 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Odkriti stroški po meri izvedenega laserskega rezanja kovin: kar obrti ne bodo povedali

Kaj je rezanje kovin z laserjem po meri
Se spomnite, kako ste kot otrok igrali s povečevalnim steklom in usmerjali sončno svetlobo v majhno, intenzivno točko? Rezanje kovin z laserjem po meri deluje na podobnem principu – vendar močno ojačanem. Namesto sončne svetlobe proizvajalci uporabljajo zelo koncentrirane laserske žarke, ki lahko dosegajo temperature presežejo 20.000 stopinj Celzija in s tem prerežejo jeklo, aluminij ter druge kovine z kirurško natančnostjo.
Kaj pa je točno lasersko rezanje? Na svojem jedru ta postopek uporablja usmerjeno optično svetlobno energijo, da stopi ali izpareva kovino vzdolž s pomočjo računalnika programiranih poti. Rezultat? Deli izdelani natančno po vaših specifikacijah, ne glede na to, ali potrebujete en prototip ali stotine prilagojenih nosilcev. V nasprotju s standardnimi proizvodnimi serijami, ki proizvajajo identične kose iz vnaprej določenih predlog, vam lasersko rezanje kovin omogoča popolno oblikovalno prožnost – vaša edinstvena CAD datoteka se pretvori v dejanski sestavni del.
Kako laserski žarki surovo kovino pretvorijo v natančne dele
Predstavljajte si, da ste zasnovali zapleteno montažno ploščo s kompleksnimi izrezanimi odprtinami in natančnimi vzorci lukenj. Tako lasersko rezanje kovin oživi vaš dizajn:
- Generacija laserja: Stroj ustvari močan žarek s pomočjo zmesi CO2 plina ali optičnih vlaken, nasičenih z redkimi zemeljskimi elementi
- Fokusiranje: Zrcala in leče stisnejo žarek v izredno drobno točko energije
- Interakcija z materialom: Ko ta usmerjeni žarek zadene površino kovine, takoj stopi ali izpari material na mestu udara
- CNC Nadzor: Sistemi numeričnega krmiljenja vodijo lasersko glavo z izjemno natančnostjo in sledijo programirani poti vašega dizajna
Lepota tega procesa je v njegovi izdelavi po naročilu. Niste omejeni na obstoječe predloge ali vzorce iz kataloga. Ne glede na to, ali potrebujete arhitekturne plošče s dekorativnimi vzorci ali komponente za letalstvo z majhnimi dopustnimi odstopanji, lasersko kovanje kovin se prilagodi vašim zahtevam, namesto da bi vi morali prilagoditi proizvodnjo omejitvam.
Znanost za termalno tehnologijo rezkanja
Zakaj lasersko kovanje kovin deluje tako učinkovito? Odgovor leži v dveh ključnih znanstvenih načelih.
Najprej je vSPREJEMANJE . Različne kovine absorbirajo različne valovne dolžine svetlobe. Ko fotoni lasera interagirajo z elektroni kovine, pride do hitrega segrevanja točno na mestu stika. Ta ciljno usmerjen prenos energije pomeni, da se območje reza skoraj takoj segreje, medtem ko ostane okoliški material relativno hladen.
Drugič, kovine so odlični toplotni prevodniki . Toplota se hitro odvaja stran od režnega območja, kar preprečuje poškodbe sosednjih površin. Ta kombinacija – intenzivno lokalizirano segrevanje in hiter odvod toplote – omogoča čiste, natančne robove, zaradi katerih je lasersko rezkanje idealno za podrobna dela.
Individuarno lasersko rezkanje kovin dosega tolerance in zapletene vzorce, ki so bili nekoč šteti za nemogoče, zato je postalo najpogosteje izbirana rešitev za vse, od oblikovanja nakita do komponent za letalstvo in vesoljski promet.
Kaj pa dejansko loči individualno delo od standardne proizvodnje? Prilagodljivost. Standardne serije optimizirajo učinkovitost pri ponavljajočih se oblikah. Individualni projekti pa so prilagojeni vašim specifičnim potrebam – edinstvenim dimenzijam, nestandardnim materialom ali kompleksnim geometrijam, ki jih serijsko proizvedeni deli preprosto ne morejo zagotoviti. Ko razumete, kako tehnologija dejansko deluje, ste bolje opremljeni za oblikovanje delov, ki izkoriščajo njene prednosti, in tako izognete nepotrebnim stroškom.

Razlaga med CO2 in Fibersko lasersko tehnologijo
Tukaj je nekaj, kar vam večina trgovin ne bo povedala že na začetku: vrsta laserskega žarka, ki reže kovino, znatno vpliva na stroške, kakovost in čas izdelave vašega projekta. Kljub temu mnogi izdelovalci pri ponujanju cene prezrejo ta pomemben podatek. Razumevanje razlike med CO2 in fiberska laser tehnologija vam pomaga postaviti prava vprašanja – in morda prihraniti stotine pri naslednjem naročilu.
Obe tehnologiji uporabljata usmerjen svetlobni žarek za rezanje kovin, a ta žarek ustvarjata na bistveno različne načine. CO2 laser proizvaja žarek z električnim vzbujanjem plinske mešanice (predvsem ogljikovega dioksida), medtem ko fiber laser uporablja optična vlakna, dopirana z redkozemeljskimi elementi, kot je iterbij. Ta razlika se sicer lahko zdi tehnična, vendar neposredno vpliva na to, katere kovine se bodo učinkovito režale in koliko boste morali plačati.
Prednosti laserskega vlakna za refleksivne kovine
Ste se kdaj vprašali, zakaj so ponudbe za lasersko rezkanje bakra včasih presenetljivo visoke? Tradicionalni CO2 laserji imajo težave s svetlečimi kovinami, ker njihova daljša valovna dolžina (10,6 mikrometrov) odseva s sijajnih površin, kot sta aluminij, mesing in baker. Ta odboj lahko dejansko poškoduje optiko lasera – kar pomeni draga popravila, ki jih obrti upoštevajo pri vaši ponudbi.
Vlaknasti laserji so spremenili igro. Delujejo na valovni dolžini 1,064 mikrometra – približno desetkrat krajši kot CO2 – zato jo svetleče kovine enostavno absorbirajo namesto da bi jo odbijale nazaj. Glede na industrijska analiza vlaknasti laserji lahko režejo visoko svetleče materiale brez nevarnosti, da bi odboji poškodovali opremo, kar odpira možnosti za obdelavo širšega spektra materialov.
Kaj to pomeni za vaš projekt? Če delujete z aluminijem, mesingom ali bakerjem, bo obrt, ki uporablja vlaknasti laserski rezalnik za kovine, verjetno zagotovila:
- Hitrejše hitrosti rezkanja (3 do 5-krat večja produktivnost pri ustrezni nalogah)
- Čistejša kakovost roba z minimalnimi toplotno vplivnimi conami
- Nižji stroški na kos zaradi zmanjšanega časa obdelave
- Večja zanesljivost brez skrbi za odsevno škodo
Prilagoditev tehnologije laserja vrsti kovine
Kateri laser je torej najboljši za rezanje vašega specifičnega materiala? Odgovor je odvisen od tega, kaj in kako debelo režete.
CO2 laserji ostajajo odlični delovni konji za debelejše pločevine iz mehkega jekla – še posebej v območju 10–20 mm in več. Nekatera podjetja uporabljajo celo kisik kot pomožni plin za rezanje jeklenih plošč do 100 mm debelih. Prav tako so prva izbira za nemetalne materiale, kot so akril, les in usnje, kar jih naredi univerzalnimi stroji za delavnice z raznolikimi materiali.
Fiberski laserji pa prevladujejo tam, kjer imata natančnost in hitrost največjo pomembnost. Izboljšani so pri rezanju tankih do srednje debelih kovinskih pločevin (običajno 20 mm ali manj) ter enostavno obdelujejo težko režne kovine, kot je titan. Njihova učinkovitost presega 90 % – kar pomeni, da večino električne energije pretvorijo v dejansko moč rezanja – v primerjavi s samo 5–10 % pri CO2 sistemih.
| Faktor | Co2 laser | Vlaken laser |
|---|---|---|
| Najbolj primerni tipi kovin | Jeklo z nizko vsebnostjo ogljika, debelejše plošče | Nerjaveče jeklo, aluminij, mesing, baker, titan |
| Optimalno območje debeline | 10–100 mm in več (z dodatnim kisikom) | Do 20 mm |
| Kakovost roba | Dober | Odlična (bolj gladka, natančnejša) |
| Energetska učinkovitost | 5-10% | 90%+ |
| Cene eksploatacije | Višja (večja poraba energije, hlajenje) | Nižja (zmanjšana poraba energije, minimalno vzdrževanje) |
| Življenjska doba opreme | približno 2500 ur tipično | 25.000–100.000+ ur |
| Začetni strošek | Nižja začetna investicija | 5–10-krat višja nakupna cena |
| Najboljše uporabe | Obdelava debelih plošč, mešani materiali | Natančni deli, refleksivni kovine, proizvodnja v visokih količinah |
Tukaj je vpogled, ki vpliva na vaš denarnik: čeprav stroji za rezkanje kovin z lasersko vlakno stanejo znatno več vnaprej, se operativne prihranke hitro nabirajo. Nižja poraba energije, minimalne zahteve za vzdrževanje in življenjska doba, ki lahko preseže 100.000 ur, pomenijo, da trgovine s opremo za vlakna pogosto te prihranke nadaljujejo v obliki konkurenčnih cen – še posebej za projekte iz aluminija in nerjavnega jekla.
Ko zahtevate ponudbe, ne oklevajte vprašati, katero lasersko tehnologijo trgovina uporablja. Stroj za rezkanje kovin z CO2 laserjem bi lahko bil popoln za vaš projekt pločevine debeline 15 mm, medtem ko bi rezkanje kovin z vlaknastim laserjem lahko bistveno zmanjšalo stroške za serijo aluminijastih nosilcev. Razumevanje te razlike vas postavi v močnejši položaj za oceno ponudb in izbiro pravega partnerja za vaše specifične potrebe.
Vrste kovin in izbira materiala za lasersko rezkanje
Tehnologijo imate rešeno – a tukaj je izbira materiala lahko ključna za uspeh ali neuspeh vašega proračuna. Različni kovinski materiali se na laserje razrezujejo zelo različno, kar vpliva na kakovost roba in maksimalno debelino rezanja. Večina delavnic pa predpostavi, da že veste, katera kovina najbolje ustreza vašemu projektu. Zapolnimo to vrzel v znanju, da boste lahko sprejeli premišljene odločitve, preden zahtevate ponudbe.
Pri izbiri materialov za izdelavo po meri z laserskim rezanjem kovin morate uravnotežiti pet ključnih dejavnikov: zahteve glede trdnosti, odpornost proti koroziji, omejitve glede teže, estetske potrebe in stroške. Izbirani material neposredno vpliva na hitrost rezanja, kakovost roba in končno ceno. Razumevanje tega, kako posamezni material reagira pod laserskim žarkom, vam pomaga optimizirati tako zmogljivost kot proračun.
Lastnosti rezkanja jekla in nerjavnega jekla
Nizkoogljična jekla ostajajo glavna sila pri aplikacijah laserskega rezkanja jekel – in z dobro razlogom. Ta železno-ogljikova zlitina ponuja visoko trdnost in trdoto po učinkoviti ceni, kar jo naredi idealno, kadar korozija in estetika nista glavni skrb. Lasersko rezkanje jekla proizvaja čiste robove z minimalno obdelavo po rezkanju, obrti pa lahko obdelujejo impresivne debeline, odvisno od opreme.
Kakšne debeline lahko realno prerežete? Sistemi za lasersko rezkanje vstopne ravni (500 W–1,5 kW) učinkovito obdelujejo tanke pločevine do 3 mm. Srednje razredni sistemi (3 kW–6 kW) opravijo večino industrijskih nalog, medtem ko težke plošče debeline nad 25 mm prerežejo visokomocni sistemi (10 kW–40 kW). debelejši je vaš material, več moči je potrebne —kar neposredno vpliva na vaš predračun.
- Značilnosti nizkoogljičnega jekla: Odlična zvarljivost, enostavna obdelava in oblikovanje, visok razmerje trdnosti in stroškov, občutljivost na korozijo brez zaključne obdelave
- Najboljše uporabe: Gradbeni deli, avtomobilski deli, kmetijska oprema, okviri za pohištvo, ohišja strojev
- Razpon debeline: Do 100 mm+ z dodatnim kisikom na visoko zmogljivih CO2 sistemih; do 25 mm na standardnih laserskih rezalnikih s fibrskim laserjem
Rezanje nerjavnega jekla z laserjem zahteva več laserske moči kot mehko jeklo – vendar omogoča izjemne rezultate. Krom, ki mu je nerjavno jeklo hvaležno za odpornost proti koroziji, vpliva tudi na njegovo interakcijo z laserskim žarkom. Rezani deli iz nerjavnega jekla pa imajo gladke površine, ki pogosto ne zahtevajo dodatnih končnih obdelav.
- Značilnosti nerjavnega jekla: Odlična odpornost proti koroziji, odlična trdnost, dobra zvarljivost, trši od mehkega jekla, višji strošek materiala
- Najboljše uporabe: Medicinska oprema, deli za predelavo hrane, letalski deli, arhitekturne rešitve, pomorske aplikacije
- Kakovost roba: Čisti rezi z minimalnim oksidiranjem pri uporabi dušika kot pomožnega plina
Pokrovni nasvet: Ko zahtevate ponudbe za nerjavnjevalno jeklo, navedite, ali potrebujete robove brez oksidacije. Rezanje z dušikom kot pomožnim plinom stane več, vendar odpravi obarvanje, ki ga lahko povzroči kisik – ta podrobnost je pomembna za vidne komponente ali uporabo v živilski industriji .
Delo z aluminijem, mesingom in bakrom
Se spomnite izziva zrcaljenja kovin, o katerem smo govorili prej? To je točka, kjer se izbira materiala neposredno navezuje na izbiro tehnologije. Rezanje aluminija z laserjem, izdelava mesinga in obdelava bakra zahtevajo optično vlakneno lasersko tehnologijo za optimalne rezultate – poleg tega pa poznavanje njihovih edinstvenih lastnosti omogoča pametnejši dizajn delov.
Laserno rezano aluminij ponuja nepremagljivo kombinacijo nizke mase, trdnosti in cenovne učinkovitosti. Njegova masa je približno ena tretjina mase jekla, hkrati pa ohranja dobro trdnost, kar ga naredi popolnega za uporabo v primerih, kjer šteje vsak gram. Laserno rezanje aluminija daje čiste robove, vendar zaradi visoke toplotne prevodnosti materiala nastanejo toplotno vplivane cone, ki so nekoliko večje kot pri jeklu.
- Značilnosti aluminija: Lahka masa (en tretjina mase jekla), odlična toplotna in električna prevodnost, dobra odpornost proti koroziji, enostavno anodiziranje za izboljšano zaščito
- Najboljše uporabe: Avtomobilske plošče, letalsko-kosmični sestavni deli, ohišja elektronskih naprav, toplotni izmenjevalniki, arhitekturni elementi
- Debelinske razmere: Učinkovito se reže do debeline 20 mm z vlaknimi laserji; zahteva višje moči kot pri enaki debelini jekla
- Opomba pri načrtovanju: Mehekost aluminija pomeni, da za zapletene oblike z izjemno drobnimi elementi morda zahtevajo posebno pozornost pri določanju najmanjših velikosti elementov
Cink in laserjem rezan latun ponujata edinstvene možnosti – in izzive. Oba kovina imata odlično električno prevodnost in naravne protimikrobne lastnosti, zaradi česar sta ključna za električne komponente, dekorativne elemente in specializirane uporabe. Vlaknasti laserji obvladajo oba materiala učinkovito, čeprav so hitrosti rezanja zaradi visoke svetlobne odbojnosti in toplotne prevodnosti navadno počasnejše kot pri jeklu.
- Lastnosti cinka: Odlična električna prevodnost, odlična odpornost proti koroziji, protimikrobne lastnosti, značilen estetski videz
- Lastnosti latuna: Povečana trdnost in duktilnost v primerjavi s samim cinkom, nižja točka trenja, odličen za dekorativne aplikacije, enostavno obdelovanje in lotenje
- Najboljše uporabe: Električni priključki, arhitekturne značilnosti, glasbila, dekorativna oprema, izmenjevalniki toplote
- Razmislek o stroških: Višji stroški materiala in počasnejše hitrosti rezanja pomenijo, da imajo projekti iz cinka in latuna navadno višjo ceno
Zveni zapleteno? Tukaj je poenostavljen okvir za odločanje: izberite nizkogluteno jeklo, kadar sta najpomembnejši cena in trdnost ter korozija ni kritična. Izberite nerjavnostno jeklo za zahtevna okolja ali aplikacije za hrano. Izbirajte aluminij, kadar varčevanje z maso upravičuje nekoliko višjo ceno. V bakru in mesingu prihranite aplikacije, ki zahtevajo njihove edinstvene električne, toplotne ali estetske lastnosti.
Razumevanje teh lastnosti materialov, preden stopite v stik s proizvajalcem, vas postavi v močnejši pogajalski položaj. Boste vedeli, zakaj je ponudba za nerjavnostno jeklo dražja od nizkoglutenega jekla, zakaj vaši aluminijasti deli morda potrebujejo posebne obravnave robov in ali je baker res potreben – ali bi lahko deloval tudi cenejši nadomestek. Opremljeni s tem znanjem, ste pripravljeni na naslednji pomemben korak: pravilno pripravo datotek z načrti.
Smernice za oblikovanje in zahteve za pripravo datotek
Izbrali ste svoj kovinski material in razumete tehnologijo – tukaj pa mnogi projekti naletijo na nepričakovana zamikanja. Pošiljanje datotek z načrti, ki ne izpolnjujejo zahtev izdelave, pomeni ponavljajoče se predelave, izgubo časa in včasih celo dragocene prenove načrtov. Večina delavnic pa smernice za oblikovanje skrije v težko dostopnih dokumentih, kar vas pusti, da težave odkrijete šele potem, ko ste naložili svoje datoteke.
Da bi načrt prvič pripravili pravilno, gre za več kot le izogibanje frustraciji – to neposredno vpliva na vaš ponudbeni cenik. Natančno lasersko rezanje zahteva datoteke, ki se brezhibno pretvorijo v strojne ukaze. Boljša kot je priprava vaših datotek, hitrejši bo odziv in bolj natančni bodo vaši deli, izrezani z laserjem.
Datotečni formati in združljivost programske opreme za načrtovanje
V kateri datoteki naj pošljete načrt? To je odvisno od programske opreme za načrtovanje in sposobnosti delavnice, vendar večina izdelovalcev sprejema osnovni nabor vektorskih formatov.
Med industrijske standarde spadajo:
- DXF (Drawing Exchange Format): Univerzalni jezik laserske in CNC opreme. Skoraj vsi izdelovalci sprejmejo datoteke DXF, kar predstavlja najvarnejšo izbiro za združljivost
- DWG (AutoCAD Native): Pogosto uporabljano v inženirskih in arhitekturnih aplikacijah. Večina delavnic te datoteke notranje pretvori v DXF
- AI (Adobe Illustrator): Priljubljeno za dekorativne in umetniške projekte. Pred oddajo poskrbite, da je ves tekst pretvorjen v orise
- EPS in SVG: Vektorski formati, ki dobro delujejo pri preprostejših oblikovanjih, čeprav nekatere delavnice raje uporabijo DXF za natančnejše delo
Tukaj je podrobnost, ki ujame mnoge nove stranke: če ste datoteko pretvorili iz rastrske slike, pozorno preverite mere. Sledenje JPEG ali PNG v vektorje lahko povzroči napake pri merilnem razmerju. Tisk vašega dizajna v merilu 100 % pomaga potrditi, da meritve ustrezajo vašim namenom, preden datoteko pošljete.
Uporabljate študentsko programske opreme? Ne skrbite – vodni žigi »študentska različica«, ki se pojavijo v datotekah iz programov, kot je SolidWorks, običajno ignorirajo sistemi za izdelavo. Vendar morajo biti vsi aktivni besedilni okviri pretvorjeni v oblike. V Illustratorju to pomeni »pretvorbo v orise«. V CAD programih poiščite ukaze, kot so »razstavi« ali »razširi«.
Ključna pravila za čiste reze
Natančnost laserskega rezkanja zelo odvisna od razumevanja fizičnih omejitev postopka. Tudi najnaprednejši CNC stroj z laserskim rezkanjem ima omejitve – in oblikovanje znotraj teh parametrov zagotavlja, da bodo vaši deli izdelani točno tako, kot ste si zamislili.
Dovoljenje za širino reza
Ko laser reže kovino, izpari tanek trak materiala, imenovan kerf. Ta širina običajno meri od 0,1 mm do 0,5 mm, odvisno od debeline materiala, vrste lasera in nastavitev moči. Zakaj je to pomembno? Če oblikujete dele, ki se tesno prilegajo, ali natančne sestave, morate pri dimenzijah upoštevati odstranitev tega materiala.
Najmanjše velikosti elementov
Ti zapleteni podrobnosti v vašem dizajnu morda izgledajo popolne na zaslonu—ampak lastnosti, ki so preveč majhne, preprosto ni mogoče pravilno izrezati . Splošna navodila vključujejo:
- Minimalni premer luknje: Ponavadi enak ali večji od debeline materiala
- Minimalna širina reže: Navadno 1,5-krat debelina materiala
- Minimalna višina besedila: Pogosto 3 mm ali več za berljivost
- Minimalna širina pregrada (material med rezovi): Splošno ustreza debelini materiala
Zahteve za radij vogalov
Laserne žarke imajo fizično širino, kar pomeni, da popolnoma ostrega notranjega kota ni mogoče doseči. Notranji koti bodo naravno imeli majhen radij, ki je približno enak polovici širine reza. Za dele, kritične glede napetosti, dejansko izboljša strukturno celovitost dodajanje namernih radijev kotov (0,5 mm–1 mm), saj tako odpravimo koncentracije napetosti.
Razmik med rezovi
Če so rezi postavljeni preblizu skupaj, pride do nabiranja toplote, kar lahko povzroči upogibanje tankih delov ali poslabša kakovost roba. Ohranite razmik med vzporednimi rezi vsaj 1,5-kratnik debeline materiala – večji razmik upoštevajte pri aplikacijah, občutljivih na toploto.
Specifikacije toleranc
Kakšne natančnosti si lahko realno pričakuje? Standardne laserske CNC operacije običajno dosegajo tolerance ±0,1 mm do ±0,2 mm. Za aplikacije, ki zahtevajo ožje specifikacije, najprej posvetujte svoje zahteve – doseganje tolerance ±0,05 mm morda zahteva specializirane postopke ali dodatno obdelavo, kar vpliva na stroške in čas izdelave.
Kontrolni seznam priprave datotek
Preden oddate svoj dizajn, sledite temu korak po korak potrjevalnemu postopku, da se izognete pogostim napakam, ki zakasnijo proizvodnjo:
- Vse besedilo pretvorite v orise ali oblike —postavite kazalko na elemente besedila, da preverite, ali še niso urejajo kot besedilo
- Preverite mere v merilu 100 % —natisnite svoj dizajn ali uporabite orodja za merjenje v programu, da potrdite natančnost
- Preverite prisotnost podvojenih ali se prekrivajočih črt —to povzroči, da laser rezal isto pot dvakrat, kar zapravlja čas in lahko poškoduje robove
- Odstranite vse skrite plasti in konstrukcijsko geometrijo —vključite samo elemente, ki jih želite odrezati
- Preverite, ali so vse oblike zaprti tir —odprti tiri povzročajo zmedo glede tega, katere površine naj se prerežejo in katere naj se prezrejo
- Preverite, ali minimalne velikosti elementov ustrezajo zahtevom materiala —preverite luknje, utori in besedilo glede na izbrano debelino
- Upoštevajte širino reza pri točno sestavljenih delih —prilagodite dimenzije, če zahtevajo medsebojno povezane dele natančna prileganja
- Potrdite, da so ohranjene izrezi ustrezno povezani —notranji deli, ki niso povezani s glavnim dizajnom, bodo padli ven in izgubljeni
- Shranite v sprejetem vektorskem formatu —DXF zagotavlja najbolj univerzalno združljivost
- Vključite referenčno risbo z dimenzijami, če so tolerance kritične —pomaga izvajalcem razumeti vaše zahteve glede natančnosti
Kako se zapletenost dizajna odraža na stroških? Vsak prebod (kjer laser začne nov rez) in vsaka sprememba smeri podaljšata čas rezanja. Preprost pravokotnik s štirimi vogali se prereže hitreje kot ukrivljena dekorativna vzorca s stotinama zapletenih krivulj. Ko je pomembno prihraniti, premislite, ali poenostavljeni dizajni lahko dosežejo vaše funkcionalne cilje – ali pa estetska vrednost upravičuje dodatni čas rezanja.
Sledenje tem smernicam ne preprečuje le zamud – hkrati izdelovalcem pokaže, da razumete postopek. Delavnice cenijo dobro pripravljene datoteke, in ta dobrosrčnost se lahko odraža v boljši komunikaciji, hitrejših ponudbah in gladkem poteku projekta. Ko imate svoje projektne datoteke ustrezno pripravljene, ste pripravljeni oceniti, kako se ta tehnologija ujema z alternativnimi metodami rezkanja.
Laserjevo rezanje v primerjavi z alternativnimi metodami
Torej veste, da prilagojeno lasersko kovanje kovin omogoča natančnost – vendar je vedno prava izbira? Tukaj je nekaj, kar vam mnogi izdelovalci ne bodo dobrovoljno povedali: glede na zahteve vašega projekta bi vam lahko dejansko bolj koristile alternative tehnologije. Izbira napačne metode rezkanja vas lahko stane tisoče nepotrebnih stroškov ali poslabša kakovost del. Razumevanje, kdaj posamezna tehnologija odličuje, vam omogoča nadzor nad to odločitvijo.
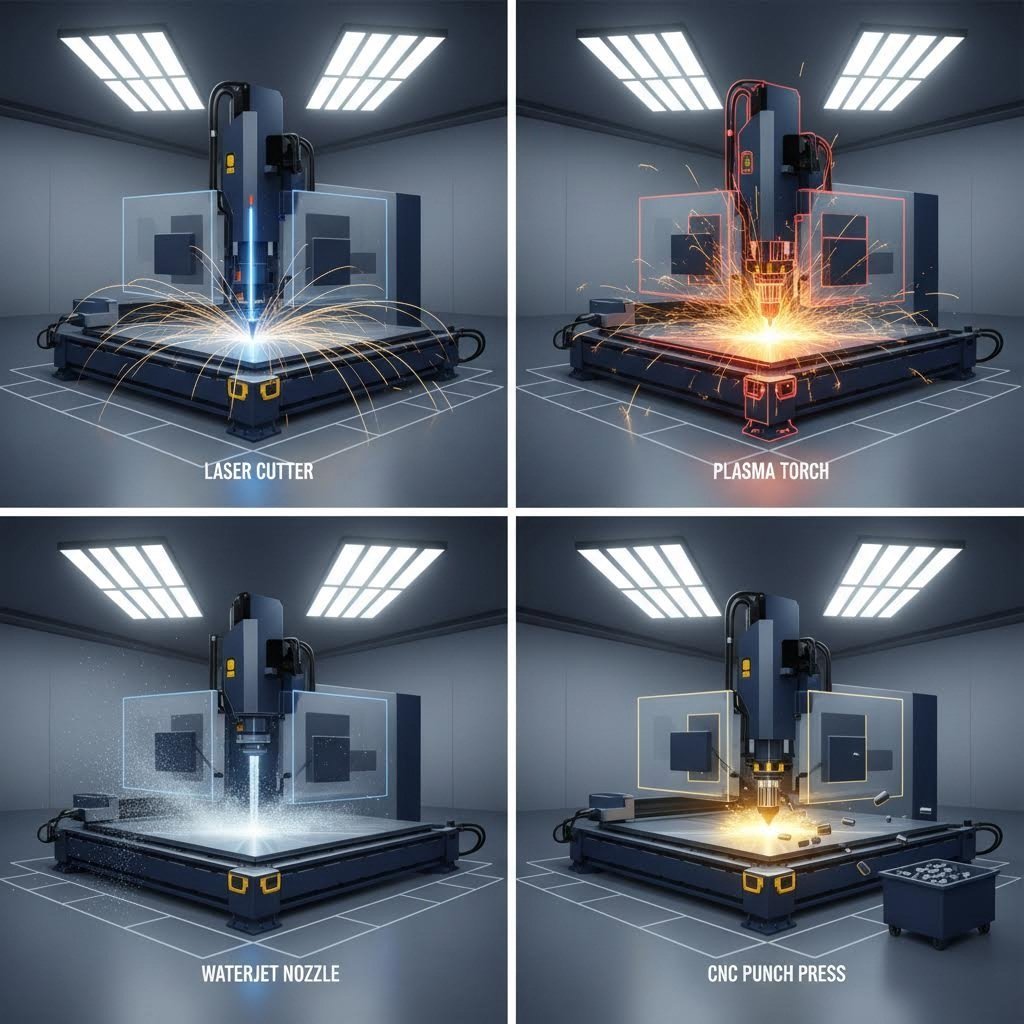
Štiri osnovne tehnologije prevladujejo pri iskanju obdelave kovin: lasersko rezanje, vodni curek, plazemsko rezanje in CNC kovanje. Vsaka ima svoje značilne prednosti, izbira »najboljše« možnosti pa popolnoma odvisna od vrste materiala, debeline, zahtevane natančnosti in proračuna. Poglejmo, kdaj je primerna katera ter kdaj je treba poiskati druge rešitve.
Kdaj lasersko rezanje prekaša alternative
CNC lasersko rezanje se najbolje izkaže pri tankih do srednje debelih materialih, ki zahtevajo zapletene podrobnosti ali tesne tolerance. Če projekt zahteva čiste robove, majhne luknje ali kompleksne geometrije, laserska tehnologija ponuja najboljše rezultate.
Po preizkušanje v industriji na več tehnologijah , lasersko rezanje ponuja ključne prednosti:
- Izjemna natančnost: Dosegljive tolerance ±0,1 mm na ustrezni materialih
- Izjemna kakovost robov: Čisti rezi, ki pogosto ne zahtevajo dodatne dokončne obdelave
- Hitra obdelava: Hitro rezanje materialov do debeline 20–25 mm
- Minimalna širina reza: Manj odpadkov materiala v primerjavi s plazmo ali vodnim curkom
- Možnost zapletenih oblik: Majhne luknje, ostre vogale in podrobne vzorce izvede z veliko natančnostjo
Natančne aplikacije za rezkanje kovin, kot so ohišja za elektroniko, sestavni deli medicinskih naprav in dekorativni arhitekturni plošči, ponavadi uporabljajo lasersko tehnologijo. Ko morajo biti sestavni deli natančno prilegajoči ali imeti fine podrobnosti, laser za rezkanje jekla in drugih kovin ponuja najpogosteje najboljšo vrednost.
Laserjsko rezkanje pa ima omejitve. Zelo debeli materiali (nad 25 mm za večino sistemov), z občutkom na toploto nastali zlitini in nekovinski materiali morda zahtevajo alternativne pristope. Razumevanje teh meja pomaga izogniti frustrirajočim pogovorom s proizvajalci, ki ne morejo izpolniti vaših potreb.
Izbira med termalnim in netermalnim rezkanjem
Tukaj je razlikovanje, ki vpliva tako na kakovost delov kot na izbiro materiala: lasersko in plazemsko rezkanje sta termalni postopka, medtem ko vodni curek za rezkanje ne uporablja toplote sploh. Ta temeljna razlika določa, katera tehnologija ustreza določenim aplikacijam.
Plazemsko rezkanje: Specialist za debele kovine
Ko iščete plazemsko rezkanje v bližini mene ali storitev plazemskega rezanja v bližini, običajno delate s trdimi prevodnimi kovinami, kjer sta hitrost in stroški pomembnejši od izjemne natančnosti. Plazemski rezalniki uporabljajo električni lok in stisnjen plin za učinkovito taljenje jekla, aluminija in bakra.
Plazemsko rezkanje prevlada pri delu z:
- Jeklenimi ploščami debelimi več kot ½" (12 mm)
- Izdelavami konstrukcijskega jekla
- Proizvodnja težke opreme
- Uporabami, kjer je dopustna rahla hrapavost roba
Stroškovna prednost je znatna – plazemski sistemi stanejo okoli 90.000 $ v primerjavi s 195.000 $ za primerljivo opremo za rezkanje z vodnim curkom. Za delavnice, ki se osredotočajo na debelo jeklo in aluminij, plazemsko rezkanje pogosto ponuja najboljši donos naložbe.
Rezkanje z vodnim curkom: brez toplote, največja univerzalnost
Rezkanje z vodnim curkom uporablja visokotlačno vodo, mešano s struskami, za rezkanje skoraj vsakega materiala brez toplotnih učinkov. Ta postopek hladnega rezanja popolnoma odpravi upogibanje, zakalenje in cone, vplivane s toploto.
Izberite vodni curek, kadar vaš projekt vključuje:
- Toplotno občutljivi materiali, ki bi se pri toplotnem rezanju ukrivili ali zakaluščili
- Debeli materiali, ki presegajo zmogljivosti laserja (do več palcev)
- Nekovinski materiali, kot so kamen, steklo ali kompoziti
- Aplikacije, ki zahtevajo popolnoma brez toplotnih deformacij
Trg vodnih curkov hitro raste in naj bi do leta 2034 dosegel več kot 2,39 milijarde dolarjev, kar je posledica povpraševanja po rezanju brez toplote v letalski, medicinski in natančni proizvodnji.
CNC žiganje: Velike količine enostavnih oblik
Pri projektih, ki zahtevajo tisoče identičnih delov z relativno enostavnimi geometrijami – mislimo na pritrdilne odprtine, rešetke ali osnovne izreze – CNC žiganje pogosto premaga lasersko rezanje glede stroškov. Žigalni stroji uporabljajo oblikovane orodja za hitro žiganje skozi pločevino, zaradi česar so idealni za proizvodnjo velikih serij, kjer se lahko stroški nastavitve porazdelijo na veliko število delov.
CNC žiganje odlično opravlja, kadar:
- Potrebujete zelo velike količine identičnih delov
- Oblike ustrezajo razpoložljivim kompletom orodij (krogi, pravokotniki, standardni vzorci)
- Debelina materiala spada v obseg probijanja (običajno do 6 mm)
- Hitrost in strošek na kos sta pomembnejša kot sposobnost izdelave zapletenih podrobnosti
| Faktor | Laserjeva rezovanja | Plazmensko rezanje | Vodnjakovsko rezanje | Cnc punching |
|---|---|---|---|---|
| Natančnost | ±0,1 mm (odlično) | ±0,5–1 mm (zmerno) | ±0,1–0,2 mm (zelo dobro) | ±0,1 mm (dobro) |
| Debelina materiala | Do 25 mm tipično | Do 150 mm+ | Do 200 mm+ | Do 6 mm tipično |
| Kakovost roba | Odlična, minimalna dokončna obdelava | Gršje, morda potrebuje brušenje | Gladko, možen nekoliko stožčast prehod | Čisto, možen nekolikšen prekriv |
| Toplotno vplivna cona | Majhna, a prisotna | Večji, pomemben | Brez (hladni postopek) | Brez (mehansko) |
| Najbolj Prilostovit Za | Natančni deli, tanko–srednje debel kovinski material | Debel jeklen, projekti z omejenim proračunom | Toplotno občutljivi materiali, debele rezi | Visokovolumski preprosti profili |
| Relativna cena | Umeren | Nižji pri debelih materialih | Višji (počasnejši proces) | Najnižji pri visokih količinah |
Vzeli odločitev
Zastavite si naslednja vprašanja pri izbiri tehnologije rezkanja:
- Kako debelo je vaše material? Pod 20 mm prednost daje laser; nad 25 mm kaže na plazmo ali vodni curek
- Kako natančne morajo biti rezi? Tehnične tolerance ugodujejo laserju ali vodnemu curku
- Ali je toplota pomembna? Aplikacije, občutljive na toploto, zahtevajo vodni curek
- Kakšna je vaša količina? Pri velikih količinah preprostih oblik se lahko izplača CNC žigosanje
- Kakšen je vaš proračun? Plazma ponuja cenovne prednosti pri debelih jeklenih pločevinah; laser pa omogoča večjo natančnost pri delu
Številni uspešni obrti za obdelavo pločevine uporabljajo več različnih tehnologij, saj nobena posamezna metoda ne reši vseh aplikacij optimalno. Pri ocenjevanju ponudb se ne oklevajte vprašati, ali priporočena tehnologija res ustreza vašemu projektu – ali bi morda alternativa prinesla boljše rezultate. Razumevanje teh kompromisov vas spremeni iz pasivnega kupca v informiranega partnerja v procesu obdelave.
Pojasnjene stroškovne dejavnike in cenovne spremenljivke
Tukaj je neprijetna resnica, ki jo večina izdelovalcev na začetku ne bo razložilo: ponudba za lasersko rezkanje ni naključna – temveč je izračunana po natančni formuli, ki upošteva spremenljivke, za katere verjetno niste vedeli, da obstajajo. Razumevanje teh dejavnikov stroškov ne zadošča le radovednosti; omogoča vam optimizacijo konstrukcije, zmanjšanje stroškov in postavljanje informiranih vprašanj, ki kažejo, da niste lahek cilj za precenjevanje.
Največje zablode? Predpostavka, da se stroški predvsem ujemajo s površino materiala. V resnici je čas obratovanja naprave najpomembnejši dejavnik, ki določa vaše stroške pri rezkanju kovin po meri. Preprost pravokotnik in okrasna dekorativna plošča, izrezkana iz identičnih plošč, lahko imata zelo različni ceni – včasih celo petkrat ali več različno.
Razumevanje spremenljivk v ponudbi in dejavnikov cen
Vsak predračun za lasersko rezkanje temelji na osnovnem izračunu: Končna cena = (Stroški materiala + Spremenljivi stroški + Fiksni stroški) × (1 + Dobričinski prispevek). Poglejmo, kaj posamezna sestavina pomeni za vaš denarnik.
Stroški na gradivo vključujejo ne le surovi kovinski material, ki ga kupujete, temveč tudi odpadke, ki nastanejo med rezkanjem. Ko naročite kovine po meri, morajo trgovine upoštevati celotno ceno pločevine, tudi če vaši deli zasedejo le 60 % površine. Učinkovito postavljanje delov—strategično razporejanje delov na pločevini—direktno zmanjša to merilo odpadkov.
Variabilni stroški predstavljajo stroške obratovalnega časa, pomnožene z urokom trgovine. Glede na podatki industrije se običajni uroki za laserske rezalnike gibljejo med 60 in 120 USD, odvisno od zmogljivosti opreme in moči. Vaša konstrukcija določa, koliko minut ali ur bo stroj deloval.
Fiksni stroški pokrivajo obratovalske režije—najem, vzdrževanje opreme, programske licence in administrativne stroške—razmeroma porazdeljene na vaš projekt.
Tu so glavni dejavniki stroškov, razvrščeni glede na njihov tipičen vpliv na končno ponudbo:
- Debelina materiala: Najpomembnejša spremenljivka. Podvojitev debeline lahko podvoji čas rezkanja, saj mora laser precej upočasniti, da popolnoma prebije material
- Kompleksnost oblikovanja: Zapleteni vzorci z mnogimi krivuljami in spremembami smeri prisilijo stroj, da upočasni delovanje, kar podaljša čas obdelave
- Število prebodov: Vsakič, ko laser začne nov rez, mora najprej prebiti material. Načrtovanje s 100 majhnimi luknjami stane več kot en sam večji izrez zaradi kumulativnega časa prebadanja
- Vrsta in kakovost materiala: Aluminij visoke kakovosti ali nerjavno jeklo sta dražja od mehkega jekla – tako zaradi višje cene surovin kot včasih tudi zaradi daljšega časa obdelave
- Količina naročila: Stroški nastavitve, razpršeni na več kosov, pomenijo nižjo ceno na kos
- Zahteve za dokončno obdelavo: Dodatne operacije, kot so upogibanje, odstranjevanje ostrin ali prahno barvanje, dodajo stroške dela in obdelave
Kako zapletenost načrta vpliva na vaš proračun
Predstavljajte si dva dela: preprost kvadrat 6" × 6" in zapleten dekorativni panel z enakimi zunanjimi dimenzijami, vendar s 50 notranjimi izrezanimi odprtinami ter okrasnim rezbarijem. Oba uporabljata enak material – vendar bi lahko dekorativni panel stal petkrat več. Zakaj?
Dolžino reza: Skupna linearna razdalja, ki jo laser prepotuje, je neposredno povezana s časom. Daljše poti pomenijo višje stroške. Pri dekorativnem panelu bi se lahko zahtevalo 10 čevljev rezanja v primerjavi s 2 čevljema pri preprostem kvadratu.
Prelomni postopki: Vsaka notranja izrezana odprtina zahteva, da laser prebode material, preden začne rezati. Načrt z velikim številom prebojev lahko stane več kot tisti z eno veliko odprtino le zaradi skupnega časa prebadanja – tudi če je skupna dolžina reza podobna.
Spremembe hitrosti: Zapletene geometrije s tesnimi krivuljami in ostrimi vogali prisiljujejo rezalno glavo k nenehnemu zaviranju in pospeševanju. Premočrtni rez je hitrejši od niza zapletenih krivulj, ker naprava ohranja višjo povprečno hitrost pri preprostih poteh.
Tolerance: Določitev ožjih tolerance kot je funkcionalno potrebno, je skrit gonilnik stroškov. Za ohranjanje zelo natančnih mer morajo stroji delovati počasneje in pod bolj nadzorovanimi pogoji. Preden zahtevate tolerance ±0,05 mm, se vprašajte, ali bi za vašo uporabo dejansko zadostovala toleranca ±0,2 mm.
Količina in gospodarnost obsega
Pripravljalni stroški predstavljajo enkratne stroške – nalaganje materiala, kalibracijo stroja, pripravo datoteke – ki se razdelijo različno glede na velikost naročila. Naročite 10 delov, in ta 50 dolarjev pripravljalnega stroška pomeni dodatnih 5 dolarjev na kos. Naročite 100 delov, in je le 0,50 dolarja na kos.
Po industrijska analiza , količinski popusti lahko dosežejo do 70 % pri naročilih večjih količin. Stroj se med izdelavo identičnih delov ne mora ponovno nastaviti, učinkovitost postane tudi pri urejanju rezanja materiala v večjih količinah. Če pričakujete, da boste v prihodnosti potrebovali dele, ima pogosto smisel združiti naročila.
Dodatni dejavniki stroškov
Poleg osnovnih spremenljivk obstaja več dejavnikov, ki lahko povečajo vaš ponudbeni predračun:
- Pospešena proizvodnja: Naročila z zahtevanimi roki izvedbe prisilijo delavnice, da preuredijo urnik in morda zahtevajo nadurno delo – pričakujte višje cene
- Priprava datotek: Predložitev datotek s napakami (podvojene črte, odprti konturi, manjkajoče mere) pomeni, da morajo tehniki odpraviti težave pred rezanjem, pogosto ob dodatnih stroških
- Posebni materiali: Rezanje kovine na želene velikosti iz posebnih zlitin, ki jih delavnica nima na zalogi, lahko povzroči dodatne stroške naročanja materiala
- Dostava in logistika: Težke ali krhke komponente zahtevajo poseben ravnanje in pakiranje
Praktična ocena proračuna
Čeprav se točne stroške laserskega rezanja razlikujejo glede na ponudnika, lahko razvijete smiselne ocene tako, da upoštevate naslednje odnose: Preprosti dizajni v tankem mehkim jeklu predstavljajo vašo osnovno ceno. Vsak dodaten dejavnik zapletenosti – debelejši material, zapleteni vzorci, refleksivne kovine, tesnejše tolerance – pomnoži to osnovno ceno. Zahteva ponudb od več ponudnikov pomaga uskladiti vaša pričakovanja za določene vrste projektov.
Najpametnejši pristop? Preden dokončate načrte, povprašajte potencialne izdelovalce, katere spremembe bi najbolj zmanjšale vaše stroške. Včasih lahko manjše prilagoditve oblikovanja – dodajanje zaokrožitev vogalov, združevanje majhnih lukenj v reže ali sprejetje nekoliko ohlapnejših toleranc – zmanjšajo ponudbe za 20–30 %, ne da bi ogrozile funkcionalnost. Opredmeteni s tem znanjem o stroških, ste pripravljeni razumeti, kako se ti natančno odrezani deli uporabljajo v resničnih aplikacijah po različnih panogah.
Splošne uporabe v industriji
Ko sedaj razumete stroške – kje točno se ta natančna rezka dejansko uporablja? Tukaj je nekaj, kar vas morda preseneča: prilagojeno lasersko rezkanje kovin sega skoraj v vsako panogo, ki si jo lahko predstavljate. Od avtomobila, ki ga vozite, do telefona v vaši torbici – lasersko rezkane komponente so na očeh, a jih ne vidimo. Razumevanje teh aplikacij vam pomaga ugotoviti, ali ta tehnologija ustreza posebnim potrebam vašega projekta – in vam daje kontekst, zakaj določene industrije prevladujejo na področju izdelave.
Po industrijska analiza , prilagojeno lasersko rezanje kovin ponuja natančnost, hitrost in vsestranskost, ki zadostijo zahtevam najinovativnejših sektorjev danes. Poglejmo, kje se dejansko uporabljajo laserjem režani kosi iz kovine – in kaj to pomeni za vaš projekt.
Uporaba avtomobilskih in industrijskih komponent
Ko odprete motorja svojega avtomobila, vidite desetice komponent, izrezanih z laserjem. Avtomobilski sektor se močno zanaša na industrijsko lasersko rezanje za vse, od nosilnih okvirjev do delov gorivnega sistema. Zakaj? Ker je natančnost ključna, kadar morajo sestavni deli popolnoma tesno sedeti skupaj pri ekstremnih pogojih.
Avtomobilski aplikaciji:
- Komponente podvozja: Konstrukcijske plošče, okrepitevni nosilci in elementi ogrodja, izrezani po točnih specifikacijah
- Sestavi izpušnega sistema: Toplotne pregrade, elementi zbiralnika in prilagojeni koničasti deli izpuha, ki zahtevajo natančno prileganje
- Delov električnih vozil: Ohišja baterij, nosilci motorja in sestavni deli hladilnega sistema
- Notranji elementi: Nosilci instrumentne plošče, okviri sedežev in plošče za montažo opremnih delov
- Suspension parts: Delovni elementi vodil, montažni nosilci in prilagojeni nadgradnji za zmogljivost
V avtomobilski industriji omogoča prilagojeno lasersko rezanje kovin proizvajalcem povečanje proizvodnje ob ohranjanju stalne kakovosti, zmanjšanju odpadkov in izboljšanju učinkovitosti. To ga naredi idealnim za serijo ter tudi za prilagodljive nadomestne dele.
Industrijska oprema in stroji:
Težka mehanizacija in industrijska oprema zahtevata trdne, natančne dele, ki zanesljivo delujejo v zahtevnih pogojih. Laserska obdelava omogoča proizvajalcem izdelavo:
- Glede in fitingi: Natančni sestavni deli za sisteme prenosa moči
- Ohišja strojev: Ohišja in varovala za zaščito notranjih mehanizmov
- Nosiči: Konstrukcijski elementi za pozicioniranje motorjev, senzorjev in kontrolnih sistemov
- Komponente transporterja: Nosilci, vodila in nosilne konstrukcije za rokovanje s materialom
- Kmetijska oprema: Trdni deli za traktorje, žetelice in sisteme za namakanje, ki so izpostavljeni ekstremnim pogojem
Ponovljivost lasersko rezanega kovinskega lista zagotavlja, da se nadomestni deli popolnoma ujemajo s prvotnimi – kar je ključno, kadar stane vsaka ura nedelovanja opreme tisoče evrov.
Arhitekturni, signalni in dekorativni projekti
Ali ste že kdaj šli mimo stavbe z zapletenimi ploščami iz kovinskih fasad ali sijajnimi dekorativnimi ograji? Verjetno so ti elementi prišli iz laserskega rezalnika pločevine. Arhitekti in oblikovalci vse pogosteje uporabljajo lasersko rezanje za projekte, kjer se estetika in natančnost srečata.
Arhitektura in gradbeništvo:
- Dekorativne kovinske plošče: Fasadni elementi z geometrijskimi vzorci, organskimi dizajni ali prilagojenimi umetninskimi deli
- Strojniški komponenti: Jekleni nosilci, spojke in prilagojeni fitingi, ki ustrezajo točnim specifikacijam
- Ograje in vrata: Okrašene ograje in varnostni elementi, ki združujejo funkcionalnost z vizualnim učinkom
- Osvetlitvene naprave: Prilagojeni reflektorji, obešalke za svetilke in difuzorske plošče
- Pregrade za prostore: Perforirane zaslone in plošče za zasebnost z zapletenimi izrezanimi vzorci
Laserjevanje omogoča čiste, ostre črte, ki dajo nov življenjski slog inovativnim oblikam, ne glede na to, ali gre za estetske ali funkcionalne namene. Ta zmogljivost je spremenila vse, kar je mogoče doseči v sodobni arhitekturi.
Oznake in blagovne znamke:
Obisk vsakega poslovnega središča razkrije prisotnost laserjem rezanih kovinskih pločevin – od pogumnih okrasnih oznak trgovin do subtilnih sistemov usmerjanja. Možnosti laserjnega rezanja in graviranja omogočajo:
- Pisave kanalskih črk: Natančno rezani aluminij in nerjaveč jeklo za osvetljene znake
- Prostorski logotipi: Blagovne znamke z čistimi robovi, ki ujamejo svetlobo in senco
- Sistemi usmerjanja: Smerokazi za bolnišnice, letališča in poslovne komplekse
- Spominske plošče: Podrobna besedila in prikazi za spominske naprave
- Prikazi na sejmih: Prenosni promocijski elementi, ki zahtevajo vizualni učinek
Umetnost in ustvarjalne uporabe:
Umjetniki in oblikovalci izkoriščajo laserje za rezanje pločevine, da ustvarijo predmete, ki bi jih bilo nemogoče ali preveč časovno zahtevno narediti s tradicionalnimi metodami izdelave. Od galerijskih skulptur do nakita po meri, tehnologija odpira nove ustvarjalne možnosti:
- Kovinske skulpture: Velikoploščnate umetniške namestitve z zapletenimi negativnimi prostori
- Komponente za nakit: Podrobni vzorci iz zlata, srebra in mesinga
- Dekoriranje doma: Okrasna umetnost za stene, svečniki in dekorativni predmeti
- Glasbila: Prilagojeni sestavni deli in dekorativni elementi
Elektronika, tehnologija in razvoj prototipov
Ko elektronika postaja manjša in bolj zapletena, proizvajalci zanašajo na lasersko rezkanje za doseganje natančnih tolerance, ki so potrebne. Ta sektor predstavlja eno najhitreje rastočih uporab točnostne laserske obdelave.
Elektronika in tehnologija:
- Toplotni ponori: Natančno izrezani aluminijasti rebri za maksimalno toplotno razprševanje
- Nosiči: Nosilci tiskanih vezij in elementi za pozicioniranje sestavnih delov
- Ohišja: Zaščitni ohišja za občutljivo elektroniko, ki zahtevajo točne vzorce prezračevanja
- Zaščitni deli: EMI/RFI oklepi za blokado elektromagnetnih motenj
- Telekomunikacijska infrastruktura: Sestavni deli za infrastrukturo 5G, ki zahtevajo natančnost in trdnost
Metoda rezanja brez stika zagotavlja, da občutljivi sestavni deli med izdelavo ostanejo nedotaknjeni – kar je kritično pri delu z tankimi materiali in tesnimi tolerance.
Razvoj prototipov in hitro ponavljanje:
Morda ravno pri razvoju prototipov lasersko rezanje omogoča največjo vrednost. Predstavljajte si, da morate preizkusiti pet različnih konstrukcij nosilcev, preden se odločite za orodje za proizvodnjo. Pri tradicionalnih metodah izdelave bi lahko za vsako ponovitev potrebovali tedne in tisoče dolarjev. Z laserskim rezanjem lahko:
- Hkrati preizkusite več konstrukcij: Izrežete pet različic v enem samem ciklusu proizvodnje
- Hitro ponavljajte: Prejmete dele v nekaj dneh namesto v tednih, ocenite njihovo zmogljivost in izboljšujte konstrukcije
- Zmanjšajte stroške orodij: Ni potrebe po kalupih ali oprijemalih – preprosto posodobite svojo datoteko CAD
- Brez težav povečujte zmogljivost: Premik od prototipa do proizvodnje z uporabo iste tehnologije
- Zmanjšanje tveganja pri razvoju: Preverjanje načrtov z fizičnimi deli pred dodelitvijo virov
Ta sposobnost hitre iteracije je spremenila cikle razvoja izdelkov v različnih panogah. Inženirji lahko preverijo ujemajočost, obliko in funkcionalnost z resničnimi kovinskimi deli – ne le z 3D modeli – pred investicijo v infrastrukturo za masovno proizvodnjo.
Dodatne industrijske uporabe:
- Letalska in vesoljska industrija: Lahki vzmetni nosilci, konstrukcijske plošče in ohišja iz aluminija in titanovega litja
- Medicinska oprema: Kirurški instrumenti, sestavni deli za implantate in deli diagnostične opreme
- Obnovljiva energija: Okvirji za sončne module, držalniki za vetrne turbine in ohišja za baterijske sisteme
- Obramba: Sestavni deli vozil, komunikacijski sistemi in zaščitna oprema
- Hrana in pijača: Stroji za obdelavo nerjavnega jekla in sestavni deli za pakirno opremo
Ali vaš projekt spada v eno od teh kategorij? Če delate na čemerkoli, kar zahteva natančne kovinske komponente – bodisi funkcionalne nosilce ali dekorativne plošče – verjetno ponuja laserjevan prednosti pred alternativnimi metodami. Ključ je uskladiti možnosti tehnologije s konkretnimi zahtevami. Glede na širok spekter uporabe, od umetniške izražanja do kritičnih varnostnih komponent, razumevanje tega, kam vaš projekt spada, vam pomaga učinkovito komunicirati s proizvajalci in določiti ustrezna pričakovanja glede kakovosti, časovnega razporeda in stroškov.
Možnosti dodatne obdelave in dokončne obdelave
Imate rezane dele, izdelane z laserjem—kaj zdaj? Tu je nekaj, kar jih izdelovalci redko pojasnijo že na začetku: postopek rezanja je pogosto le začetek. Odvisno od vaše uporabe lahko ti sveže prerezani deli potrebujejo sekundarne operacije, obdelave površin ali zaščitne prevleke, preden so res končani. Razumevanje teh možnosti dokončne obdelave vam pomaga že na začetku določiti popolne zahteve, s čimer se izognete zamudam in nepričakovanim stroškom pozneje.
Povezava med kakovostjo laserskega rezanja pločevine in zahtevami za dokončno obdelavo je preprosta: boljša kakovost roba iz lasera pomeni manj pripravljalnega dela pred dokončno obdelavo. Vendar tudi najbolj čisti robovi, prerezani z laserjem, morda potrebujejo dodatno pozornost, odvisno od vaše uporabe. Oglejmo si, kaj se dogaja po tem, ko laserski rezalnik pločevine zaključi svoje delo.
Sekundarne operacije in oblikovanje kovin
Ploski deli so le izhodišče za mnoge projekte. Rezanje pločevine z laserjem in nato upinanje pogosto gredo skupaj, saj spremenijo dvodimenzionalne izreze v tridimenzionalne sestave. Razumevanje teh dodatnih operacij pomaga pri načrtovanju celotnega proizvodnega zaporedja.
Igibanje in oblikovanje
Večina individualno izrezanih projektov iz pločevine zahteva določeno stopnjo oblikovanja. Presovalke prepognejo ploske plošče v kotne profile, žlebove in kompleksne geometrije. Pri načrtovanju upinanja je treba upoštevati, da mora biti raven laserjem izrezan vzorec prilagojen raztezanju materiala ob črtah upina – ta pojav imenujemo dovoljenje za upin. Izkušeni izdelovalci lahko svetujejo glede optimalnega polmera upina in zaporedja upinjanja.
Svarjenje in montiranje
Več laserjem izrezanih komponent se pogosto združi s varjenjem. Čisti robovi, ki jih omogoča lasersko rezanje pločevine, se navadno odlično zvarijo in zahtevajo minimalno predpripravo. Če bodo vaši deli zvarjeni, pa upoštevajte, kako vplivajo območja varjenja na končne mere in ali je dopustno brušenje po varjenju.
Odstranjevanje ostrin in dokončanje robov
Tudi rezanje z visokokakovostnim laserjem lahko pusti manjše nepravilnosti. Glede na strokovnjaki iz industrije , odstranjevanje žlebov odstrani brazgotine, žlebove in manjše napake, ki ostanejo po proizvodnem procesu, ter pripravi dele za kasnejše barvanje ali anodiranje. Pogoste metode odstranjevanja žlebov vključujejo:
- Linearno odstranjevanje debel: Česanje ene strani za izglađevanje brazgotin in odstranjevanje kapljičnega odlitka – pogosto brezplačno ponujeno pri kakovostnih izdelovalcih
- Tumbling: Vibracijsko dokončanje za manjše dele, ki zagotavlja enotno obdelavo robov na vseh površinah
- Ročno odstranjevanje žlebčkov: Ročno dokončanje za dele, ki zahtevajo posebno pozornost, ali so preveliki za avtomatizirane postopke
Imejte v mislih, da čeprav odstranjevanje žlebov in valjanje izgladita ostre robove, vaš del ne bo videti popolnoma popoln. Za resnično končan videz boste potrebovali dodatne obdelave površin.
Dokončanje površin in zaščitni premazi
Površinske obdelave naredijo več kot le izboljšajo videz – lahko dramatično izboljšajo lastnosti materiala. Kovinske obdelave izboljšajo odpornost proti koroziji, obrabi, površinsko trdoto, prevodnost in še več. Izbira prave obdelave je odvisna od okoljske izpostavljenosti vaše uporabe, estetskih zahtev in proračuna.
Tu so glavne možnosti dokončne obdelave za pločevino, rezano z laserskim rezalnikom:
- Prahov premaz: Nanaša se elektrostatično in peče v peči; prašni premaz traja do 10-krat dlje kot barva in ne vsebuje hlapnih organskih spojin. Na voljo v različnih barvah in teksturah, vključno s matiranimi, sijajnimi in goseničastimi površinami
- Anodizacija: S elektrokemičnim postopkom ustvari trdno, odporno proti poškodbam oksidno plast na aluminiju. Omogoča odlično odpornost proti koroziji, toploti in električnim vplivom – idealno za uporabo v zunanjih prostorih ali električnih napravah
- Nadplakovanje: Nanaša kovinske prevleke, kot so cink ali niklj, na osnovne materiale. Cinkanje izboljša odpornost proti koroziji pri jeklu, niklanje pa izboljša prevodnost in videz pri bakru in jeklu
- Barvanje: Tradicionalna mokra aplikacija, primerna za številne projekte. Ustrezen pripravek površine – brušenje in čiščenje – zagotavlja prileganje barve in dolgo življenjsko dobo
- Pasivacija: Kemična obdelava, ki izboljša odpornost proti koroziji pri nerjavnem jeklu, ne da bi spremenila videz
- Čiščenje s primesmi (media blasting): Obdelava z visokim tlakom s prožnim materialom, ki očisti, izgladi ali zarabi površine v pripravi na druge zaključne obdelave
Določanje zahtev za končno obdelavo
Pri naročanju prilagojenih laserjem rezanih delov morate vnaprej jasno sporočiti svoje zahteve glede končne obdelave. Določite:
- Zahtevano vrsto in barvo končne obdelave (če je uporabno)
- Katere površine potrebujejo obdelavo (vse strani, le ena stran, določena področja)
- Zahteve glede zmogljivosti (izpostavljenost zunanjemu vplivu, stik z živili, električna izolacija)
- Dopustna odstopanja mer po končni obdelavi (prevleke dodajo debelino)
Sodelovanje z proizvajalci, ki ponujajo celovite zmogljivosti – od laserskega rezkanja prek oblikovanja, dokončne obdelave in sestave – poenostavi pot od načrta do končnega izdelka. Integrirani partnerji, ki podpirajo DFM (načrtovanje za izdelavo), lahko prepoznajo morebitne težave že v zgodnji fazi, medtem ko omogočajo hitro izdelavo prototipov za preverjanje končnih delov pred začetkom serijsko proizvodnje. Pri zahtevnih aplikacijah, kot so avtomobilski deli, iščite partnere s certifikati, kot je IATF 16949, ki prikazujejo zrelost kakovostnega sistema. Podjetja, kot so Shaoyi (Ningbo) Metal Technology prikazujejo ta integrirani pristop, saj ponujajo vse – od hitre izdelave prototipov v petih dneh do avtomatizirane masovne proizvodnje z obsežnimi možnostmi dokončne obdelave.
Ključno sporočilo? Dokončne obdelave ne obravnavajte kot dodatno misel. Te zahteve vključite že v začetne specifikacije in tako izognete dragovzročnemu predelanju ter zagotovite, da bodo vaši deli v končni uporabi delovali točno tako, kot je predvideno. Ko razumete možnosti dokončne obdelave, ste pripravljeni oceniti potencialne partnerje za izdelavo in sprejeti informirane odločitve o tem, kdo naj izdela vaše specialne komponente.
Izbira pravega partnerja za specialno lasersko rezkanje
Ovladali ste tehnologijo, razumete stroške in veste, katera dokončna obdelava vam je potrebna – a tukaj se mnogi projekti uspešno zaključijo ali pa propadejo: izbira pravega partnerja za izdelavo. Razlika med gladkim potekom projekta in frustrirajočo izkušnjo pogosto zavisi od tega, katera vprašanja postavite, preden se zavezete. Večina strank se vendarle osredotoči le na ceno in pri tem prezre dejavnike, ki končno določajo, ali bodo deli prispeli pravočasno, izpolnjevali specifikacije in delovali tako, kot je predvideno.
Iskanje kakovostnih storitev laserskega rezanja v vaši bližini zahteva več kot le hitro spletno iskanje. Najboljši ponudniki storitev laserskega rezanja kovin se izpostavljajo s svojimi zmogljivostmi, komunikacijo, certifikati in zanesljivostjo pri rokih – dejavniki, ki postanejo očitni šele, ko veste, po čem iščete.
Ključna vprašanja pred začetkom projekta
Preden stopite v stik s proizvajalci, odgovorite na ta osnovna vprašanja o vaših lastnih zahtevah. Vaši odgovori določijo, katere ponudnike dejansko lahko izpolnjujejo vaše potrebe – in kateri bodo zgolj zapravili vaš čas.
Kakšno natančnost resnično potrebujete?
To morda zveni očitno, a mnogi stranke natančnost preveč omejijo, kar nepotrebno poveča stroške. Zastavite si vprašanje: Ali bo delovalo ±0,2 mm ali vaša uporaba resnično zahteva ±0,1 mm ali še tesnejše tolerance? Storitve preciznega laserskega rezanja, sposobne izjemno tesnih toleranc, obstajajo, a tudi ustrezno naprašujejo. Uskladite svoje specifikacije toleranc z dejanskimi funkcionalnimi zahtevami – ne s predsodki ali željami.
Kakšno količino naročate?
Posamezni prototipi zahtevajo drugačne sposobnosti kot serije proizvodnje v količini 10.000 kosov. Nekatere storitve laserskega rezanja se specializirajo za nizkoobsežna, po meri izdelana dela z hitrimi roki izvedbe; druge pa so optimizirane za visokoobsežno učinkovitost. Delavnica, ki je popolnoma primerna za vaš naročilni obseg 50 kosov, bi lahko bila napačna izbira za stalne potrebe po proizvodnji.
Kakšen material in debelina?
Ne vsaka delavnica enako dobro obdeluje vse materiale. Če delate z odsevnimi kovinami, kot sta baker ali aluminij, preverite, ali ponudnik uporablja tehnologijo laserskega rezanja z vlaknastim laserjem. Za debele plošče iz jekla preverite zmogljivost njihove opreme. Glede na navodila industrije , večina ponudnikov storitev laserskega rezanja kovin na svojih spletnih straneh podrobno navaja specifikacije debelina materiala in sprejemljive vrste limenin – preverite jih pred kontaktiranjem.
Kakšen je vaš časovni okvir?
Standardni časi dobave se močno razlikujejo med ponudniki. Nekateri CNC laserski rezalni servisi dostavijo v 3-5 delovnih dneh; drugi potrebujejo 2-3 tedna. Če potrebujete nujno dobavo, preverite razpoložljivost in že vnaprej upoštevajte višje stroške. Načrtovanje vnaprej skoraj vedno prihrani denar.
Potrebujete dodatne operacije?
Če vaše dele potrebujejo upogibanje, varjenje, prahovo prevleko ali sestavljanje, vam ponudnik, ki ponuja celoten nabor storitev, olajša koordinacijo. Delavnice, ki ponujajo le rezanje, morda dostavijo hitreje pri enostavnih nalogah, vendar ustvarijo logistično zapletenost pri kompletnih sestavih.
Ocena zmogljivosti ponudnika storitev
Ko jasno določite svoje zahteve, sistematično ocenite potencialne partnerje. Ne sprejemajte samo najnižjega ponujenega cenika – najcenejša možnost redko ponuja najboljšo vrednost, kadar pride do zamud, težav z kakovostjo ali komunikacijskih napak.
Uporabite ta kontrolni seznam pri ocenjevanju storitev laserskega rezanja kovin:
- Preverite zmogljivosti opreme: Vprašajte, katero lasersko tehnologijo uporabljajo (CO2, vlaknasto ali obe) in potrdite, da njihove naprave lahko obdelujejo zahtevane vrste in debeline materiala
- Preverite certifikate kakovosti: Pri zahtevnih aplikacijah so certifikati pomembni. Certifikat IATF 16949 kaže na kakovostni sistem vodenja po standardu avtomobilske industrije – kar je močan indikator procesne discipliniranosti tudi pri projektih zunaj avtomobilske industrije
- Zahtevajte reference ali priporočila: Uveljavljene ponudnike morajo brez težav deliti povratne informacije od strank. Zahtevajte priporočila od drugih strank in preverite izkušnje obrti s projekti, podobnimi vašemu
- Oceni odzivnost komunikacije: Kako hitro odgovarjajo na povpraševanja? Ponudnik, ki traja dni, da odgovori na predprodajna vprašanja, vas bo verjetno razjezil tudi med proizvodnjo
- Potrdite čas priprave ponudbe: Profesionalne organizacije ponudbe pripravijo v 12–48 urah za standardne projekte. Daljše zamude lahko kažejo na omejene zmogljivosti ali organizacijsko neučinkovitost
- Razumite njihov postopek pregleda datotek: Kakovostni ponudniki pregledajo vaše konstrukcijske datoteke glede izdelljivosti pred rezanjem – s tem zaznajo morebitne težave že v zgodnji fazi, ne pa šele, ko se te že pojavijo
- Pojasnite kriterije za nadzor: Kakšni kakovostni preglede opravijo pred pošiljanjem? Profesionalne storitve bi morale jasno opisati svoje postopke nadzora in metode preverjanja toleranc
- Ocenite dodatne storitvene zmogljivosti: Storitve laserskega rezanja cevi, upogibanja, končne obdelave in sestave pod eno streho poenostavijo vašo dobavno verigo in zmanjšajo zapletenost koordinacije
Kdaj ima lasersko rezanje smisel – in kdaj ga nima?
Lasersko rezanje je izjemno primerno za:
- Natančne dele z ožjimi tolerancami in zapletenimi podrobnostmi
- Tanke do srednje debele materiale (običajno pod 25 mm)
- Razvoj prototipov, ki zahtevajo hitro iteracijo
- Nizke do srednje proizvodne količine z zahtevami po fleksibilnosti oblikovanja
- Delovni predmeti, ki zahtevajo čiste robove z minimalnim dodatnim obdelovanjem
Razmislite o alternativah, kadar:
- Debelina materiala presega zmogljivost laserja (plazma ali vodni curek lahko delujeta bolje)
- Območja, vplivana s toploto, niso dopustna (vodni curek odpravi termalne učinke)
- Zelo visoke količine enostavnih oblik upravičujejo ekonomsko učinkovitost CNC žiganja
- Omejitev proračuna pri debelih jeklih naredi plazmo stroškovno ugodnejšo
Kakovostni standardi, ki jih morate pričakovati
Iskanje profesionalnih storitev laserja v bližini mesta mora dati ponudnike, ki izpolnjujejo osnovne standarde kakovosti:
- Tolačna natančnost: Rezi v okviru določenih tolerance, preverjeni s pomočjo merjenja
- Kakovost roba: Čisti rezi brez prekomernega nastajanja kaplji, ostružin ali oksidacije
- Sledljivost materiala: Dokumentacija, ki potrjuje, da stopnje materialov ustrezajo specifikacijam
- Poročila o pregledu: Na voljo po zahtevi za kritične aplikacije
- Standardi pakiranja: Deli so zaščiteni pred poškodbami med prevozom
Za avtomobilsko, letalsko ali medicinsko uporabo je certifikacija obvezna. Certifikat IATF 16949 – standard kakovosti za avtomobilsko industrijo – kaže, da proizvajalec vzdržuje stroge kontrole procesov, dokumentirane postopke in prakse stalnega izboljševanja. Ponudniki, kot je Shaoyi (Ningbo) Metal Technology temu standardu primerno ustreza, saj združuje sisteme kakovosti, certificirane po IATF 16949, s praktičnimi prednostmi, kot sta hitra priprava ponudbe v 12 urah in celovita podpora DFM, ki pomaga optimizirati konstrukcije že preden se začne rezanje.
Vzamem končno odločitev
Pravi partner nudi ravnotežje med zmogljivostmi, kakovostjo, komunikacijo in stroški. Nekoliko višja ponudbena cena od odzivnega ponudnika z dokazanimi sistemi kakovosti pogosto pomeni večjo skupno vrednost kot najnižja ponudba od ponudnika, ki ima težave s komunikacijo ali doslednostjo.
Zahtevajte ponudbe od 2–3 kvalificiranih ponudnikov, primerjajte ne le cene, temveč tudi čase izdelave in vključenih storitev. Postavite pojasnjevalna vprašanja – profesionalni izdelovalci cenijo informirane stranke in bodo spoštovali vašo vestnost. Ko izberete pravega partnerja, se vaš projekt rezkanja kovin z laserjem premakne s koncepta v resničnost z zaupanjem, podprt s tehnološkim razumevanjem in okvirom odločanja, ki ste ga sedaj razvili.
Pogosto zastavljena vprašanja o rezkanju kovin po meri z laserjem
1. Kateri materiali se lahko laserjem režejo?
Rezanje z laserjem po meri obvladuje širok nabor kovin, vključno z mehko jeklo, nerjavnim jeklom, aluminijem, mesingom, bakerjem in titanom. Optični (fiber) laserji se izkazujejo pri refleksivnih kovinah, kot sta aluminij in baker, medtem ko CO2 laserji delujejo dobro pri debelejšem mehko jeklu. Možnosti debeline materiala segajo od tankih pločevin do 25 mm pri optičnih laserjih in več kot 100 mm pri visoko zmogljivih CO2 sistemih z dodatkom kisika. Na CO2 laserskih sistemih je mogoče obdelovati tudi nekovinske materiale, kot sta akril in les.
2. Koliko stane izdelava z laserskim rezanjem?
Stroški laserskega rezanja so odvisni od več dejavnikov: vrste in debeline materiala, zapletenosti oblike, števila prebojev, količine naročila ter zahtev za dokončno obdelavo. Glavni dejavnik stroškov je porabljen čas stroja, ki se običajno obračunava po urnih postavkah med 60 in 120 dolarov. Preproste oblike na tankih jeklih predstavljajo osnovne stroške, medtem ko ceno povečajo zapletene vzorce, debelejši materiali in refleksivni kovinski materiali. Pri večjih količinah so možni popusti do 70 %, saj se pripravljalni stroški porazdelijo na večje število delov.
3. Kakšna je razlika med rezkanjem s fibernim laserjem in CO2 laserjem?
Vlaknasti laserji delujejo na krajši valovni dolžini (1,064 mikrometra), kar jih naredi idealne za refleksivne kovine, kot so aluminij, mesing in baker. Ponujajo višjo energetsko učinkovitost (več kot 90 % v primerjavi s 5–10 % pri CO2), hitrejše hitrosti rezkanja pri tankih materialih ter življenjsko dobo opreme, ki presega 100.000 ur. CO2 laserji se izkazujejo pri debelejših ploščah iz mehkega jekla (10–100 mm in več) ter obdelujejo tudi nemetalne materiale. Vlaknasti laserji imajo običajno višjo začetno ceno, a na dolgi rok omogočajo nižje obratovalne stroške.
4. Katera datoteka je potrebna za lasersko rezkanje?
DXF (Drawing Exchange Format) je univerzalni standard, ki ga sprejme skoraj vsak izdelovalec. Drugi sprejeti formati vključujejo DWG, AI (Adobe Illustrator), EPS in SVG. Pred oddajo pretvorite ves besedilni vsebin v orise, odstranite podvojene ali se prekrivajoče črte, zagotovite, da so oblike zaprti tir, in preverite mere v merilu 100 %. Ustrezen pripravek datoteke prepreči zamude in zagotovi natančne dele, izrezane z laserjem.
5. Kako izbrati ponudnika storitve laserjnega rezanja?
Ocenite ponudnike glede na zmogljivosti opreme (CO2 nasproti vlaknastih laserjev), kakovostne certifikate, kot je IATF 16949 za zahtevne aplikacije, odzivnost pri komunikaciji in čas izdaje ponudbe. Strokovne storitve bi morale pregledati datoteke glede na izdelovanje, pojasniti postopke kontrole in ponuditi reference iz podobnih projektov. Razmislite, ali potrebujete sekundarne storitve, kot so likanje, dokončne površine ali sestava, vse pod eno streho, da poenostavite dobavno verigo.