 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Laserjske rezalne storitve razkrita: cenanje, materiali in kaj skrivajo delavnice
Kaj storitve laserskega rezanja dejansko počnejo in zakaj so pomembne
Ste se kdaj vprašali, kako proizvajalci ustvarjajo neverjetno zapletene kovinske dele ali popolnoma gladke akrilne znake? Odgovor leži v storitvah laserskega rezanja – tehnologiji, ki spremeni način, kako sirove materiale pretvarjamo v natančne komponente. Ne glede na to, ali iščete storitev laserskega rezanja v bližini mesta ali raziskujete storitve natančnega laserskega rezanja za kompleksen projekt, razumevanje te tehnologije vam omogoča nadzor nad vašimi proizvodnimi odločitvami.
V osnovi lasersko rezanje uporablja usmerjen, zmogljiv svetlobni žarek za rezanje, graviranje ali vrezovanje materialov z izjemno natančnostjo. Predstavljajte si risanje s koncentrirano svetlobo – le da je ta svetloba dovolj močna, da stopi jeklo. A Cnc laser rezalnik združuje računalniško numerično krmiljenje z lasersko tehnologijo za izvajanje rezkanja z izjemno natančnostjo, še posebej pri ustvarjanju zapletenih oblik in majhnih lukenj.
Kako laserski žarki pretvarjajo surovine v natančne dele
Predstavljajte si, da usmerite sončno svetlobo skozi povečevalno steklo, da bi spalili list. Sedaj to intenzivnost pomnožite s tisoči. To se v bistvu dogaja med laserskim rezkanjem – vendar z računalniško nadzorovano natančnostjo, ki je človeški roki nedosegljiva.
Postopek deluje prek laserske glave, ki vsebuje fokusirno lečo in šobo. Ta sestava usmeri stolpec izjemno močnega svetlobe na površino obdelovanca. Ko ta usmerjen žarek zadene material, postane gostota toplote na tem mestu tako visoka, da povzroči hitro segrevanje in delno ali popolno izparevanje materiala.
To, kar tej tehnologiji daje resnično moč, je CNC krmilni sistem. Računalniška navodila (imenovana G-koda) usmerjajo gibanje laserske glave po obdelovalni površini in sledijo poti vašega dizajna z mikroskopsko natančnostjo. Stisnjen plin, ki teče skozi šobo, opravlja dvojno funkcijo – hladi fokusirno lečo in odstrani izparene materiale s poti reza.
Znanost za svetlobno rezkanje
V nasprotju s tradicionalnim obdelovanjem, pri katerem se material fizično odstranjuje s stikom rezilnih orodij, je lasersko rezkanje postopek brez stika, ki temelji na toploti. To razliko je pomembno upoštevati iz več razlogov:
- Brez obrabe orodja: Laserski žarek se ne obrablja kot fizična rezila, kar zagotavlja enakomerno kakovost tudi po tisočih režanjih
- Minimalni napetosti v materialu: Ker ni stika, na del ne delujejo mehanske sile, ki bi ga lahko deformirale
- Možnost zapletenih oblik: Usmerjeni žarek omogoča izdelavo podrobnosti, ki jih konvencionalna orodja ne morejo doseči
Za tiste, ki raziskujejo akril storitve laserskega rezkanja ali možnosti obdelave kovin , ponuja ta tehnologija nepremagovljivo raznolikost. Isto osnovno postopek, ki prereže debele pločevine iz jekla, lahko nežno vreže dekorativne vzorce na lesu ali ustvari zapletene prototipe iz inženirskih plastičnin.
Zakaj je to pomembno, če iščete proizvodne rešitve? Hitrost, natančnost in raznolikost opredeljujejo sodobno lasersko rezkanje. Projekti, ki so prej zahtevali več operacij obdelave in obsežna dokončna dela, se lahko sedaj opravijo v enem samem prehodu z robovi, ki so dovolj čisti za takojšnjo sestavo. Razumevanje teh osnov vam omogoča učinkovito komunikacijo s ponudniki storitev in samozavestno ocenjevanje ponudb – znanje, ki ga boste nadgradili skozi celoten priročnik.
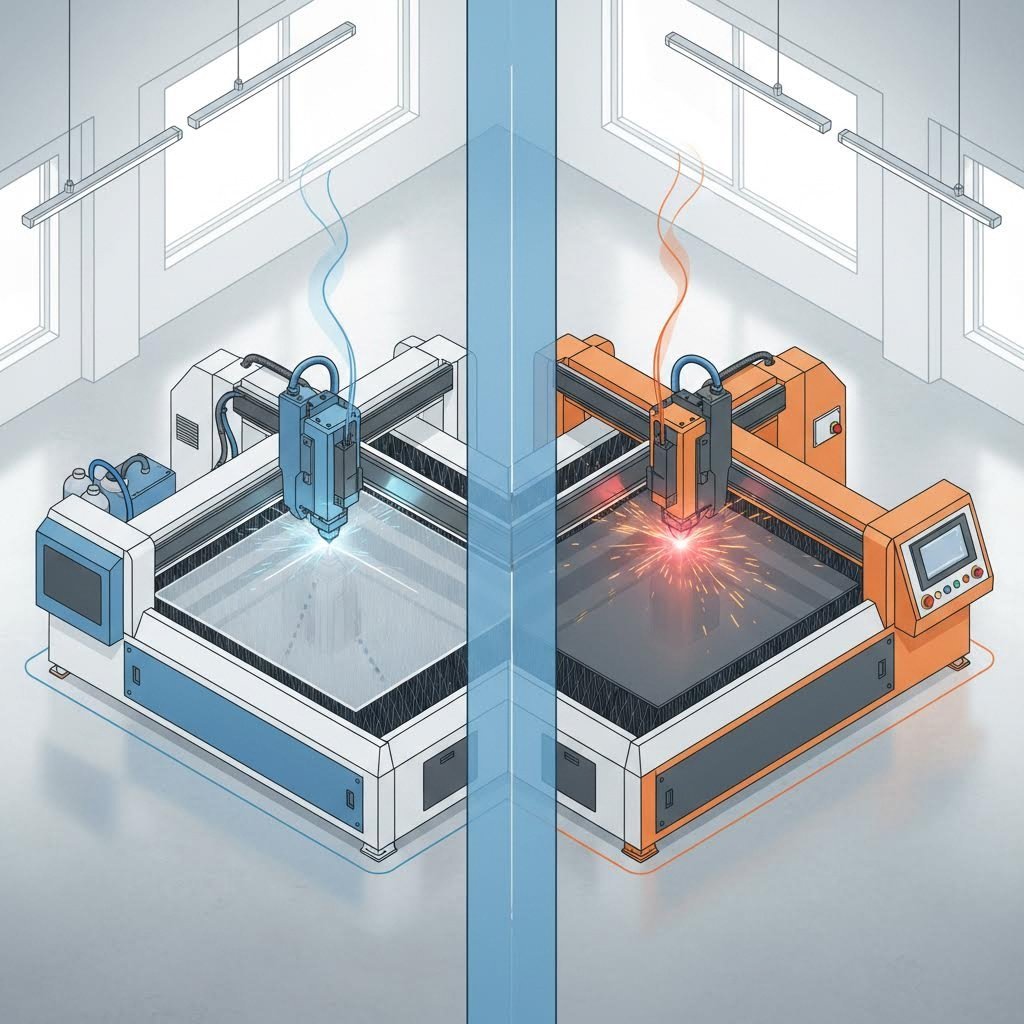
Razlaga med CO2 in Fibersko lasersko tehnologijo
Ne vse laserje so enaki. Ko zahtevate ponudbe za rezkanje z laserjem, razumevanje tehnologije, ki poganja napravo, neposredno vpliva na kakovost, stroške in čas izdelave vašega projekta. V industriji sta prevladujoči dve tehnologiji – CO2 laserji in vlaknasti laserji – in vsaka od njiju odlično opravlja bistveno različne naloge. Poznavanje razlik vam pomaga izbrati pravega ponudnika in se izogniti plačilu za neustrezne zmogljivosti.
Tu je osnovna razlika: CO2 laserji uporabljajo plinsko ustvarjanje žarka, medtem ko vlaknasti laserji uporabljajo trdotelesno tehnologijo. Ta navidezno preprosta razlika povzroči diametralno različne zmogljivosti, ki so pomembne za vaše specifične potrebe po projektu.
CO2 laserji za nemetalne materiale
CO2 laserski rezalni stroji so bili delovna konja industrije že od šestdesetih let prejšnjega stoletja. Ti sistemi uporabljajo mešanico ogljikovega dioksida, dušika in helija za proizvodnjo električno pogojenega laserskega žarka. Tehnologija deluje s svetlobno indukcijo skozi plinom napolnjeno cev z ogledali na obeh koncih – eno popolnoma odsevno, drugo pa omogoča delno prepuščanje svetlobe. Ta razporeditev ogledal povzroči, da se intenzivnost svetlobnih valov povečuje, preden se močan žarek usmeri na površino rezanja.
Kaj naredi CO2 lasere tako posebne? Njihova valovna dolžina 10,6 µm je idealno absorbirana s strani organskih in nekovinskih materialov . Ko potrebujete natančne reze na akrilu, lesu, plastikah, usnju, tkanini ali papirju, CO2 laserji zagotavljajo odlično kakovost robov. Storitve, ki ponujajo alternativne materiale za sendcutsend akril, se ravno zaradi tega običajno zanašajo na CO2 tehnologijo.
CO2 laserji se izkazujejo pri naslednjih materialih:
- Plastike in akrili: Čisti, polirani robovi brez dodatnega dokončanja
- Les in furnir: Natančni rezi z minimalnim ožganjem, če je pravilno kalibrirano
- Usnje in tkanina: Zapleteni vzorci brez razvlakenja
- Papir in karton: Podrobni dizajni za embalažo in prototipe
- Guma in plutovina: Posebni tesnilni obroči in dekorativni predmeti
Kaj pa kompromisi? Sistemi CO2 delujejo le z učinkovitostjo 5–10 %, porabijo pa 10 do 20-krat več električne energije, kot izsevajo laserske svetlobe. Zahtevajo tudi pogostejšnje vzdrževanje in imajo krajša delovna življenjska doba—dejavniki, ki vplivajo na cenovanje ponudnikov v katerem koli predelu, vključno s podjetji za lasersko rezkanje v San Jose.
Vlaknasti laserji za izjemno obdelavo kovin
Tehnologija vlaknastih laserjev predstavlja novejšo generacijo rezalne moči. Te naprave uporabljajo aktivna optična vlakna, dopirana z redkimi zemeljskimi elementi, kot je iterbij, za ustvarjanje in ojačanje laserskega žarka. Transportno vlakno nato neposredno prenese to koncentrirano energijo do rezalne glave—brez zrcal, brez plinskih mešanic.
Rezultati govorijo sami zase. Glede na podatki industrije , optična vlakna proizvajajo žarke s krajšimi valovnimi dolžinami (1,064 µm), ki omogočajo večjo absorpcijsko moč na kovinskih površinah. To se prevede v 3 do 5-kratno produktivnost primerljivih CO2 naprav pri rezanju kovin.
Zakaj kovinski izdelovalci raje uporabljajo laserske reznike na osnovi vlaken? Upoštevajte te prednosti:
- Nadpovprečno rezanje kovin: Jeklo z ogljikom, nerjavno jeklo, aluminij, mesing, baker in titan
- Obravnavanje refleksivnih materialov: Reže materiale, ki povzročajo težave pri CO2 sistemih
- Višja učinkovitost: Več kot 90 % električne učinkovitosti v primerjavi s 5–10 % pri CO2
- Podaljšana življenjska doba: Do 25.000 obratovalnih ur – približno 10-krat več kot pri CO2 napravah
- Zmanjšano održavanje: Trdotalna konstrukcija odpravlja potrebo po rokovanju z plini in nastavljanju zrcal
Ko iščete laser max San Jose ali druge regionalne strokovnjake za rezkanje kovin, vprašajte, ali uporabljajo opremo s fibernim laserjem za vaše kovinske projekte. Razlika v tehnologiji neposredno vpliva na kakovost reza in ceno.
Neposredna primerjava tehnologij
Izbira med temi tehnologijami postane jasnejša, ko si ogledate specifikacije eno ob drugi:
| Značilnosti | Co2 laser | Vlaken laser |
|---|---|---|
| Najboljše materialne | Akril, les, plastika, usnje, tkanina, papir, guma | Jeklo, nerjaveče jeklo, aluminij, mesing, baker, titan |
| Tipičen obseg debeline | Do 20 mm in več za kovine (z dodatnim kisikom); idealno za nekovine | Optimalno za kovine do 20 mm; novejši stroji obdelujejo do 2,25" |
| Hitrost rezanja | Počasneje pri kovinah; odlično pri nekovinah | 3-5-krat hitreje kot CO2 pri kovinah |
| Energetska učinkovitost | 5-10 % (visoka poraba energije) | Več kot 90 % (minimalne izgube moči) |
| Delovna življenjska doba | Približno 2.500 ur | Do 25.000 ur |
| Zahteve glede vzdrževanja | Redno poravnavanje zrcal, polnjenje plina, pogostejše vzdrževanje | Minimalno vzdrževanje, brez porabnih plinov |
| Začetni strošek opreme | Nižji začetni vlagani kapital | 5–10-krat višja od ustreznega CO2 |
| Kakovost rezanja roba | Odlična pri debelih materialih in nekovinah | Nadpovprečna natančnost pri kovinah |
Izbira prave tehnologije
Katera tehnologija naj bi jo uporabil vaš projekt? Odgovor je popolnoma odvisen od vaših materialov in zahtev:
Izberite storitve CO2 laserja, kadar:
- Vaš projekt vključuje nemetalne materiale, kot so akril, les ali plastični materiali
- Potrebujete rezanje debelih kovinskih plošč (10–20 mm ali več) z dodatkom kisika
- Kakovost roba pri organskih materialih je vaša prednostna naloga
- Proračun ugodni nižji stroški na naročilo namesto dolgoživosti opreme
Izberite storitve vlaknastega laserja, kadar:
- Vaš projekt zahteva rezanje limarin (jeklo, nerjaveče jeklo, aluminij)
- Delate z zrcalno odbijajočimi kovinami, kot sta mesing ali baker
- Hitrost in natančnost sta ključnega pomena za vaš proizvodni razpored
- Višje tolerance zahtevajo ožji, bolj stabilen žarek, ki ga omogočajo laserski rezalniki z vlaknastim laserjem
Številni strokovni servisi za lasersko rezkanje uporabljajo obe tehnologiji in izberejo optimalno napravo za vsako posamezno nalogo. Ko zahtevate ponudbe, povprašajte posebej, kateri tip lasera bo obdelal vaše dele – ta preglednost kaže na dobavitelja, ki daje prednost rezultatom namesto prirodnosti. Razumevanje teh razlik vas pripravi na oceno možnosti materialov, kar bomo podrobno obravnavali v naslednjem razdelku.
Popoln vodnik po materialih za projekte laserskega rezkanja
Tukaj je nekaj, kar vam večina storitev za lasersko rezkanje ne bo povedala že na začetku: izbira materiala določa 80 % uspeha vašega projekta. Lahko imate najnaprednejši vlaknasti laser na svetu, a če ga združite z napačnim materialom – ali ne razumete omejitev debeline – končate z zavrnjenimi deli in zapravljenim proračunom . Ta obsežni vodnik ponuja tisto, o čemer tekmovalci le namigujejo: izvedljive specifikacije za vsako kategorijo materiala, skupaj z dejanskimi mejnimi vrednostmi debeline in pričakovanji glede kakovosti.
Ali že raziskujete spletne storitve laserskega rezanja za prototip ali ocenjujete spletne storitve laserskega rezanja za serijo, razumevanje združljivosti materialov prepreči dragocene presenečenja. Poglejmo podrobno, kaj posamezni materiali lahko – in ne morejo – ponuditi.
Možnosti rezanja kovin in meje debeline
Kovine predstavljajo osnovni del industrijskega laserskega rezanja. Vendar se vsaka kovina drugače obnaša pod laserskim žarkom, možnosti glede debeline pa se zelo razlikujejo glede na moč in vrsto lasera. Tukaj je, kaj morate vedeti, preden pošljete svoje konstrukcijske datoteke.
Ogljikova jeklena litina
Najpogosteje režana kovina pri laserskem oblikovanju je ogljikovo jeklo, ki predvidljivo reagira tako na vlaknaste kot na CO2 lasere. Njegova železna sestava učinkovito absorbira lasersko energijo, kar omogoča čiste reze z minimalnim nastankom odvratkov.
- Razpon debeline: 0,5 mm do 25 mm+ (odvisno od moči)
- Kakovost roba: Odlični brezoksidni robovi pri uporabi dušika kot pomožnega plina; nekoliko oksidacije z kisikom kot pomožnim plinom na debelejših pločevinah
- Idealne aplikacije: Konstrukcijske komponente, nosilci, ohišja, avtomobilske dele, ohišja strojev
- Ključna razmislek: Za svetle, varljive robove na pločevinah pod 12 mm naročite rezanje z dušikom – je dražje, vendar odpravi brušenje pred varjenjem
Po industrijske specifikacije , laserski rezalnik s 3000 W vlaknastega lasera prereže ogljikovo jeklo do največ 20 mm, medtem ko sistemi z 6000 W presežejo 25 mm z kakovostnimi robovi pod 20 mm.
Nerjavnega jekla
Krom v nerjavnem jeklu ustvarja edinstvene dinamike rezanja. Material se naravno upira oksidaciji, kar ga naredi idealnega za aplikacije, ki zahtevajo tako trdnost kot odpornost proti koroziji.
- Razpon debeline: 0,5 mm do 50 mm (visokomočni vlaknasti laserji pri 10 kW+)
- Kakovost roba: Možna zrcalna površina na tankih pločevinah; kakovost pada nad 12 mm brez visoko razredne opreme
- Idealne aplikacije: Oprema za obdelavo hrane, medicinske naprave, arhitekturni elementi, pomorske komponente
- Ključna razmislek: oznake 304 in 316 se režeta podobno; pri 430 nerjavnem (magnetnem) se lahko pojavijo nekoliko drugačne toplotne značilnosti
Za referenco, sistem 1000 W obdela nerjaveče do 5 mm, medtem ko sistem 4000 W sega do 16 mm – vendar mora ponudnik preveriti kakovost roba nad 12 mm.
Aluminijaste
Zrcalna površina aluminija in visoka toplotna prevodnost predstavljata izziv pri rezanju, ki ga vlaknasti laserji obravnavajo veliko bolje kot sistemi CO2. Material hitro razprši toploto, zato zahteva višje moči kot jeklo enake debeline.
- Razpon debeline: 0,5 mm do 40 mm (sistem s fibrsko tehnologijo 10 kW+)
- Kakovost roba: Dobra, vendar ponavadi gršja kot pri jeklu; za vidne aplikacije je morda potrebna dodatna dokončna obdelava
- Idealne aplikacije: Sestavni deli za letalstvo, toplotni izmenjevalniki, ohišja za elektroniko, lahki konstrukcijski deli
- Ključna razmislek: Vrsta zlitine je pomembna – 6061-T6 se reže čisteje kot lite zlitine; vedno navedite točno vrsto zlitine
Mosi in baker
Te zelo refleksivne kovine so bile nekoč resni izziv za lasersko rezkanje – starejši sistemi CO2 lahko zaradi odbitih žarkov celo trpeli škodo. Sodobni vlaknasti laserji jih učinkovito obdelujejo, čeprav z omejitvami.
- Razpon debeline: 0,5 mm do 8 mm (bakrenina); 0,5 mm do 10 mm (mesing)
- Kakovost roba: Sprejemljivo za funkcionalne dele; na robovih reza se lahko pojavijo spremembe barve
- Idealne aplikacije: Električni komponenti, dekorativna oprema, izmenjevalniki toplote, projekti gravur v San Jose in podobna umetniška dela
- Ključna razmislek: Zahtevajte vzorce rezov preden potrdite proizvodne naročila – rezkanje refleksivnih materialov se med ponudniki bistveno razlikuje
Plastike, akrilati in možnosti brez kovin
Nekovinski materiali odpirajo povsem nove možnosti – in pasti. CO2 laserji prevladujejo na tem področju in dajejo rezultate, ki jih vlaknasti laserji pri organskih spojinah preprosto ne morejo ujeti.
Akril (PMMA)
Akrilat je zvezda med lasersko rezkanimi plastikami, saj proces rezkanja neposredno ustvari robove s plamenom polirano površino – dodatna dokončna obdelava ni potrebna.
- Razpon debeline: 1 mm do 25 mm (liti akrilat deluje najbolje)
- Kakovost roba: Prozorne, polirane robove je mogoče doseči pri livjenem akrilnem steklu; pri iztisnjenem akrilnem steklu se lahko pojavijo sledovi zamraščevanja
- Idealne aplikacije: Oznake, prikazi, zaščitne prekrivke, umetniška dela, arhitekturni modeli
- Ključna razmislek: Livjeno akrilno steklo stane 20–30 % več kot iztisnjeno, vendar ponuja znatno boljšo kakovost robov – za vidne aplikacije naročite livjeno
Polikarbonat
Čeprav je policarbonat priljubljen zaradi odpornosti proti udarcem, laserjevanje predstavlja težave, o katerih mnogi ponudniki ne govorijo odprto.
- Razpon debeline: 0,5 mm do 6 mm (omejeno zaradi težav z barvanjem)
- Kakovost roba: Pozelenelost in ožganost sta pogosta; robovi redko dosegajo prozornost akrilnega stekla
- Idealne aplikacije: Funkcionalni prototipi, zaščitne plošče in pokrovi, kjer je videz robov manj pomemben
- Ključna razmislek: Za vidne dele razmislite o alternativah z akrilnim steklom ali načrtujte obdelavo robov – laserjem rezan policarbonat redko izgleda poliran
ABS in drugi tehnični plastični materiali
ABS (akrilonitril butadien stiren) se razreže razmeroma dobro, vendar zahteva ustrezno prezračevanje zaradi nevarnosti dimov.
- Razpon debeline: 0,5 mm do 12 mm
- Kakovost roba: Neznatno taljenje povzroči gladke, a nepolirane robove
- Idealne aplikacije: Prototipi, ohišja, sestavni deli potrošniških izdelkov
- Ključna razmislek: Vedno preverite, ali ima vaš ponudnik ustrezno izpušno prezračevanje – nekatere delavnice zavračajo ABS zaradi omejitev prezračevanja
Les in kompoziti
Naravni in tehnični lesni izdelki se odlično obdelujejo s CO2 laserskim rezanjem, kar omogoča zapletene oblike, ki jih tradicionalna obdelava lesa ne more doseči.
- Razpon debeline: Furnir do 20 mm (se razlikuje glede na gostoto)
- Kakovost roba: Neznaten ožig je neizbežen; svetli lesi kažejo večji kontrast kot temne vrste
- Idealne aplikacije: Oznake, dekorativne plošče, arhitekturni modeli, prilagojeno embalaža, sestavni deli pohištva
- Ključna razmislek: MDF se reže čisteje kot vezan les; smer vlaken pri masivnem lesu vpliva na kakovost robov pri krivuljah
Kriteriji za izbiro materiala: Upravičena odločitev
Izbira materialov ni samo vprašanje tega, kaj lahko obdelajo storitve laserskega rezkanja – gre za uskladitev lastnosti materiala z zahtevi vašega projekta. Upoštevajte naslednje štiri ključne dejavnike:
Konstrukcijske zahteve
Kakšnim obremenitvam mora vaš del prenesti? Nosilniki zahtevajo trdnost jekla, medtem ko dekorativni elementi morda raje izkoristijo lažjo težo aluminija. Vedno navedite pogoje obremenitve, ko zahtevate povratne informacije o načrtu pri ponudniku.
Estetske potrebe
Bodo robovi vidni? Robovi litine akrilika, politi s plamenom, odpravijo stroške dodatne obdelave; ogljikovo jeklo morda potrebuje brušenje pred barvanjem. Vključite sekundarne operacije v skupne stroške projekta.
Omejitve proračuna
Cene materialov se močno razlikujejo – nerjaveče jeklo stane 3–4-krat več kot ogljikovo jeklo; cene litine akrilika presegajo cene ekstrudiranega za 30 %. Včasih zamenjava materiala prinese varčevanja, ne da bi žrtvovali funkcionalnost.
Končnega uporabniškega okolja
Zunanje aplikacije zahtevajo odpornost proti koroziji (nerjaveče jeklo, aluminij ali obdelane materiale). Deli, ki so v stiku z živili, zahtevajo določene sorte nerjavnega jekla. Visokotemperaturna okolja izločijo večino plastičnih mas. Pred končno izbiro materialov določite delovne pogoje.
Najboljša izbira materiala uravnoteži vse štiri dejavnike – ne le tistega, ki je trenutno vaša glavna prioriteta.
Opredeljeni s tem znanjem o materialih, lahko sprejemate informirane odločitve in kritično ocenjujete priporočila dobaviteljev. Vendar je razumevanje materialov le del enačbe – poznavanje dejavnikov, ki vplivajo na ceno, zagotavlja poštene ponudbe in omogoča prepoznavanje priložnosti za varčevanje.
Razumevanje cenjenja in stroškovnih dejavnikov laserskega rezkanja
Ali ste že kdaj kliknili gumb »takojšnji ponudba« in prejeli številko, ki je izgledala popolnoma poljubno? Niste sami. Večina storitev za lasersko rezkanje namerno prikriva svoje cene za avtomatiziranimi orodji, zaradi česar stranke ne vedo, ali dobijo pošteno ceno ali pa subvencionirajo kogarkoli drugega neučinkovitost. V tem razdelku razkrivamo, kaj dejansko določa vaš končni račun – in še pomembneje, kako lahko te stroške nadzorujete, ne da bi pri tem zmanjšali kakovost.
Razumevanje cenovanja ni iskanje najcenejšega ponudnika. Gre za prepoznavanje vrednosti, izogibanje nepotrebnim stroškom ter učinkovito komuniciranje s proizvajalci, ki spoštujejo informirane stranke.
Kaj dejansko vpliva na stroške laserskega rezkanja
Ko proizvajalec izračuna vašo ponudbo, hkrati ocenjuje več spremenljivk. Nekatere neposredno nadzorujete prek odločitev pri oblikovanju; druge so odvisne od tržnih pogojev in zmogljivosti opreme. Tukaj je to, kar se dejansko dogaja za obrazcem za ponudbo:
- Vrsta in kakovost materiala: Različni materiali zahtevajo različne laserske tehnologije, nastavitve moči in hitrosti rezkanja. Po podatkih industrijske analize rezkanje nerjavnega jekla splošno zahteva več energije in časa v primerjavi s premaznim jeklom, zaradi česar je dražje. Posebne zlitine in refleksivni kovini, kot je baker, imajo višje cene zaradi zapletenosti obdelave.
- Debelina pločevine: Debelejši materiali zahtevajo počasnejše hitrosti rezkanja in porabo večje količine energije. Cena za 12 mm ploščo jekla lahko znaša 3–4-krat več na linearni palec kot pri 3 mm materialu – ne zato, ker se stroški materiala potrojnijo, temveč ker se čas rezkanja in zahteve po moči močno povečajo.
- Stopnja zapletenosti reza in dolžina poti: Vsak izrez zahteva točko prebadanja, kjer laser začne z rezom. Več točk prebadanja in daljše poti rezkanja neposredno povečajo čas uporabe stroja. Zapleteni dizajni z mnogimi majhnimi elementi zahtevajo večjo natančnost, kar dodatno poveča stroške dela in opreme.
- Količina in velikost serije: Stroški nastavitve, razpršeni na večje naročila, znatno zmanjšajo ceno na enoto. Posamezni prototip bi lahko stal 50 dolarjev, medtem ko bi naročilo 100 identičnih delov zmanjšalo stroške na enoto na 8 dolarjev – isti dizajn, a dramatično različna ekonomika.
- Zahteve za dokončno obdelavo: Sekundarni postopki, kot so odstranjevanje žic, poliranje, prahno prevlekanje ali navijanje nitk, zahtevajo dodatno delo, specializirano opremo in daljši čas proizvodnje. Strokovnjaki iz industrije poudarjajo, da so ti koraki bistveni za doseganje določene kakovosti površine ali funkcijskih zahtev, vendar sorazmerno povečujejo stroške.
- Čas izvedbe: Nujna naročila zahtevajo višje cene—včasih celo za 50 % ali več—ker motijo urnike proizvodnje in zahtevajo nadurno delo. Standardni roki dobave ponujajo najboljšo vrednost.
Predstavljajte si to kot iskanje restavracij, ki so odprte okoli mene ob polnoči, v primerjavi s planiranjem večerje ob 18. uri—udobje in nujnost vedno nosita cenovnik.
Kako optimizirati vaš proračun, ne da bi pri tem žrtvovali kakovost
Ko razumete, kaj vpliva na stroške, je tu, kako jih strategično zmanjšati. To niso metode za krčenje robov – gre za pametne inženirske prakse, ki jih vsakodnevno uporabljajo profesionalni oblikovalci.
Poenostavite geometrijo svojega dizajna
Kompleksne geometrije s podrobnimi detajli zahtevajo natančnejšo lasersko krmiljenje in daljše čase rezkanja. Raziskave kažejo izogibanje ostremu notranjemu vogalom, zmanjševanje majhnih zapletenih rezov ter uporaba manj krivulj lahko prinese znatne prihranke. Zaokroženi vogali ali ravne črte se prerežejo hitreje kot zapletene oblike ali tesni polmeri. Zastavite si vprašanje: ali so ti dekorativni detajli bistveni za funkcionalnost ali so le lepo izgledali v vašem CAD modelu?
Optimizirajte debelino materiala
Če vaša aplikacija ne zahteva trdnosti debelejših kovin, izbira tanjšega materiala prihrani tako čas kot denar. Razmislite, ali bi 1 mm nerjavnega jekla delovalo enako dobro kot 2 mm za vaše specifične obremenitve. Včasih inženirji preveč povečajo debelino samo »zaradi varnosti« – a ta varnostni rob stane resničen denar.
Obvladajte umetnost postavljanja
Učinkovito postavljanje maksimalno izkorišča material tako, da deli tesno prilegajo drug ob drugega na listu materiala. Strategično postavljanje lahko zmanjša odpad materiala za 10–20 %, kar neposredno zniža vaš račun. Če naročate več različnih delov, preverite, ali vam ponudnik lahko te dele postavi skupaj – združevanje delov s podobnimi geometrijami poenostavi rezanje in zmanjša odpadke.
Izberite primerna dopustna odstopanja
Tukaj je nekaj, kar večina ponudnikov ne bo dobrovoljno omenila: nepotrebno tesna dopustna odstopanja znatno povečajo stroške. Če določite ±0,005 palca, kadar bi enako dobro delovalo tudi ±0,015 palca, prisilite na počasnejše hitrosti rezanja in višje stopnje zavrnitve. Po mnenju strokovnjakov za izdelavo so deli z zelo tesnimi dopustnimi odstopanji bolj verjetno zavrnjeni zaradi majhnih odstopanj in bodo morda zahtevali dodatne sekundarne procese, kot so obdelava ali brušenje.
Naročila strategično združujte
Namestitev laserskega rezalnika zahteva čas, zato pri delu s večjimi količinami v enem samem teku zmanjšate potrebo po pogostih prilagoditvah stroja. Če potrebujete ponavljajoče se dele, lahko s kombiniranjem naročil ali napovednim načrtovanjem serij dosegli znatne prihranke na enoto. Še posebej učinkovito je, če združite naročilo za naslednji mesec že s teminemšnjim, saj se s tem bolje porazdelijo stroški za nastavitev.
Izberite materiale na zalogi
Ali je vaš navedeni material takoj na voljo ali ga bo treba posebej naročiti? Če je mogoče, izbira kovin, ki so že na zalogi, prepreči minimalne stroške naročila in zamude pri dobavnem roku. Pred dokončanjem specifikacij vprašajte dobavitelja, katere materiale ima na zalogi.
Ocenite zahteve glede kakovosti roba
Doseganje premijske kakovosti roba pogosto zahteva upočasnitev laserja ali uporabo več moči – oboje poveča stroške. Ni vsaka aplikacija zahtevna glede enake natančnosti roba. Pri delih, ki bodo zvarjeni, pobarvani ali skriti znotraj sestavov, standardna kakovost roba prihrani denar brez funkcionalnih slabšanj. Premijske specifikacije robov prihranite le za vidne površine.
Cilj ni najnižja cena – temveč maksimizacija vrednosti tako, da odstranimo stroške, ki ne dodajajo vrednosti končnemu izdelku.
Opredeljeni s to cenovno informacijo lahko ponudbe pametno ocenjujete, postavljate usmerjena vprašanja in prepoznate dobavitelje, ki cenijo preglednost pred nepreglednostjo. Toda celo popolno razumevanje stroškov ne pomaga, če vaši konstrukcijski datoteke niso pravilno pripravljeni – naslednji razdelek zagotavlja, da se vaše datoteke brezhibno pretvorijo zaslona na laser.
Priprava konstrukcijskih datotek za uspešno lasersko rezkanje
Izbrali ste popoln material in razumete dejavnike, ki vplivajo na ceno. Tukaj pa se veliko projektov sesuje: predložitev datotek z dizajnom, ki izgleda popolnoma v redu na zaslonu, vendar popolnoma odpove, ko se začne laser rezati. Po mnenju izdelovalcev, ki tedensko pregledajo stotine datotek, napake pri pripravi datotek povzročijo več zamud projektom kot kateri koli drug posamezen dejavnik. Dobra novica? Vsaka pogosta napaka je popolnoma preprečljiva.
Ta razdelek vas opremi s tehničnim znanjem za predložitev datotek, pripravljenih za proizvodnjo – ne glede na to, ali sodelujete z lokalnim podjetjem ali raziskujete možnosti spletnih storitev laserskega rezanja po državi. Ovladajte te osnove enkrat za vselej in nikoli več ne boste imeli zavrnjenih naložitev ali frustrirajočih ponovnih pregledov.
Zahteve za obliko datotek in možnosti programov
Zveni zapleteno? Pravzaprav je preprosto, ko razumete en ključen razlikovalni dejavnik: laserji potrebujejo vektorske datoteke , ne rastrske slike. Ko izvozite JPEG ali PNG, shranjujete piksle – majhne obarvane kvadratke, ki aproksimirajo vaš dizajn. Laserji za rezkanje ne morejo interpretirati pikslov v rezalne poti. Potrebujejo matematično določene črte in krivulje, ki natančno določajo, kje naj se premika laser.
Sprejeti vektorski formati
Večina storitev za laserjsko rezkanje sprejme te standardne vektorske formate, čeprav so preference različne glede na ponudnika:
- DXF (Drawing Exchange Format): Industrijski standard za CNC in laserjsko rezkanje. Univerzalno združljiv, vsebuje datoteke DXF izključno geometrijo brez odvisnosti od pisav ali kompleksnega stiliziranja. Če niste prepričani, oddajte DXF.
- AI (Adobe Illustrator): Izvirne datoteke Illustrator delujejo dobro, vendar je treba besedilo pretvoriti v orise. Poskrbite, da shranite v združljivi različici – nekateri stroji imajo težave z novejšimi AI formati.
- SVG (Scalable Vector Graphics): Odpri-zaprt format, ki pridobiva na popularnosti, še posebej za spletnih sistemih za ponujanje cen. Čist, lahak in široko podprt.
- PDF (Portable Document Format): Sprejemljivo ob izvozu iz programske opreme za vektorsko grafiko s pravilnimi nastavitvami. Izogibajte se datotekam PDF, ustvarjenim iz skeniranih dokumentov ali rasterizirane umetnine.
Po strokovnjaki iz industrije , uporaba napačnega formata datoteke spada med pet najpogostejših oblikovalskih napak, s katerimi se srečujejo. Vedno preverite prednostni format svojega ponudnika, preden naložite datoteko.
Priporočena programska oprema za oblikovanje
Za ustvarjanje datotek, pripravljenih za laser, vam ni potrebna draga profesionalna programska oprema. Tukaj je nekaj možnosti za vsak proračun:
- Adobe Illustrator: Industrijski standard za vektorsko grafiko; odlična orodja za urejanje poti in neposreden izvoz DXF
- AutoCAD / AutoCAD LT: Namensko zasnovan za tehnične risbe; vgrajena podpora za DXF z natančnim dimenzioniranjem
- SolidWorks: Idealen za inženirske aplikacije; izvaža ravne vzorce neposredno iz 3D modelov (opomba: vodni žigi različice za študente večina rezalnih sistemov samodejno prezre)
- Inkscape: Brezplačna odprtokodna alternativa k Illustratorju; izvaža SVG in DXF z ustreznimi nastavitvami vtičnika
- Fusion 360: Brezplačna za osebno uporabo; združuje CAD modeliranje z možnostmi izvoza risb
- LibreCAD: Brezplačen 2D CAD program, posebej zasnovan za tehnične risbe
Namigi za optimizacijo oblikovanja za čiste reze
Ustvarjanje vektorske datoteke je le začetek. Razlika med amaterskimi dizajni in datotekami, pripravljenimi za proizvodnjo, je v razumevanju načina, kako laserji dejansko razlagajo vašo geometrijo. Prav te tehnične pomisleke ločujejo uspešne projekte od dragih neuspehov.
Najmanjše velikosti elementov
Vsak laser ima fizične omejitve, kako majhne rezine lahko natančno izvede. Laserinski žarek sam po sebi ima širino – ponavadi od 0,1 mm do 1,0 mm, odvisno od materiala in nastavitev. Elementi, manjši od tega, postanejo nemogoči za čisto izdelavo. Smernice industrije priporočamo, da se izogibate elementom, ki bi bili preozki za pravilen rez, še posebej notranjim krogom ali tesnim vogalom.
Kompenzacija reza
Predstavljajte si črto, narisano s flomastrom namesto s pisalom – črta ima širino. Isto načelo velja tudi za lasersko rezkanje. »Kerf« označuje material, odstranjen med postopkom rezkanja, in običajno meri med 0,1 mm in 0,5 mm, odvisno od debeline materiala in nastavitev lasera. Pri delih, ki zahtevajo natančne tolerance pri prileganju, boste morali premakniti poti rezanja, da kompenzirate ta vpliv. Pred končanjem kritičnih dimenzij razmislite o dopustih za kerf z vašim ponudnikom.
Ustrezen debelini črt
Številni laserski sistemi uporabljajo barve ali debeline črt za razlikovanje med rezkanjem, graviranjem in orisanjem:
- Rezni profili: Ponavadi rdeče ali črne, z debelino tanko kot las (0,001" ali tanjše)
- Površine za graviranje: Pogosto polnjeni liki v določenih barvah
- Črte za orisanje: Lahko uporabljajo različne barve za označevanje prehodov s parcialno globino
Pred oddajo vedno preverite barvne/poslojne dogovore svojega ponudnika. Črta, ki ste jo namenili kot oznako za pregib, bi lahko postala nezaželen presek.
Razmik med rezanimi črtami
Ko so oblikovalske črte postavljene preblizu skupaj, lahko laser pregori ali prereže področja, ki jih želite ohraniti. Glede na najboljše prakse pri izdelavi morate režo razporediti vsaj dvakrat toliko kot debelino pločevine, da se izognete deformacijam. Pri standardnih aplikacijah vzdržujte najmanj 0,010 palca (0,25 mm) med kritičnimi potmi, da preprečite oslabitev strukture.
Kontrolni seznam priprave datotek po korakih
Preden naložite katerokoli storitev laserjnega rezanja, sledite temu postopku preverjanja:
- Ves besedilni tekst pretvorite v orise: Pisave, ki niso nameščene v sistemu za rezanje, bodo nadomeščene ali pa bodo popolnoma izginile. V programu Illustrator izberite besedilo in izberite Pogled → Ustvari orisa. V CAD programih uporabite ukaze »Razkleni« ali »Razširi«.
- Zaprite vse odprte poti: Nepovezane ali odprte poti zmedejo programska oprema za laser, kar povzroči nepopolne reze. Uporabite funkcije čiščenja poti in »združitve« v vašem programu, da zagotovite, da je vsaka oblika ustrezno zaprta.
- Odstranitev prekrivajočih se črt: Podvojene črte povzročijo, da laser odreže isto pot dvakrat, kar lahko povzroči pregoranje materiala ali neenakomerno rezanje robov. Preverite skupne geometrije, še posebej po združevanju več dizajnskih elementov.
- Preverite dimenzije pri merilu 100 %: Če ste pretvorili iz rasterske datoteke ali spremenili merilo svojega dizajna, natisnite pri 100 %, da potrdite, ali dejanski dimenziji ustrezata vašemu načrtu.
- Preverite prisotnost ujetih geometrij: Izrezi, ki niso povezani z glavnim delom, bodo med rezanjem odpadli. Dodajte mostične jezičke za njihovo obdržanje ali jih predložite kot ločene dele.
- Odstranite nepotrebne vozlišča: Prekomerne sidrne točke ustvarijo grbele krivulje namesto gladkih lokov. Poenostavite poti, hkrati pa ohranite načrtovan namen.
- Postavite odprtine stran od robov: Odprtine, postavljene preblizu robov delov, ogrožajo tveganje raztrganja ali deformacije, še posebej če se del nadalje podvrže operacijam upogibanja.
- Izvozite v format, ki ga preferira ponudnik: Shranite čisto kopijo posebej za proizvodnjo—ne samo preimenujte delovne datoteke.
Učinkovitna komunikacija zahtev po tolerancah
Tudi popolnoma pripravljene datoteke lahko povzročijo zavrnjene dele, če se očitki glede tolerance ne komunicirajo jasno. Standardno lasersko rezkanje dosega dimenzijske tolerance ±0,005" do ±0,015", odvisno od materiala in kalibracije stroja. Če vaša uporaba zahteva večjo natančnost, morate to eksplicitno navedti in razumeti posledice za stroške.
Ko zahtevate ponudbe, vključite:
- Ključne dimenzije: Označite določene meritve, ki morajo izpolnjevati tesne tolerance, v primerjavi s splošnimi dimenzijami s standardnimi dopustki
- Funkcionalne zahteve: Pojasnite, kako bodo deli uporabljeni—tesni spoji zahtevajo drugačno natančnost kot luknje s prostori
- Referenčne točke merjenja: Navedite, katere robovi ali značilnosti služijo kot referenčne točke za preverjanje dimenzij
- Dopusten razpon odstopanja: Numerično navedite svoj tolerančni pas, namesto da uporabljate subjektivne izraze, kot so "natančen" ali "točen"
Jasno sporočanje tolerance prepreči frustracijo zaradi prejema delov, ki ustrezajo »standardnim« specifikacijam, vendar ne izpolnjujejo vaših posebnih zahtev za uporabo.
Z ustrezno pripravljenimi datotekami in jasno sporočenimi specifikacijami ste odpravili najpogostejše ovire za uspešne projekte laserskega rezkanja. Vendar razumevanje, kdaj je samo lasersko rezkanje prava izbira – v primerjavi z vodnim curkom, plazmo ali CNC metodami – zagotavlja, da naložite v optimalni proces za vaše potrebe.
Primerjava laserskega rezkanja z metodami vodnega curka, plazme in CNC
Tukaj je iskren pogovor, ki ga večina storitev laserskega rezkanja izogiba: lasersko rezkanje ni vedno najboljša izbira. Presenečeni? Ne bi smeli biti. Vsaka tehnologija rezkanja obstaja zato, ker rešuje določene probleme bolje kot alternativne metode. Proizvajalec, ki vam pravi, da lasersko rezkanje opravi vse, bodisi nima dovolj znanja ali pa upa, da ne boste postavljali vprašanj.
Razumevanje, kdaj se lasersko rezkanje izkazuje za najboljše – in kdaj je bolje razmisliti o uporabi vodnega curka, plazme ali CNC frezanja – varuje vaš proračun in zagotavlja optimalne rezultate. Poglejmo si vsako tehnologijo pošteno in primerjajmo dejansko zmogljivost namesto tržnih trditev.
Kdaj se lasersko rezkanje izkaže za boljše od drugih metod
Lasersko rezkanje prevladuje pri določenih aplikacijah, kjer njegove edinstvene značilnosti omogočajo neprimerljivo vrednost. Glede na specialisti za izdelavo v industriji , lasersko rezkanje, ki je sposobno rezati več kot 2500 palcev na minuto, je najhitrejša razpoložljiva metoda – in pogosto tudi najekonomičnejša za ustrezne aplikacije.
Natančnost in delo na detajlih
Ko vaš dizajn zahteva zapletene vzorce, majhne luknje ali tesne tolerance, se lasersko rezkanje jasno uveljavlja. Usmerjen žarek ustvarja izjemno čiste robove, pri katerih je potrebna minimalna dodatna obdelava. Ohišja za elektroniko, sestavni deli medicinskih naprav in natančni nosilci imajo velik korist od te zmogljivosti.
Učinkovitost pri tankih pločevinah
Za materiale debeline pod 1/2" ponavadi lasersko rezanje ponuja najboljšo kombinacijo hitrosti in kakovosti. Preizkušanje več različnih tehnologij potrjuje, da lasersko rezanje daje odlične rezultate, kadar so na tankih pločevinah potrebni drobni podrobnosti ali natančni izvrtini.
Ključne prednosti laserskega rezanja:
- Hitrost: 3–4-krat hitrejše kot vodni curek pri primerljivih materialih
- Natančnost: Dopustna odstopanja ±0,005" so dosegljiva pri večini materialov
- Kakovost roba: Čisti robovi, pogosto primerni za varjenje brez dodatne obdelave
- Brez obrabe orodja: Enakomerna kakovost od prvega do tisočinega reza – brez obrabe noža
- Minimalni odpadek materiala: Ožji rež omogoča tesnejše postavljanje delov in manj odpadkov
- Nekontaktni proces: Brez mehanske sile, ki bi deformirala tanke ali krhke dele
Situacije, kjer se izredno odrezujejo alternative
Poštena ocena zahteva priznanje omejitev laserskega rezanja. Določeni projekti se resnično izkažejo bolj učinkoviti z alternativnimi tehnologijami – in prepoznavanje takšnih situacij prihrani denar ter izboljša rezultate.
Uporaba pri debelih materialih: področje plazemskega rezanja
Pri rezanju prevodnih kovin, debelejših od 1 palca, ponuja plazemsko rezanje jasne prednosti. Glede na primerjalna testiranja , plazemski rezalniki kažejo odlične zmogljivosti pri rezanju jeklenih plošč, kjer imajo laserski rezalniki težave s prediranjem. Razlika v stroških je znatna – cene sistemov plazemskega rezanja znašajo približno 90.000 USD v primerjavi s 195.000 USD za ustrezne sisteme vodnega curka, obratovalni stroški pa so pri debelih materialih približno polovični na enoto dolžine.
Toplotno občutljivi materiali: zmaga vodnega curka
Laserjsko rezanje je po svoji naravi toplotni proces. Ta koncentrirana toplota ustvarja »toplotno vplivane cone« (HAZ), kjer se lastnosti materiala spremenijo v bližini reznega roba. Za letalske komponente, zakaluščene kovine ali materiale, ki ne morejo prenesti nobenih toplotnih sprememb, hidrorezanje v celoti odpravi ta problem. Hladni rezalni postopek ne povzroča upenjanja, zakaluščevanja ali metalurških sprememb.
Univerzalnost pri nerjavnih kovinah: Rezanje z vodnim curkom in CNC routing
Ko lasersi CO2 dobro obdelujejo številne nerjaveče materiale, določeni materiali predstavljajo izzive:
- Kamnina in steklo: Rezanje z vodnim curkom te materiale prereže čisto; laserji tega ne morejo
- Debeli kompoziti: Ogljikovo vlakno in G10 pogosto odpadeta zaradi toplote lasera – rezanje z vodnim curkom ohranja strukturno celovitost
- Debela plastika in les: CNC routing pogosto zagotavlja odličnejšo površinsko gladkost brez opeklin ali taljenja
Izzivi pri refleksivnih kovinah
Baker, mesing in nekateri aluminijevi zlitini odbijajo lasersko energijo nazaj proti rezilni glavi. Čeprav novejši vlaknasti laserji te materiale obravnavajo bolje kot starejši CO2 sistemi, ostajajo omejitve debeline tesnejše kot pri jeklu. Vodni curek reže odsevne kovine brez skrbi za odboj žarka.
Neposredna primerjava tehnologij
Izbira prave metode rezanja postane jasnejša, ko primerjate dejanske zmogljivosti po strani:
| Merila | Laserjeva rezovanja | Vodnjakovsko rezanje | Plazmensko rezanje | CNC rezkanje |
|---|---|---|---|---|
| Natančnost | ±0,005" (odlično) | ±0,009" (zelo dobro) | ±0,020" (srednja) | ±0,005" (odlično) |
| Razpon materialov | Večina kovin, veliko plastik, les, tkanina | Skoraj vsak material, vključno s kamnom, steklom, kompoziti | Samo prevodne kovine | Plastike, les, kompoziti, mehke kovine |
| Kapaciteta debeline | Do 1" jekla (optimalno pod 1/2") | 6"+ na mnogih materialih | 2"+ jeklo z dobro kakovostjo | Do 3" glede na material |
| Kakovost roba | Odlično; pogosto pripravljeno za varjenje | Odlično; brez toplotnih učinkov | Dobra; morda zahteva brušenje | Zelo dobro; brez toplotnih učinkov |
| Toplotno vplivna cona | Prisotna, a minimalna na tankih materialih | Brez (hladni postopek) | Pomembna pri vseh rezih | Brez (mehanski postopek) |
| Hitrost rezanja | Najhitrejši na tankih materialih | Najpočasnejši med vsemi metodami | Hitro pri debelih kovinah | Umeren |
| Kosteneffektivnost | Najboljše za tanke, podrobne opravila | Višji stroški; upravičeni pri posebnih materialih | Najboljše za izdelavo debelih kovinskih delov | Ekonomično za nekovinske materiale |
Izbira prave tehnologije
Katero rezalno metodo naj vaš projekt uporabi? Odgovor je odvisen od vaših specifičnih zahtev:
Izberite laserjsko rezkanje, kadar:
- Vaš material je pod 1/2" debeline
- Pomembni so zapleteni podrobnosti, majhne luknje ali tesne tolerance
- Prednost imata hitrost in učinkovitost stroškov
- Želene so čiste robove brez obsežnega dokončanja
Izberite vodni curek, kadar:
- Območja, vplivana s toploto, niso sprejemljiva (letectvo, zakaljeni materiali)
- Režete kamen, steklo ali debele kompozite
- Debelina materiala presega zmogljivosti laserja
- Zrcalni kovinski materiali predstavljajo izzive
Izberite plazemsko rezkanje, kadar:
- Rezanje debelih prevodnih kovin (jeklo ali aluminij debelo več kot 1")
- Hitrost je pomembnejša od natančnosti roba
- Omejitve proračuna ugodijo nižjim obratovalnim stroškom
- Projekti vključujejo izdelavo konstrukcijskega jekla ali težke opreme
Izberite CNC routing, kadar:
- Delo z debelimi plastičnimi masami, lesom ali peno
- Kakovost površinskega popleta presega tisto, kar dovoljuje oogljevanje z laserjem
- Deli zahtevajo vrtanje ali zašiljevanje
- Material ne prenese toplotnih postopkov
Najboljši izdelovalci ne uveljavljajo ene same tehnologije—pravilno izberejo postopek glede na posebne zahteve posameznega projekta.
Številne uspešne delavnice uporabljajo več različnih tehnologij rezkanja, saj nobena sama metoda ne reši vseh aplikacij optimalno. Razumevanje teh razlik vam omogoča pošteno ocenjevanje ponudnikov in prepoznavanje, kdaj delavnica, ki priporoča lasersko rezkanje za vaš 2" jeklen pločevino, morda nima vaših najboljših interesov na srcu. Ko imate primerjavo tehnologij kot trdno podlago, vas bo raziskovanje resničnih aplikacij iz različnih panog pripeljalo do še več možnosti za vaš naslednji projekt.

Resnične aplikacije iz različnih panog
Ko sedaj razumete tehnologijo, materiale in dejavnike stroškov, si oglejmo, kaj je dejansko mogoče. Storitve laserskega rezanja niso omejene na eno samo industrijo – spremenile so proizvodnjo, oblikovanje in izdelavo prototipov v skoraj vsaki panogi. Ne glede na to, ali ste inženir, ki oblikujete avtomobilske nosilce, ali umetnik, ki ustvarja dekorativne instalacije, razumevanje teh resničnih uporab vam pomaga predstaviti možnosti za lastne projekte.
Univerzalnost je zelo opazna. Ista osnovna tehnologija, ki proizvaja komponente za letalsko in vesoljsko industrijo s točnostjo na mikron, hkrati ustvarja zapletene nakitne predmete in arhitekturne fasade. Poglejmo, kako različne industrije izkoriščajo to zmogljivost.
Industrijske in avtomobilske uporabe
Avtomobilska panoga predstavlja enega največjih uporabnikov natančne tehnologije laserskega rezanja. Glede na industrijska analiza je lasersko rezanje znatno poenostavilo proizvodnjo vozil in ponuja učinkovitost, s katero tradicionalni postopki izrezovanja s kalibi ali plazma preprosto ne morejo tekmovati.
Zakaj je proizvodnja avtomobilov tako odvisna od te tehnologije? Vsak milimeter se šteje, ko proizvajate dele, ki se morajo natančno prilegati skupaj na tisočih vozilih. Natančne zmogljivosti vlaknastih laserjev jih naredijo nepogrešljive za izdelavo komponent, kjer neposredno vpliva dimenzijska natančnost na varnost in zmogljivost.
- Podvozje in konstrukcijske komponente: Nosilci, plošče za montažo in okvirni okrepitevni elementi, ki zahtevajo tesne tolerance in čiste robove, pripravljene za varjenje
- Prototipi karoserijskih plošč: Hitra iteracija oblikovalskih konceptov pred tem, ko se odločimo za dragocene žige za kaljenje
- Komponente notranje opreme: Natančni izrezki za kontrolne elemente, prezračevalnike in točke za montažo
- Delovi izpušnega sistema: Toplotni ščiti in nosilci iz nerjavnega jekla
- Sestavne dele ovinka: Konzole za upravljalni kljun in nosilci vzmeti, ki zahtevajo strukturno celovitost
Za proizvajalce, ki iščejo celovite rešitve za avtomobilsko industrijo, se natančno lasersko rezkanje pogosto dopolnjuje s postopki kovanja kovin. Podjetja kot so Shaoyi integrirata obe tehnologiji in ponujata hitro izdelavo prototipov v petih dneh, ki podpira hitre cikle iteracij, kakršne zahteva sodobni razvoj avtomobilov.
Aerospace applications zahtevajo še tesnejše specifikacije. Kot opažajo strokovnjaki iz industrije da je zaradi potrebe po lahkih materialih z visoko trdnostjo natančnost laserskega rezkanja nujna – sestavni deli morajo izpolnjevati stroge tolerance in hkrati ohranjati strukturno celovitost v ekstremnih pogojih.
- Sestavni deli motorja: Deli turbine in toplotno odporni ščiti
- Konstrukcijski elementi: Lahki aluminijasti in titanovi konstrukcijski deli
- Notranjna oprema: Natančno prilegajoči se elementi kabine in nosilna oprema
Umetnostne in arhitekturne uporabe
Poleg težke industrije je lasersko rezkanje preobrazilo tudi umetnostne in arhitekturne aplikacije. Tehnologija omogoča oblikovanje dizajnov, ki bi bili nemogoči ali preveč dragi pri uporabi tradicionalnih metod izdelave.
Arhitekti vedno pogosteje določajo elemente, izrezane z laserjem, tako za funkcionalne kot estetske namene. Raziskave kažejo, da je tehnologija, ki omogoča rezanje skozi debele pločevine iz jekla in hkrati zagotavlja natančne reze, neprecenljiva za sodobno arhitekturo, kjer sta prilagoditev in vizualni vpliv najpomembnejša.
- Dekorativni zasloni in fasade: Intrikatni vzorci na kovinskih ploščah za zunanje stene stavb in notranje pregrade
- Prilagojeni ograji in zidki: Edinstveni dizajni, ki jih ni mogoče doseči s tradicionalnimi kovinskoobdelovalnimi metodami
- Oznake in sistemi za navigacijo: Prostorska črka in sestavni deli osvetljenih oznak
- Sestavni deli pohištva: Podrobni leseni elementi in kovinski okviri za prilagojene izdelke
- Umetske instalacije: Kiparska dela v velikem merilu in interaktivne umetniške instalacije
Industrija znakov posebej izkorišča raznolikost laserskega rezanja. Pri izdelavi prostorskih črk za trgovine ali osvetljenih kanalskih znakov tehnologija zagotavlja čiste robove in natančne podrobnosti, ki povišajo prezentacijo blagovne znamke. Podobno kot iskanje restavracij v bližini mesta povezuje lačne stranke z lokalnimi možnostmi, tako učinkoviti znaki povežejo podjetja s svojimi ciljnimi skupinami prek vizualnega vpliva.
Prototipiranje in razvoj izdelkov
Morda nobena uporaba ni bolj jasno prikazala vrednosti laserskega rezanja kot hitro prototipiranje. Po besedah strokovnjakov za prototipiranje se je lasersko rezanje izkazalo za temeljno pri razvoju prototipov z integriranim CAD programom, pri čemer so rezultati na voljo v krajšem času dostave, primerjano s tedni, ki bi jih tradicionalne metode lahko zahtevale.
Zakaj je to pomembno za razvoj izdelkov? Razmislite o ciklu iteracije: zasnova dela, njegova izdelava, testiranje, prepoznavanje izboljšav, ponovna zasnova in ponavljanje. Ko vsak prototip traja tedne za izdelavo, se časovni okvir razvoja raztegne na mesece ali leta. Laserjsko rezkanje ta cikel močno skrči.
- Funkcionalni prototipi: Preizkusite ujemanje oblike in funkcionalnosti s materiali, ki so enakovredni serijski izdelavi
- Preverjanje oblikovanja: Preverite, ali se modeli CAD pravilno pretvorijo v fizične dele pred naložbo orodij
- Testiranje v majhnih serijah: Izdelajte omejene količine za terenske preizkuse brez stroškov orodij ali kalupov
- Inženirske vzorce: Ustvarite dele v predstavitveni kakovosti za sestanke z investitorji in ocene strank
Potrjuje analiza industrije da milimetrsko natančno laserjsko rezkanje omogoča natančne prikaze tega, kako bodo komponente, pritrditve in funkcionalnost izdelka delovale skupaj – kar je ključno, kadar morajo prototipi učinkovito predstavljati končne proizvodne dele.
Industrija elektronike se v veliki meri zanaša na to zmogljivost. Strokovnjaki za izdelavo opažajo, da lasersko rezanje omogoča natančen nadzor nad dimenzijami in kakovostjo, kar je ključno v industriji, kjer lahko že del milimetra pomeni pomembno razliko. Od preizkušanja tiskanih vezij do prototipov zunanjih ohišij omogoča lasersko rezanje hitro ponavljanje.
Tudi razvoj potrošniških izdelkov ima koristi – ravno tako kot pri iskanju trgovine tipa 'dollar tree' v bližini za hitre dobave, imajo proizvajalci potrebo po hitrem dostopu do prototipnih delov, da ohranijo tempa razvoja. Podobno si lahko ekipe za izdelke med pregledom načrtov privoščijo kosilo s pregledom menija Olive Garden, medtem ko razpravljajo o najnovejših rezultatih iteracije, kar poudarja, kako vstava prototipiranje v širši delovni tok razvoja.
Posebne industrijske uporabe
Poleg teh glavnih kategorij lasersko rezanje služi specializiranim potrebam v številnih sektorjih:
- Medicinska oprema: Kirurški instrumenti in implantati, ki zahtevajo izjemno natančnost in biokompatibilne materiale
- Električna oprema: Natančni sestavni deli za miniaturizirane naprave in ohišja
- Pr confirmPassword-va: Podrobne oblike in prilagojene rešitve, ki združujejo tehnologijo z umetništvom
- Pakiranje: Prilagojeni die-cut paketi in podrobni prototipi embalaže
- Tekstil in moda: Natančno rezanje tkanin za vzorce in dekorativne elemente
- Energetski sektor: Komponente za sončne panele, vetrne turbine in infrastrukturo obnovljivih virov energije
Vprašanje ni, ali se lasersko rezanje uporablja v vaši panogi – temveč kako izkoristiti njegove zmogljivosti za vašo določeno uporabo.
Ob upoštevanju teh uporab je naslednja izziv najti pravega ponudnika storitev, ki bo uresničil vašo vizijo. Pametna izbira zahteva razumevanje tega, kaj loči izjemne ponudnike od zadostnih – razlika, ki znatno vpliva na izid vaših projektov.
Kako izbrati pravega ponudnika storitev laserskega rezanja
Ovladali ste tehnologijo, razumete materiale in veste, kaj vpliva na cene. Toda tukaj je neprijetna resnica: celo popolna priprava ne more nadomestiti napačne izbire ponudnika storitev laserskega rezkanja. Razlika med uspešnim projektom in frustrirajočim izkušnjami pogosto zavisi od dejavnikov, ki jih ne boste našli na domači strani spletne strani – certifikatov, ki resnično pomenijo, odzivnosti, ki prihrani tedne zamud, in podpore pri oblikovanju, ki odkrije drage napake, še preden se zgodijo.
Izbira partnerja za izdelavo ni enako kot vzeti skodelico acai iz najbližjega trgovine z smoothiji – ne morete preprosto izbrati najbližje možnosti in upati za najboljše. Ta odločitev neposredno vpliva na časovni razpored vašega projekta, proračun in končno kakovost. Poglejmo, kaj točno ločuje izjemne ponudnike od tistih, ki vas bodo pustili z obžalovanjem vaše izbire.
Pomembna vprašanja, ki jih morate postaviti potencialnim ponudnikom
Preden predložite svoje datoteke z načrti, nekaj strategičnih vprašanj razkrije, ali ponudnik zasluži vaše poslovanje. Glede na strokovnjaki iz industrije , je ocena izkušenj in strokovnosti ponudnika ključna – ponudnik s trdno referenčno listo in letnimi izkušnjami ima večjo verjetnost, da bo dosegel visoko kakovost rezultatov.
Začnite s temi osnovnimi vprašanji:
- S kakšnimi laserskimi tehnologijami delujete? Ponudniki, ki uporabljajo tako CO2 kot vlaknene lasere, lahko prilagodijo optimalno tehnologijo vašemu materialu. Ponudniki z enojno tehnologijo lahko prisilijo na kompromise.
- S kakšnimi materiali redno obdelujete? Izkušnje imajo pomen – delavnica, ki dnevno reže aluminij, daje boljše rezultate kot tista, ki ga obdeluje le občasno. Pojasnite posebej zahteve glede vašega materiala in debeline.
- Kakšen je vaš tipični čas izvedbe? Standardni roki dobave se močno razlikujejo. Nekateri ponudniki navajajo 2–3 tedne; drugi pa dostavijo v nekaj dneh. Razumite, kam spada vaš projekt v njihovo proizvodno vrsto.
- Ali lahko sprejmete nujne naročila? Strokovnjaki za izdelavo priporočajo, da ocenite sposobnost ponudnika, da izpolni roke vašega projekta in da preverite, ali lahko ob potrebi obravnava nujne zahteve.
- Ponujate pregled načrtov ali podporo pri oblikovanju za izdelavo (DFM)? Ponudniki, ki pregledajo vaše datoteke glede izdelave, zaznajo težave že preden se začne rezanje – s tem prihranijo cikle popravkov in odpad materiala.
- Katera datotečna oblika sprejemate? Težave z združljivostjo povzročajo zamude. Pred sklenitvijo posla potrdite, da vaš želeni format deluje z njihovimi sistemi.
- Ali lahko zagotovite vzorce rezov ali reference? Uveljavljeni ponudniki rado delijo primere podobnih del ali vas povežejo s zadovoljnimi strankami.
Izbira ponudnika naj bo podobna naročanju pri Harry and David – želite dokazano kakovost in zanesljivo dostavo, ne ugibanja, ali bo vaša naložba prišla, kot pričakovano.
Pomembne certifikacije kakovosti
Certifikati niso le okras za stene – predstavljajo preverjena zavezanja kakovostnim sistemom, kontroli procesov in stalnemu izboljševanju. Za kritične aplikacije določeni certifikati ločujejo kvalificirane ponudnike od tistih, ki le trdijo, da so usposobljeni.
ISO 9001
Ta mednarodno priznana standarda prikazuje sistem upravljanja kakovosti, ki zajema načrtovanje, razvoj, proizvodnjo in dostavo storitev. Certifikat ISO 9001 nakazuje dokumentirane postopke, usposobljeno osebje in sistematični nadzor kakovosti. Za splošne proizvodne aplikacije ta osnovni certifikat zagotavlja razumsko jamstvo.
IATF 16949
Za avtomobilske aplikacije certifikat IATF 16949 predstavlja zlati standard. Ta strogi standard temelji na ISO 9001 in vključuje zahtevke, specifične za avtomobilsko industrijo, kot so preprečevanje napak, zmanjševanje variacij in odprava odpadkov v celotnem dobavnem verigi. Ponudniki, kot so Shaoyi vzdrževati certifikat IATF 16949, saj ga zahtevajo proizvajalci avtomobilskih originalnih oprem (OEM) za zagotavljanje kakovosti pri ogrodjih, sistemu odpru in strukturnih komponentah.
AS9100
Za letalske aplikacije je potreben certifikat AS9100, ki dodaja stroge zahteve glede sledljivosti, upravljanja konfiguracije in zmanjševanja tveganj poleg standardnih zahtev ISO 9001.
ISO 13485
Proizvodnja medicinskih naprav zahteva certifikat ISO 13485, kar zagotavlja, da procesi izpolnjujejo predpisane zahteve za medicinske izdelke ter ohranjajo dokumentacijo, primerno za pregled FDA ali mednarodnih regulatornih organov.
Kontrolni seznam za oceno ponudnika
Uporabite ta celovit kontrolni seznam pri primerjavi potencialnih partnerjev za lasersko rezkanje:
- Tehnološke zmogljivosti: Primerni tipi laserjev za vaše materiale; zadostna moč za zahteve po debelini; velikost mize za sprejem vaših dimenzij delov
- Strokovno znanje materialov: Dokazano izkušnjo s specifičnimi materiali in zlitinami; razpoložljivost materialov na zalogi; certifikacija in sledljivost materialov
- Potrdila kakovosti: Relevantne ISO, IATF ali specifične industrijske certifikacije; dokumentirani postopki pregleda; kalibrirana merilna oprema
- Časi izvedbe: Standardni vodilni časi, usklajeni z vašim urnikom; možnost pospešenega izvajanja za nujne potrebe; realistične obljube dostave na podlagi trenutne zmogljivosti
- Oblikovanje: Storitve pregleda DFM; pomoč pri pripravi datotek; svetovanje glede toleranc; proaktivna komunikacija o morebitnih težavah
- Hitrost komunikacijskega odzivanja: Hitrost odziva na ponudbe (nekateri ponudniki ponujajo odziv v 12 urah); dostopnost tehničnega osebja; jasne posodobitve stanja projekta
- Sekundarne operacije: Možnosti upogibanja, varjenja, dokončne obdelave in sestavljanja; potencial enojne točke dobave, ki zmanjšuje zapletenost upravljanja dobaviteljev
- Preglednost cenovanja: Jasni razbroji stroškov; brez skritih provizij; pripravljenost pojasniti dejavnike cen
Vrednost DFM podpore
Podpora pri oblikovanju za izdelavo predstavlja eno najvrednejših – a pogosto prezrtih – storitev, ki jo lahko ponudnik ponudi. Glede na specialiste za natančno proizvodnjo , če naslovnimo konstrukcijska vprašanja že na začetku, se izognemo ponovnim oblikovanjem in zagotovimo lažji prehod s prototipov na proizvodnjo.
Kaj dejansko ponuja učinkovita podpora pri oblikovanju za izdelavo?
- Preverjanje velikosti geometrijskih elementov: Prepoznavanje lukenj, žlebov ali podrobnosti, ki so premajhni za zanesljivo rezkanje, preden pride do zapravljanja materiala
- Preverjanje tolerance: Označevanje specifikacij, ki zahtevajo počasnejše hitrosti rezkanja ali lahko povzročijo višje deleže zavrnitev
- Priporočila materialov: Predlaganje alternativ, ki izpolnjujejo vaše funkcionalne zahteve pri nižjih stroških ali z boljšo kakovostjo robov
- Optimizacija razporeditve: Razporeditev delov tako, da se zmanjša odpad materiala in zmanjšajo stroški na enoto
- Načrtovanje sekundarnih operacij: Napovedovanje, kako bodo deli upognjeni, zvarjeni ali sestavljeni, ter prilagajanje specifikacij rezkanja glede na to
Ponudniki, ki nudijo celovito podporo pri oblikovanju za proizvodnjo—kot so tisti z certifikatom IATF 16949 in vgrajenimi inženirskimi ekipami—zaznajo težave, ki bi sicer povzročile zavrnjene dele ali neuspele sestave. Prihranki zaradi preprečenih predelav običajno znatno presegajo dodatne stroške za to raven storitve.
Lokalne nasproti spletnim storitvam: primerjava
Nastanek spletnih storitev za lasersko rezkanje je močno razširil možnosti, vendar izbira med lokalnimi delavnicami in digitalnimi platformami vključuje dejanske kompromise, ki jih je vredno premisliti.
Prednosti lokalnih ponudnikov:
- Osebni svetovalec pri oblikovanju in neposredni pregled vzorcev
- Hitrejše ponavljanje procesa, kadar spremembe zahtevajo sodelovanje na licem
- Enostavnejša logistika za velike ali težke dele, brez stroškov pošiljanja
- Gradnja odnosov, ki pomeni prednostno obravnavo vaših projektov ob zmanjšani zmogljivosti
- Takojšnji prevzem odpravi zamude zaradi dostave v nujnih primerih
Prednosti spletnih storitev:
- Širši dostop do tehnologije – specializirana oprema, ki je lokalno nedosegljiva
- Konkurenčni ceni zaradi delovanja v visokih količinah
- ugodnost cenjenja in naročanja 24/7
- Zagotovljena kakovost prek standardiziranih postopkov
- Geografska prilagodljivost ob selitvi ali razpršenih ekipah
Pri prototipiranju in projektih po meri pogosto ponujajo spletne storitve odlično vrednost. Pri serijah v proizvodnji, ki zahtevajo stalno sodelovanje, prilagajanje kakovosti ali kompleksne sekundarne operacije, se lokalni odnosi pogosto izkažejo za bolj vredne, čeprav so stroški na enoto lahko višji.
Najboljši ponudnik ni nujno najcenejši ali najbližji – temveč tisti, katerega zmogljivosti, način komuniciranja in standardi kakovosti ustrezajo zahtevam vašega projekta.
Izbira pravega partnerja za lasersko rezkanje spremeni vašo izkušnjo proizvodnje iz niza transakcij v sodelovalno partnerstvo. Dobavitelji, ki vlagajo v certifikate, ponujajo resnično podporo pri oblikovanju za proizvodnjo (DFM) in hitro odgovarjajo na povpraševanja, kažejo predanost vašemu uspehu – ne le svojim računom. Z možnostmi hitrega izdelovanja prototipov, kot je petdnevna izvedba, in odzivnimi sistemi za ponudbe, vam pravi partner pospeši celoten razvojni proces, hkrati pa ohranja natančnost, ki jo zahtevajo vaše aplikacije.
Pogosto zastavljena vprašanja o storitvah laserskega rezanja
1. Koliko stane rezkanje z laserjem?
Stroški laserskega rezanja se razlikujejo glede na vrsto materiala, debelino, zapletenost reza, količino in čas izdelave. Čas stroja običajno znaša od 60 do 150 USD na uro. Preprosti deli lahko stanejo le 5–10 USD, medtem ko lahko zapleteni prototipi presegajo 50 USD. Serijske naročila znatno zmanjšajo stroške na enoto – naročilo 100 identičnih delov lahko zniža ceno na 8 USD na kos v primerjavi s 50 USD za posamezen kus. Za optimizacijo stroškov poenostavite konstrukcije, izberite ustrezne tolerance in kadar je mogoče, združujte naročila.
2. Koliko stane ura laserskega rezanja?
Stroški laserskega rezkanja se običajno gibljejo med 60 in 150 dolarov na uro, odvisno od vrste opreme, materiala, ki se reže, in lokacije ponudnika. Optična vlakna za rezkanje kovin pogosto zahtevajo višje urne postavke zaradi višjih stroškov opreme, medtem ko so postavke za CO2 lasere, ki obdelujejo akril in les, lahko nižje. Vendar urne postavke ne povedo celotne zgodbe – hitrejše hitrosti rezkanja na tankih materialih pomenijo manj obračunanih ur. Za točne primerjave zahtevajte podrobne ponudbe, ki vključujejo stroške materiala, strojnega časa in dokončne obdelave.
3. Kateri materiali se lahko režejo z laserjem?
Laserje za rezkanje obdelujejo različne materiale, vključno s kovinami (ugljikovo jeklo, nerjaveče jeklo, aluminij, mesing, baker, titan), plastiko (akril, ABS, policarbonat), lesom in kompoziti, usnja, tkanino ter papirjem. CO2 laserji se izkazujejo pri nekovinskih materialih, saj ustvarjajo polirane robove na akrilu in čiste reze na lesu. V rezkanju kovin prevladujejo vlaknasti laserji z odlično hitrostjo in natančnostjo. Omejitve debeline materiala se razlikujejo – jeklo do 25 mm ali več, akril do 25 mm, aluminij do 40 mm z visokozmogljivimi sistemi. Vedno preverite specifični material in debelino pri ponudnikih.
4. Katere oblike datotek sprejemajo storitve laserjnega rezkanja?
Večina storitev za lasersko rezkanje sprejema vektorske datotečne formate, vključno z DXF (industrijski standard), AI (Adobe Illustrator), SVG (skalabilna vektorska grafika) in PDF, izvožen iz programske opreme za vektorje. Format DXF ponuja univerzalno združljivost brez odvisnosti od pisav. Med ključne korake pri pripravi spada pretvorba besedila v oblike, zapiranje vseh odprtih poti, odstranjevanje prekrivajočih se črt ter preverjanje dimenzij v merilu 100 %. Izogibajte se rasterskim formatom, kot sta JPEG ali PNG – laser potrebuje matematično določene režne poti, ne slik z piksli.
5. Kako izbrati med laserskim rezkanjem, vodnim curkom in plazemskim rezkanjem?
Izberite lasersko rezkanje za tanke materiale pod 1/2 palca, ki zahtevajo zapletene podrobnosti in tesne tolerance – ponuja najhitrejše hitrosti in najčistejše robove. Izberite vodni curek za toplotno občutljive materiale, debele kompozite, kamnino, steklo ali kadar toplotno vplivna območja niso sprejemljiva. Izberite plazemsko rezkanje za debele prevodne kovine nad 1 palec, kjer je hitrost pomembnejša od natančnosti roba. Vsaka tehnologija odlično opravlja pri specifičnih aplikacijah – usposobljeni izdelovalci izberejo pravi postopek glede na vaš material, debelino in zahteve po kakovosti.