 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Žiganje okvirjev avtomobilskih sedežev: proizvodne tehnologije in trendi lajšanja konstrukcij
POVZETEK
Kovanje okvirov avtomobilskih sedežev je natančen proizvodni proces, ki uporablja visoko zmogljive progresivne in prenosne kalibracije (običajno 100–1.200+ ton) za izdelavo strukturnih vozilskih komponent iz materialov z visoko trdnostjo. Ko se avtomobilska industrija premika proti električnim vozilom (EV), se glavni poudarek prestavlja na zmanjšanje teže —zamenjavo tradicionalnega jekla z naprednimi jekli z visoko trdnostjo (AHSS), aluminijem in zlitinami magnezija, da se podaljša doseg baterije, ne da bi pri tem prišlo do zmanjšanja varnosti.
Sodobna proizvodnja okvirjev sedežev ni več le oblikovanje kovin; zahteva integracijo upogibanja žic, izdelavo cevi in zapletene metode sestavljanja, kot je lasersko varjenje. Za OEM-je in dobavitelje prve ravni je uspeh odvisen od izbire pravega proizvodnega procesa – uravnoteženja hitrosti progresivnega žigosanja z učinkovitostjo prenosnih sistemov pri uporabi materiala – hkrati pa morajo slediti strogi varnostni standardi, kot sta FMVSS in IATF 16949.
Osnovne tehnologije: progresivno proti prenosnemu žigosanju
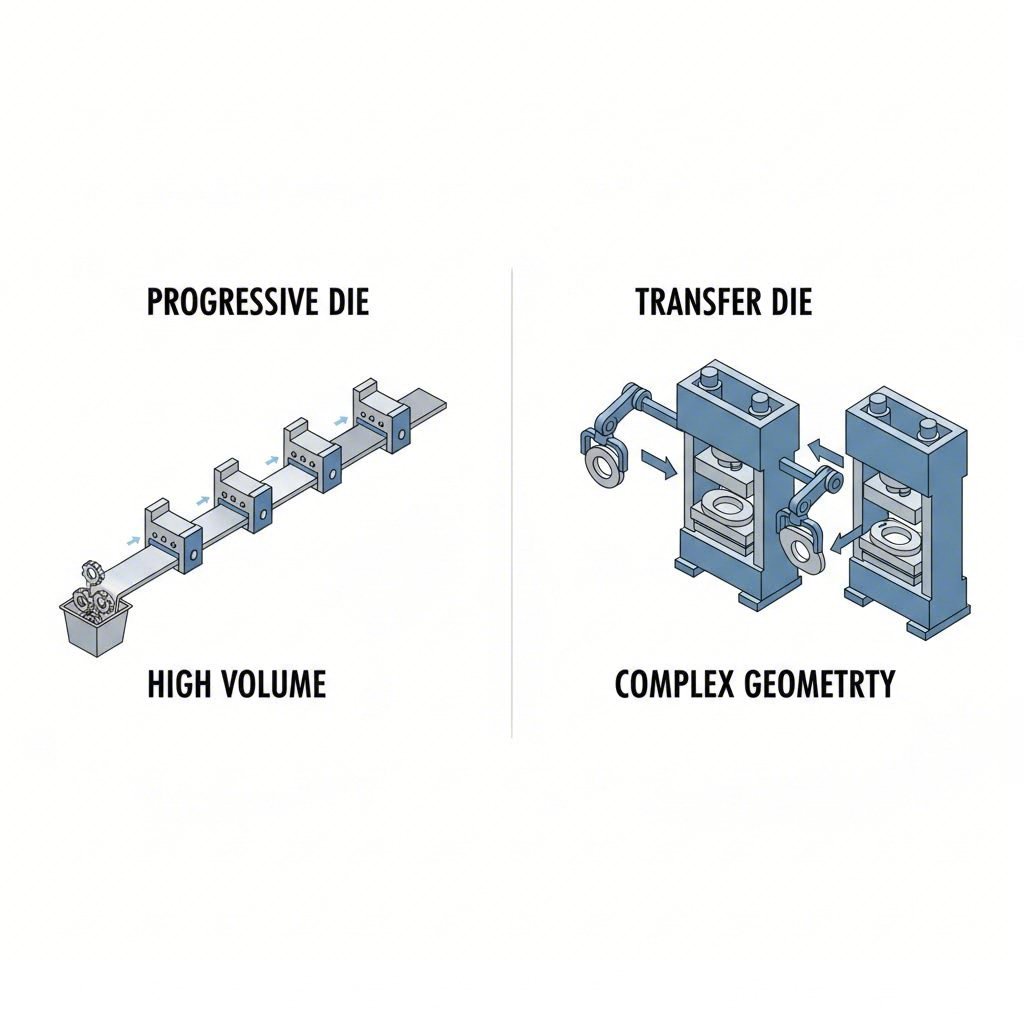
Odločitev med progresivnim in prenosnim žigosanjem je osnovna inženirska izbira pri proizvodnji okvirjev sedežev. Ta odločitev določa stroške orodij, hitrost proizvodnje in zapletenost delov.
Progresivno štampovanje je industrijski standard za proizvodnjo velikih količin manjših komponent. Pri tem postopku se neprekinjen trak kovine vodi skozi več postaj znotraj enega orodja. Vsak stisk orodja izvede drugačno operacijo – rezanje, upenjanje, žigosanje – dokler se končana komponenta ne loči od traku na zadnji postaji. Ta metoda je idealna za izdelavo komponent, kot so obroči naslonjala, vodilni tirniki in povezovalni nosilci kjer je hitrost najpomembnejši dejavnik.
Žiganje z transferno matrico , nasprotno, je potreben za večje, globlje ali bolj zapletene dele, ki ne morejo ostati priključeni na nosilni trak. Tukaj mehanski prsti ali robotske roke prenašajo posamezne osnovne plošče med različnimi orodnimi postajami. Ta metoda se običajno uporablja za večje strukturne elemente, kot so globoko vlečena sedišča, boksi okvirji in debelejše dvigalo . Čeprav je počasnejša od progresivnega žigosanja, omogoča večjo svobodo pri zapletenih geometrijah in zmanjšuje odpad materiala – kar je pomemben dejavnik pri delu s dragimi lahkim zlitinami.
| Značilnost | Progresivno štampovanje | Žiganje z transferno matrico |
|---|---|---|
| Najbolj Prilostovit Za | Majhni do srednji deli (nosilci, vodila, obroči) | Veliki strukturni deli (ploskve sedežev, stranske okvirje) |
| Hitrost | Visoka (neprekinjeno prehranjevanje) | Srednja (zahtevano rokovanje z deli) |
| Otroščina materiala | Višji (zahteva nosilni trak) | Nižja (optimizirano postavljanje) |
| Stroški orodja | Visoka začetna investicija | Splošno nižja, vendar so stroški prese višji |
| Zloženost | Omejeno s pritrditvijo traku | Visoka geometrijska fleksibilnost |
Inovacije materialov: Gon k lajtninčenju
Zahteva za povečanje dosega EV-ja in zmanjšanje emisij CO2 je revolucionirala izbiro materialov za konstrukcije sedežev. Proizvajalci se umikajo od mehkih jekel proti materialom, ki ponujajo višji razmerje med trdnostjo in težo.
Napredne jekle z visoko trdnostjo (AHSS) in UHSS so sedaj prevladujoča rešitev. Jeklene sorte, kot so dvojnofazna (DP) in jekla s plastičnostjo, povzročeno s transformacijo (TRIP), omogočajo inženirjem uporabo tanjših limov brez izgube varnosti pri trku. Vodilni proizvajalci, kot je skupina Proma, uporabljajo patentirane postopke kovanja v enem koraku, da oblikujejo te zahtevne materiale v trdne konstrukcije sedežnih blazin in naslonjakov.
Aluminijaste in magnezijeve zlitine predstavljajo naslednjo mejo. Aluminijaste okvirje lahko ponudijo zmanjšanje mase približno 28 % v primerjavi s členom, medtem ko magnezij omogoča zmanjšanje do 35 %. Te materiale pa spremljajo izzivi pri izdelavi, kot so povečan povratni odklon in potreba po specializiranih mazivih. Reševanje teh izzivov pogosto zahteva servopogonske prese, ki lahko programsko prilagajajo hitrost batu med fazo vlečenja, da se prepreči razpokanje.
Izven kovanja: sestavljanje in integracija komponent
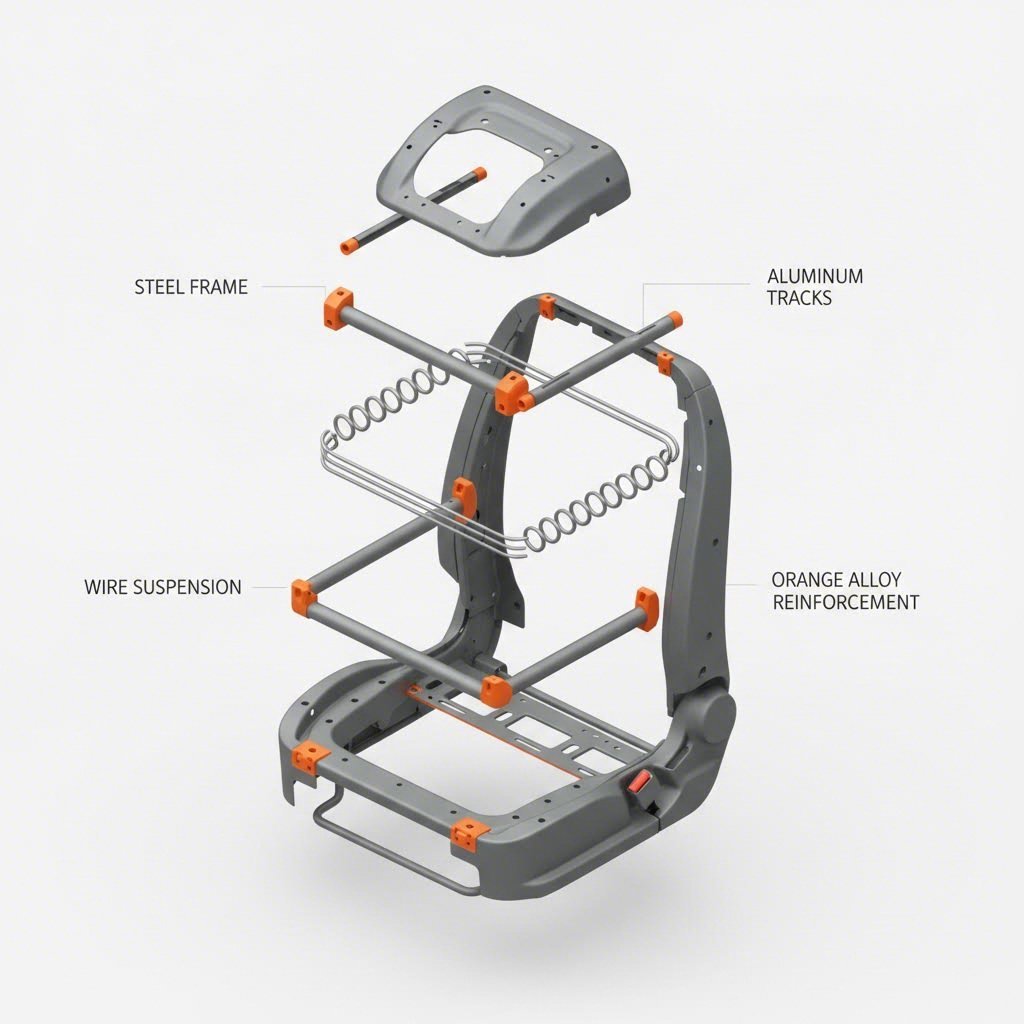
Kovinski del, izdelan s tiskanjem, redko predstavlja končni izdelek. Sodobna avtomobilska sedeža zahtevajo dobavo popolnoma integriranih sestavnih enot. Dobavitelji, kot sta Guelph Manufacturing in Hatch Stamping, so se razvili v sistemske integratorje, ki združujejo tiskane komponente z žičnimi oblikami in cevnimi strukturami.
- Ukrivanje cevi in oblikovanje žice: Sedežne konstrukcije pogosto uporabljajo okvirje iz ukrivljenih cevi za naslone hrbta ter žične oblike za mreže za vzmetenje. Te postopke je treba uskladiti s postopki tiskanja, da se zagotovi pravilno prileganje.
- Tehnologije spojev: Prelom na mešane materiale (npr. povezovanje jeklenih vodil z aluminijastimi koritoma) je v nekaterih primerih naredil tradicionalno točkovno varjenje neustrezno. Proizvajalci vse pogosteje uporabljajo MIG varjenje, lasersko varjenje in mehanske spojne elemente za zagotovitev strukturne celovitosti pri različnih kovinah.
- Integracija mehanizmov: Okvir mora vsebovati zapletene elektromehanske sisteme, vključno s dvigovalnimi zavorami, ročnimi in električnimi tirnicami za sedeže ter mehanizmi za nagib sedišča . Natančno žigosanje je tu ključno; že odstopanja na ravni mikronov pri tirnici sedeža lahko povzročijo motnje v obliki hrupa, vibracij in udarjanja (NVH) v končnem vozilu.
Kontrola kakovosti in optimizacija procesa
Pri varnostno kritičnih aplikacijah, kot je avtomobilska sedežna oprema, je preprečevanje napak nesporno. Kakovost se zagotavlja že preden stisne do zadene kovine. Naprave za natančno razvijanje tuljav, kot jih podrobneje opisuje podjetje Henli Machine, igrajo pomembno vlogo. Značilnosti, kot so pneumatski pritiskalni rokavi in sistemi vodilnih rokavov, preprečujejo razpiranje materiala in ščitijo površino tuljave pred poškodbami – napakami, ki bi lahko povzročile zavrnitev zaradi estetskih napak ali strukturnega utrujenosti.
Analize končnih elementov (FEA) je še ena bistvena orodja, ki ga uporabljajo dobavitelji vrhnje meje za simulacijo procesa žiganja še pred izdelavo orodij. FEA pomaga inženirjem napovedati tanjšanje, krčenje in povratno upogibanje, kar omogoča kompenzacijo kalibrov v fazi načrtovanja namesto dragih poskusov in napak na proizvodnem tehtnem.
Ko izbirate proizvodnega partnerja, je certifikacija osnovni pogoj. Iščite dobavitelje, ki imajo IATF 16949 sertifikat, ki zagotavlja skladnost s strogi avtomobilski standardi kakovosti. Poleg tega je ključnega pomena sposobnost premostiti vrzel med razvojem in proizvodnjo. Za OEM-je, ki potrebujejo prilagodljivost, Podjetje Shaoyi Metal Technology ponuja celovite rešitve za kovanje ki segajo od hitrega prototipiranja (dostava več kot 50 delov v največ petih dneh) do masovne proizvodnje v velikih serijah na stiskalnih napravah s silo 600 ton, kar zagotavlja, da se izvedljivost konstrukcije preveri že v zgodnji fazi projekta.
Inženiring prihodnosti sedežev
Tržišče okvirjev avtomobilskih sedežev se razvija od enostavnega upogibanja kovin do visoko tehnološkega strukturnega inženiringa. Ko vozila postajajo avtonomna in električna, sedež postaja središče izkušnje potnika, pri čemer se zahteva manjša teža, višja varnost in večja funkcionalnost. Cilj inženirjev in vodij naročanja je sodelovanje s proizvajalci, ki ponujajo ne le zmogljivost stiskalnic, temveč tudi celostno razumevanje znanosti o materialih, tehnologij spojev in natančnega nadzora kakovosti.
Pogosta vprašanja
1. Katera je razlika med progresivnim in prenosnim žiganjem za okvirje sedežev?
Progresivno žiganje napaja neprekinjen trak kovine skozi več postaj, kar omogoča hitrejše delovanje in je primerno za manjše dele, kot so nosilci in spojke. Prenosno žiganje premika posamezne izrezane plošče med postajami, kar je bolj primerno za velike, globoko vlečene dele, kot so plošče sedežev in stranski okvirji, ki zahtevajo zapletene oblikovalne operacije.
2. Zakaj se pri avtomobilskih okvirjih sedežev uporablja magnezij?
Magnezij se uporablja predvsem zaradi izjemnega razmerja med trdnostjo in težo. Je približno 33 % lažji od aluminija in 75 % lažji od jekla, kar ga naredi idealnega za podaljšanje dosega električnih vozil. Vendar zahteva specializirane postopke litja pod tlakom ali žiganja zaradi svojih edinstvenih lastnosti materiala.
3. Kdo so največji svetovni proizvajalci avtomobilskih konstrukcij sedežev?
Med glavne igralce na področju avtomobilskega sedeževstva spadajo Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S in Magna International. Te družbe navadno delujejo kot dobavitelji prve ravni (Tier 1), ki OEM-om dobavljajo celotne sisteme sedežev.