovanih rezultatov preprečuje nerealistične zahteve in vam pomaga določiti tesnejše tolerance le tam, kjer res igrajo pomembno vlogo.
Fibrski laserji dosegajo tolerance v območju od ±0,001 do ±0,003 palca, zaradi česar so najpogosteje izbirani za zahtevne projekte izdelave kovinskih konstrukcij, kjer je natančnost najpomembnejša.
Tukaj je, kaj realistično lahko pričakujete od posamezne metode rezkanja:
- Lasersko vlakno: Po A-Laser , fibrski laserji dosledno zagotavljajo tesne tolerance med ±0,001" in ±0,003" – zlati standard za natančna dela na pločevinah.
- CO2 laser: Poznačilno dosega tolerance med ±0,002" in ±0,005", kar je spoštovano pri večini aplikacij, čeprav je nekoliko manj natančno kot pri fibernih sistemih.
- UV laser: Doseže izjemno ozke dopustne odstopanja do ±0,0001" za mikroobdelovalne aplikacije, ki zahtevajo natančnost pod mikron.
- Vodni curki: Splošno zagotavlja dopustna odstopanja od ±0,003" do ±0,010", odvisno od debeline materiala in hitrosti rezanja.
- Plazma: Zagotavlja širša dopustna odstopanja okoli ±0,020"—sprejemljiva za konstrukcijske aplikacije, vendar neprimerna za natančne priključke.
Ko sodelujete z izvajalcem po meri izdelanih kovinskih delov z laserjem, upoštevajte, da se stroški povečajo z ožjimi dopustnimi odstopanji. Določitev dopustnega odstopanja ±0,001", kadar bi bilo popolnoma zadostno ±0,010", povzroča nepotrebne stroške in lahko podaljša čas izdelave. Natančnostna zahteva naj bo strategično uporabljena le za kritične značilnosti.
Zagotavljanje kakovosti pri rezanju kovin
Natančna oprema ni nič vredna brez sistematičnih nadzorov kakovosti. Glede na Fox Valley Metal-Tech , višji cilj kot preprost nadzor kakovosti je zagotavljanje kakovosti—višja raven proaktivnega, ne pa reaktivnega upravljanja izdelkov, ki poteka skozi celoten proizvodni proces.
Podjetje za profesionalne storitve laserskega rezanja kovin izvaja več kontrolnih točk:
Preverjanje materiala
Kakovost se začne že pred začetkom rezanja. Uveljavljena podjetja za izdelavo primerjajo dobavljene materiale z naročilnimi listi, preverijo potrdila o skladnosti (CoC) in pregledajo materiale za morebitne poškodbe ali onesnaženje. Materiali se lahko hranijo v karantenskih območjih, dokler ne pridobijo potrdilnih dokumentov in dokler se ne potrdijo specifikacije.
Kalibracija opreme
Natančni deli zahtevajo kalibrirano opremo. Fox Valley Metal-Tech pojasnjuje, da mora biti vsaka merilna oprema, ki se uporablja za preverjanje dimenzij izdelkov, kalibrirana v določenih intervalih v skladu z certifikatom ISO 9001:2015. To vključuje dnevno preverjanje šestilk in mikrometrov proti stalnim referenčnim standardom, tedenske kalibracijske preglede s strani tretje osebe ter letno celovito kalibracijo CNC opreme.
Pregled med postopkom
Preverjanje dimenzij poteka skozi celotno proizvodnjo – ne le na koncu. Pogosti dopustni odmiki za natančne zvarjene in obdelane delovne predmete segajo med 0,005" in 0,030", kar se preverja z uporabo šestil, mikrometrskih merilnikov, višinskega merilnika in koordinatnih merilnih strojev (CMM).
Nedestruktivno testiranje
Kadar to zahtevajo specifikacije, lahko podjetje za lasersko rezanje pločevin izvede ali organizira specializirana preskušanja, vključno z vizualnim pregledom zvarov, preskusom tlaka ali tesnosti, barvnim penetracijskim pregledom za površinske razpoke, magnetnopraškovnim pregledom za feromagnetne materiale ter ultrazvočnim pregledom za notranje napake.
Učinkovito sporočanje vaših zahtev
Jasno sporočanje preprečuje spore glede kakovosti. Spodaj je prikazano, kako določiti vaše zahteve:
- Navedite priznane standarde: Uporabite ISO 2768 za splošne dopustne odmike ali ISO 286 za kritične pasove namesto izumljanja lastnih specifikacij.
- Označite kritične dimenzije: Na svojih risbah jasno označite tiste značilnosti, ki zahtevajo ožje dopustne odmike kot so splošno sprejeti.
- Določite zahteve za pregled: Če potrebujete poročila o pregledu prvega izdelka (FAIR), podatke CMM ali dimenzijska poročila, to navedite že v začetni fazi.
- Določite površinsko obdelavo: Kjer je pomembna videz, določite sprejemljivo kakovost robov, omejitve zavitek in vrednosti površinske hrapavosti.
Izbira ustreznih dopustnih odstopanj je ključna odločitev v procesu načrtovanja in izdelave, saj vpliva na funkcionalnost, prileganje, stroške in izdelljivost delovnega predmeta.
Razumevanje teh standardov kakovosti vam omogoča učinkovito ocenjevanje partnerjev za izdelavo in postavljanje realističnih pričakovanj za vaše projekte. Ko so zahteve glede kakovosti določene, ste pripravljeni na zadnji korak – sodelovanje z ustrezno podjetjem za izdelavo, da svoje načrte prenesete v resničnost.
Sodelovanje z podjetji za rezanje kovin za vaš naslednji projekt
Potujete skozi najnovejše tehnologije, razmatranja glede materialov, izdelovalne procese in standarde kakovosti. Zdaj je čas, da vse to združite v praktičen okvir, ki ga lahko takoj uporabite. Iskanje pravega podjetja za rezanje kovin ni odvisno od sreče – temveč od sistematične ocene na podlagi vaših posebnih zahtev.
Ali iščete en sam prototip ali ustanavljate dolgoročno proizvodno partnerstvo, okvir za odločanje ostaja enak. Združimo vaše znanje v ukrepne korake, ki bodo vaš projekt pomaknili naprej.
Vaš kontrolni seznam partnerja za rezanje kovin
Preden stopite v stik s kakršnim koli izdelovalcem, pregledajte ta izčrpni kontrolni seznam za oceno. Glede na TMCO izbor pravega proizvodnega partnerja ni le primerjava ponudb – gre za iskanje ekipe, ki ji lahko zaupate, da bo vašo vizijo uresničila natančno, učinkovito in dosledno.
Preverjanje tehnologije in zmogljivosti
- Potrdite, da uporabljajo ustrezno rezalno opremo (laser, vodni curk, plazma) za vaše zahteve glede materiala in debeline
- Preverite, ali imajo možnosti sekundarnih operacij – upogibanja, varjenja in končne obdelave – če vaši deli zahtevajo obdelavo poleg rezanja
- Ocenite njihovo zmogljivost za izpolnitev vaših zahtev glede količine, od prototipov do serijske proizvodnje
- Ocenite razpoložljivost inženirskih storitev za optimizacijo načrtovanja in povratne informacije o načrtovanju za proizvodnjo (DFM)
Zahteve glede kakovosti in certifikacij
- Preverite, ali imajo certifikat ISO 9001 kot osnovni kazalec kakovosti
- Potrdite, ali imajo industrijsko specifične certifikate (IATF 16949 za avtomobilsko industrijo, AS9100 za letalsko-kosmično industrijo, ISO 13485 za medicinsko opremo), kadar je to primerno
- Zahtevajte podatke o opremi za nadzor kakovosti in sposobnostih dokumentiranja kakovosti
- Vprašajte za sisteme sledljivosti materialov in dokumentacijo certifikatov
Osnovni elementi priprave projekta
- Pripravite datoteke z načrti v sprejetih formatih (STEP, DXF, IGES) s sklenjenimi konturi in pravilnimi merskimi enotami
- Dokumentirajte specifikacije materiala, vključno s kakovostjo, debelino in morebitnimi zahtevanimi certifikati
- Prepoznajte kritične tolerance in jih eksplicitno navedite – ne navajajte preveč podrobnosti tam, kjer zadostujejo standardne tolerance
- Naštejte vse sekundarne operacije, zahteve glede površinske obdelave in potrebe po vstavljanju armatur
- Določite realistične časovne okvire glede na stopnjo zapletenosti in količino
Dejavniki ocenjevanja partnerstva
- Ocenite odzivnost pri komunikaciji med postopkom ponujanja – to napoveduje kakovost nadaljnjega poslovnega odnosa
- Ocenite, ali postavljajo pojasnitvena vprašanja o vaši uporabi, kar kaže na resnično vključenost
- Upoštevajte geografsko bližino za dele, ki so občutljivi na prevozne stroške, ali za potrebe po hitrih ponovitvah
- Preglejte reference strank in izkušnje na področju, ki je pomembno za vaš sektor
Naslednji korak
Ko imate vaš seznam opravil zaključen, ste pripravljeni učinkovito sodelovati z morebitnimi partnerji. Glede na UPTIVE Advanced Manufacturing bo prava proizvodna podjetja dobavljala natančne dele, skrajšala čase dostave in ponujala prilagojene rešitve za vsako fazo razvoja vašega izdelka.
Tukaj je vaš akcijski načrt za nadaljevanje:
Za prototipe in razvojne projekte
Ko sta hitrost in iteracija najpomembnejši, dajte prednost izdelovalcem, ki ponujajo hitro izvedbo in sodelovanje na področju inženiringa. Podjetja za obdelavo kovin z laserskim rezanjem, ki imajo sisteme za takojšnje cenjenje, lahko znatno pospešijo vaš razvojni cikel. Iščite partnere, ki ponujajo celovito DFM podporo in lahko prepoznajo morebitne težave pri izdelavi že preden se začne rezanje.
Za proizvodne programe
Za dolgoročno proizvodnjo so potrebna druga merila za oceno. Proizvajalci avtomobilskih delov (OEM) in pogodbeni proizvajalci, ki ponujajo načrtovane izdaje, programske zaloge in dosledno dokumentacijo kakovosti, postanejo ključni partnerji. Podjetje za CNC rezanje kovin z močnimi sistemi kakovosti preprečuje motnje v dobavnem verigu, ki ogrožajo urnike proizvodnje.
Oglejte si proizvajalce kot so Shaoyi (Ningbo) Metal Technology , kar predstavlja certificirane standarde kakovosti IATF 16949, o katerih je govora v tem priročniku. Njihova kombinacija hitrega izdelave prototipov v petih dneh, izčrpne podpore pri oblikovanju za izdelavo (DFM) in ponudbe v 12 urah prikazuje, kako vodilna podjetja za OEM CNC rezanje kovin pospešujejo avtomobilske dobavne verige za podvozja, obešalne sisteme in strukturne komponente – od začetne zamisli do avtomatizirane množične proizvodnje.
Ustvarjanje dolgoročnih odnosov
Najboljši partnerji za izdelavo presegajo običajne transakcijske ponudbe. TMCO poudarja, da izbira partnerja ni le v zvezi z trenutnim projektom – gre za gradnjo dolgoročnega odnosa, ki temelji na zaupanju, učinkovitosti in skupnih ciljih. Zanesljiva podjetja za CNC rezanje kovin postanejo razširitev vaše inženirske ekipe, predlagajo izboljšave in napovedujejo izzive še preden vplivajo na vaš časovni razpored.
Partner za kompletno proizvodnjo (turnkey) upravlja vaš projekt od zamisli do zaključka – s tem odpravi neucinkovitosti, povezane s koordinacijo več dobaviteljev, hkrati pa zagotovi popolno preglednost v celotnem proizvodnem procesu.
Zdaj razumete, kako delujejo različne tehnologije rezanja, katere metode so primerni za določene materiale in kakšne standarde kakovosti lahko pričakujete od profesionalnih izdelovalcev. Veste, kako pripraviti svoje projekte za uspeh in sistematično oceniti potencialne partnerje. Pot od zahtevka za ponudbo do končanih delov je jasna – vaš naslednji projekt se začne z enim samim kontaktom s kvalificiranim izdelovalnim partnerjem, ki ustreza vašim zahtevam.
Pogosto zastavljena vprašanja o podjetjih za rezanje kovin
1. Koliko stane rezanje kovin?
Stroški rezanja kovin se razlikujejo glede na vrsto materiala, debelino, metodo rezanja in zapletenost. Rezanje z laserjem običajno stane med 0,50 in 2 USD na linearni palec za ploščato kovino. Urečni stroški se običajno gibljejo med 20 in 30 USD na uro. Plazemsko rezanje ponuja nižje stroške na čevelj za debele materiale, medtem ko rezanje z vodnim curkom zahteva višje cene zaradi počasnejših hitrosti. Znižanja za večje količine pomembno zmanjšajo stroške na eno kos pri serijski proizvodnji, sekundarne operacije, kot so upogibanje in končna obdelava, pa povečajo skupne stroške.
2. Ali vam bo železničarjev trgovina prerežila kovino?
Trgovine s strojno opremo ponujajo omejene storitve rezkanja kovin, ki so ponavadi omejene na rezkanje cevi in osnovno škarjenje tankih materialov. Za natančno izdelavo pločevine, prilagodljene oblike ali debelejše materiale potrebujete profesionalne podjetja za rezkanje kovin, opremljena z laserskimi, vodnimi curki ali plazemskimi sistemi. Ti izdelovalci obdelujejo datoteke CAD, ohranjajo majhne tolerance in ponujajo sekundarne operacije, ki jih trgovine s strojno opremo ne morejo zagotoviti.
3. Kako dobiti kovinski kos prerezan?
Da professionalno prerežete kovino, pripravite svoje oblikovalske datoteke v formatu DXF ali STEP, določite vrsto in debelino materiala ter kontaktirajte podjetje za rezkanje kovin za ponudbo. Večina izdelovalcev sprejme predloge datotek prek spleta in ponudi ponudbe v 12–24 urah. Vključite zahteve glede toleranc, količino, ki je potrebna, ter kakršnekoli sekundarne operacije, kot so upogibanje ali dokončanje. Za preproste reze nekateri spletni servisi za izdelavo ponujajo takojšnje cenevanje in dostavo že v nekaj dneh.
4. Katera je razlika med laserskim in plazemskim rezanjem?
Laserno rezanje uporablja osredotočen svetlobni žarek in doseže natančnost ±0,005 palca, kar je idealno za tanke do srednje debele materiale, kjer je ključna natančnost in čiste rezne robove. Plazemsko rezanje uporablja pregreto ionizirano plin, s čimer obdeluje debele prevodne kovine tri do štirikrat hitreje kot druge metode, vendar z večjimi odstopki, približno ±0,020 palca. Izberite laserno rezanje za zapletene oblike in natančne prikljupe; za debele konstrukcijske jeklene profile izberite plazemsko rezanje, kadar sta hitrost in stroški pomembnejša od kakovosti rezne robov.
5. Katera potrdila naj iščem pri podjetju za rezanje kovin?
Certifikat ISO 9001 prikazuje osnovni sistem upravljanja kakovosti. Za avtomobilske aplikacije certifikat IATF 16949 prikazuje skladnost z zahtevami, specifičnimi za avtomobilsko industrijo, vključno s PPAP dokumentacijo. Dobavitelji za letalsko in vesoljsko industrijo potrebujejo certifikat AS9100, medtem ko proizvajalci medicinskih naprav zahtevajo ISO 13485. Ti certifikati potrjujejo, da podjetje vzdržuje dokumentirane postopke, umerjeno opremo ter sistematične kontrole kakovosti, ki so bistvene za regulirane panoge.