 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Odkriti stroški izdelave po meri: Kar obrati ne bodo povedali že vnaprej
Kaj po meri izdelana obdelava res pomeni za sodobno proizvodnjo
Ste se kdaj spraševali, kako inženirji ustvarjajo natančne komponente, ki preprosto ne obstajajo na polici nobenega dobavitelja? To je točno področje po meri izdelane obdelave. V osnovi gre pri tej proizvodni metodi za uporabo tehnologije CNC za izdelavo delov, ki so prilagojeni natančnim specifikacijam – edinstvenim geometrijam, ožjim dopustnim odstopanjem in zahtevam stranke, ki jih standardne proizvodne metode ne morejo izpolniti.
Za razliko od množične proizvodnje, ki poudarja visok volumen izdelave identičnih komponent , storitve po meri izdelane obdelave poudarjajo prilagodljivost in natančnost. Niste omejeni le na tisto, kar je že na voljo. Namesto tega vaš tim za oblikovanje ustvari podrobni CAD model z natančnimi dimenzijami, oblikami in zahtevami glede materiala. Sistem CNC in programiranje nato ta digitalni načrt pretvorita v fizični del z izjemno natančnostjo.
Od načrtne skice do natančne resničnosti
Pot od koncepta do končnega dela sledi strukturirani poti. Najprej vaš inženirski tim razvije celovit načrt, v katerem so navedene vse kritične mere. Naslednji korak je izdelava prototipa, pri katerem se obdelani deli podvržejo natančnim preskusom za preverjanje funkcionalnosti. Šele po tem potrjevanju se začne proizvodnja v polni meri.
Predstavljajte si to takole: množična proizvodnja postavlja vprašanje: »Koliko enakih elementov lahko izdelamo na uro?« Po meri izdelana obdelava pa vpraša: »Kakšne natančne specifikacije zahteva ta edinstveni del?« Ta razlika temeljito oblikuje način, kako proizvajalci pristopajo k vašemu projektu.
Po meri izdelana obdelava predstavlja bistveno povezavo med namenom načrtovanja in fizično resničnostjo – pretvarja zapletene inženirske koncepte v natančne sestavne dele, ki delujejo točno tako, kot so bili zamišljeni.
Zakaj standardni deli niso ustrezni
Standardni komponenti iz trgovine delujejo odlično za splošne aplikacije. Kaj pa, kadar vaš projekt zahteva tolerance tako natančne kot 0,003–0,005 palca? Ali kadar vaš dizajn zahteva geometrijo, ki je ni mogoče najti v nobenem kataloškem izdelku? Prav v takih primerih se storitve natančnega obdelovanja izkažejo za neprecenljive.
Industrije, kot so letalsko-kosmična industrija, proizvodnja medicinskih naprav in obrambna industrija, se zelo zanašajo na ta pristop. Njihove komponente morajo izpolnjevati izjemno stroge standarde, pri katerih lahko celo mikroskopske odstopanja ogrozijo varnost ali delovanje. Kirurški instrument, na primer, ne more dopustiti dimenzionalnih odstopanj, ki so pri potrošniških izdelkih še sprejemljiva.
Prednosti segajo dlje od same natančnosti:
- Prilagojene specifikacije ki izboljšajo združljivost z obstoječimi sistemi
- Izbor premium materialov vključno z eksotičnimi zlitinami in inženirskimi plastikami
- Inovativni dizajni ki podjetjem zagotavljajo konkurenčne prednosti
- Zmanjšane napake z bolj strogi postopki nadzora kakovosti
V tem članku boste odkrili osnovne CNC postopke, ki omogočajo izdelavo po meri, se naučili izbirati ustrezne materiale, razumeli zahteve glede natančnosti, primerjali alternativne metode in končno izbrali pravega proizvajalca po meri za vaše specifične potrebe. Ali razvijate prototip ali načrtujete omejeno serijo izdelkov, razumevanje teh osnovnih načel vam bo pomagalo sprejeti utemeljene odločitve, ki so usklajene z cilji vašega projekta in proračunom.

Osnovni CNC postopki, ki omogočajo izdelavo po meri
Ko ste razumeli, kaj izdelava po meri ponuja, si poglejmo naprave, ki stojijo za tem čarom. Štirje glavni CNC postopki tvorijo osnovo točnostne izdelave; vsak ponuja posebne zmogljivosti za določene uporabe. Znanje o tem, kdaj uporabiti katerega postopka – in kako ti postopki delujejo skupaj – lahko znatno vpliva na uspeh vašega projekta in na vaš proračun.
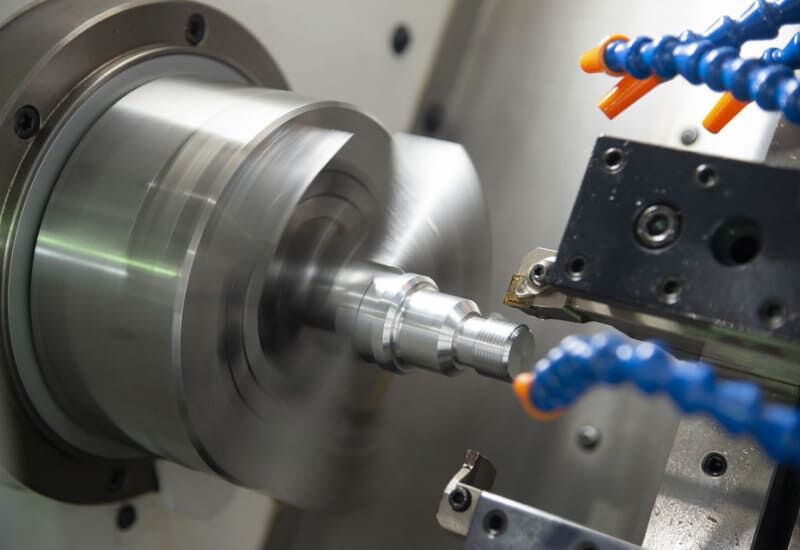
Osnove CNC frezanja in struženja
Predstavljajte si, da iz trdnega bloka aluminija izdelujete zapleteno 3D-obliko. To je v bistvu tisto, kar doseže CNC-frezanje. Vrtajoči rezalni orodje se premika po vašem delovnem kosu v več smerih, pri čemer odstranjuje material za ustvarjanje zapletenih geometrij , votlin, žlebov in površinskih lastnosti. Sodobne 5-osne frezalne naprave lahko delovni kos prihajajo iz praktično katerekoli smeri brez potrebe po ponovni namestitvi – s tem zmanjšujejo nakupovanje natančnosti in dosežejo dimenzionalno natančnost do ±0,0005 palca.
Kaj naredi frezanje tako raznoliko? CNC-rezalna naprava lahko izvede zapletene konture, ustvari podrobne površinske teksture ter izdeluje lastnosti, ki bi jih ročne metode ne morele doseči. Ali potrebujete prototip ohišja z notranjimi votlinami ali serijsko komponento s točnimi montažnimi površinami – frezanje uspešno obvladuje geometrijsko zapletenost.
CNC vrtanje uporablja popolnoma drugačen pristop. Pri tem se vaš delovni kos vrti, medtem ko nepremična rezalna orodja oblikujejo cilindrične oblike. To so na primer gredi, vložki, sorniki in vsi drugi sestavni deli z rotacijsko simetrijo. Kakovostna storitev CNC vrtanja doseže natančnost do ±0,0005 palca pri premeru, kar naredi ta postopek bistvenega pomena za dele, ki zahtevajo natančno prileganje.
Sodobni CNC tokari, opremljeni z živimi orodji, izglašijo mejo med vrtanjem in frezanjem. Ti stroji lahko izvajajo vrtanje, navijanje in celo frezarske operacije, medtem ko ostane delovni kos pritrjen – kar zmanjša čas za pripravo in izključi napake, ki nastanejo zaradi večkratnega rokovanja. Švicarski stroji se izjemno dobro izkažejo pri izdelavi dolgih in vitkih sestavnih delov, kjer tradicionalni tokari morda ne morejo zagotoviti zadostne togosti in se pojavijo problemi z upogibanjem.
Kdaj naj izberete enega namesto drugega? Upoštevajte prevladujočo geometrijo vašega dela:
- Predvsem cilindrična z rotacijskimi značilnostmi → CNC vrtanje
- Kompleksne 3D oblike z žlebovi in konturami → CNC frezarenje
- Kombinacija obeh → Večosni centri za frezarsko-vrtalno obdelavo
Natančne vrtalne operacije
Zdi se preprosto, kajne? Le izdelati luknje? Ni ravno tako. Pri natančnem vrtanju v specializirani proizvodnji gre za veliko več kot le potiskanje vrtalnika skozi kovino. Ta postopek vključuje razvrtavanje za natančne premerе, izdelavo koničastih ali cilindričnih udubitev za glave vijakov ter vrtanje globokih lukenj pri komponentah, katerih razmerje dolžine do premera presega 10:1.
Pri sestavnih delih so tolerančni intervali lukenj izjemno pomembni. Gredna ležajna plošča zahteva natančno določen premer lukenj za pravilno delovanje – če je prevelika, povzroči vibracije; če je premajhna, povzroči trenje in pospešeno obrabo. Sodobne CNC vrtalne operacije redno dosežejo položajno natančnost znotraj 0,025 mm in tolerančne intervale premera ±0,013 mm pri kritičnih značilnostih.
Ko postane EDM nujen
Kaj se zgodi, ko konvencionalna CNC rezalna orodja preprosto ne morejo dostopati do želene geometrije? Ali pa ko je vaš material tako trd, da bi tradicionalne metode takoj uničile orodje? V tem primeru je elektroerozijska obdelava vaše rešitev.
EDM deluje s kontroliranimi električnimi iskrami, ki material odvajajo brez fizičnega stika. Žični EDM izdeluje zapletene dvodimenzionalne profili z natančnostjo do ±0,0001 palca – desetkrat natančnejšo kot običajno obdelava. Sinker EDM ustvarja zapletene trodimenzionalne votline z uporabo oblikovanih elektrod za izdelavo notranjih značilnosti. Po mnenju strokovnjakov za natančno obdelavo, EDM doseže površinsko grobovino do 0,1 μm Ra , kar pogosto popolnoma izključi dodatne operacije brušenja ali lakanja.
EDM se posebej izkaže pri trdih materialih z trdoto nad 60 HRC – orodnih jeklih, volframovem karbidu in eksotičnih zlitinah, ki bi hitro obrabila konvencionalna rezalna orodja. Proizvajalci medicinskih naprav pogosto zahtevajo EDM za kirurška orodja, ki morajo biti hkrati izjemno trdna in imeti zapletene geometrije.
Primerjava postopkov na enem pogledu
Izbira pravega postopka je odvisna od vaših specifičnih zahtev. Ta primerjava vam pomaga razumeti, kaj vsak postopek omogoča:
| Vrsta procesa | Najboljše uporabe | Tipične toleranse | Zadevna združljivost |
|---|---|---|---|
| CNC Fraziranje | Zapletene trodimenzionalne geometrije, površinske značilnosti, votline, žlebove | ±0,0005" do ±0,002" | Aluminij, jeklo, titan, plastične mase, kompoziti |
| CNC Vrtenje | Cilindrični deli, gredi, vložki, navojni elementi | ±0,0005" do ±0,001" | Vsi obdelovalni kovinski materiali in tehnične plastične mase |
| Vrtanje/razvrtavanje | Natančni otvori, konusni utopi, aplikacije za globoke otvore | ±0,0005" premer, ±0,001" položaj | Večina kovin in plastičnih materialov |
| Žično/ponorni EDM | Zahtevni materiali, zapleteni profili, notranje votline | ±0,0001" do ±0,0005" | Kateri koli električno prevodni material, zlasti zakaljeni jekleni materiali |
Kombiniranje postopkov za kompleksne dele
Tukaj je nekaj, kar mnogi dobavitelji ne pojasnijo že vnaprej: večina natančnih komponent zahteva več operacij. Ohišje, izdelano s CNC-frezanjem, bi lahko potrebovalo obrnjene izbokline, vrtane montažne otvore in žično EDM-rezanje žlebov – vse na istem delu. Razumevanje tega vam pomaga napovedati realistične roke dobave in stroške.
Zanesljive storitve CNC-obračanja pogosto sodelujejo s specialisti za EDM ali pa imajo notranje zmogljivosti za več različnih postopkov. Pri ocenjevanju ponudb vprašajte, kako bo vaš del potekal skozi proizvodnjo. Manj nastavitev praviloma pomeni boljši nadzor natančnosti in nižje stroške. Delavnica z integriranimi zmogljivostmi lahko ohrani ožje specifikacije kot delavnica, ki posamezne operacije izvaja prek več podizvajalcev.
Pravo vprašanje postane: iz katerega materiala naj bo izdelan vaš natančen del? Ta izbira vpliva ne le na to, kateri procesi delujejo najbolje, temveč tudi na delovne lastnosti končnega dela.
Vodnik za izbiro materiala za izdelavo po meri obdelanih komponent
Izbira pravega materiala je morda najpomembnejša odločitev, ki jo boste sprejeli za svoj projekt po meri izdelanih delov . Zakaj? Ker izbira materiala neposredno vpliva na obdelovalne parametre, kakovost površinske obdelave in na to, kako se vaš končni del obnaša v realnih pogojih. Še več obratov pa sploh ne vključi te teme v pogovor, kar pomeni, da morate to sami razrešiti.
Poglejmo si vaše možnosti v treh kategorijah: kovine in zlitine, tehnične plastične mase ter specialni materiali. Vsaka kategorija ponuja posebne prednosti, odvisno od zahtev vaše uporabe.
Kovine in zlitine za zahtevne aplikacije
Ko sta najpomembnejša trdnost, trajnost in toplotne lastnosti, ostajajo kovine še naprej najprimernejša izbira. A katera kovina? To je odvisno izključno od vaše specifične uporabe.
Aluminijske zlitine dominirajo v zrakoplovni in avtomobilski industriji iz dobrih razlogov. Glede na Xometryjev vodnik po materialih ti lahki materiali ponujajo odlično toplotno prevodnost in jih je mogoče termično obdelati za povečanje trdnosti. Aluminij 7075 na primer zagotavlja natezno trdnost 540 MPa, hkrati pa ostaja zelo obdelovalen – kar je idealno za konstrukcijske dele letalskega okvirja, kjer varčevanje z maso neposredno pomeni večjo gorivno učinkovitost.
- Aluminij 6061 – Odlična zavarljivost, široko uporabljen pri ekstruziji, idealen za splošne namene
- Aluminij 7075 – Visoka trdnost (540 MPa), izjemna odpornost proti utrujanju, prednostno uporabljen v zrakoplovni industriji
- Aluminij 5083 – Najboljša odpornost proti koroziji med neobdelljivimi zlitinami, primerni za morske okolja
Nerjavnega jekla postane nujna, kadar je prednostna odpornost proti koroziji. Austenitne vrste, kot sta 304 in 316, ponujajo odlično obdelljivost za tokarenje, navijanje, vrtanje in freziranje. Vrsta 316 vsebuje molibden, ki izboljša stabilnost proti klorovodikovi kislini – zato je idealna za medicinske naprave in opremo za kemično predelavo.
Kaj pa uporabe, zahtevne glede obrabe? Tu se obdelava bronaste zlitine izkaže za neprecenljivo. CNC bronasti sestavni deli odlično opravljajo v ležajih, vstavkih in drsnih površinah, kjer samomazalne lastnosti zmanjšujejo potrebe po vzdrževanju. Lepilne zlitine – kombinacije bakra in cinka – ponujajo izjemno prostost rezanja in odlično obdelljivost pri visokih temperaturah za morske in avtomobilsko aplikacije.
Cinkovalega metala za avtomobilsko in elektronsko uporabo zasluži posebno pozornost. Te zlitine združujejo odlično litnost z dobro obdelljivostjo za sekundarne operacije, kar jih naredi ekonomične za zapletene ohišja, nosilce in strukturne komponente, ki zahtevajo zmerno trdnost.
Inženirske plastične snovi in specializirani materiali
Ko potrebujete odpornost proti kemikalijam, električno izolacijo ali preprosto lažjo alternativo kovini, inženirske plastične mase ponujajo izjemno zmogljivost. Ključ je prilagoditev lastnosti materiala vašim funkcionalnim zahtevam.
Material Delrin (Trgovsko ime DuPonta za homopolimer acetal) se izstopa pri visoko natančnih mehanskih delih. Glede na Xometryjeve specifikacije obdelave acetala ima poliacetal Delrin izjemno dimenzionalno stabilnost z običajnimi dopustnimi odstopanji ±0,010" in dosegljivimi dopustnimi odstopanji ±0,001". Ta plastika Delrin ohranja svoje lastnosti v temperaturnem razponu od −40 °C do 120 °C – kar je znatno več kot pri večini drugih plastičnih mas.
- Delrin 150 – Visoka odpornost proti udarcem, nizka trenja, idealna za zobnike in vlečne ležaje
- Delrin 100 AF – Nasičen s PTFE-jem za izboljšano obrabljenost v ležajnih aplikacijah
Ko je odpornost proti udarcem najpomembnejša, za obrabne aplikacije upoštevajte nilon. Ta termoplast ponuja izjemno natezno trdnost v kombinaciji z odpornostjo proti praskam, kar ga naredi primernega za konstrukcijske dele, ki so izpostavljeni ponavljajočim se obremenitvenim ciklom.
PEEK (polieter-eter-keton) predstavlja vrhunsko ravnino tehničnih plastičnih materialov. Ohranja kemikalijno odpornost tudi pri višjih temperaturah ter ponuja izjemno odpornost proti utrujanju in nizek koeficient trenja. Za medicinske implante in letalsko-kosmične komponente se pogosto zahteva PEEK, kadar zahtevajo biokompatibilnost ali ekstremni pogoji najvišjo zmogljivost.
- Polikarbonat – Odporen proti razbitju, visoka togost, odličen za prozorne konstrukcijske dele
- PTFE (Teflon) – Izjemna odpornost proti kemikalijam, vendar je zaradi toplotnega raztezanja težko doseči tesne tolerance
- Uhmw polietilen – Nadpovprečna odpornost proti obrabi, samomazilno delovanje, odličen tudi pri podničnih temperaturah
Kako izbira materiala vpliva na vaš projekt
Tukaj je nekaj, kar vam mnogi dobavitelji ne bodo povedali že na začetku: izbor materiala vpliva na vsak vidik vašega projekta. Trši materiali zahtevajo počasnejše hitrosti podajanja in pogostejšo zamenjavo orodij – kar neposredno vpliva na stroške. Mehkejši plastični materiali lahko dosežejo boljšo površinsko kakovost z običajnimi orodji, vendar se lahko pod stalnim obremenitvijo deformirajo.
Oglejte si naslednje praktične kompromise:
- Obdelljivost proti zmogljivosti – Zlitine za prosto rezanje se režejo hitreje, vendar lahko pri tem izgubijo trdnost
- Možnost površinskega izgleda – Nekateri materiali se odlično lustrirajo; drugi zahtevajo dodatne operacije
- Toplotno obnašanje – Plastike z visokimi koeficienti raztezka otežujejo dosego tesnih toleranc
- Posledice stroškov – Eksotične zlitine in specializirane plastične mase imajo višjo ceno
Najboljši pristop? Najprej določite zahteve glede zmogljivosti, nato pa delujte v obratni smeri, da ugotovite materiala, ki izpolnjujeta te specifikacije, hkrati pa ostanejo obdelovalna in stroškovno učinkovita. Kar se tiče specifikacij, postane razumevanje zahtev glede dopustnih odmikov naslednji ključni korak pri zagotavljanju, da bodo vaši izdelani deli delovali tako, kot so zasnovani.
Pojasnjene natančne dopustne odmike in standardi kakovostnega nadzora
Izbrali ste material in izbrali ustrezno CNC-obdelavo. Zdaj pa nastane vprašanje, ki bistveno vpliva tako na vaš proračun kot na funkcionalnost vašega dela: kako tesni naj bodo dejanski dopustni odmiki? Prav tu se mnogi projekti izdelave po meri bodisi odlično uspejo, bodisi postanejo dragi poučni primeri prekomerne specifikacije.
Glede na standarde ASME se dopustna odstopanja nanašajo na skupno dovoljeno odstopanje od osnovne vrednosti mere—kar zagotavlja, da se del pravilno ujema in pravilno izvaja svojo funkcijo. Vendar pa trgovine pogosto ne pojasnijo naslednjega: ni vsaka mera enako natančna. Razumevanje različnih razredov dopustnih odstopanj vam pomaga določiti, kaj je pomembno, hkrati pa izognete nepotrebnim stroškom za značilnosti, ki niso ključne.
Razumevanje razredov dopustnih odstopanj in njihov vpliv
Zahtevane dopustne odstopanje spadajo v ločene razrede, pri čemer je vsak razred primeren za različne uporabe. Standardna komercialna dopustna odstopanja so popolnoma primerna za večino splošnih CNC-obdelovalnih delov, kjer kritičnost ujemanja pri sestavljanju ni pomembna. Vendar pa za proizvodnjo natančnih CNC-obdelovalnih storitev za letalsko-kosmične ali medicinske aplikacije potrebujete ožje specifikacije—kar ustrezno poveča tudi kompleksnost izdelave.
Oglejte si naslednjo primerjavo razredov dopustnih odstopanj in njihovih praktičnih posledic:
| Razred tolerance | Tipičen obseg | Skupne aplikacije | Vpliv stroškov |
|---|---|---|---|
| Standardna komercialna izvedba | ±0,005" do ±0,010" | Podporne konstrukcije, ohišja, nestrokovno pomembni konstrukcijski deli | Osnovna cenovna razina |
| Natančnost | ±0,001" do ±0,005" | Montažni vmesniki, prileganja ležajev, zobniški sestavni deli | premija 15–30 % |
| Visoka natančnost | ±0,0005" do ±0,001" | Hidravlični sestavni deli, medicinske naprave, optični nosilci | premija 40–75 % |
| Ultra natančno izdelovanje (švicarsko obdelovanje) | ±0,0001" do ±0,0005" | Astronautični instrumenti, kirurški implanti, mikroelektronika | premija 100 % ali več |
Opazite, kako se stroški povečujejo z ožanjem dopustnih odmikov? To je posledica tega, da za doseganje ultra natančnosti zahteva počasnejše hitrosti obdelave, pogostejše nadzore, okolje z natančno regulirano temperaturo in pogosto specializirano opremo, kot so švicarski obdelovalni centri, ki so posebej zasnovani za natančnost na ravni mikronov.
Po mnenju specialistov za natančno izdelavo neposredno vpliva natančnost orodne naprave na dosegljive dopustne odmike. Nesosrednost vretena, obraba vodilnic in toplotno raztezanje povzročajo sistemske napake, ki se med izdelavo kopičijo. Zato ne more vsaka delavnica zagotoviti enake natančnosti – njihove zmogljivosti opreme se bistveno razlikujejo.
Ko so omejitve natančnosti ključne
Kdaj naj torej določite ožje tolerance za vaše obdelovane dele? Osredotočite se na funkcionalne mere—značilnosti, ki neposredno vplivajo na izvajanje predvidene funkcije vašega sestavnega dela:
- Montažni vmesniki kjer se deli morajo skladati z določenimi zračnimi ali prekrivnimi fiti
- Ležajni otvori in premeri gred zahtevajo natančne tekoče fitove
- Površine za tesnjenje kjer bi uhajanje ogrozilo funkcijo
- Namestitvene značilnosti ki zagotavljajo poravnavo z drugimi sestavnimi deli
Tu je praktičen nasvet: najstrožje tolerance uporabite le tam, kjer jih funkcionalnost zahteva. Ohišje morda potrebuje ±0,0005" na izvrtini za ležaj, medtem ko za namestitvene luknje povsem zadostuje standardna toleranca ±0,005". Ta selektivni pristop—ki ga inženirji imenujejo funkcionalna analiza toleranc—optimizira vaš proračun brez izgube zmogljivosti.
Tolerančni nabori pri kovinskih CNC obdelavah vplivajo tudi na lastnosti materiala. Aluminij z visokim koeficientom toplotne razteznosti zahteva meritve pri nadzorovani temperaturi. Zakaljena jekla ohranjajo dimenzije bolje, vendar zahtevajo natančnejšo obdelavo. Celotna površinska obdelava kovin s pomočjo CNC-ja vpliva tudi na natančnost meritev – grube površine povzročajo negotovost glede tega, kje se dejanska dimenzija nahaja.
Metode nadzora kakovosti, ki zagotavljajo doslednost
Določanje toleranc ni nič vredno brez učinkovitih metod preverjanja. To je točno tisto, kjer postane statistični nadzor proizvodnje (SPC) bistvenega pomena. Glede na Smernice IATF 16949 , SPC spremlja proizvodne procese, da zagotovi neprekinjeno izboljševanje kakovosti izdelkov ter hkrati zazna odstopanja, preden privedejo do neustreznih delov.
Kontrolni diagrami sledijo dimenzionalni spremembi skozi proizvodne serije. Ko se narisane podatkovne točke nahajajo znotraj ustanovljenih kontrolnih meja, ostane proces stabilen. Trendi, ki se približujejo tem mejam, sprožijo korektivne ukrepe, preden deli prekoračijo specifikacije – s čimer se osredotočenost premakne z odkrivanja napak po proizvodnji na preprečevanje napak med proizvodnjo.
Certifikati, kot so IATF 16949 (avtomobilski sektor) in AS9100D (vesoljski sektor), zahtevajo sistematične pristope k zagotavljanju kakovosti. To niso le formalnosti v obliki papirja. Zahtevajo:
- Dokumentirane merilne postopke zagotavljanje doslednih metod pregleda
- Opravljeno kalibrirano opremo z sledljivimi standardi natančnosti
- Študije zmogljivosti procesa količinsko določanje tega, ali oprema lahko dosledno izpolnjuje specifikacije
- Sisteme za korektivne ukrepe ki naslavljajo osnovne vzroke, ne le simptome
Sposobnost merilnega sistema samega po sebi vpliva na preverjanje dopustnih odmikov. Glede na industrijske standarde naj bi merilna negotovost bila manjša od 10 % dopustnega odmika, ki se preverja – kar pomeni, da za dopustni odmik ±0,001" zahteva natančnost meritve ±0,0001" ali boljšo. Koordinatni merilni sistemi (CMM) zagotavljajo to sposobnost za zapletene dele z več kritičnimi značilnostmi.
Razumevanje tega, kako dopustni odmiki vplivajo na stroške in kakovost, vam pomaga pri oblikovanju utemeljenih specifikacij. Vendar kako se izdelava po naročilu primerja z drugimi proizvodnimi metodami, ki bi morda dosegle podobne rezultate po različnih cenah?

Izdelava po meri proti alternativnim metodam izdelave
Zdaj, ko razumete dopustne odmike in nadzor kakovosti, se pojavi še večje vprašanje: Ali je izdelava po naročilu sploh prava metoda za vaš projekt? Številna obrati tega vprašanja ne bodo razpravljala, saj želijo vaše poslovanje ne glede na to, ali je rešitev primerna. Izbor napačne proizvodne metode pa vas lahko stane tisoče evrov zaradi izgubljene orodne opreme, zamujenih rokov ali delov, ki ne delujejo kot pričakovano.
Poglejmo objektivno primerjavo izdelave z računalniško vodenimi orodji (CNC) z alternativami – 3D tiskanjem, litjem v kalupe in litjem – tako da lahko sprejmete utemeljeno odločitev na podlagi vaših posebnih zahtev namesto na podlagi prodajnega predloga dobavitelja.
Po meri izdelovani deli proti aditivni izdelavi
3D tiskanje je spremenilo izdelavo prototipov, vendar ni univerzalna rešitev. Glede na primerjavo postopkov izdelave Xometryja imajo z računalniško vodenimi orodji obdelani deli lastnosti izvirnega materiala (polizdelka), ki jih obdelava praktično ne spremeni. To je pomembna prednost, kadar je ključnega pomena mehanska zmogljivost.
To je dejansko stanje: aditivna izdelava gradi dele plast po plast, kar povzroča notranje omejitve. Deli iz ABS plastike, izdelani s FDM tehnologijo, lahko dosežejo le 10 % izvirne natezne trdnosti materiala, medtem ko SLS poliamid lahko doseže do 100 %. Ta spremenljivost naredi 3D tiskanje tveganje za nosilne aplikacije, kjer je enotna trdnost nespremenljiva zahteva.
Po meri izdelani deli izstopajo, kadar potrebujete:
- Polno trdnost materiala brez anizotropnih šibkosti zaradi lepljenja plasti
- Odlične površinske obdelave kar aditivne metode težko dosežejo
- Tehnološko natančne tolerance prek tega, kar večina tiskalnikov zanesljivo zazene
- Možnosti materiala vključno s kaljenimi jekli in eksotičnimi zlitinami, ki jih 3D tiskanje ne more obdelati
Vseeno pa 3D tiskanje zmaga pri hitrosti priprave. CNC storitev zahteva programiranje in pritrditev, kar lahko pred prvo rezko zajame pomembno količino časa. Tiskanje? Naložite svojo datoteko in začnite graditi. Za preverjanje geometrije in ujemanja, kjer mehanske lastnosti niso pomembne, aditivna izdelava omogoča hitrejšo izvedbo po nižji ceni – pogosto 5 do 10-krat ceneje kot ustrezni CNC deli.
Odločitev temelji na funkciji. Vprašajte se: ali mora ta del delovati pod obremenitvijo ali le preverjam, ali se oblika ujema?
Kdaj je litje ali oblikovanje bolj smiselno
Količina spremeni vse. Ko se proizvodne količine povečajo na tisoče, postanejo litje v stiskalnice in litje v kalupe vedno bolj privlačne možnosti, kljub visokim začetnim stroškom orodij.
Glede na proizvodni vodnik Hubs je litje pod tlakom verjetno najpogostejša oblika izdelave za serijsko proizvodnjo v velikih količinah. Ko enkrat zasnujete in izdelate kalup, je sam postopek zelo hitro izvedljiv – kar je idealno za industrije z visoko povpraševanjem in tesnimi proizvodnimi razporedi. Ulovka? Izdelava kalupa lahko stane od 3.000 USD za preproste geometrije do več kot 100.000 USD za zapletene večkomorni orodja.
Litje v staljeno kovino ponuja podobne ekonomske prednosti za aplikacije obdelave kovin. Glede na primerjavo proizvodnih procesov lahko pri 10.000 enotah litje v staljeno kovino letno prihrani več kot 300.000 USD v primerjavi z CNC obdelavo. Cena na kos se dramatično zniža, saj se ta draga naložba v orodja razdeli na tisoče enot.
Ampak tu primerjave pogosto spregledajo: CNC prototipiranje sije v fazah razvoja. Ko vaš dizajn še ni končan, nima finančnega smisla porabiti 50.000 USD za vbrizgane kalupe, ki jih morda boste morali po testiranju spremeniti. Obdelava kovin omogoča hitro iteracijo in izboljšanje vašega dizajna, preden se odločite za proizvodno orodje.
Razmislite o litju, kadar:
- Proizvodne količine presegajo 1.000–5.000 enot letno
- Geometrija dela vključuje notranje votline težko obdelovati
- Vaš dizajn je končan in ga verjetno ne bo treba spremeniti
- Rok za izvedbo omogoča 8–16 tednov, ki so tipični za izdelavo kalupov
Primerjava metod izdelave
Ta podrobna primerjava vam pomaga oceniti, kateri pristop ustreza zahtevam vašega projekta:
| Metoda | Idealno območje količin | Geometrijska zmogljivost | Možnosti materiala | Čas dobave | Trend stroškov na kos |
|---|---|---|---|---|---|
| CNC obravnava | 1–5.000 enot | Zapletene zunanje značilnosti, omejena dopustna odstopanja | Vsi inženirski kovinski in plastični materiali | 1–15 dni (običajno) | Stabilno ne glede na količino |
| 3D tiskanje (FDM/SLS) | 1–500 enot | Notranje rešetke, organske oblike | Termoplasti, nekateri kovinski materiali z metodo DMLS | 1–5 dni (običajno) | Konstantno na kos |
| Injekcijsko oblikovanje | 5.000+ enot | Zapletene oblike, podrezane površine z bočnimi deli | Termoplasti, termoreaktivni polimeri | 8–16 tednov (izdelava orodja) + dnevi (proizvodnja) | Zelo se zmanjša z naraščajočo količino |
| Litni formi | 2000+ enot | Zapleteni kovinski deli, tanke stene | Aluminijeve, cinkove, magnezijeve zlitine | 10–20 tednov (izdelava orodja) + dnevi (proizvodnja) | Zelo se zmanjša z naraščajočo količino |
| Pesčna lihtrnica | 1–2.000 enot | Veliki deli, notranje votline | Železni in neželezni kovini | 2–6 tednov | Srednje visoka, zmanjšuje se z obsegom proizvodnje |
Izbor pravega rešitve za vaš projekt
Pot odločanja, ki jo večina dobaviteljev preskoči, izgleda približno takole:
Korak 1: Določite zahtevane količine. Ali izdelujete 5 prototipov, 500 serijskih enot ali 50.000? Ta edini dejavnik pogosto določa, katera proizvodna metoda ima gospodarski smisel.
Korak 2: Ocena geometrijske zapletenosti. Notranji kanali in rešetkaste strukture so ugodne za aditivne metode. Zunanje značilnosti z ožjimi tolerancami so ugodne za obdelavo z odstranjevanjem materiala. Zapletene notranje votline pri visokih količinah so ugodne za litje.
Korak 3: Oceni zahteve glede materialov. Potrebujete zakaljeno orodno jeklo ali titanove zlitine za letalsko in vesoljsko tehniko? CNC obdelava omogoča obdelavo praktično vseh tehničnih materialov. Litje in oblikovanje znotraj kalupov pa vaše možnosti znatno omejita.
Korak 4: Upoštevajte svoj časovni načrt. Potrebujete nujen prototip že naslednji teden? CNC obdelava ali 3D tiskanje sta rešitvi. Načrtujete izid izdelka čez 6 mesecev in nato stalno proizvodnjo? Naložite v orodja za litje ali oblikovanje znotraj kalupov.
Korak 5: Izračunajte skupne stroške projekta. Ponudba za CNC obdelavo po 50 USD na kos se lahko zdi draga v primerjavi z 2 USD za del izdelka, izdelanega z vstrekovanjem—dokler ne upoštevate stroškov kalupa v višini 40 000 USD, ki se izplačajo šele pri 10 000 ali več kosih.
Izdelava po meri zaseda posebno mesto, ki ga nobena druga metoda ne more popolnoma nadomestiti: hitra izvedba, fleksibilnost glede materialov, natančnost dimenzij in ekonomsko ugodnost – od posameznih prototipov do srednje obsežnih serijskih izdelav.
Kar se stroškov tiče, kateri dejavniki dejansko določajo ceno izdelave po meri? To je ravno tisto, kar večina obratov raje ne bi, da bi vprašali že na začetku.
Dejavniki stroškov in cenovne strategije za izdelave po meri
Primerjali ste proizvodne metode in ugotovili, da je za vaš projekt najprimernejše izdelava po naročilu. Zdaj pa nastane vprašanje, ki ga vsak nabavni manager najraje izogiba: zakaj se ta ponudba zdi tako visoka? Spodaj je resnica, ki jo večina obratov ne bo dobrovoljno razkrila – stroški kovine za strojno obdelavo predstavljajo le majhen delež končne cene. Razumevanje celotne strukture stroškov vam omogoča, da optimizirate svoj proračun brez izgube kakovosti.
Kaj določa stroške izdelave po naročilu
Ko na spletu zahtevate ponudbo za CNC obdelavo, je na ceno vplivnih več medsebojno povezanih dejavnikov. Glede na industrijsko analizo stroškov je čas obdelave pogosto glavni dejavnik, ki določa ceno – še posebej pri proizvodnji večjih količin, kjer se manjše neustrečnosti v načrtovanju pomnožijo na tisočih delih.
Spodaj so dejavniki, ki dejansko vplivajo na vašo ponudbo:
- Stroški materiala in obdelljivost – Trdnejši materiali, kot so nerjaveča jekla in titan, zahtevajo počasnejše rezalne hitrosti in specializirana orodja, kar poveča tako čas kot stroške. Mehkejši materiali, kot je aluminij, se obdelujejo hitreje, vendar so lahko glede na zlitino dražji na kilogram.
- Zapletenost in čas za pripravo – Deli, ki zahtevajo večkratno namestitev, posebne pritrdilne naprave ali obdelavo na 5 osi, znatno povečajo stroške dela. Glede na raziskave optimizacije konstrukcije so stroški priprave še posebej pomembni pri majhnih količinah, vendar ostanejo nespremenjeni ne glede na količino.
- Zahteve glede tolerance – Ožji dopustni odmiki zahtevajo počasnejše hitrosti podajanja, pogostejše preverjanje in včasih tudi okolje z regulirano temperaturo. Vsak korak od standardnih komercialnih do ultra-natančnih dopustnih odmikov poveča osnovne stroške za 15–100 %.
- Specifikacije površinskega stanja – Prehod iz površin »kot obdelano« na polirane, anodizirane ali cinkane površine zahteva dodatne operacije, ki dodajo tako čas kot stroške.
- Količina naročila – Tukaj postane ekonomija zanimiva. Stroški nepovratnega inženirstva (NRE) – programiranje, oblikovanje pritrdilnih naprav in začetna priprava – se razdelijo na vaše količine naročila.
Po analiza ekonomije prototipa , ta ponudba za eno kos 800 USD vas ne izkorišča. Ti stroški NRE so v celoti dodeljeni vašim prvotnim delom. Če povečate naročilo na pet kosov, se cena na kos lahko zniža približno za polovico.
Strategije za optimizacijo vašega proračuna
Iskanje po izrazih »CNC v bližini« ali »strojnik v bližini« vam morda najde lokalno delavnico, vendar sama bližina še ne zagotavlja najboljše vrednosti. Pametna optimizacija stroškov se začne že v fazi načrtovanja – ne med pripravo ponudbe.
Oglejte si naslednje preizkušene strategije zmanjševanja stroškov:
- Načrtovanje za izdelovanje (DFM) – Določite radije vogalov vsaj eno tretjino globine votline, da omogočite uporabo večjih in hitrejših rezalnih orodij. Po možnosti izogibajte se značilnostim, za katere so potrebna posebna orodja ali večkratne namestitve.
- Zamenjava materiala – Zlitine za prosto obdelavo, kot je npr. nerjavna jeklena lega 303, se obdelujejo znatno hitreje kot lega 304, kar nadomešča višje stroške materiala pri večjih serijskih količinah. Aluminijeva lega 6061 ponuja odlično obdelljivost po nižji ceni surovin kot večina alternativ.
- Optimizacija toleranc – Natančnost določite le tam, kjer to zahteva funkcionalnost. Standardne tolerance ±0,005" ne povečajo stroškov; tolerance ±0,0005" pa lahko podvojijo čas obdelave.
- Združite zahteve glede površinske obdelave – Določitev več različnih površinskih obdelav na isti sestavni del zahteva zaščito posameznih površin in dodatno rokovanje. Kjer je mogoče, izberite eno samo površinsko obdelavo.
- Strategično naročanje količin – Spletni predračuni za obdelavo pogosto razkrijejo opazne cenovne skoke. Za razumevanje vaše cenovne krivulje zahtevajte cenovne ponudbe za količine 1, 10, 50 in 100 kosov.
Ekonomika časa izdelave
Potrebujete dele hitro? Storitve z okrajšanim časom izdelave običajno vključujejo premije v višini 25–100 %, odvisno od tega, kako močno skrajšate čas izdelave. A kdaj ta premija sploh ima smisel?
Razmislite o okrajšanem času izdelave, kadar:
- Stroški izpadov proizvodne linije presegajo hitrostni znesek
- Zgrešitev roka za uvedbo izdelka ima posledice za prihodke
- Zamude pri potrjevanju načrtovanja blokirajo več aktivnosti v nadaljnjem procesu
Nasprotno pa standardni roki izdelave – običajno 10–15 delovnih dni – pogosto omogočajo obrtnim podjetjem, da vaše dele združijo z drugimi podobnimi nalogami, kar izboljša njihovo učinkovitost in zmanjša vaše stroške.
Ekonomika izdelave prototipov nasproti serijski proizvodnji
Prehod od prototipa k serijski proizvodnji predstavlja strateško odločitveno točko. Glede na raziskave na področju proizvodne ekonomike se metoda, ki je popolna za 10 enot, pri 10.000 enotah lahko finančno uničujoče izkaže.
Za izdelavo prototipov je posebna obdelava z minimalnimi investicijami v orodja idealna. Enkrat plačate za programiranje in pripravo, potrdite svoj načrt in nato odločite, ali boste za serijsko proizvodnjo nadaljevali z rezanjem z numerično krmiljenimi stroji (CNC) ali pa preidete na litje ali oblikovanje za večje količine.
Sodobni spletni sistemi za izdelavo ponudb so spremenili preglednost cen. Naložite svojo CAD-datoteko, določite material in natančnost ter takoj ali istega dne prejmete ponudbe od več dobaviteljev. To demokratizira dostop do konkurenčnih cen — vendar si ohranite v spominu, da najnižja ponudba ni vedno najboljša vrednost. Sistemi zagotavljanja kakovosti, hitrost komunikacije in zgodovina redne dobave so enako pomembni kot cena na kos.
Razumevanje dejavnikov, ki vplivajo na stroške, vas pripravi na produktivne pogovore z morebitnimi dobavitelji. Različne industrije pa imajo zelo različne zahteve — kar je primerno za avtomobilsko industrijo, morda ne izpolnjuje specifikacij za letalsko-kosmično ali medicinsko industrijo.
Uporaba v panogah od avtomobilske do letalske
Razumevanje dejavnikov stroškov vam pomaga učinkovito načrtovati proračun, vendar pa je to, kar mnogi dobavitelji ne poudarjajo: industrija, ki jo oskrbujejo, temeljito oblikuje vsak vidik vašega projekta po meri za obdelavo kovin. Zahteve glede skladnosti z regulativami, potrdil materialov in dokumentacije se zelo razlikujejo med sektorji – napačna izvedba pa lahko pomeni zavrnitev delov, draga ponovna obdelava ali celo hujše posledice.
Poglejmo, kako avtomobilske, letalsko-kosmične in medicinske aplikacije vsaka zahteva posebne pristope k natančni proizvodnji.
Natančni avtomobilski sestavni deli
Avtomobilska industrija deluje z izjemno majhnimi dobički in ni dopustna nobena zamuda v proizvodnji. Ko lahko težava pri enem dobavitelju ustavi celotno sestavljalsko linijo za več kot 50.000 USD na minuto, postane dosledna kakovost nepogojno zahtevana. Zato je certifikat IATF 16949 postal osnovna pričakovanja za dobavitelje avtomobilske industrije.
Glede na vodnik za certifikacijo ameriškega podjetja Micro Industries je IATF 16949 globalni standard za kakovostno upravljanje v avtomobilski industriji, ki združuje načela ISO 9001 z zahtevami, specifičnimi za ta sektor, za nenehno izboljševanje, preprečevanje napak in strogo nadzor dobaviteljev. Proizvajalci morajo dokazati učinkovito sledljivost izdelkov in nadzor procesov, da izpolnijo zahteve za kvalifikacijo.
Tipični avtomobilski sestavni deli, za katere je potrebno posebno obdelovanje z numerično krmiljenimi orodji, vključujejo:
- Sklopi podvozja – Konstrukcijske komponente, ki zahtevajo natančen nadzor dimenzij za pravilno poravnavo vozila in varnostno delovanje
- Sestavni deli menjalnika – Gredi, gredi in ohišja, ki zahtevajo ozke dopustne odmike za gladko prenos moči in trajnost
- Prilagojene bušinke – Izdelki iz brona za obdelavo z numerično krmiljenimi orodji, odporni na obrabo, za sisteme za obešanje in volanske sklope
- Delovne dele zavornega sistema – Komponente, pomembne za varnost, pri katerih neposredno vpliva natančnost dimenzij na zmogljivost zaviranja
- Nosilci motorja – Natančni vmesniki, ki nadzorujejo vibracije in zagotavljajo pravilno poravnavo pogonskega sistema
Kaj ločuje proizvodnjo avtomobilskih delov? Pričakovanja glede količine v kombinaciji z zahtevami po kakovosti. Morda potrebujete 50.000 enakih puščic na leto, pri čemer vsaka izpolnjuje enake specifikacije. Operacije rezanja lima in postopki kovinskega izvrtavanja pogosto dopolnjujejo obdelavo z rezkanjem pri izdelavi nosilcev, medtem ko se z vrtenjem aluminija izdelujejo lahki ohišji za električne sisteme.
Zahtevne zahteve za letalsko in medicinsko industrijo
Ko se komponente gibljejo na višini 35.000 čevljev ali jih namestimo v človeško telo, se tveganja dramatično povečajo. Letalska CNC-obdelava in medicinska obdelava imata eno ključno skupno lastnost: odpoved ni dovoljena.
Letalska in vesoljska proizvodnja
Certifikat AS9100D predstavlja kakovostni standard za letalsko industrijo in temelji na standardu ISO 9001 z dodatnimi, letalsko specifičnimi zahtevami. Glede na analizo AS9100D podjetja Snowline Engineering ta certifikat poudarja upravljanje tveganj, strogo dokumentacijo ter nadzor celovitosti izdelkov v kompleksnih dobavnih verigah.
Okvir AS9100D zajema deset različnih razdelkov, ki obsegajo vse od zahtev glede vodenja do protokolov za nenehno izboljševanje. Dosežek in ohranjanje te certifikacije prikazujeta, da ima obrat disciplino in sposobnost izpolnjevati zahtevne zahteve – ne le med revizijami, temveč tudi med vsako serijo proizvodnje.
Tipični letalsko-kosmični sestavni deli vključujejo:
- Konstrukcijski sestavni deli trupov letal – Aluminijaste in titanove dele, za katere je zahtevana popolna sledljivost materiala
- Sklopi podvozja – Komponente iz visoko trdnega jekla z dokumentiranimi potrdili o toplotni obdelavi
- Deli za turbinske motorje – Komponente iz eksotičnih zlitin, obdelane na zelo ozke tolerance
- Mehanizmi za nadzor leta – Natančne povezave, kjer vpliva dimenzijska natančnost na ravnanje letala
Akreditacija NADCAP dodaja še eno plast za posebne postopke. Po mnenju strokovnjakov za certifikacijo se ta program osredotoča na akreditacijo kritičnih postopkov, vključno s toplotno obdelavo, kemično obdelavo in nedestruktivnim preskušanjem – kar potrjuje, da proizvajalci lahko konsistentno izvajajo specializirane operacije na najvišji ravni.
Proizvodnja medicinskih pripomočkov
Medicinsko obdelava vključuje zahteve glede biokompatibilnosti, ki jih v drugih panogah ne obstaja. Ko bo sestavni del prišel v stik z človeškim tkivom ali pa bo trajno implanticiran, postaneta izbor materiala in površinska obdelava vprašanja, od katerih je odvisno življenje ali smrt.
Standard ISO 13485 določa okvir za kakovostno zagotavljanje pri proizvodnji medicinskih pripomočkov. Po mnenju strokovnjakov za certifikacijo v industriji morajo obrati, ki iščejo to certifikacijo, uvesti podrobne dokumentacijske prakse, temeljite preglede kakovosti ter učinkovito obravnavo pritožb in povzvanih odpoklicev. Vsak del medicinskega pripomočka mora biti varno, zanesljivo in popolnoma sledljivo.
Uredba FDA o kakovostnem sistemu 21 CFR, del 820, doda zahtevke, ki so specifični za ZDA. Glede na raziskave razvoja medicinskih pripomočkov , procesi nadzora oblikovanja zahtevajo prepoznavanje morebitnih napak pri oblikovanju, ustvarjanje več konceptov oblikovanja ter preverjanje in potrjevanje učinkovitosti oblikovanja s ponavljajočimi se pregledi oblikovanja.
Pogoste uporabe strojne obdelave v medicinski industriji vključujejo:
- Kirurški instrumenti – orodja iz nerjavnega jekla in titanovega materiala, ki zahtevajo izjemne površinske končne obdelave in ohranitev ostrosti rezalnih robov
- Vgrajene naprave – komponente, izdelane iz biokompatibilnih materialov, kot so titan, PEEK in zlitine kobalta in kroma
- Ohišja diagnostične opreme – natančna ohišja za občutljive elektronske sisteme
- Ortopedični vtičniki – komponente, prilagojene posameznim bolnikom, ki zahtevajo posebne geometrije in dokumentirana potrdila o materialih
Bronaste komponente, izdelane s strojno obdelavo, se prav tako uporabljajo v medicinski opremi, kjer odpornost proti obrabi in antimikrobne lastnosti zagotavljajo funkcionalne prednosti.
Zakaj certifikati pomenijo več kot le papirje
Predstavljajte si, da prejmete ponudbo od dveh delavnic—ena je certificirana, druga ne—pri čemer je necertificirana delavnica za 20 % cenejša. Sprejemljivo? Pomislite, kaj certifikati dejansko predstavljajo: sistematične pristope k preprečevanju napak namesto le odkrivanju napak po končani proizvodnji.
Certificirani procesi pomenijo dokumentirane postopke, kalibrirano opremo, usposobljeno osebje in sisteme za korektivne ukrepe, ki obravnavajo osnovne vzroke. Ko vaš strukturni letalski del zahteva popolno sledljivost materiala od certifikata talilnice do končnega pregleda ali ko vaš medicinski instrument potrebuje celotno zgodovino proizvodnje za vložitev pri FDA, se ta 20-odstotna varčevanja izgubijo ob stroških nezdružljivih delov.
Razumevanje teh za posamezno industrijo specifičnih zahtev vam pomaga oceniti, ali potencialni dobavitelji dejansko lahko izpolnijo vaše zahteve—ne le obljubijo, da bodo. A kako poteka dejanski proizvodni proces od vašega začetnega načrta do končnih komponent?

Celotni proces prilagojenega obdelovalnega procesa
Spoznali ste materiale, natančnosti in industrijske zahteve. A kaj se dejansko zgodi po predložitvi vaših načrtovnih datotek? Na tem področju si mnoge obrati ohranjajo nejasnost – in ravno razumevanje celotne poti od CAD-datoteke do končnega dela pomaga ustanoviti realistična pričakovanja ter izogniti se dragim presenečenjem.
Proizvodni proces za CNC-obdelovana dela sledi strukturirani zaporedni vrsti medsebojno odvisnih faz. Vsak korak temelji na prejšnjem, preskakovanje ali pospeševanje katerekoli faze pa ogroža kakovost v nadaljnjih fazah. Poglejmo natančno, kaj se dogaja v ozadju.
Od CAD-datoteke do končnega dela
Po strokovnjaki za obdelovalne procese , da bi ustvarili brezhibno delo z natančnimi meritvami, je potrebno premišljeno načrtovanje, izkušeno inženirstvo in posvečena obrtniška izdelava. Spodaj je celoten delovni tok, ki ga sledi vaš projekt:
- Predložitev načrta in začetni pregled – Vaša pot se začne z nalaganjem CAD-datotek (običajno v formatih STEP, IGES ali izvirnih formatih) skupaj s tehničnimi risbami, ki določajo ključne mere, dopustne odstopanje in zahteve glede površinske obdelave. Inženirji pregledajo vaše datoteke glede popolnosti in preverijo, ali so vse potrebne specifikacije dokumentirane.
- Načrtovanje za izdelavo (DFM) analiza – To je tisto, kjer izkušeni obrati resnično dodajo vrednost. Inženirji ocenijo vaš dizajn glede na omejitve izdelave in opredelijo elemente, ki jih morda ni mogoče obdelati, so nepotrebnih stroškov ali so nagnjeni k kakovostnim težavam. Prejeli boste povratne informacije o morebitnih izboljšavah – na primer predlog večjega radija zaokrožitve kot način zmanjšanja časa obdelave ali priporočilo zamenjave materiala, ki se obdeluje hitreje, ne da bi pri tem izgubila na zmogljivosti.
- Ponudba in potrditev naročila – Na podlagi pregleda DFM prejmete podrobno ponudbo, ki zajema stroške materialov, glavnih operacij obdelave, sekundarnih procesov ter vseh posebnih zahtev. Ko jo potrdite, vaše naročilo vstopi v vrsto za proizvodnjo.
- Zakup in priprava materiala – Surovina je pridobljena z ustreznimi certifikati za vašo uporabo. Po mnenju strokovnjakov za proizvodnjo se velike plošče, palice ali polizdelki zmanjšajo na upravljive dimenzije, primerni za obdelavo. Ta pripravljalna faza zagotavlja, da se vaši deli začnejo izdelovati iz pravilno dimenzioniranih polizdelkov – kar je ključnega pomena, saj neustrezno pripravljena surovina povzroča napake v celotnem proizvodnem procesu.
- Programiranje CAM – Programska oprema za CAM pretvori vaš CAD model v natančne navodila za stroj. Programerji določijo natančne gibe, ki jih bodo sledili rezalni orodji, pri čemer optimizirajo poti orodij za učinkovitost in hkrati ohranijo natančnost. Predstavljajte si to kot koreografijo zapletenega plesa, pri katerem mora biti vsak gibanje natančno načrtovano.
- Primarni operaciji obdelave – To je mesto, kjer vaša sestavna enota pridobi fizično obliko. Glede na geometrijo vaše sestavne enote lahko operacije vključujejo CNC frizanje za zapletene 3D-značilnosti, tokarenje za cilindrične elemente ali vrtanje za natančne luknje. Sodobni večosni stroji lahko izvedejo zapletene delovne predmete v enem samem nastavitvenem položaju, kar zmanjša ročno obravnavo in ohrani ožje dopustne odstopanja.
- Sekundarne operacije in zaključno obdelava – Po primarnem obdelovalnem procesu pogosto zahtevajo delovni predmeti dodatno obdelavo. Odstranjevanje ostrij odstrani ostrice, ki jih povzročijo rezalna orodja. Površinske obdelave, kot so anodizacija, cinkanje ali barvanje, zagotavljajo odpornost proti koroziji in izboljšajo estetiko. Tople obdelave se lahko uporabijo za doseganje določenih zahtev glede trdote.
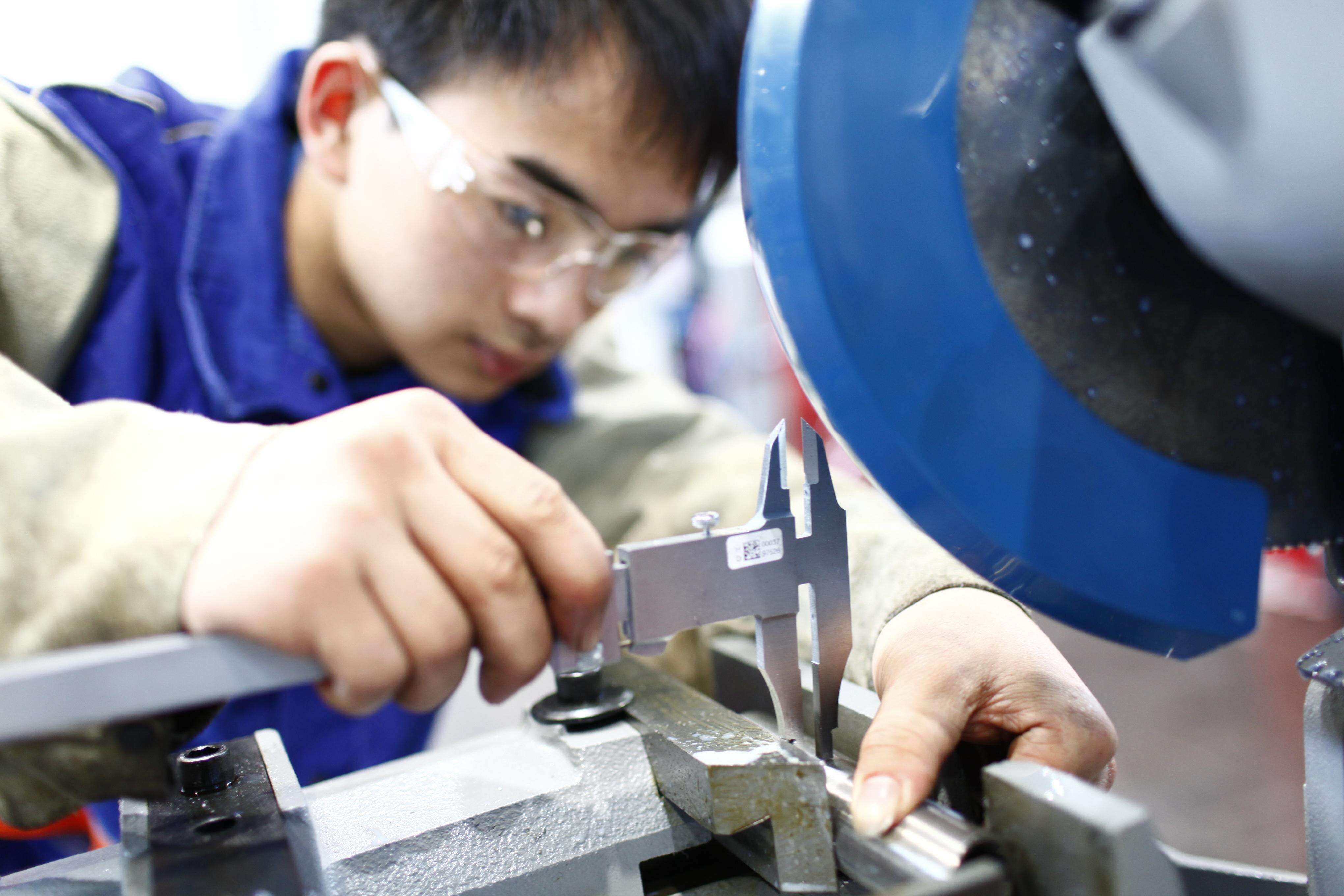
- Zaključni pregled in dokumentacija – Pred pošiljanjem potrditev dimenzij potrdi, da so izpolnjene vse specifikacije. Šestilske merilke, mikrometri ali koordinatni merilni sistemi (CMM) preverijo, ali ležijo delovni predmeti znotraj določenih dopustnih odstopanj. Nadzor kakovosti zagotavlja, da vsaka sestavna enota izpolnjuje obljubo natančnosti.
- Pakiranje in dostava – Odobreni deli so skrbno embalirani, da se prepreči poškodba med prevozom, in pošiljajo se v skladu z vašim določenim časovnim okvirjem.
Kakovostni nadzorni točki med celotno proizvodnjo
To je tisto, kar ločuje profesionalne operacije od delavnic, ki le izdelujejo dele: kakovost ni le končni pregled – temveč je vgrajena v vsako fazo proizvodnje. Statistični nadzor procesov (SPC) igra ključno vlogo pri spremljanju doslednosti proizvodnje in odkrivanju odstopanj, preden povzročijo neustrezne dele.
Med obdelavo operaterji neprekinjeno spremljajo obrabo orodja, pretok hladilne tekočine in dimenzionalno natančnost. Glede na raziskave proizvodnega procesa je avtomatizacija pomembna, vendar ostaja človeško strokovno znanje bistveno za prilagajanje nepredvidenim izzivom. Izkušen strojnik prepozna, ko se orodje približuje meji obrabe, še preden to vpliva na kakovost dela.
Kontrolni diagrami sledijo kritičnim dimenzijam v realnem času. Ko se meritve premikajo proti kontrolnim mejam – celo če še vedno ostajajo znotraj specifikacije – operaterji izvedejo korektivne ukrepe. Ta proaktivni pristop preprečuje napake namesto, da bi jih le zaznal po končani proizvodnji.
Pri CNC obdelavi akrilnih materialov in drugih specialnih materialov veljajo dodatne zahteve. Termoplasti zahtevajo natančno pozornost pri hitrostih rezanja in uporabi hladilne tekočine, da se prepreči taljenje ali poškodbe površine. Zanesljiva storitev CNC obdelave akrilnih materialov upošteva posebne protokole za te temperaturno občutljive materiale.
Sledljivost materiala poteka skozi celoten proces. Od certifikatov proizvajalca surovin do poročil o končni kontroli dokumentacija ustvari neprekinjeno verigo, ki povezuje vaše končne dele z njihovimi izvori surovin – kar je bistveno za letalsko-kosmične, medicinske in avtomobilsko industrije, kjer je popolna sledljivost obvezna.
Hitro izdelovanje prototipov in razširjanje proizvodnje
Kako sodobne obrati izdelujejo prototipe z roki dobave do enega delovnega dne, hkrati pa ohranjajo visoke standarde kakovosti? Odgovor leži v optimiziranih delovnih procesih in posvečenih zmogljivostih za hitro odzivanje.
Po mnenju strokovnjakov za hitro izdelavo prototipov tradicionalne metode izdelave prototipov pogosto zahtevajo tedne ali celo mesece rok dobave. Z metodami hitre izdelave prototipov pa se deli izdelujejo v nekaj urah ali dneh – pomembna izboljšava, ki pospešuje cikle razvoja izdelkov.
Za obdelavo nilona, delrina in drugih tehničnih plastičnih materialov je zelo hitra izvedba še posebej dosegljiva, saj se ti materiali hitro obdelujejo z običajno orodno opremo. Prototipi iz kovin lahko zahtevajo nekoliko daljše roke dobave glede na njihovo zapletenost, vendar izkušeni obrati kljub temu lahko zagotovijo izjemno hitre rezultate, kadar to zahteva vaš urnik.
Prava čarodejija se zgodi pri prehodu s prototipa na serijsko proizvodnjo. Obrati, kot so Shaoyi Metal Technology pokazati, kako ta prehod poteka brezhibno. Z certifikatom IATF 16949 in strogi uporabo statističnih metod nadzora procesov zagotavljajo stalno kakovost, ne glede na to, ali proizvajajo pet prototipnih enot ali pet tisoč serijskih komponent. Njihova sposobnost hitrih rokov izdelave – že v enem delovnem dnevu za nujne prototipe – ne ogroža natančnosti, ki je potrebna za zapletene sklope podvozij ali posebne kovinske vtičke.
Kaj omogoča to razširljivost? Več dejavnikov se združi:
- Standardizirani postopki ki enako delujejo pri katerikoli količini
- Prilagodljiva zmogljivost opreme kar omogoča hitro odzivanje na spreminjajoče se zahteve
- Dokumentirani postopki zagotavlja doslednost ne glede na to, kateri operater ali stroj izdeluje vaše dele
- Sistem kakovosti ki se sorazmerno povečujejo z obsegom proizvodnje
Razumevanje celotnega procesnega toka – od vaše prvotne predloge datoteke do pakirane dostave – vam omogoča, da postavite prava vprašanja pri ocenjevanju potencialnih proizvodnih partnerjev. Kar nas pripelje do ključne odločitve: kako izbrati pravo delavnico za vaše posebne zahteve?
Kako izbrati pravega partnerja za izdelavo po meri
Uspešno ste prešli celoten potek – od razumevanja CNC-procesov in materialov do razumevanja zahtev glede natančnosti in industrijskih standardov. Sedaj pa pride odločitev, ki določa, ali bo vaš projekt uspešen ali pa draga izkušnja: izbor pravega proizvodnega partnerja. Iskanje izrazov »CNC-obdelava v moji bližini« ali »CNC-delavnica v moji bližini« vrne desetke možnosti, a kako ločiti resnično sposobne obrate od tistih, ki preprosto obljubijo to, kar želite slišati?
Glede na vodnik 3ERP za izbiro dobaviteljev izbira storitve CNC obdelave vključuje več kot le primerjavo cen. Zahteva temeljito oceno izkušenj, opreme, razpoložljivosti materialov, certifikatov, časov izvedbe in učinkovitosti komunikacije. Poglejmo natančno, kaj je treba iskati – in kaj bi vas moralo takoj odgnati v nasprotno smer.
Nujne sposobnosti za oceno
Pri preverjanju potencialnih partnerjev, bodisi ko iščete »storitve CNC v bližini« ali ocenjujete tuje dobavitelje, uporabite ta izčrpen kontrolni seznam za oceno njihovih dejanskih sposobnosti:
- Ustrezen industrijski certifikati – ISO 9001 predstavlja osnovo za sisteme upravljanja kakovosti. Za avtomobilsko industrijo je certifikat IATF 16949 nesprejemljiv – prikazuje sistematične pristope k preprečevanju napak in nenehnemu izboljševanju. Za projekte v letalsko-kosmični industriji je potreben certifikat AS9100D. Po mnenju strokovnjakov za certifikacije gre za več kot le privlačne nalepke – zagotavljajo, da je podjetje opravilo stroga revizija, s katerimi je dokazalo svojo strokovnost.
- Možnosti in razpon opreme – Storitev z raznoliko, visokotehnološko opremo lahko izvede širok spekter projektov. Vprašajte posebej po 3-osnih, 4-osnih in 5-osnih CNC obrabnih centrih. Ali lahko izvajajo tako frezarske kot stružarske operacije? Ali imajo možnosti EDM za obdelavo zakaljenih materialov? Raznolikost in kakovost opreme lahko odločita o uspehu ali neuspehu vašega projekta.
- Sistemi nadzora kakovosti – Poglejte čez certifikate, da razumete njihove dejanske procese nadzora. Ali uporabljajo statistično kontrolo procesov (SPC) za spremljanje doslednosti proizvodnje? Katero merilno opremo uporabljajo – šestilke, koordinatne merilne stroje (CMM) ali optične primerjalnike? Učinkovit nadzor kakovosti pomeni redne preglede med proizvodnjo, ne le končnega pregleda pred pošiljanjem.
- Vzorčenje materialov in strokovnost – Ne vse trgovine za obdelavo kovin v vaši bližini bodo imeli natančno tisti material, ki ga potrebujete. Vprašajte, ali lahko hitro dobavijo navedene zlitine ali tehnične plastične materiale. Zamude pri nakupu materialov lahko znatno podaljšajo roke izdelave in povečajo stroške.
- Zanesljivost dobavnih rokov – Razumevanje običajnih rokov izdelave je ključnega pomena. Glede na industrijska raziskovanja lahko podaljšani roki izdelave ustavijo projekte in povzročijo finančne izgube. Vprašajte za pospešene možnosti izdelave za nujne zahteve – in zahtevajte reference, s katerimi boste preverili njihovo zgodovino dostav na čas.
- Odzivnost komunikacije – Učinkovit komunikacijski proces pomeni, da lahko ponudnik hitro odgovori na vaša vprašanja, vas redno obvešča o napredku in hitro odpravi morebitne težave. Iščite storitve, ki ponujajo preproste in pregledne komunikacijske kanale ter redne posodobitve o napredku.
- Razširljivost – Ali lahko izpolnijo vaše trenutne potrebe po izdelavi prototipov in se kasneje prilagodijo proizvodnim količinam? Partner, ki se prilagaja naraščajočim zahtevam, zagotavlja, da vašemu prihodnjemu rasti ne bodo ovirali kapacitetni omejitve.
- Tehnična strokovnost – Glede na strokovnjaki za preverjanje dobaviteljev , tehnične sposobnosti segajo dlje od samostojnega upravljanja strojev. Oceni njihovo sposobnost razumevanja zapletenih konstrukcij, uporabe programske opreme CAD/CAM ter podajanja smiselnih predlogov za izboljšanje oblikovanja za izdelavo (DFM).
Na primer, obrati, kot so Shaoyi Metal Technology pokazati, kako izgledajo obsežne sposobnosti v praksi. Njihova certifikacija IATF 16949, stroga kakovostna kontrola s pomočjo statističnega procesnega nadzora (SPC) in sposobnost izpolnjevanja rokov dobave že v enem delovnem dnevu jih naredijo za močnega kandidata za avtomobilsko obdelavo—od zapletenih sklopov podvozij do natančnih kovinskih vstavkov. Ta kombinacija certifikacije, kakovostnih sistemov in odzivne dobave predstavlja standard, katerega lahko pričakujete od resnih proizvodnih partnerjev.
Opozorilni znaki pri preverjanju dobaviteljev
Znanje tega, na kaj naj opozarjamo, je le polovica bitke. Prepoznavanje opozorilnih znakov med ocenjevanjem vas lahko varuje pred dragimi napakami v prihodnje. Pazite na naslednje opozorilne znake, ko iščete lokalne strojne delavnice ali delavnice za obdelavo kovin v vaši bližini:
- Nejasne ali manjkajoče certifikacije – Če trgovina trdi, da je »usmerjena v kakovost«, vendar ne more predložiti trenutne dokumentacije o certifikaciji, naj bo vaša previdnost izjemno velika. Pristne certifikacije zahtevajo letna nadzorna preverjanja in stalno skladnost – zahteva za ogled potrdil je povsem utemeljena.
- Nespoštljivost pri zagotavljanju referenc – Uveljavljene CNC strojne delavnice v moji bližini bi morale brez težav ponuditi reference strank ali primerov iz prakse. Zavleka kaže bodisi na omejeno izkušnjo bodisi na nezadovoljne prejšnje stranke.
- Neobičajno nizki ponudbeni ceni – Po mnenju strokovnjakov iz industrije najcenejša možnost ni vedno najboljša – kakovosti se nikoli ne sme žrtvovati zaradi cene. Ponudbe, ki so znatno nižje od konkurencnih, pogosto kažejo na zmanjšanje kakovosti materialov, pregledov ali dokumentacije.
- Slaba komunikacija med postopkom ponujanja – Če dobavitelj težko odgovarja v času prodajnega procesa – ko še aktivno poskuša narediti dober vtis – si predstavljajte, kako se bo komunikacija poslabšala, ko že imate naročilo.
- Brez povratnih informacij o DFM – Trgovina, ki preprosto ponudi ceno za vaš dizajn brez kakršnih koli predlogov za izvedljivost proizvodnje, bodisi nima dovolj tehnične izkušnje, bodisi ji ni mar za uspeh vašega projekta.
- Nepripravljenost za razpravo o postopkih zagotavljanja kakovosti – Poklicne proizvodne ustanove ponosno predstavijo svoje sisteme kakovosti. Izogibajoči se odgovori na vprašanja o metodah pregleda, urnikih kalibracije ali postopkih za popravne ukrepe kažejo na nezadostno nadzorovanost.
- Nejasne cenovne strukture – Skrite pristojbine za pripravo, programiranje ali pospešeno izdelavo je treba jasno in takoj razkriti. Dobavitelji, ki stroške skrijejo v drobni tisk, povzročajo nepričakovane finančne obremenitve, ki škodujejo dolgoročnim partnerstvom.
- Odsotnost dokazov o stalnem izboljševanju – Po mnenju strokovnjakov za proizvodnjo storitve, ki uporabljajo načela stalnega izboljševanja, redno analizirajo in optimizirajo svoje procese. Vprašajte, katere izboljšave so v zadnjem času izvedli – nenehna investicija kaže na zanesljivega in angažiranega partnerja.
Vzamem končno odločitev
Po oceni več možnosti—bilo da gre za storitve po meri pri podjetju Inc ali manjše specializirane delavnice—sistematično združite svoje ugotovitve:
| Kriteriji za ocenjevanje | Teža | Kaj preveriti |
|---|---|---|
| Ustrezen certifikati | Visok | Zahtevajte kopije trenutnih certifikatov; preverite datume revizij |
| Zmogljivosti opreme | Visok | Prilagodite njihovo strojno opremo zahtevek vaših delov |
| Sistemi nadzora kakovosti | Visok | Zahtevajte podatke o zmogljivosti procesa za podobna dela |
| Zgodovina časovnih rokov izdelave | Srednji-Visok | Zahtevajte statistiko o pravočasnem dobavljanju; preverite reference |
| Odzivnost komunikacije | SREDNJE | Ocenite čase odziva med postopkom ponudbe |
| Preglednost cen | SREDNJE | Primerjajte podrobne ponudbe; vprašajte za morebitne dodatne stroške |
| Potencial za razširitev | SREDNJE | Pogovorite se o prihodnjih scenarijih obsega naročil; ocenite fleksibilnost zmogljivosti |
Spomnite se, da dobra partnerstva segajo dlje od izpolnjevanja trenutnih potreb. Po mnenju strokovnjakov za izbiro dobaviteljev bi partner, ki ga izberete, moral tudi dokazati sposobnost izpolnjevanja prihodnjih zahtev vaše podjetja, prilagajanja vašemu rasti in nenehnega izboljševanja svojih storitev. Pravi partner za izdelavo po meri postane strateška sredstva – ne le dobavitelj, ki izpolnjuje nakupne naročila.
Ko je mogoče, začnite z majhnim preskusnim naročilom. To preveri njihove sposobnosti, komunikacijo in izvedbo dobave, preden se zavezujete k večjim količinam. Celo najbolj impresivna obiskovalska turneja po obratu ali predstavitev zmogljivosti ne more nadomestiti dejanske izkušnje s proizvodnjo vaših posebnih zahtev.
Vaša naložba v temeljito preverjanje dobaviteljev prinaša koristi skozi celotno življenjsko dobo vašega izdelka. Pravi partner zagotavlja stalno kakovost, zanesljivo izpolnjuje roke in proaktivno komunicira ob pojavu izzivov. To je razlika med transakcijskim dobaviteljem in proizvodnim partnerjem, ki resnično prispeva k vašemu uspehu.
Pogosto zastavljena vprašanja o izdelavi po meri
1. Kakšna je ura cena za CNC stroj?
Ura CNC obdelave običajno stane od 25 do 120 USD, odvisno od vrste stroja in zapletenosti. Stroji s 3 osmi običajno stanejo 25–50 USD na uro, medtem ko stroji s 5 osmi in specializirana oprema, kot je elektroerozijska obdelava (EDM), zahtevajo višje cene v višini 75–120 USD na uro. Na cene vplivajo tudi trdota materiala, zahteve glede natančnosti in geografska lokacija. Za certificirane obrate, ki zagotavljajo skladnost z IATF 16949 ali AS9100D, so cene lahko višje, vendar vključujejo strogo nadzor kakovosti in ustrezno dokumentacijo.
2. Kakšna je razlika med CNC in konvencionalno obdelavo?
Konvencionalno obdelovanje zahteva ročni nadzor rezalnih orodij s strani tehnika, medtem ko CNC obdelovanje temelji na računalniški avtomatizaciji za vodenje procesa. CNC omogoča izjemno ponovljivost z natančnostmi do ±0,0001 palca, hitrejše hitrosti izdelave in možnost izdelave zapletenih 3D-geometrij, ki jih z ročnimi metodami ni mogoče doseči. CNC omogoča tudi neopazovano obratovanje in spremljanje statističnega nadzora procesa (SPC), kar ga naredi idealnega za natančne komponente v avtomobilski, letalsko-kosmični in medicinski industriji.
3. Kdaj naj izberem izdelavo po meri namesto 3D-tiskanja ali litja v stiskalnici?
Izberite izdelavo po meri, kadar potrebujete polno trdnost materiala brez slabosti vezave plasti, ozke tolerance, ki jih tiskalniki za dodatno izdelavo ne morejo doseči, ali možnosti izbire materialov, kot so zakaljena jekla in eksotične zlitine. CNC je odlična izbira za izdelavo prototipov do srednje-serijske proizvodnje (1–5.000 enot), kjer stroški orodij za vbrizgavanje niso opravičeni. Za količine nad 5.000 enot in končane načrte običajno ponujajo nižje stroške na kos postopki vbrizgavanja ali litja pod tlakom, čeprav zahtevajo višje začetne investicije v orodja.
4. Kakšne certifikacije naj ima dobavitelj storitev izdelave po meri?
Osnovne certifikacije so odvisne od vaše industrije. ISO 9001 predstavlja osnovni standard za upravljanje kakovosti. Za avtomobilsko industrijo je potrebna certifikacija IATF 16949, ki zahteva preprečevanje napak in nadzor dobaviteljev. Za projekte v letalsko-kosmični industriji je potrebna certifikacija AS9100D z protokoli za upravljanje tveganj. Proizvodnja medicinskih pripomočkov zahteva skladnost s standardom ISO 13485 in ameriškim predpisom FDA 21 CFR del 820. Podjetja, kot je na primer Shaoyi Metal Technology, ki imajo certifikacijo IATF 16949 in kakovostni nadzor na podlagi statistične procesne kontrole (SPC), prikazujejo sistematičen pristop, potreben za zahtevne aplikacije.
5. Kako lahko zmanjšam stroške izdelave po meri brez izgube kakovosti?
Optimizirajte stroške z načrtovanjem za izdelavo tako, da določite zaobljenosti vogalov vsaj eno tretjino globine votline za hitrejše rezanje. Omejene natančnosti uporabite le tam, kjer jih funkcija zahteva – standardne natančnosti ±0,005 palca ne povečajo stroškov, medtem ko natančnosti ±0,0005 palca povečajo stroške za 40–75 %. Upoštevajte zlitine za prosto obdelavo, kot so nerjavna jeklena zlitina 303 ali aluminij 6061. Zahtevane površinske obdelave združite, da zmanjšate potrebo po zaščiti delovnih površin. Zahtevajte cene po stopnjah za več različnih količin, da razumete krivuljo stroškov in določite optimalne velikosti naročil.